- Otpusk_i_starenie_stali

Содержание
- 2. Для повышения пластичности, вязкости, снижения твердости и уменьшения внутренних напряжений металлические сплавы после закалки подвергаются нагреву.
- 3. Отпуск стали (ОС) — это разновидность термической обработки, при которой происходит постепенный нагрев металла с последующим
- 4. Заключительной операцией термической обработки является отпуск стали, который включает в себя: нагрев закаленной стали до температур,
- 5. Внутренние напряжения на химическом уровне — это нарушения кристаллической структуры металла. Из-за них происходит неравномерное распределение
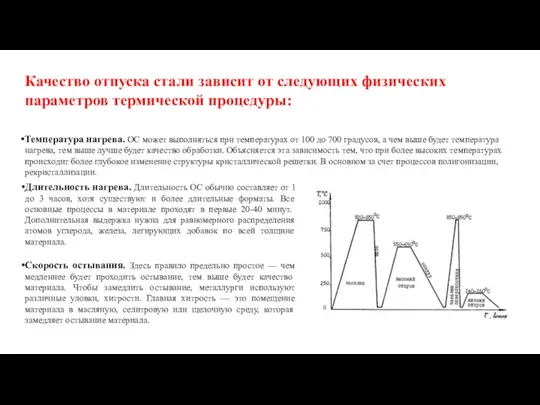
- 6. Качество отпуска стали зависит от следующих физических параметров термической процедуры: Длительность нагрева. Длительность ОС обычно составляет
- 7. Виды отпуска стали Главный технический параметр ОС — это температура нагрева. Различают 3 типа ОС —
- 8. Высокий отпуск стали — это вариант отпускной обработки при температуре от 500 до 700 градусов. Данный
- 9. В ходе высокого отжига происходит процесс рекристаллизации (приводящей вещество в состояние большей термодинамической устойчивости) в сочетании
- 10. Главный недостаток высокотемпературного отпуска — это небольшое снижение прочности материала. Поэтому методика не годится для обработки
- 11. Основная особенность среднего отпуска — активная диффузия углерода без полигонизации и рекристаллизации сплава. В случае среднетемпературной
- 12. В температурной диапазоне от 250 до 300 градусов находится так называемый островок хрупкости первого рода, которого
- 13. Низкий отпуск стали — методика обработки стального сплава или изделия, при которой нагрев осуществляется до температуры
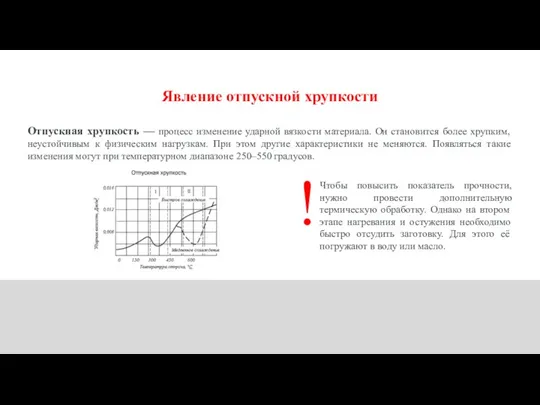
- 14. Явление отпускной хрупкости Отпускная хрупкость — процесс изменение ударной вязкости материала. Он становится более хрупким, неустойчивым
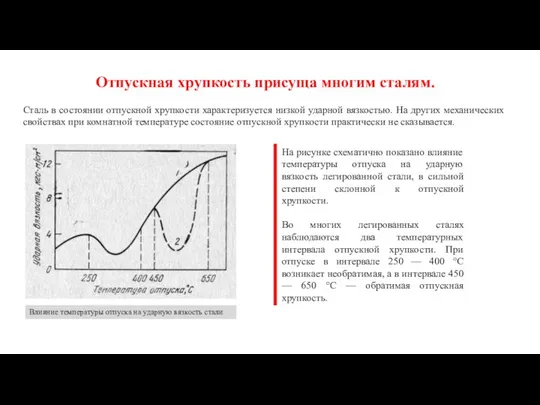
- 15. Отпускная хрупкость присуща многим сталям. Сталь в состоянии отпускной хрупкости характеризуется низкой ударной вязкостью. На других
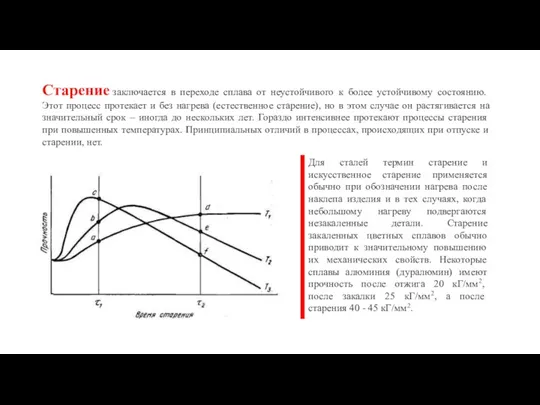
- 16. Старение заключается в переходе сплава от неустойчивого к более устойчивому состоянию. Этот процесс протекает и без
- 17. Процесс старения Старение в качестве температурной обработки используется как заключительная операция. Применима к тем металлам и
- 18. Старение стали производится для изменения внутренней структуры после закалки. Полученный твердый раствор феррита пресыщенный углеродом и
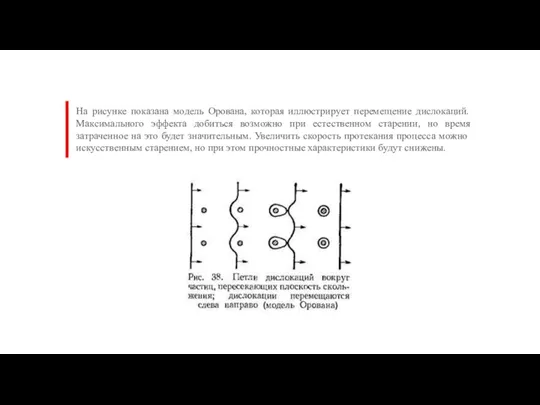
- 19. На рисунке показана модель Орована, которая иллюстрирует перемещение дислокаций. Максимального эффекта добиться возможно при естественном старении,
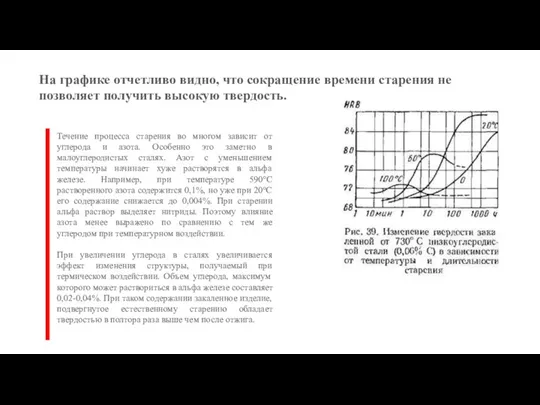
- 20. Течение процесса старения во многом зависит от углерода и азота. Особенно это заметно в малоуглеродистых сталях.
- 21. Механическое и термическое старение Существует два вида старения металла: Термическое механическое. Рассмотрим каждый из них более
- 22. Фаза упрочняющая металл во время термического воздействия происходит в точке максимума. Здесь проходит метастабильный промежуток раствора
- 23. Двухступенчатое – закалка, затем выдержка при температуре замещения, а потом выдерживание с повышенной температурой для получения
- 24. Деструкция стали при помощи деформирующих усилий происходит в диапазоне температур ниже процесса рекристаллизации. Обусловлено это образованием
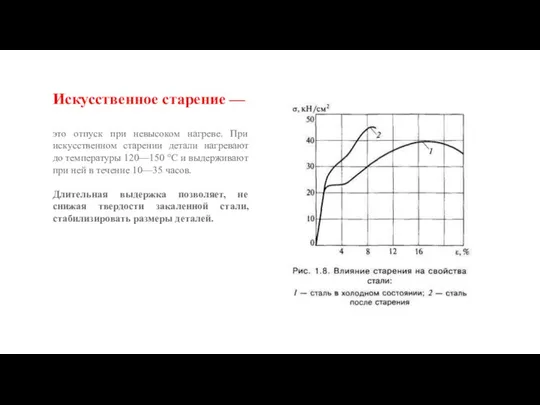
- 25. Искусственное старение — это отпуск при невысоком нагреве. При искусственном старении детали нагревают до температуры 120—150
- 26. Искусственное старение металла (термообработка) применяется к тем сплавам, в которых растворяемость одного элемента в твердом состоянии
- 27. Рекомендуемые режимы для проведения старения Термическая обработка: для сталей с высоким содержанием углерода: температура порядка 130°С-150°С,
- 28. Инструментальные сплавы или быстрорежущие металлы, использующиеся для изготовления износоустойчивых инструментов, обязательно подвергаются термообработке. При повышении температур
- 29. Заключение Отпуск считается одним из ключевых этапов термообработки. Он позволяет снять внутреннее напряжение, повысить прочность металла.
- 31. Скачать презентацию
Для повышения пластичности, вязкости, снижения твердости и уменьшения внутренних напряжений металлические
Для повышения пластичности, вязкости, снижения твердости и уменьшения внутренних напряжений металлические

Отпуск стали (ОС) — это разновидность термической обработки, при которой происходит
Отпуск стали (ОС) — это разновидность термической обработки, при которой происходит
Заключительной операцией термической обработки является отпуск стали, который включает в себя:
нагрев закаленной
Заключительной операцией термической обработки является отпуск стали, который включает в себя:
нагрев закаленной
Внутренние напряжения на химическом уровне — это нарушения кристаллической структуры металла.
Внутренние напряжения на химическом уровне — это нарушения кристаллической структуры металла.
Качество отпуска стали зависит от следующих физических параметров термической процедуры:
Длительность нагрева.
Качество отпуска стали зависит от следующих физических параметров термической процедуры:
Длительность нагрева.
Виды отпуска стали
Главный технический параметр ОС — это температура нагрева.
Различают
Виды отпуска стали
Главный технический параметр ОС — это температура нагрева.
Различают
Высокий отпуск стали —
это вариант отпускной обработки при температуре от
Высокий отпуск стали —
это вариант отпускной обработки при температуре от
В ходе высокого отжига происходит процесс рекристаллизации (приводящей вещество в состояние
В ходе высокого отжига происходит процесс рекристаллизации (приводящей вещество в состояние
Главный недостаток высокотемпературного отпуска — это небольшое снижение прочности материала. Поэтому
Главный недостаток высокотемпературного отпуска — это небольшое снижение прочности материала. Поэтому
Основная особенность среднего отпуска —
активная диффузия углерода без полигонизации и
Основная особенность среднего отпуска —
активная диффузия углерода без полигонизации и
В температурной диапазоне от 250 до 300 градусов находится так называемый
В температурной диапазоне от 250 до 300 градусов находится так называемый

Низкий отпуск стали —
методика обработки стального сплава или изделия, при
Низкий отпуск стали —
методика обработки стального сплава или изделия, при
Явление отпускной хрупкости
Отпускная хрупкость — процесс изменение ударной вязкости материала. Он
Явление отпускной хрупкости
Отпускная хрупкость — процесс изменение ударной вязкости материала. Он
Отпускная хрупкость присуща многим сталям.
Сталь в состоянии отпускной хрупкости характеризуется низкой
Отпускная хрупкость присуща многим сталям.
Сталь в состоянии отпускной хрупкости характеризуется низкой
Старение заключается в переходе сплава от неустойчивого к более устойчивому состоянию. Этот
Старение заключается в переходе сплава от неустойчивого к более устойчивому состоянию. Этот
Процесс старения
Старение в качестве температурной обработки используется как заключительная операция. Применима
Процесс старения
Старение в качестве температурной обработки используется как заключительная операция. Применима
Старение стали производится для изменения внутренней структуры после закалки. Полученный твердый
Старение стали производится для изменения внутренней структуры после закалки. Полученный твердый
На рисунке показана модель Орована, которая иллюстрирует перемещение дислокаций. Максимального эффекта
На рисунке показана модель Орована, которая иллюстрирует перемещение дислокаций. Максимального эффекта
Течение процесса старения во многом зависит от углерода и азота. Особенно
Механическое и термическое старение
Существует два вида старения металла:
Термическое
механическое.
Рассмотрим каждый
Механическое и термическое старение
Существует два вида старения металла:
Термическое
механическое.
Рассмотрим каждый
Фаза упрочняющая металл во время термического воздействия происходит в точке максимума.
Фаза упрочняющая металл во время термического воздействия происходит в точке максимума.
Двухступенчатое – закалка, затем выдержка при температуре замещения, а потом выдерживание
Двухступенчатое – закалка, затем выдержка при температуре замещения, а потом выдерживание
Деструкция стали при помощи деформирующих усилий происходит в диапазоне температур ниже
Деструкция стали при помощи деформирующих усилий происходит в диапазоне температур ниже
Искусственное старение —
это отпуск при невысоком нагреве. При искусственном старении детали
Искусственное старение —
это отпуск при невысоком нагреве. При искусственном старении детали

Искусственное старение металла (термообработка) применяется к тем сплавам, в которых растворяемость
Искусственное старение металла (термообработка) применяется к тем сплавам, в которых растворяемость
Рекомендуемые режимы для проведения старения
Термическая обработка:
для сталей с высоким содержанием углерода:
Рекомендуемые режимы для проведения старения
Термическая обработка:
для сталей с высоким содержанием углерода:
Инструментальные сплавы или быстрорежущие металлы, использующиеся для изготовления износоустойчивых инструментов, обязательно
Инструментальные сплавы или быстрорежущие металлы, использующиеся для изготовления износоустойчивых инструментов, обязательно
Заключение
Отпуск считается одним из ключевых этапов термообработки. Он позволяет снять внутреннее
Заключение
Отпуск считается одним из ключевых этапов термообработки. Он позволяет снять внутреннее
 Международный женский день
Международный женский день Областная социально-значимая акция: Живи, лес!
Областная социально-значимая акция: Живи, лес! Первая чеченская война (1994-1996)
Первая чеченская война (1994-1996) 20231017_prezentatsiya_konstruirovanie
20231017_prezentatsiya_konstruirovanie Презентация Моя Родина - Россия .
Презентация Моя Родина - Россия . Балалардағы ҚШҰ синдромы. Клиникалық және лабораториялық диагностика. Емі
Балалардағы ҚШҰ синдромы. Клиникалық және лабораториялық диагностика. Емі Водохранилища, каналы и водные пути
Водохранилища, каналы и водные пути Рождество Девы Марии
Рождество Девы Марии презентация Сенсерное развитие детей младшего дошкольного возраста
презентация Сенсерное развитие детей младшего дошкольного возраста Наукові основи і технологія заготівлі сінажу, хімічний склад і поживність, норми згодовування, вимоги стандарту
Наукові основи і технологія заготівлі сінажу, хімічний склад і поживність, норми згодовування, вимоги стандарту 20230923_prezentatsiya_po_teme_klass_nasekomye._obshchaya_harakteristika._znachenie_i_ohrana_nasekomyh._7_klass
20230923_prezentatsiya_po_teme_klass_nasekomye._obshchaya_harakteristika._znachenie_i_ohrana_nasekomyh._7_klass Этапы решения задач
Этапы решения задач Технология производства сыра
Технология производства сыра Экологическое право. Предмет экологического права
Экологическое право. Предмет экологического права Программные средства реализации информационных процессов
Программные средства реализации информационных процессов Наши спортивные достижения
Наши спортивные достижения Николай Николаевич Носов. Рассказы
Николай Николаевич Носов. Рассказы Изучение особенностей учебника УМК Школа России Математика
Изучение особенностей учебника УМК Школа России Математика Внеурочная деятельность на начальной ступени в условиях внедрения ФГОС. Творческое объединение Волшебный квиллинг
Внеурочная деятельность на начальной ступени в условиях внедрения ФГОС. Творческое объединение Волшебный квиллинг Путешествие в страну сказок
Путешествие в страну сказок Дети и музыка
Дети и музыка Интегрированный урок литературы и географии
Интегрированный урок литературы и географии Профилактика суицида среди детей и подростков
Профилактика суицида среди детей и подростков Современные требования к анализу урока (в соответствии с ФГОС)
Современные требования к анализу урока (в соответствии с ФГОС) Загадки с нашей грядки
Загадки с нашей грядки Презентация Дикие животные и их детеныши
Презентация Дикие животные и их детеныши Каталитические системы и наноматериалы в переработке ископаемого и возобновляемого углеводородного сырья
Каталитические системы и наноматериалы в переработке ископаемого и возобновляемого углеводородного сырья Геодезические купола
Геодезические купола