- Оценка шероховатости поверхностей деталей после механической обработки

Содержание
- 2. Поверхность детали, обработанной даже самым тщательным образом, не может быть идеально ровной от номинальной – заданной
- 3. Оценить шероховатости поверхностей деталей после различных видов механообработки. Цель работы: Задачи 1. Рассмотреть состояние поверхности после
- 4. Производится на заготовительных участках механических цехов различными способами, отличающимися производительностью, точностью заготовки, стойкостью инструмента и др.
- 5. Токарная обработка — один из возможных способов обработки изделий путем срезания с заготовки лишнего слоя металла
- 6. Фрезерование поверхностей заключается в снятии стружки вращающимися многолезвийными инструментами — фрезами, режущие кромки зубьев которых находятся
- 7. Долбление — вид механической обработки металлов резанием, при которой инструмент (долбяк) совершая возвратно-поступательные движения, срезает обрабатываемый
- 8. Наиболее распространенным методом получения отверстий в сплошном материале является сверление. Движение резания при сверлении - вращательное,
- 9. Протягивание – технологический метод обработки резанием и холодным пластическим деформированием, производимый специальными многозубыми инструментами - протяжками
- 10. Обдирочное шлифование используется для удаления с заготовок дефектного слоя материала после литья, прокатки, ковки, штамповки и
- 11. Круглым наружным шлифованием обычно называют процесс шлифования заготовки во время ее вращения в центрах или патроне.
- 12. Хонингование – это обработка материалов резанием, где в качестве резцов выступают зерна абразива. Хонингование – это
- 13. Суперфиниширование - шлифование при малом съеме металла (10-12 мкм на диаметр), для достижения шероховатости 0,16-0,02 мкм.
- 14. Точность станков с ЧПУ определяется как точностными особенностями станков, так и отличиями в построении технологического процесса.
- 15. 1. Качество поверхности, обработанной режущими инструментами, определяется шероховатостью и физическими свойствами поверхностного слоя. Обработкой резанием не
- 17. Скачать презентацию
Поверхность детали, обработанной даже самым тщательным образом, не может быть идеально
Поверхность детали, обработанной даже самым тщательным образом, не может быть идеально
Оценить шероховатости поверхностей деталей после различных видов механообработки.
Цель работы:
Задачи
1. Рассмотреть состояние
Оценить шероховатости поверхностей деталей после различных видов механообработки.
Цель работы:
Задачи
1. Рассмотреть состояние
Производится на заготовительных участках механических цехов различными способами, отличающимися производительностью, точностью
Производится на заготовительных участках механических цехов различными способами, отличающимися производительностью, точностью
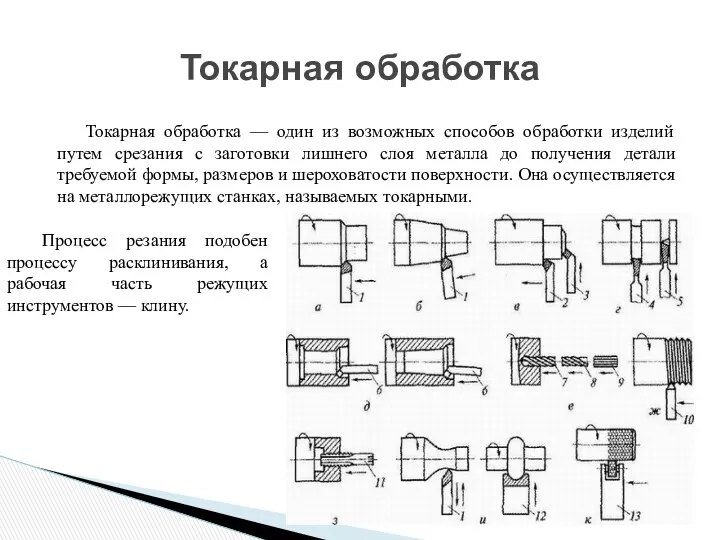
Токарная обработка — один из возможных способов обработки изделий путем срезания
Токарная обработка — один из возможных способов обработки изделий путем срезания

Фрезерование поверхностей заключается в снятии стружки вращающимися многолезвийными инструментами — фрезами,
Фрезерование поверхностей заключается в снятии стружки вращающимися многолезвийными инструментами — фрезами,
Долбление — вид механической обработки металлов резанием, при которой инструмент (долбяк)
Долбление — вид механической обработки металлов резанием, при которой инструмент (долбяк)
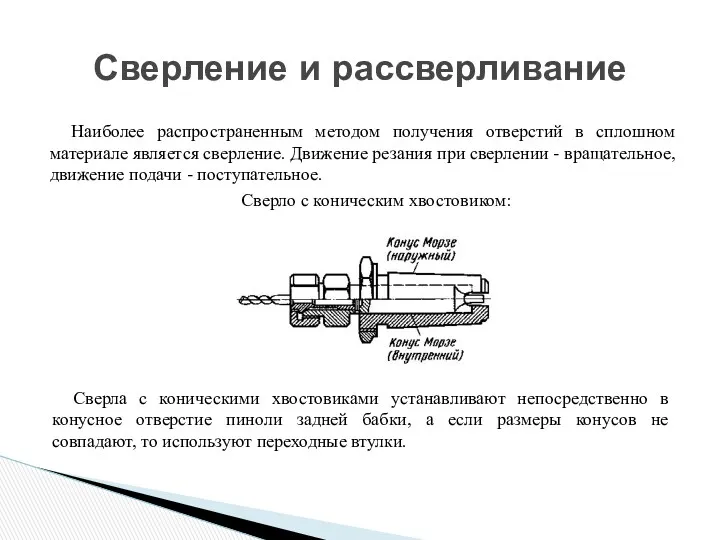
Наиболее распространенным методом получения отверстий в сплошном материале является сверление. Движение
Наиболее распространенным методом получения отверстий в сплошном материале является сверление. Движение

Протягивание – технологический метод обработки резанием и холодным пластическим деформированием, производимый
Протягивание – технологический метод обработки резанием и холодным пластическим деформированием, производимый
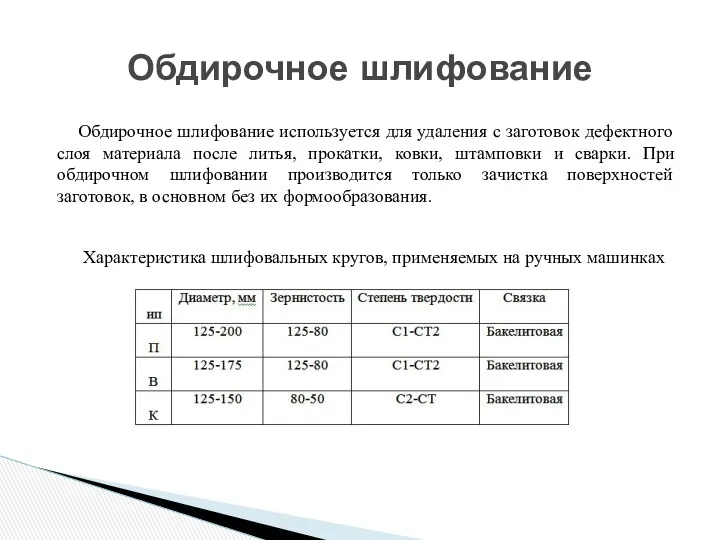
Обдирочное шлифование используется для удаления с заготовок дефектного слоя материала после
Обдирочное шлифование используется для удаления с заготовок дефектного слоя материала после
Круглым наружным шлифованием обычно называют процесс шлифования заготовки во время ее
Круглым наружным шлифованием обычно называют процесс шлифования заготовки во время ее
Хонингование – это обработка материалов резанием, где в качестве резцов выступают
Хонингование – это обработка материалов резанием, где в качестве резцов выступают
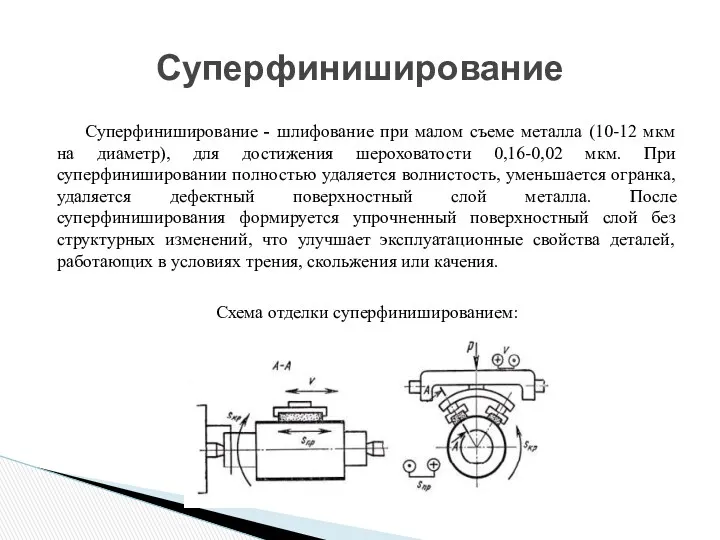
Суперфиниширование - шлифование при малом съеме металла (10-12 мкм на диаметр),
Суперфиниширование - шлифование при малом съеме металла (10-12 мкм на диаметр),
Точность станков с ЧПУ определяется как точностными особенностями станков, так и
Точность станков с ЧПУ определяется как точностными особенностями станков, так и
1. Качество поверхности, обработанной режущими инструментами, определяется шероховатостью и физическими свойствами
1. Качество поверхности, обработанной режущими инструментами, определяется шероховатостью и физическими свойствами
 Макеевский завод шахтной автоматики
Макеевский завод шахтной автоматики Страны Запада в 1920-е гг. - от процветания к кризису
Страны Запада в 1920-е гг. - от процветания к кризису занятие Улитка. Из соленого теста
занятие Улитка. Из соленого теста Социально-личностное развитие дошкольников в контексте ФГТ
Социально-личностное развитие дошкольников в контексте ФГТ Анализ ликвидности и платежеспособности организации на основе бухгалтерской отчетности на примере ООО Вертикаль
Анализ ликвидности и платежеспособности организации на основе бухгалтерской отчетности на примере ООО Вертикаль ПРЕЗЕНТАЦИЯ ПОРТФОЛИО
ПРЕЗЕНТАЦИЯ ПОРТФОЛИО Формирование метапредметных компетенций в преподавании географии в период обновления педагогической деятельности учителя в условиях введения ФГОС второго поколения (презентация).
Формирование метапредметных компетенций в преподавании географии в период обновления педагогической деятельности учителя в условиях введения ФГОС второго поколения (презентация). Великая Отечественная война: причины, этапы, итоги, значение
Великая Отечественная война: причины, этапы, итоги, значение Использование инновационных педагогических технологии в системной работе учителя физической культуры.
Использование инновационных педагогических технологии в системной работе учителя физической культуры. Открытие протона и нейтрона
Открытие протона и нейтрона Крутые изобретения на благо экологии, которые мы увидим в ближайшее время
Крутые изобретения на благо экологии, которые мы увидим в ближайшее время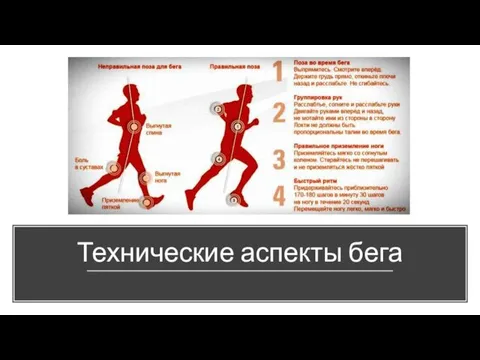 Технические аспекты бега
Технические аспекты бега Жизнь и творчество А. П. Чехова
Жизнь и творчество А. П. Чехова Отчёт о работе по патриотическому воспитанию
Отчёт о работе по патриотическому воспитанию метод холдинг-терапии в работе с детьми с аутизмом
метод холдинг-терапии в работе с детьми с аутизмом Программные средства реализации информационных процессов
Программные средства реализации информационных процессов Запрошуємо на службу в поліції на вакантні посади до підрозділів головного управління національної поліції в одеській області
Запрошуємо на службу в поліції на вакантні посади до підрозділів головного управління національної поліції в одеській області родительское собрание в 9 классе
родительское собрание в 9 классе Версальско-Вашингтонская система международных отношений в 1920-1930 годы
Версальско-Вашингтонская система международных отношений в 1920-1930 годы Вред курения, кальяна, насвая и электронной сигареты
Вред курения, кальяна, насвая и электронной сигареты Портфолио Бурганова И.М.
Портфолио Бурганова И.М. Копилка-сортировщик монет
Копилка-сортировщик монет Презентация Животные леса
Презентация Животные леса Викторина на тему Конституция (Станция Географическая)
Викторина на тему Конституция (Станция Географическая) ОБЖ в условиях лета
ОБЖ в условиях лета Животный мир Амурской области
Животный мир Амурской области Безопасные и качественные дороги
Безопасные и качественные дороги Единая государственная система предупреждения и ликвидации чрезвычайных ситуаций
Единая государственная система предупреждения и ликвидации чрезвычайных ситуаций