- Печатные краски

Содержание
- 2. Состав флексокрасок и красок глубокой печати Общее (независимо от процесса печати): Красящие вещества Пигменты, предпочтительно органические
- 3. Состав печатных красок для флексо печати Краски Plastoprint NC-Stammfarben 3% 3% 9% 16% 16% 68% 65%
- 4. Состав растворителей для флексо печати Замедлитель 22% Eac 6% Замедлитель 64% Eac 4% Краски Plastoprint НЦ-Stammfarben
- 5. Состав печатных красок для глубокой печати Примеры: Haptobond F Ecuflex 75 % 3% 68,5% 1,5% 12%
- 6. Состав растворителей для глубокой печати Примеры со слайда 5 Haptobond F Ecuflex 39 % 100 %
- 7. Используемые растворители для флексо и глубокой печати Растворитель Показатель испарения Ацетон 2 Етилацетат 3 Изопропилацетат 4
- 8. Печатные краски и вспомогательные вещества Вспомогательные вещества Воск В-ва, обеспечивающие адгезию улучшает стойкость к механическому воздействию,
- 9. Области применения флексо печати Материалы Примеры применения Печать на лицевой стороне: Краски на Бумага, алюминий Суповые
- 10. Области применения флексо печати Материал Примеры применения Обратная печать : Краски Полиэтилен, полипропилен Пакеты, упаковка для
- 11. Область применения глубокой печати Материал Примеры применения Поверхностная печать : Краски Бумага, алюминий Пакеты для супов,
- 12. Области применения глубокой печати Материалы Примеры применения Обратная печать : Краски на основе Полипропилен, Особопрочные мешки,
- 13. Teхнология производства краски 1. Производство связующего Смолы растворяются в растворителе - в реакторе Регулировка вязкости, сухого
- 14. Teхнология производства краски 2. Производство пигментных концентратов предварительное диспергирование пигментов в связующем с помощью диссольвера Диспергирование
- 15. Teхнология производства краски 3. Технология приозводства готовых красок дозировка отдельных компонентов рецептуры из резервного бака добавка
- 16. Котроль качества Фирма Hartmann-Druckfarben GmbH сертифицирована по ISO 9001 Котроль поступающих товаров: Контроль избранного сырья: Пигменты:
- 17. Котроль качества Окончательный контроль качества: Краски: 1. Тон цвета и прозрачность 2. Интенсивность цвета, укрывистость 3.
- 18. Алгоритм производства
- 19. Работа с печатными красками Краски на основе растворителя флексо и глубокой печати - Исходные краски заливают
- 20. Работа с печатными красками Водные краски для флексо печати - Базовые краски для смешивания без разбавления
- 21. Вязкость и измерение вязкости Вязкость – это мера подвижность и текучести краски. Печатные краски не являются
- 22. Пример тиксотропии Реология: G 4450/871 (1) Возрастающее усилие (2) Убывающее усилие
- 23. Вязкость и температура 18,0 19,0 20,0 21,0 22,0 23,0 24,0 25,0 26,0 27,0 10,0 12,5 15,0
- 24. Печать на пленке Важнейшая предпосылка : – достаточная предварительная обработка поверхности (коронирование). Естественное поверхностное натяжение: LD-PE
- 25. Поверхностное натяжение В чем его важность ? Поверхностное натяжение или натяжение граничных поверхностей имеет значение тогда,
- 26. Поверхностное натяжение Методы определения поверхностного натяжения Изменение крайнего угла материалов, на которых производится печать; Тензометр жидкостей
- 27. Поверхностное натяжение Поверхностное натяжение некоторых растворителей: Вода 73 mN/m Этанол 23 mN/m Этилацетат 25 mN/m Метоксипропанол
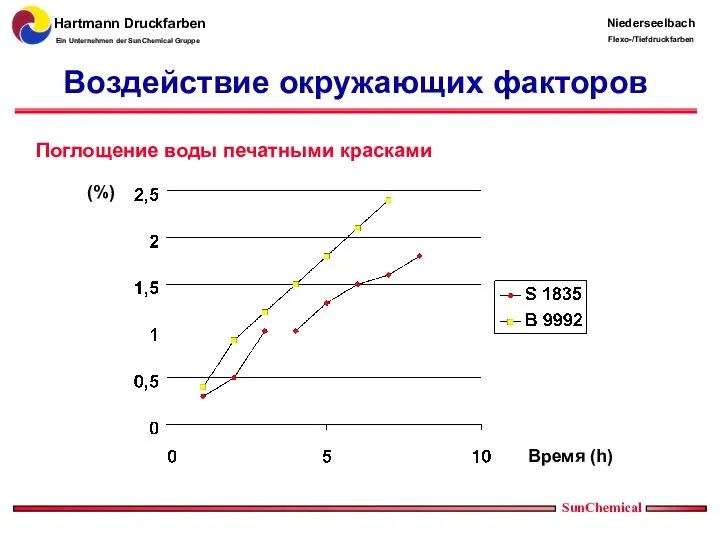
- 28. Воздействие окружающих факторов Поглощение воды печатными красками (%) Время (h)
- 29. Воздействие окружающих факторов Поглощение воды печатными красками (%) Время (h)
- 30. Воздействие окружающих факторов Транспорт - Хранение - Использование 1. Tранспорт Транспортировка из Германии в Юго-Восточную Азию
- 31. Воздействие окружающих факторов Растворители и замедлители Общее правило: Обращайте внимание на спецификацию применяемого растворителя !!! Причина
- 32. Воздействие окружающих факторов Материалы, на которых производится печать Возможное использование пленок более низкого качества, чем в
- 33. Производство смесевых цветов Общее: Цвет- это субъективно-чувственное восприятие цвет и свет образуют единство свет, как электромагнитное
- 34. Производство смесевых цветов Aддивное цветосмешение – это обратное действие раздражению белого цвета путем наслаивающейся проекции различных
- 35. Производство смесевых цветов Цветометамерия это явление, когда две печати при различных условиях наблюдения показывают различные цветовые
- 36. Воспроизводство смесевых цветов Важные принципы: Для смешивания пригодны только цвета одной серии! В цветовом круге комплиментарные
- 37. Ламинированные материалы Темы: Каширование с использованием клея, содержащего и несодержащего растворитель Печатная краска и клей для
- 38. Многообразие ламинированных материалов Определение Ламинированные материалы- это ламинаты двух и более материалов, которые имею большую площадь
- 39. Многообразие ламинированных материалов Для повышения рекламных свойств упаковки могут применяься следующе виды пленок: Глянцевые Прозрачные Металлизрованные
- 40. Ламинированные материалы Для этого вида улучшения пленок на сегодняшний день используются в основном две системы: 1.
- 41. Ламинированные материалы Ламинирование с использованием клея, содержащего растворитель Обычная практика: 1 K-системы и 2 K-системы Растворитель
- 42. Ламинированные материалы Ламинирование с использованием клея, не содержащего растворитель Обычная практика: 1 K-системы и 2 K-системы
- 43. Ламинированные материалы Масса нанесения: в зависмости от типа комплекса: 1,2 -- 2,0 г/м2 > 2,0 г/м2
- 44. Ламинированные материалы Время отверждения: Общее правило: 2 K-клей, не содержащий растворитель является значительно более реактивным, чем
- 45. Ламинированные материалы Влияние печатной краски и кашировального клея На достижение оптимального качества комплекса влияют : Смачивание
- 46. Ламинированные материалы Смачивание клеем: Клей, не содержащий растворитель Метод проверки 1. Аппликация краски с помощью ракеля
- 47. Ламинированные материалы Оценка смачивания после 30 мин. до 1 часа Хорошее смачивание имеет место при безукоризненном
- 48. Ламинированные материалы Смачивание клеем: Клей, содержащий растворитель На смачивание значительное влияние оказывает растворитель: Поверхностное натяжение и,
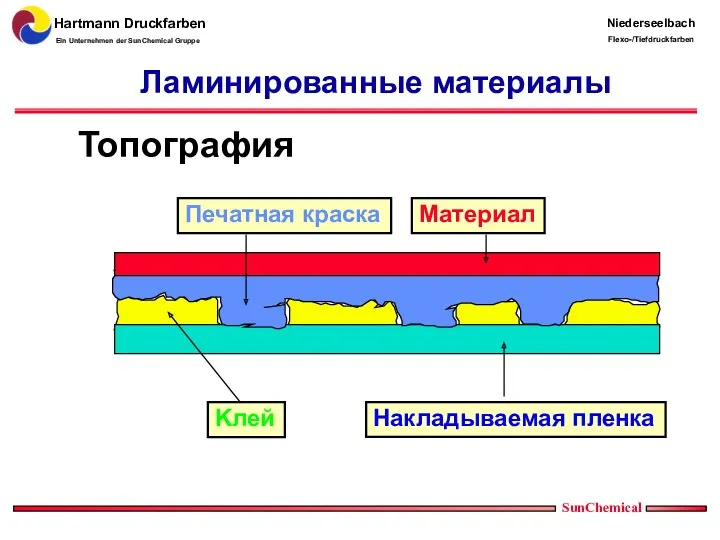
- 49. Ламинированные материалы Toпография Kлей Материал Печатная краска Накладываемая пленка
- 50. Ламинированные материалы Влияние Остаточного растворителя на прочность соединения Клей, содержащий растворитель: используются следующие растворители истинные растворители:
- 51. Ламинированные материалы Остаточный растворитель Стандартные требования для ламинированных материалов: Печатная пленка : макс. 10 мг/м2 fertiger
- 52. Ламинированные материалы Переменное воздействие: содержимое упаковки и слой краски и клея в пленке Вид построения комплексной
- 53. Ламинированные материалы Ламинированные материалы для высоких температур Развитие соединений, где материалами несущих пленок являются: полиэфир, полиамид,
- 54. Ламинированные материалы Контроль качества Система обеспечения качества должна гарантиовать выполнение следующих задач: Газохроматографический анализ остаточного растворителя
- 55. Ламинированные материалы Проверка соединений 1. Прочность соединений Берется проба : полоса 15мм x 100мм Скорость разделения
- 56. Ламинированные материалы Проверка соединений 2. Прочность печатных швов проверка готовых соединений на потребительские свойства при определенных
- 57. 2 - х кoмпонентные системы Темы: Механизм отверждения, время отверждения Применение и обработка Особенности
- 58. Механизм отверждения Rґ- OH + R - N = C = O H R- N -
- 59. Применение 2 - х компонентные системы напр. 2 K-белый и 2 K-лаки используются как в глубокой
- 60. Применение 2 - х компонентные системы Свойства: " Прочности" прекрасная прочностьна различных субстратах высокая прочность при
- 61. Обработка Следующие предпосылки должны быть учтены: 1. Общее: Использование только растворителей без OH Использование эфира только
- 62. Обработка 3. Печать: Лак/краскананосятся не слишком тонко - прочность зависит от толщины сухого слоя По возожности
- 63. Фактор: Растворитель 1. Неиспользование OH-содержащих растворителей значит - Неиспользование алкоголей, гликолей, гликольпроизводных: Этанол Изопропанол Н-пропанол Метоксипропанол
- 64. Фактор: Tигельное время Время отверждения готового, замешанного состава составляет примерно 24 часа Время отверждения может сократиться
- 65. Фактор: Потребление краски Потребление краски означает: Стабильность пресса Рекомендация: делать смеси лака/краски с отвердителем, которые будут
- 66. Фактор: Плотность сухого слоя Плотность сухого слоя определяет набор свойств 2 K-лаки: Регулируется растровым валом с
- 67. Фактор: Добавление замедлителя подходящие для 2 K-систем растворители имеют низкое значение испарения Как и чем замедляют
- 68. Отверждение Химическое отверждение завершается через : 7-14 дней при комнатной температуре 4- 5 дней при >
- 69. Тесты Рекомендация: ”Быстрый тест” каждого печатного ролика! Как ? Проба печати хранится в течение 30 мин.
- 70. Контроль качества Система контроля качества должна выполнять следующие задачи : газохроматографический анализ растворителя определение воды в
- 71. Особенности Печати 2 K - лака поверх водных красок Следует обратить внимание на то, что :
- 72. Контроль качества печатной продукции Прочность / Скотч-тест Проверочный тест Hartmann Nr. 1 отражает насколько прочно краска
- 73. Печатные краски - Техническая информация Светостойкость Устойчивость к погодным условиям NSB - 08/97
- 74. Светостойкость/Устойчивость к погодным условиям Светостойкость - это прочность печати по отношению к солнечному свету, диффузному дневному
- 75. Факторы, влияющие на светостойкость Причина Оказываемый эффект Смешивание с лаком Светостойкость снижается Смешивание с прозрачным белым
- 76. Зависимость солнечного излучения и его влияния на светостойкость в течение года Период светового облучения/Дни
- 77. Прочности Прочности относительно содержимого Ряд упаковываемых товаров предъявляет особые ребования к печати: Прочность по отношению к
- 78. Растровые краски для флексо печати Темы: Развитие растровых валов Рaкельные системы Требования к краске
- 79. Развитие растровых валов Наносимый объем краски зависит от теоретического объема перeносимой краски Его определяют: Вид растрового
- 80. Растровый вал + объем забора краски Stahlwalzen механически гравирован все ячейки имеют одинаковую геометрию Объем забора
- 81. Форма растра и ячейки oртогональная; угол 90 ° диагональная; угол 45 ° Ось цилиндра
- 83. Форма растра и ячейки Ось цилиндра гексагональная ;угол 60 °
- 84. Формы растровых ячеек Растровые ячейки
- 85. Керамические растровые валы Первое поколение валов : значительно улучшенный срок службы по сравнению со стальными валами
- 86. Керамические растровые валы Первые использовавшиеся валы имели 195 линий / cм Соотношение растр-поперечина 1 : 2,6
- 87. Обзор: Керамические растровые валы ___________________________________________________________ 140 (сталь) 1 : 8 18,3 45 ___________________________________________________________ 195 1 :
- 88. Пример: 3 % ная точка Растер Размер Вал Соотн. Растр/поперечина Ячейка ____________________________________________________________ 42 ой 46,5 my
- 89. Ракельная система Kaмерный ракель 1. Открытый Краска закачиваеся в центр и стекает по концам вала назад
- 90. Печатные краски и законодательство Охрана здоровья: 1.Опасные вещества и составы: MSDS Предписание по опасным веществам -
- 91. Печатные краски и законодательство Охрана здоровья 2. Рабочее место: MAK-показатели TRGS 900 герм.право TRGS 905 OEL/TLV-показатели
- 93. Скачать презентацию
Состав флексокрасок и красок глубокой печати
Общее
(независимо от процесса печати):
Красящие
Состав флексокрасок и красок глубокой печати
Общее
(независимо от процесса печати):
Красящие
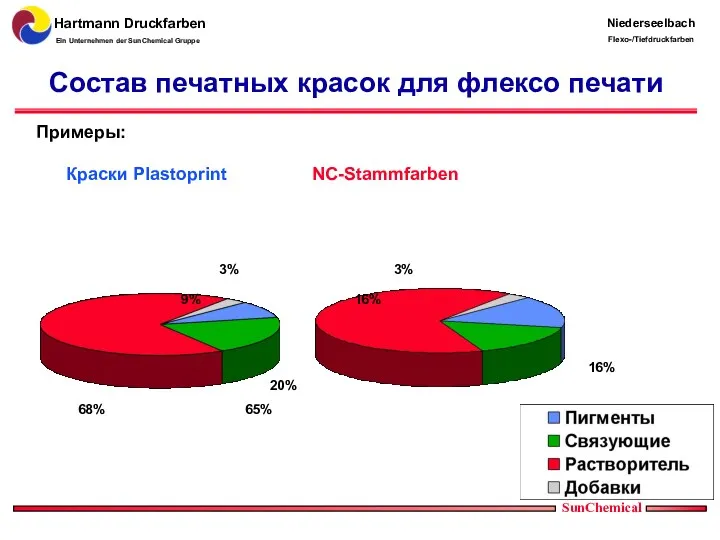
Состав печатных красок для флексо печати
Краски Plastoprint NC-Stammfarben
3% 3%
9% 16%
16%
68%
Состав печатных красок для флексо печати
Краски Plastoprint NC-Stammfarben
3% 3%
9% 16%
16%
68%
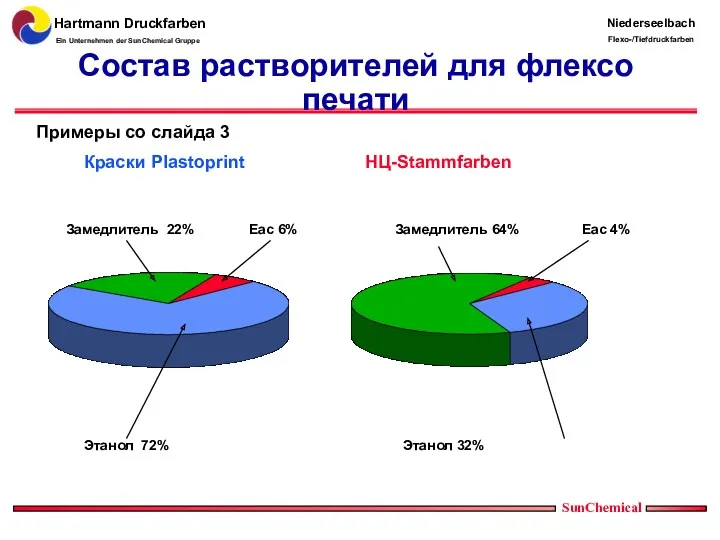
Состав растворителей для флексо печати
Замедлитель 22% Eac 6% Замедлитель 64% Eac
Состав растворителей для флексо печати
Замедлитель 22% Eac 6% Замедлитель 64% Eac
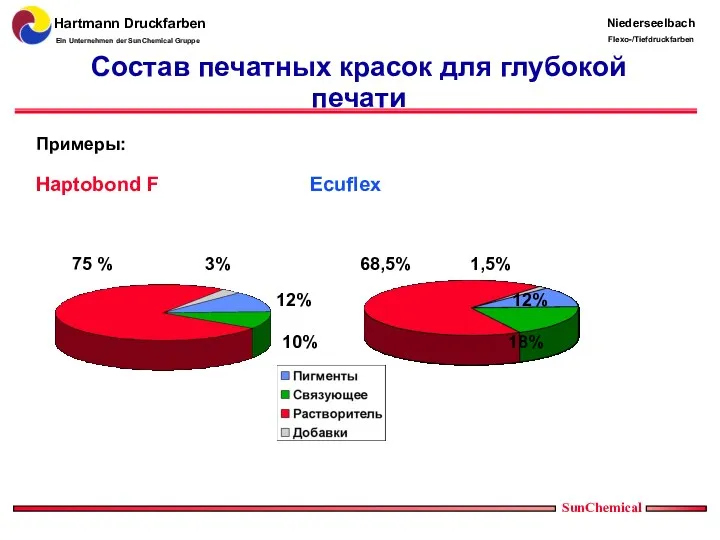
Состав печатных красок для глубокой печати
Примеры:
Haptobond F Ecuflex
75 % 3% 68,5% 1,5%
12%
Состав печатных красок для глубокой печати
Примеры:
Haptobond F Ecuflex
75 % 3% 68,5% 1,5%
12%
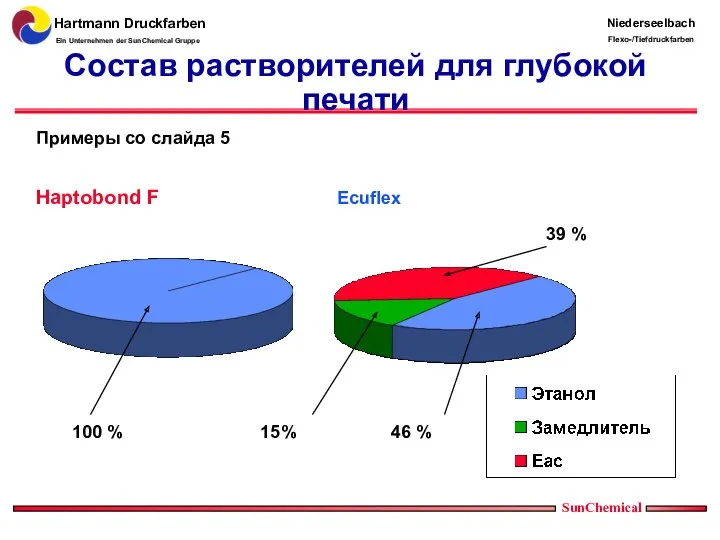
Состав растворителей для глубокой печати
Примеры со слайда 5
Haptobond F Ecuflex
39 %
100
Состав растворителей для глубокой печати
Примеры со слайда 5
Haptobond F Ecuflex
39 %
100
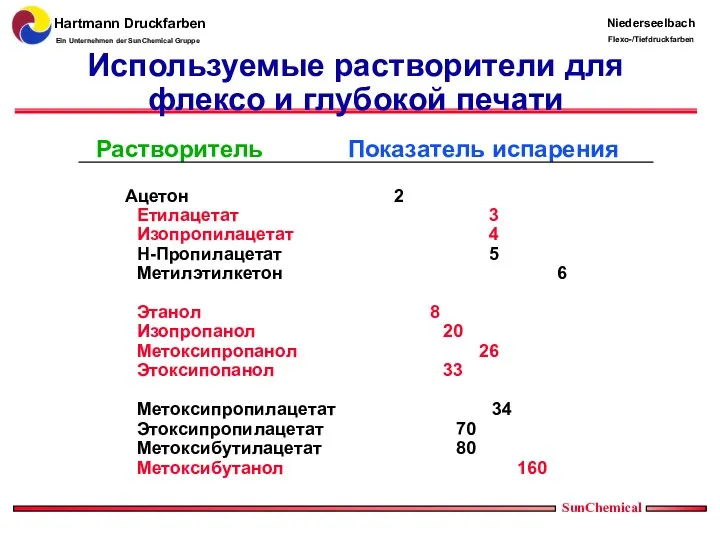
Используемые растворители для флексо и глубокой печати
Растворитель Показатель испарения
Ацетон 2
Етилацетат
Используемые растворители для флексо и глубокой печати
Растворитель Показатель испарения
Ацетон 2
Етилацетат

Печатные краски и вспомогательные вещества
Вспомогательные
вещества
Воск
В-ва,
обеспечивающие
адгезию
улучшает
Печатные краски и вспомогательные вещества
Вспомогательные
вещества
Воск
В-ва,
обеспечивающие
адгезию
улучшает

Области применения флексо печати
Материалы Примеры применения
Печать на лицевой стороне:
Краски на
Области применения флексо печати
Материалы Примеры применения
Печать на лицевой стороне:
Краски на
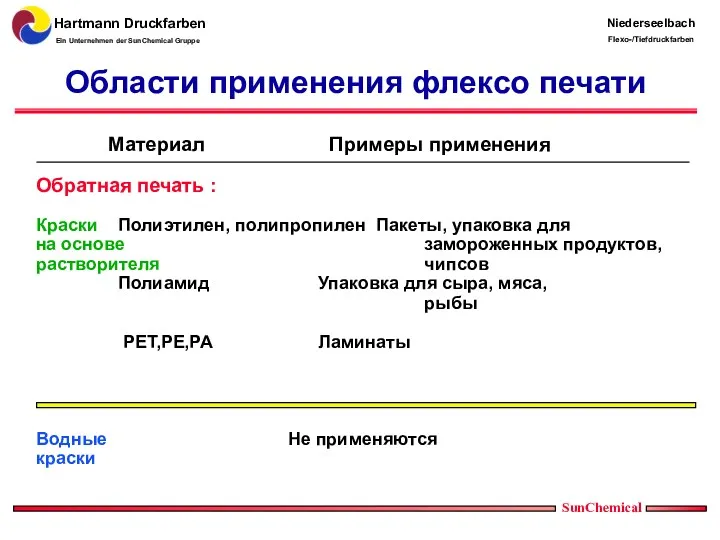
Области применения флексо печати
Материал Примеры применения
Обратная печать :
Краски Полиэтилен, полипропилен Пакеты,
Области применения флексо печати
Материал Примеры применения
Обратная печать :
Краски Полиэтилен, полипропилен Пакеты,
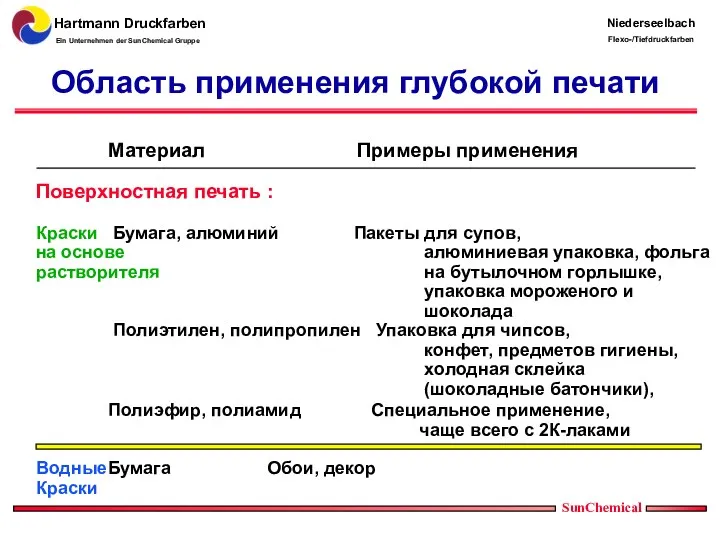
Область применения глубокой печати
Материал Примеры применения
Поверхностная печать :
Краски Бумага, алюминий Пакеты
Область применения глубокой печати
Материал Примеры применения
Поверхностная печать :
Краски Бумага, алюминий Пакеты
Области применения глубокой печати
Материалы Примеры применения
Обратная печать :
Краски на основе Полипропилен,
Области применения глубокой печати
Материалы Примеры применения
Обратная печать :
Краски на основе Полипропилен,
Teхнология производства краски
1. Производство связующего
Смолы растворяются в растворителе - в реакторе
Регулировка
Teхнология производства краски
1. Производство связующего
Смолы растворяются в растворителе - в реакторе
Регулировка
Teхнология производства краски
2. Производство пигментных концентратов
предварительное диспергирование пигментов в связующем
Teхнология производства краски
2. Производство пигментных концентратов
предварительное диспергирование пигментов в связующем
Teхнология производства краски
3. Технология приозводства готовых красок
дозировка отдельных компонентов рецептуры из
Teхнология производства краски
3. Технология приозводства готовых красок
дозировка отдельных компонентов рецептуры из
Котроль качества
Фирма Hartmann-Druckfarben GmbH сертифицирована по ISO 9001
Котроль поступающих товаров:
Контроль избранного
Котроль качества
Фирма Hartmann-Druckfarben GmbH сертифицирована по ISO 9001
Котроль поступающих товаров:
Контроль избранного
Котроль качества
Окончательный контроль качества:
Краски:
1. Тон цвета и прозрачность
2. Интенсивность цвета, укрывистость
3.
Котроль качества
Окончательный контроль качества:
Краски:
1. Тон цвета и прозрачность
2. Интенсивность цвета, укрывистость
3.
Алгоритм производства
Алгоритм производства
Работа с печатными красками
Краски на основе растворителя флексо и глубокой печати
Работа с печатными красками
Краски на основе растворителя флексо и глубокой печати
Работа с печатными красками
Водные краски для флексо печати
- Базовые краски для
Работа с печатными красками
Водные краски для флексо печати
- Базовые краски для
Вязкость и измерение вязкости
Вязкость – это мера подвижность и текучести краски.
Вязкость и измерение вязкости
Вязкость – это мера подвижность и текучести краски.
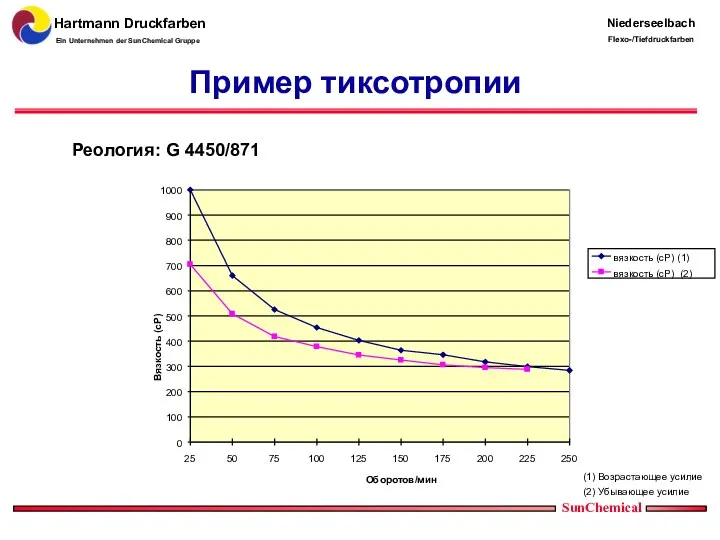
Пример тиксотропии
Реология: G 4450/871
(1) Возрастающее усилие
(2) Убывающее усилие
Пример тиксотропии
Реология: G 4450/871
(1) Возрастающее усилие
(2) Убывающее усилие
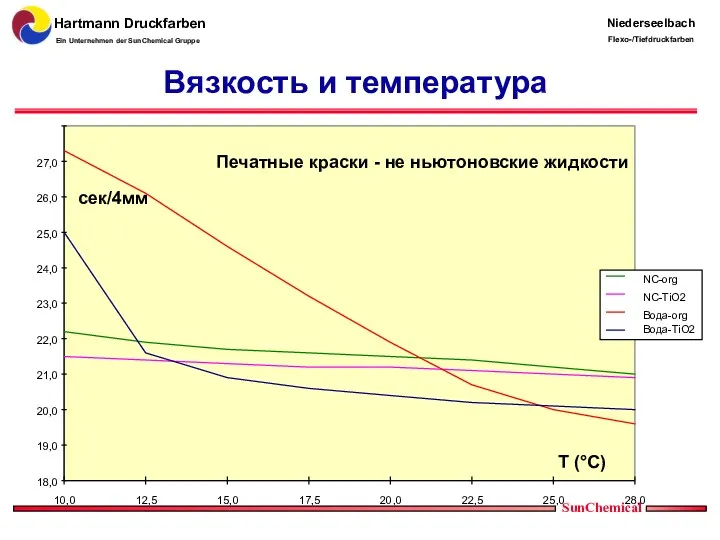
Вязкость и температура
18,0
19,0
20,0
21,0
22,0
23,0
24,0
25,0
26,0
27,0
10,0
12,5
15,0
17,5
20,0
22,5
25,0
28,0
NC-org
NC-TiO2
Вода-org
Вода-TiO2
Печатные краски - не ньютоновские жидкости
T (°C)
сек/4мм
Вязкость и температура
18,0
19,0
20,0
21,0
22,0
23,0
24,0
25,0
26,0
27,0
10,0
12,5
15,0
17,5
20,0
22,5
25,0
28,0
NC-org
NC-TiO2
Вода-org
Вода-TiO2
Печатные краски - не ньютоновские жидкости
T (°C)
сек/4мм
Печать на пленке
Важнейшая предпосылка :
– достаточная предварительная обработка поверхности (коронирование).
Естественное
Печать на пленке
Важнейшая предпосылка :
– достаточная предварительная обработка поверхности (коронирование).
Естественное
Поверхностное натяжение
В чем его важность ?
Поверхностное натяжение или натяжение граничных поверхностей
имеет
Поверхностное натяжение
В чем его важность ?
Поверхностное натяжение или натяжение граничных поверхностей
имеет
Поверхностное натяжение
Методы определения поверхностного натяжения
Изменение крайнего угла материалов, на которых
Поверхностное натяжение
Методы определения поверхностного натяжения
Изменение крайнего угла материалов, на которых

Поверхностное натяжение
Поверхностное натяжение некоторых растворителей:
Вода 73 mN/m
Этанол 23 mN/m
Этилацетат 25 mN/m
Метоксипропанол 28 mN/m
Этоксипропанол 27
Поверхностное натяжение
Поверхностное натяжение некоторых растворителей:
Вода 73 mN/m
Этанол 23 mN/m
Этилацетат 25 mN/m
Метоксипропанол 28 mN/m
Этоксипропанол 27
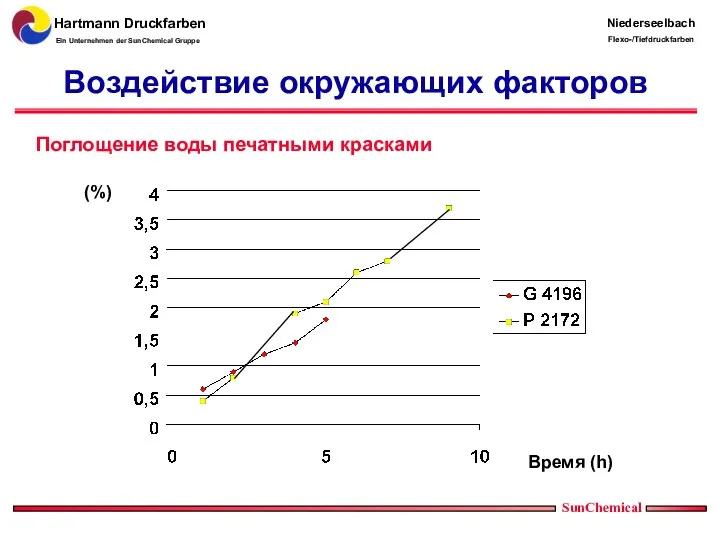
Воздействие окружающих факторов
Поглощение воды печатными красками
(%)
Время (h)
Воздействие окружающих факторов
Поглощение воды печатными красками
(%)
Время (h)
Воздействие окружающих факторов
Поглощение воды печатными красками
(%)
Время (h)
Воздействие окружающих факторов
Поглощение воды печатными красками
(%)
Время (h)
Воздействие окружающих факторов
Транспорт - Хранение - Использование
1. Tранспорт
Транспортировка из
Воздействие окружающих факторов
Транспорт - Хранение - Использование
1. Tранспорт
Транспортировка из
Воздействие окружающих факторов
Растворители и замедлители
Общее правило:
Обращайте внимание на спецификацию применяемого
Воздействие окружающих факторов
Растворители и замедлители
Общее правило:
Обращайте внимание на спецификацию применяемого
Воздействие окружающих факторов
Материалы, на которых производится печать
Возможное использование пленок
Воздействие окружающих факторов
Материалы, на которых производится печать
Возможное использование пленок
Производство смесевых цветов
Общее:
Цвет- это субъективно-чувственное восприятие
цвет и свет образуют
Производство смесевых цветов
Общее:
Цвет- это субъективно-чувственное восприятие
цвет и свет образуют
Производство смесевых цветов
Aддивное цветосмешение
– это обратное действие раздражению белого цвета путем
Производство смесевых цветов
Aддивное цветосмешение
– это обратное действие раздражению белого цвета путем
Производство смесевых цветов
Цветометамерия
это явление, когда две печати при различных условиях наблюдения
показывают
Производство смесевых цветов
Цветометамерия
это явление, когда две печати при различных условиях наблюдения
показывают
Воспроизводство смесевых цветов
Важные принципы:
Для смешивания пригодны только цвета одной
Воспроизводство смесевых цветов
Важные принципы:
Для смешивания пригодны только цвета одной
Ламинированные материалы
Темы:
Каширование с использованием клея,
содержащего и несодержащего
растворитель
Ламинированные материалы
Темы:
Каширование с использованием клея,
содержащего и несодержащего
растворитель
Многообразие ламинированных материалов
Определение
Ламинированные материалы- это ламинаты двух и более материалов, которые
Многообразие ламинированных материалов
Определение
Ламинированные материалы- это ламинаты двух и более материалов, которые
Многообразие ламинированных материалов
Для повышения рекламных свойств упаковки могут применяься следующе виды
Многообразие ламинированных материалов
Для повышения рекламных свойств упаковки могут применяься следующе виды
Ламинированные материалы
Для этого вида улучшения пленок на сегодняшний день
используются в
Ламинированные материалы
Для этого вида улучшения пленок на сегодняшний день
используются в
Ламинированные материалы
Ламинирование с использованием клея, содержащего
растворитель
Обычная практика: 1 K-системы и 2 K-системы
Растворитель регулирует
Вязкость
Ламинированные материалы
Ламинирование с использованием клея, содержащего
растворитель
Обычная практика: 1 K-системы и 2 K-системы
Растворитель регулирует
Вязкость
Ламинированные материалы
Ламинирование с использованием клея, не содержащего
растворитель
Обычная практика: 1 K-системы и 2 K-системы
Оно было
Ламинированные материалы
Ламинирование с использованием клея, не содержащего
растворитель
Обычная практика: 1 K-системы и 2 K-системы
Оно было
Ламинированные материалы
Масса нанесения:
в зависмости от типа комплекса:
1,2 -- 2,0 г/м2
> 2,0
Ламинированные материалы
Масса нанесения:
в зависмости от типа комплекса:
1,2 -- 2,0 г/м2
> 2,0
Ламинированные материалы
Время отверждения:
Общее правило:
2 K-клей, не содержащий растворитель
является
Ламинированные материалы
Время отверждения:
Общее правило:
2 K-клей, не содержащий растворитель
является
Ламинированные материалы
Влияние печатной краски и кашировального клея
На достижение оптимального качества комплекса
Ламинированные материалы
Влияние печатной краски и кашировального клея
На достижение оптимального качества комплекса
Ламинированные материалы
Смачивание клеем: Клей, не содержащий
растворитель
Метод проверки
1. Аппликация краски
Ламинированные материалы
Смачивание клеем: Клей, не содержащий
растворитель
Метод проверки
1. Аппликация краски
Ламинированные материалы
Оценка
смачивания после 30 мин. до 1 часа
Хорошее смачивание имеет место
Ламинированные материалы
Оценка
смачивания после 30 мин. до 1 часа
Хорошее смачивание имеет место
Ламинированные материалы
Смачивание клеем:
Клей, содержащий
растворитель
На смачивание значительное влияние оказывает растворитель:
Поверхностное натяжение
Ламинированные материалы
Смачивание клеем:
Клей, содержащий
растворитель
На смачивание значительное влияние оказывает растворитель:
Поверхностное натяжение
Ламинированные материалы
Toпография
Kлей
Материал
Печатная краска
Накладываемая пленка
Ламинированные материалы
Toпография
Kлей
Материал
Печатная краска
Накладываемая пленка
Ламинированные материалы
Влияние Остаточного растворителя на
прочность соединения
Клей, содержащий растворитель:
используются следующие
Ламинированные материалы
Влияние Остаточного растворителя на
прочность соединения
Клей, содержащий растворитель:
используются следующие
Ламинированные материалы
Остаточный растворитель
Стандартные требования для ламинированных материалов:
Печатная пленка : макс. 10
Ламинированные материалы
Остаточный растворитель
Стандартные требования для ламинированных материалов:
Печатная пленка : макс. 10
Ламинированные материалы
Переменное воздействие: содержимое упаковки и слой краски
и клея в
Ламинированные материалы
Переменное воздействие: содержимое упаковки и слой краски
и клея в
Ламинированные материалы
Ламинированные материалы для высоких температур
Развитие соединений, где материалами несущих пленок
Ламинированные материалы
Ламинированные материалы для высоких температур
Развитие соединений, где материалами несущих пленок
Ламинированные материалы
Контроль качества
Система обеспечения качества должна гарантиовать выполнение
следующих задач:
Газохроматографический анализ
Ламинированные материалы
Контроль качества
Система обеспечения качества должна гарантиовать выполнение
следующих задач:
Газохроматографический анализ
Ламинированные материалы
Проверка соединений
1. Прочность соединений
Берется проба : полоса 15мм x 100мм
Ламинированные материалы
Проверка соединений
1. Прочность соединений
Берется проба : полоса 15мм x 100мм
Ламинированные материалы
Проверка соединений
2. Прочность печатных швов
проверка готовых соединений на потребительские свойства
при
Ламинированные материалы
Проверка соединений
2. Прочность печатных швов
проверка готовых соединений на потребительские свойства
при
2 - х кoмпонентные системы
Темы:
Механизм отверждения,
время отверждения
Применение и обработка
Особенности
2 - х кoмпонентные системы
Темы:
Механизм отверждения,
время отверждения
Применение и обработка
Особенности

Механизм отверждения
Rґ- OH + R - N = C = O H
R-
Механизм отверждения
Rґ- OH + R - N = C = O H
R-
Применение
2 - х компонентные системы
напр. 2 K-белый и 2 K-лаки
используются как
Применение
2 - х компонентные системы
напр. 2 K-белый и 2 K-лаки
используются как
Применение
2 - х компонентные системы
Свойства:
" Прочности"
прекрасная прочностьна
Применение
2 - х компонентные системы
Свойства:
" Прочности"
прекрасная прочностьна
Обработка
Следующие предпосылки должны быть учтены:
1. Общее:
Использование только растворителей без OH
Обработка
Следующие предпосылки должны быть учтены:
1. Общее:
Использование только растворителей без OH
Обработка
3. Печать:
Лак/краскананосятся не слишком тонко - прочность зависит
от толщины
Обработка
3. Печать:
Лак/краскананосятся не слишком тонко - прочность зависит
от толщины
Фактор: Растворитель
1. Неиспользование OH-содержащих растворителей значит -
Неиспользование алкоголей, гликолей,
гликольпроизводных:
Этанол
Фактор: Растворитель
1. Неиспользование OH-содержащих растворителей значит -
Неиспользование алкоголей, гликолей,
гликольпроизводных:
Этанол
Фактор: Tигельное время
Время отверждения готового, замешанного состава
составляет примерно
24
Фактор: Tигельное время
Время отверждения готового, замешанного состава
составляет примерно
24
Фактор: Потребление краски
Потребление краски означает: Стабильность пресса
Рекомендация: делать смеси лака/краски с
отвердителем,
Фактор: Потребление краски
Потребление краски означает: Стабильность пресса
Рекомендация: делать смеси лака/краски с
отвердителем,
Фактор: Плотность сухого слоя
Плотность сухого слоя определяет набор свойств
2
Фактор: Плотность сухого слоя
Плотность сухого слоя определяет набор свойств
2
Фактор: Добавление замедлителя
подходящие для 2 K-систем растворители
имеют низкое
Фактор: Добавление замедлителя
подходящие для 2 K-систем растворители
имеют низкое
Отверждение
Химическое отверждение завершается через :
7-14 дней при комнатной температуре
4- 5 дней
Отверждение
Химическое отверждение завершается через :
7-14 дней при комнатной температуре
4- 5 дней
Тесты
Рекомендация:
”Быстрый тест” каждого печатного
ролика!
Как ? Проба печати хранится в
Тесты
Рекомендация:
”Быстрый тест” каждого печатного
ролика!
Как ? Проба печати хранится в
Контроль качества
Система контроля качества должна выполнять
следующие задачи :
газохроматографический анализ растворителя
определение
Контроль качества
Система контроля качества должна выполнять
следующие задачи :
газохроматографический анализ растворителя
определение
Особенности
Печати 2 K - лака поверх водных красок
Следует обратить внимание на
Особенности
Печати 2 K - лака поверх водных красок
Следует обратить внимание на
Контроль качества печатной продукции
Прочность / Скотч-тест Проверочный тест Hartmann Nr. 1
отражает насколько
Контроль качества печатной продукции
Прочность / Скотч-тест Проверочный тест Hartmann Nr. 1
отражает насколько
Печатные краски - Техническая информация
Светостойкость
Устойчивость к погодным
условиям
NSB - 08/97
Печатные краски - Техническая информация
Светостойкость
Устойчивость к погодным
условиям
NSB - 08/97
Светостойкость/Устойчивость к погодным условиям
Светостойкость
- это прочность печати по отношению к солнечному
Светостойкость/Устойчивость к погодным условиям
Светостойкость
- это прочность печати по отношению к солнечному
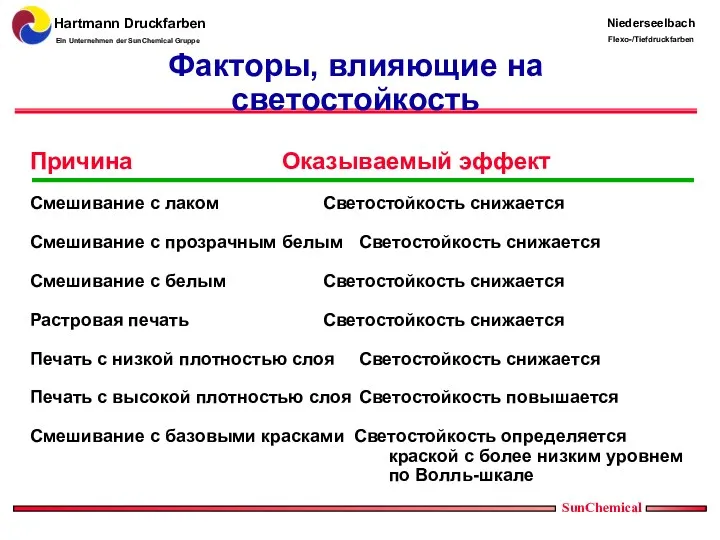
Факторы, влияющие на светостойкость
Причина Оказываемый эффект
Смешивание с лаком Светостойкость снижается
Смешивание с прозрачным
Факторы, влияющие на светостойкость
Причина Оказываемый эффект
Смешивание с лаком Светостойкость снижается
Смешивание с прозрачным
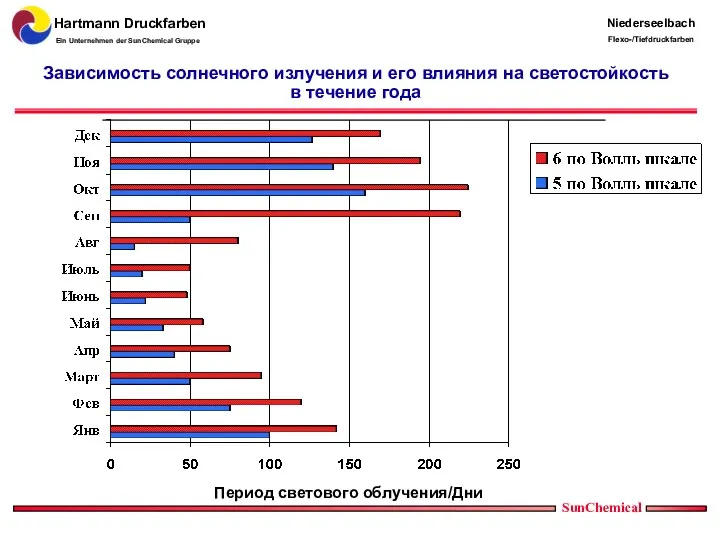
Зависимость солнечного излучения и его влияния на светостойкость в течение года
Зависимость солнечного излучения и его влияния на светостойкость в течение года
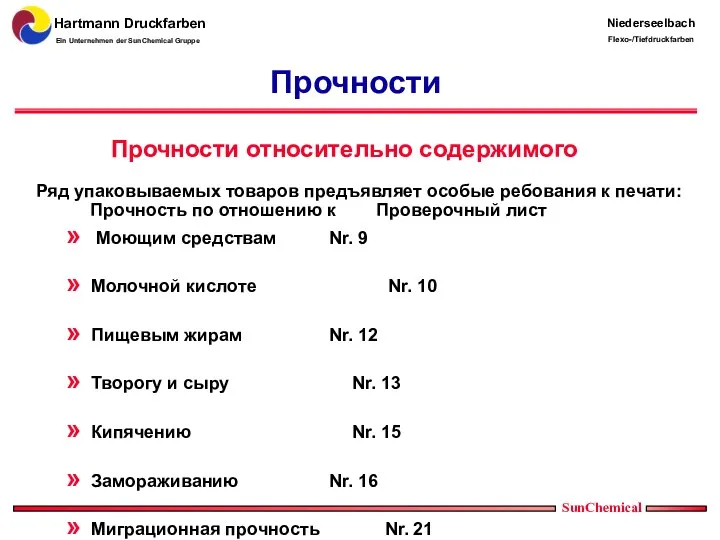
Прочности
Прочности относительно содержимого
Ряд упаковываемых товаров предъявляет особые ребования к печати:
Прочности
Прочности относительно содержимого
Ряд упаковываемых товаров предъявляет особые ребования к печати:
Растровые краски для флексо печати
Темы:
Развитие растровых валов
Рaкельные системы
Требования к краске
Растровые краски для флексо печати
Темы:
Развитие растровых валов
Рaкельные системы
Требования к краске
Развитие растровых валов
Наносимый объем краски зависит от
теоретического объема перeносимой
Развитие растровых валов
Наносимый объем краски зависит от
теоретического объема перeносимой
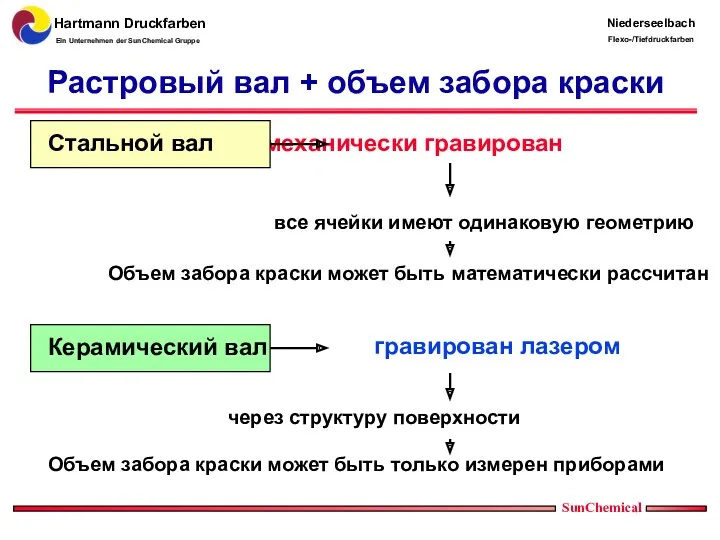
Растровый вал + объем забора краски
Stahlwalzen механически гравирован
все ячейки имеют одинаковую геометрию
Объем
Растровый вал + объем забора краски
Stahlwalzen механически гравирован
все ячейки имеют одинаковую геометрию
Объем
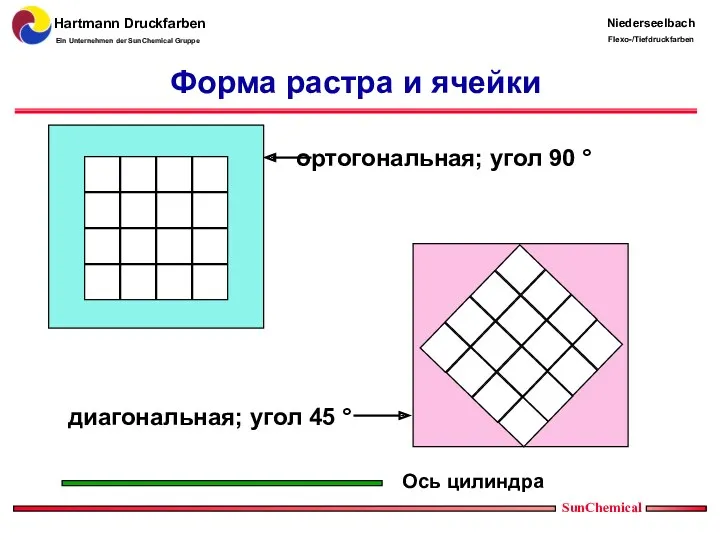
Форма растра и ячейки
oртогональная; угол 90 °
диагональная; угол 45 °
Форма растра и ячейки
oртогональная; угол 90 °
диагональная; угол 45 °
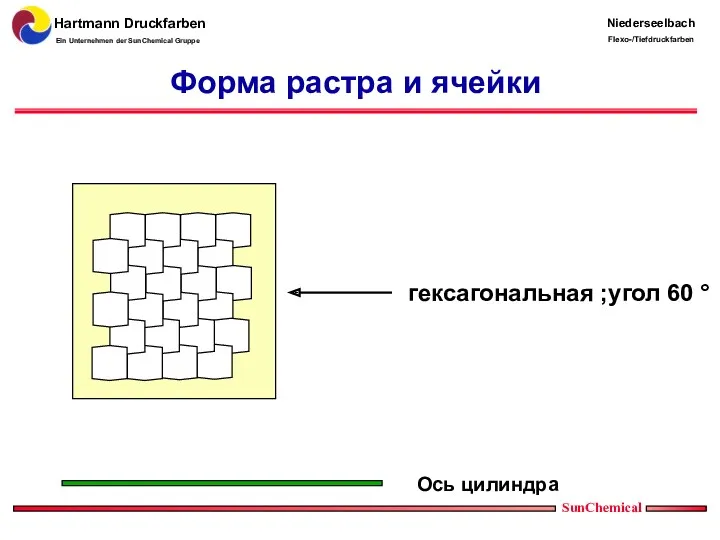
Форма растра и ячейки
Ось цилиндра
гексагональная ;угол 60 °
Форма растра и ячейки
Ось цилиндра
гексагональная ;угол 60 °

Формы растровых ячеек
Растровые ячейки
Формы растровых ячеек
Растровые ячейки
Керамические растровые валы
Первое поколение валов :
значительно улучшенный срок службы по
Керамические растровые валы
Первое поколение валов :
значительно улучшенный срок службы по
Керамические растровые валы
Первые использовавшиеся валы имели
195 линий / cм
Керамические растровые валы
Первые использовавшиеся валы имели
195 линий / cм
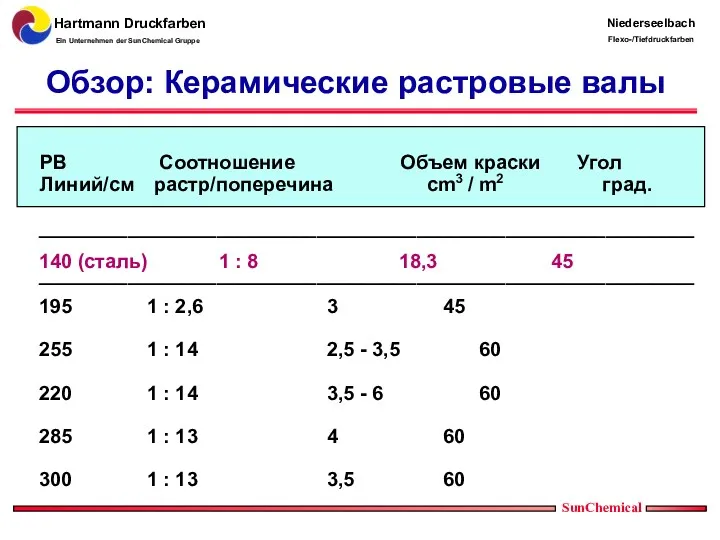
Обзор: Керамические растровые валы
___________________________________________________________
140 (сталь) 1 : 8 18,3 45
___________________________________________________________
195 1 : 2,6 3 45
255 1
Обзор: Керамические растровые валы
___________________________________________________________
140 (сталь) 1 : 8 18,3 45
___________________________________________________________
195 1 : 2,6 3 45
255 1
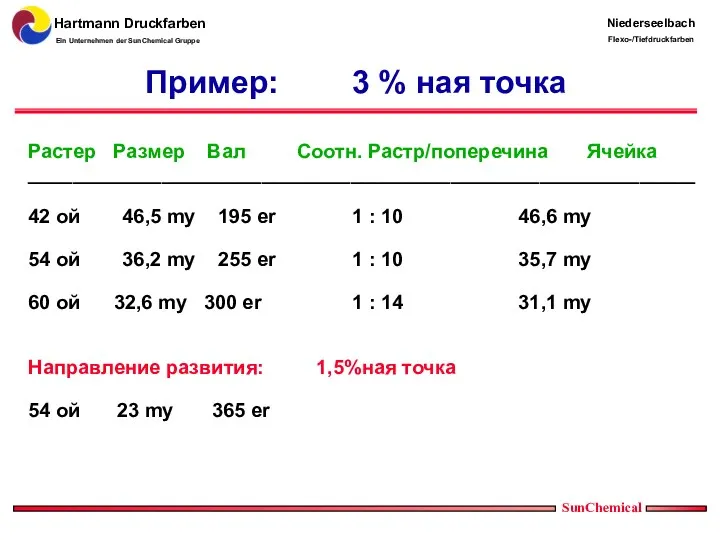
Пример: 3 % ная точка
Растер Размер Вал Соотн. Растр/поперечина Ячейка
____________________________________________________________
42 ой
Пример: 3 % ная точка
Растер Размер Вал Соотн. Растр/поперечина Ячейка
____________________________________________________________
42 ой
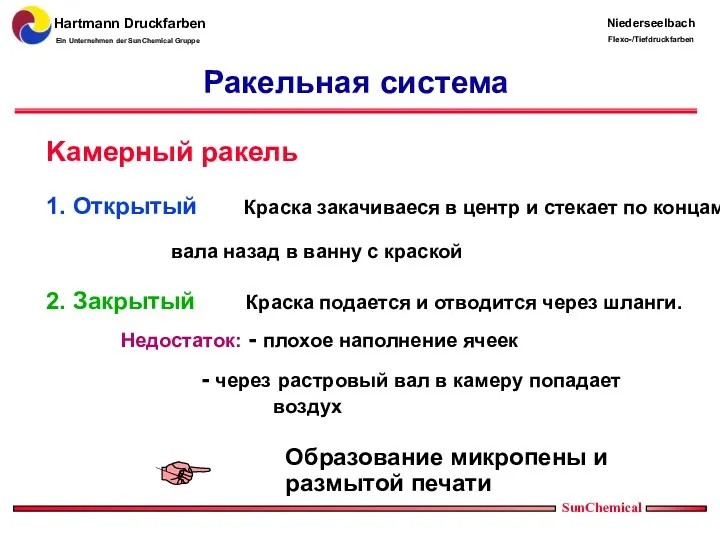
Ракельная система
Kaмерный ракель
1. Открытый Краска закачиваеся в центр и стекает по
Ракельная система
Kaмерный ракель
1. Открытый Краска закачиваеся в центр и стекает по
Печатные краски и законодательство
Охрана здоровья:
1.Опасные вещества и составы: MSDS
Предписание по
Печатные краски и законодательство
Охрана здоровья:
1.Опасные вещества и составы: MSDS
Предписание по
Печатные краски и законодательство
Охрана здоровья
2. Рабочее место:
MAK-показатели TRGS 900 герм.право
TRGS 905
OEL/TLV-показатели
3. Защита
Печатные краски и законодательство
Охрана здоровья
2. Рабочее место:
MAK-показатели TRGS 900 герм.право
TRGS 905
OEL/TLV-показатели
3. Защита
 Социальная политика государства и управление социальным развитием организации (Россия и Сингапур)
Социальная политика государства и управление социальным развитием организации (Россия и Сингапур) Көне дәуірден қазіргі заманға дейінгі Қазақстанда туризмнің қалыптасуы, даму тарихы
Көне дәуірден қазіргі заманға дейінгі Қазақстанда туризмнің қалыптасуы, даму тарихы Первичные преобразователи
Первичные преобразователи Ноутбуки
Ноутбуки Клубный час Если вдруг случилась беда
Клубный час Если вдруг случилась беда Малярия:классификация, клиника, диагностика, лечение
Малярия:классификация, клиника, диагностика, лечение Microsoft Office. Содержание курса
Microsoft Office. Содержание курса № 3Герои в нашей семье - копия
№ 3Герои в нашей семье - копия Сравнение положительных и отрицательных чисел
Сравнение положительных и отрицательных чисел Презентации к урокам православной культуры
Презентации к урокам православной культуры Частица как часть речи
Частица как часть речи Восстание декабристов 14 декабря 1825 г
Восстание декабристов 14 декабря 1825 г Своя цена. Акция для владельцев карт Аптечный кошелек
Своя цена. Акция для владельцев карт Аптечный кошелек Презентация авторской программыСәламәт яшәү рәвеше
Презентация авторской программыСәламәт яшәү рәвеше Эпоха Екатерины Великой
Эпоха Екатерины Великой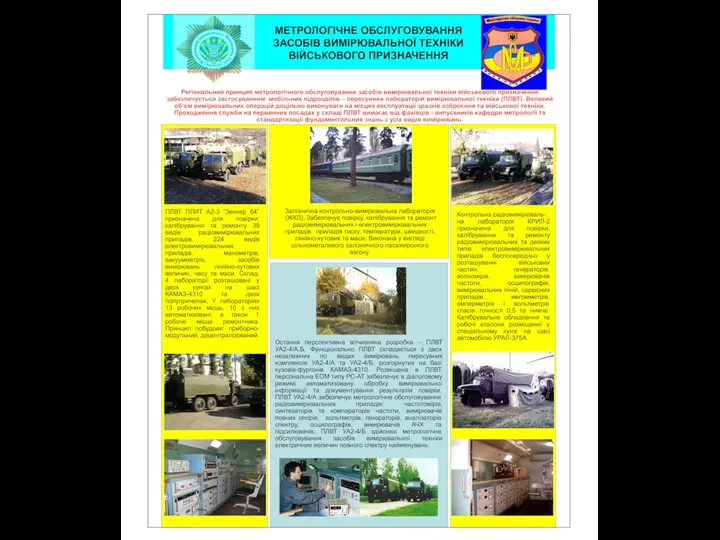 Метрологічне обслуговування засобів вимірювальної техніки військового призначення
Метрологічне обслуговування засобів вимірювальної техніки військового призначення Подарок к 8 Марта. Мимоза. 2 класс
Подарок к 8 Марта. Мимоза. 2 класс Культура России в XVI веке
Культура России в XVI веке Растрелли Франческо Бартоломео (Варфоломей Варфоломеевич)
Растрелли Франческо Бартоломео (Варфоломей Варфоломеевич) Деление с остатком
Деление с остатком Копейка рубль бережет Игра – путешествие
Копейка рубль бережет Игра – путешествие Подбери картинку
Подбери картинку Изготовим подарок маме
Изготовим подарок маме Бытие, как философская проблема
Бытие, как философская проблема Презентация программы Школа. Одаренный ребенок
Презентация программы Школа. Одаренный ребенок Индивидуальный проект. Плазма-четвертое состояние вещества
Индивидуальный проект. Плазма-четвертое состояние вещества Примеры подземных переходов
Примеры подземных переходов Оригами Сонобе
Оригами Сонобе