- Подготовка торцовой поверхности под сверление. Центрование

Содержание
- 2. Министерство образования Московской области ГОУ ДПО (повышения квалификации) специалистов Московскойобласти Педагогическая академия последипломного образования Курс "Основы
- 3. Урок производственного обучения для обучающихся по профессии “Станочник широкого профиля”. Данный урок является вторым уроком в
- 4. Цели урока: Образовательные: закрепить знания обучающихся по технике безопасности; обеспечить усвоение технологии подготовки торцовой поверхности под
- 5. Тип урока: урок комбинированный, с элементом игры. Материально-техническая база: оборудование (станки токарно-винторезные модели 1А616; заточные станки);
- 6. Ход занятия 1. Организационная часть - 3 мин. 1.1 Проверка наличия учащихся, их внешнего вида. 1.2
- 7. 2.1. Актуализация опорных знаний учащихся 2.1.1. Блиц-опрос
- 8. Подгруппа делиться на две бригады. 2.1.2. Решение задач по карточкам (индивидуальная форма) Задачи по определению режимов
- 9. 2.1.3. Игра “Угадай-ка”. Черный ящик с инструментом (резцы, сверла), учащимся необходимо назвать инструмент и рассказать о
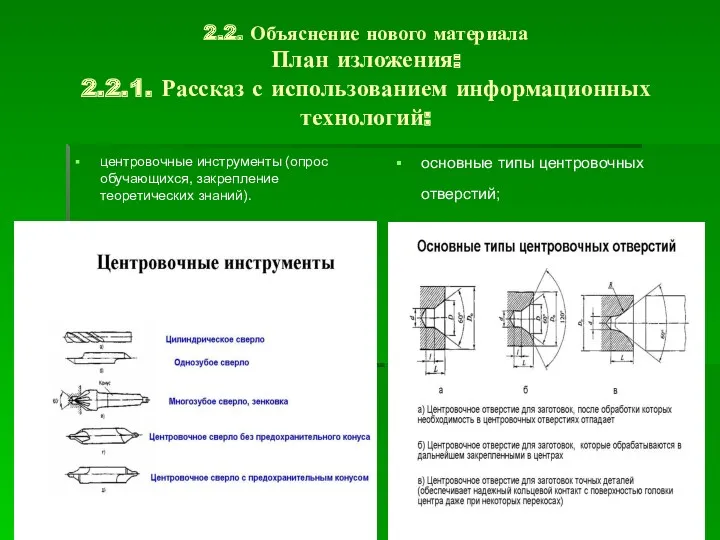
- 10. 2.2. Объяснение нового материала План изложения: 2.2.1. Рассказ с использованием информационных технологий: центровочные инструменты (опрос обучающихся,
- 11. разметка и накернивание центровочного отверстия сверление и зенкование центровочного отверстия
- 12. Центрование заготовки комбинированным центровочным сверлом
- 13. Промежуточный контроль: 1. При подрезании торцовой поверхности резцом, какие используются подачи? (Продольная и поперечная). 2. В
- 14. 3. Какой подачей подаётся центровочное сверло к заготовке? (Продольной) закрепление нового материала, просмотр видео ролика: “Центрование
- 15. Промежуточный контроль: 1. Из какого материала изготовлена деталь? (Из стали). 2. Что такое сталь? (Сплав железа
- 16. 2.2.2. Эвристическая беседа с обучающимися. изучение чертёжа изготавливаемой детали, технических требований к нему
- 17. 9. Что означает запись H12, h12? (Точность обработки всех поверхностей соответствует 12 квалитету). критерии оценки практической
- 18. 2.2.3. Организация работы в токарной мастерской. выдача задания; нормы времени на единицу изделия. 2.2.4 Демонстрация мастером
- 19. 3. Самостоятельная работа учащихся - 300 мин.
- 20. Текущий инструктаж - целевые обходы мастером п/о и бригадирами рабочих мест учащихся: контроль организации рабочих мест;
- 21. контроль за соблюдением т/б обучающимися (замечания записываются в личные карточки по т/б) приёмка и оценка выполнения
- 23. Скачать презентацию
Министерство образования Московской области
ГОУ ДПО (повышения квалификации) специалистов
Московскойобласти
Педагогическая академия последипломного образования
Курс
Министерство образования Московской области
ГОУ ДПО (повышения квалификации) специалистов
Московскойобласти
Педагогическая академия последипломного образования
Курс
Урок производственного обучения для обучающихся по профессии “Станочник широкого профиля”.
Данный
Урок производственного обучения для обучающихся по профессии “Станочник широкого профиля”.
Данный
Цели урока:
Образовательные:
закрепить знания обучающихся по технике безопасности;
обеспечить усвоение технологии подготовки
Цели урока:
Образовательные:
закрепить знания обучающихся по технике безопасности;
обеспечить усвоение технологии подготовки
Тип урока: урок комбинированный, с элементом игры.
Материально-техническая база:
оборудование (станки токарно-винторезные
Тип урока: урок комбинированный, с элементом игры.
Материально-техническая база:
оборудование (станки токарно-винторезные
Ход занятия
1. Организационная часть - 3 мин.
1.1 Проверка наличия учащихся, их
Ход занятия
1. Организационная часть - 3 мин.
1.1 Проверка наличия учащихся, их
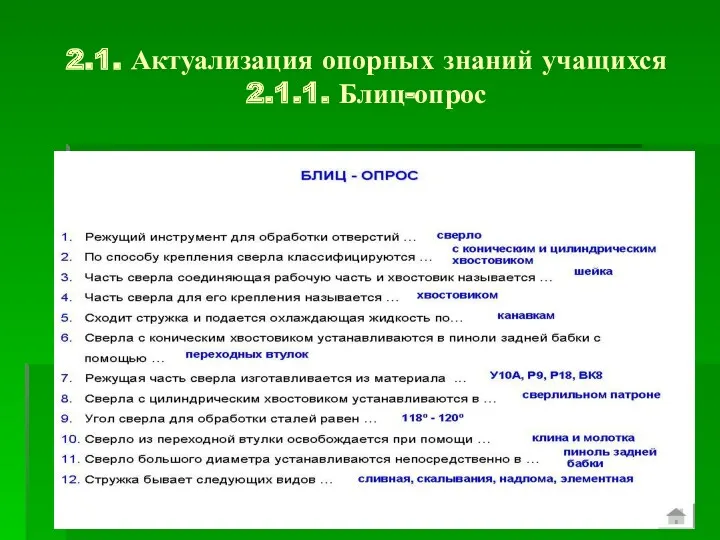
2.1. Актуализация опорных знаний учащихся
2.1.1. Блиц-опрос
2.1. Актуализация опорных знаний учащихся
2.1.1. Блиц-опрос
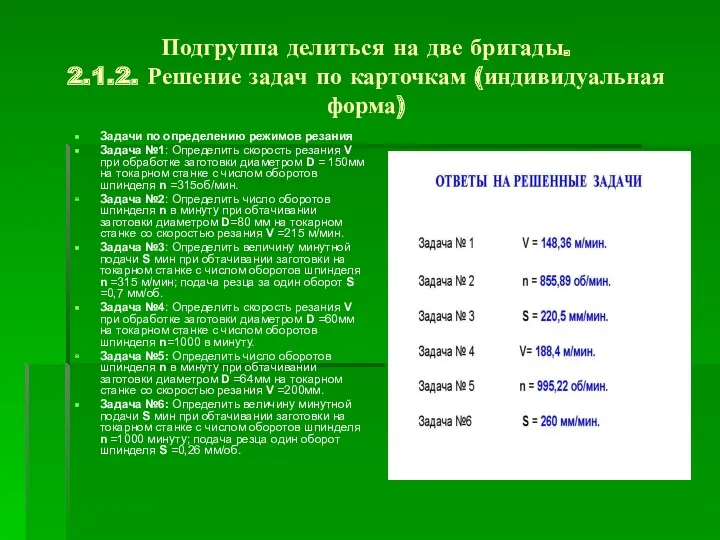
Подгруппа делиться на две бригады.
2.1.2. Решение задач по карточкам (индивидуальная форма)
Задачи
Подгруппа делиться на две бригады.
2.1.2. Решение задач по карточкам (индивидуальная форма)
Задачи
2.1.3. Игра “Угадай-ка”. Черный ящик с инструментом (резцы, сверла), учащимся необходимо
2.1.3. Игра “Угадай-ка”. Черный ящик с инструментом (резцы, сверла), учащимся необходимо
2.2. Объяснение нового материала
План изложения:
2.2.1. Рассказ с использованием информационных технологий:
центровочные инструменты
2.2. Объяснение нового материала
План изложения:
2.2.1. Рассказ с использованием информационных технологий:
центровочные инструменты

разметка и накернивание центровочного отверстия
сверление и зенкование центровочного отверстия
разметка и накернивание центровочного отверстия
сверление и зенкование центровочного отверстия

Центрование заготовки комбинированным центровочным сверлом
Центрование заготовки комбинированным центровочным сверлом
Промежуточный контроль:
1. При подрезании торцовой поверхности резцом, какие используются подачи? (Продольная
Промежуточный контроль:
1. При подрезании торцовой поверхности резцом, какие используются подачи? (Продольная
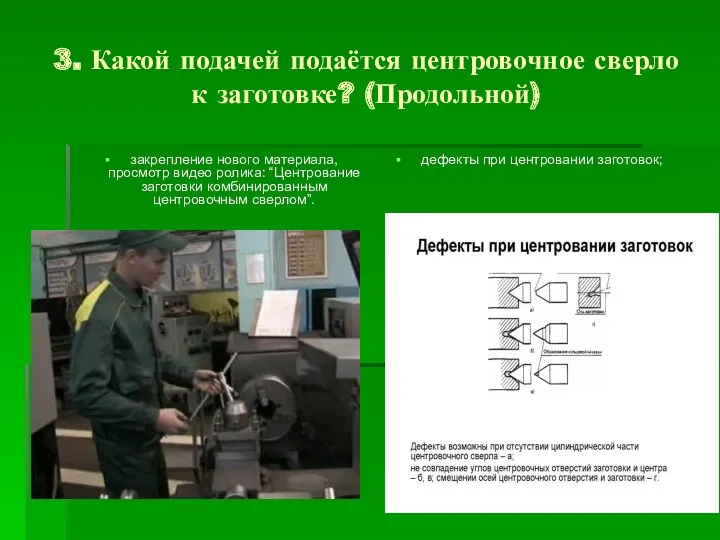
3. Какой подачей подаётся центровочное сверло к заготовке? (Продольной)
закрепление нового материала,
3. Какой подачей подаётся центровочное сверло к заготовке? (Продольной)
закрепление нового материала,
Промежуточный контроль:
1. Из какого материала изготовлена деталь? (Из стали).
2. Что такое
Промежуточный контроль:
1. Из какого материала изготовлена деталь? (Из стали).
2. Что такое

2.2.2. Эвристическая беседа с обучающимися.
изучение чертёжа изготавливаемой детали, технических требований к
2.2.2. Эвристическая беседа с обучающимися.
изучение чертёжа изготавливаемой детали, технических требований к

9. Что означает запись H12, h12? (Точность обработки всех поверхностей соответствует
9. Что означает запись H12, h12? (Точность обработки всех поверхностей соответствует
2.2.3. Организация работы в токарной мастерской.
выдача задания;
нормы времени на
2.2.3. Организация работы в токарной мастерской.
выдача задания;
нормы времени на

3. Самостоятельная работа учащихся - 300 мин.
3. Самостоятельная работа учащихся - 300 мин.
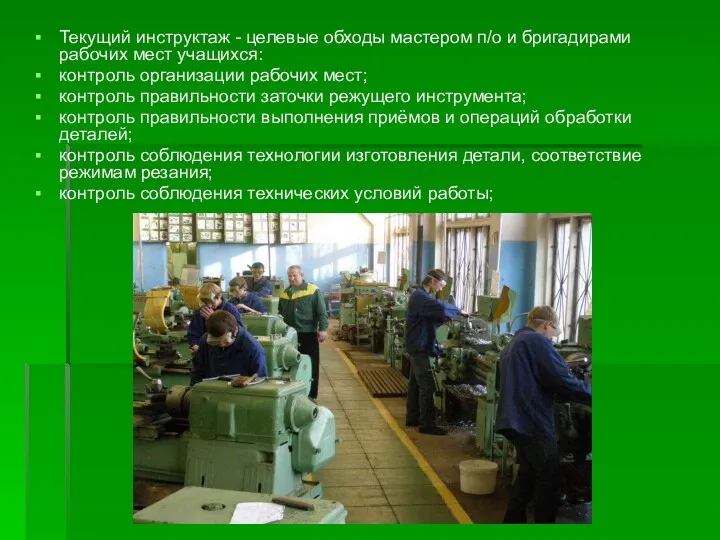
Текущий инструктаж - целевые обходы мастером п/о и бригадирами рабочих мест
Текущий инструктаж - целевые обходы мастером п/о и бригадирами рабочих мест
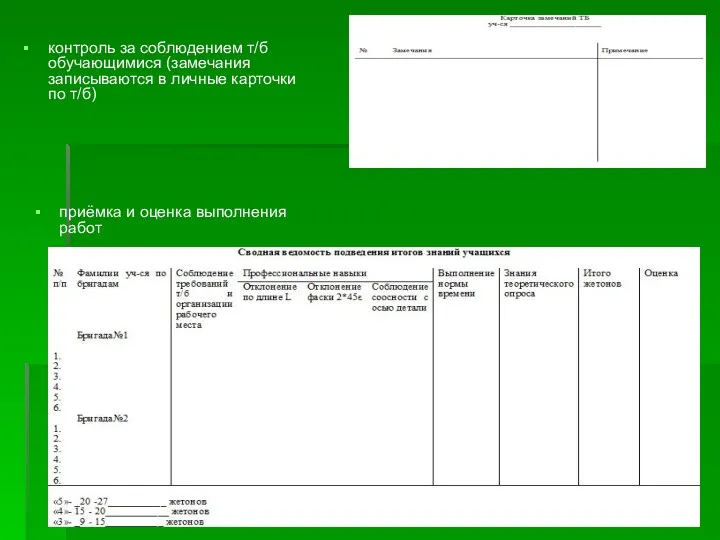
контроль за соблюдением т/б обучающимися (замечания записываются в личные карточки по
контроль за соблюдением т/б обучающимися (замечания записываются в личные карточки по
 20230419_predmet_himii
20230419_predmet_himii Выполнение работ по одной или нескольким профессиям рабочих, должностям служащих
Выполнение работ по одной или нескольким профессиям рабочих, должностям служащих Использование Су-Джок терапии - при коррекции речевых нарушений
Использование Су-Джок терапии - при коррекции речевых нарушений Просечной металл. Приемы изготовления просечного металла
Просечной металл. Приемы изготовления просечного металла Как проектировать парк. 7 шагов к созданию хорошей зеленой территории
Как проектировать парк. 7 шагов к созданию хорошей зеленой территории Валя Котик
Валя Котик Презентация по теме США 11 класс
Презентация по теме США 11 класс Волго-Вятский район
Волго-Вятский район Развитие выносливости у подростков 13-14 лет в школьной секции общей физической подготовки
Развитие выносливости у подростков 13-14 лет в школьной секции общей физической подготовки урок по ППД
урок по ППД электронное портфолио
электронное портфолио Система NTSC
Система NTSC Школьные правила в стихах.
Школьные правила в стихах. Презентация Развитие российско-китайских отношений в 17-сер. 19 вв.
Презентация Развитие российско-китайских отношений в 17-сер. 19 вв. Социальные взаимодействия
Социальные взаимодействия Что такое информация
Что такое информация Клиникалық жағдай. Anamnesis morbi
Клиникалық жағдай. Anamnesis morbi Шаблоны презентаций Художники
Шаблоны презентаций Художники Облицовка вертикальной поверхности и короба керамической плиткой способом шов в шов
Облицовка вертикальной поверхности и короба керамической плиткой способом шов в шов Лимфогранулематоз кишечника
Лимфогранулематоз кишечника Советская автопромышленность
Советская автопромышленность Перемещение товаров и транспортных средств через таможенную границу
Перемещение товаров и транспортных средств через таможенную границу Догмат о Церкви Христова (часть 2)
Догмат о Церкви Христова (часть 2) Возможности использования дидактических игр для реализации регионального компонента
Возможности использования дидактических игр для реализации регионального компонента Электролиз
Электролиз Космоквантум. Родительское собрание
Космоквантум. Родительское собрание The Present Simple Tense
The Present Simple Tense Успешные продажи: главное — понять потребности покупателя
Успешные продажи: главное — понять потребности покупателя