- Понятие о специальных сталях и сплавах, эффективность их применения

Содержание
- 2. Около 1500 марок легированной стали выпускается в Росси Производственно-эксплуатационные нужды 80% Капитальное строительство 20 %
- 3. Доля специальных сталей и сплавов, в общем объёме производства металлических материалов составляет около 25%. Общий объём,
- 4. Специальные стали и сплавы – это стали и сплавы предназначенные для работы в особых условиях эксплуатации,
- 5. Легированные стали – это сплавы на основе железа, в химический состав которых специально введены легирующие элементы,
- 6. Легирующими элементами называют химические элементы, специально введенные в сталь для получения требуемых строения, структуры, физико-химических и
- 7. Примесями называют химические элементы, перешедшие в состав стали в процессе ее производства как технологические добавки или
- 8. Относительно недефицитные легирующие элементы - Mn, Si, Сг, Аl, Тi, V Дефицитные легирующие элементы – Nb,
- 9. Технико-экономические факторы определяющие эффективность применения легированной стали для изготовления того или иного изделия и конструкции :
- 10. Специфический состав или обработка определяют специфическую реакцию специальных сталей и сплавов на термомеханический цикл сварки. Всё
- 11. Целью дисциплины «Сварка специальных сталей и сплавов» является овладение студентом навыками рационального выбора технологии сварки материалов,
- 12. Алгоритм решения технологической задачи по разработке технологии сварки специальной стали или сплава
- 13. Основные классы рассматриваемых специальных сталей и сплавов 1. Высокопрочные стали 2. Жаропрочные стали 3. Жаростойкие стали
- 14. СВАРКА ВЫСОКОПРОЧНЫХ СТАЛЕЙ
- 15. Основные технико-экономические факторы, определяющие эффективность применения высокопрочных сталей в металлоконструкциях: - получение новых эксплуатационных характеристик в
- 16. Высокопрочные стали применяют в изделиях, для которых важно уменьшение массы при сохранении высокой прочности Высокопрочные стали
- 17. Высокопрочные стали при необходимой прочности должны иметь достаточные пластичность, сопротивление динамическим нагрузкам, ударную вязкость, усталостную прочность,
- 18. Получение сталей высокой прочности неизбежно ведет к понижению характеристик пластичности и прежде всего сопротивления хрупкому разрушению
- 20. Основные группы высокопрочных сталей 1. высокопрочные строительные стали 2. высокопрочные машиностроительные стали 3. мартенситно-стареющие стали
- 21. Высокопрочные строительные стали К высокопрочным строительным сталям относятся низколегированные стали с пределом текучести σт = 400...750
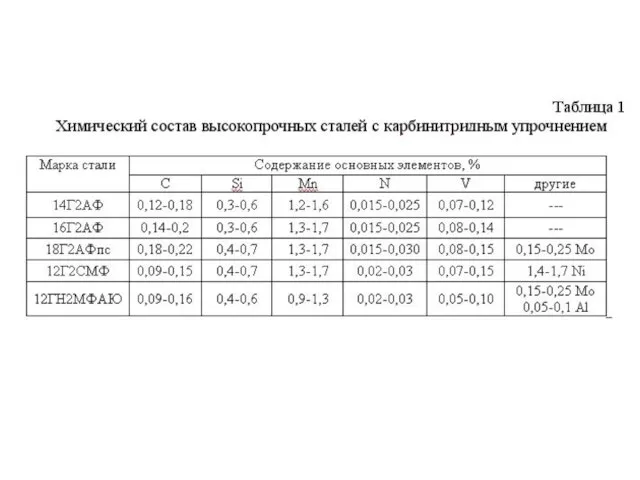
- 22. Карбонитридное упрочнение способ воздействия на структуру и свойства сталей посредством образования упрочняющих дисперсных карбонитридных фаз при
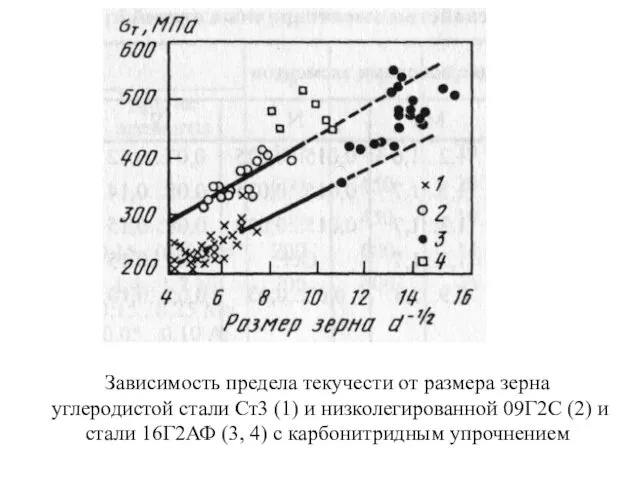
- 23. Зависимость предела текучести от размера зерна углеродистой стали Ст3 (1) и низколегированной 09Г2С (2) и стали
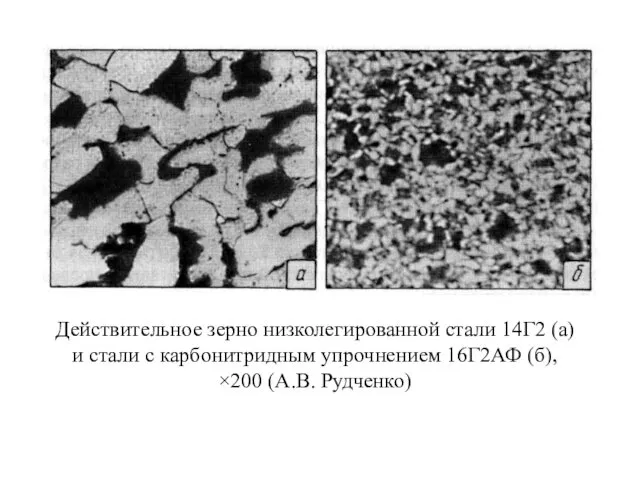
- 24. Действительное зерно низколегированной стали 14Г2 (а) и стали с карбонитридным упрочнением 16Г2АФ (б), ×200 (А.В. Рудченко)
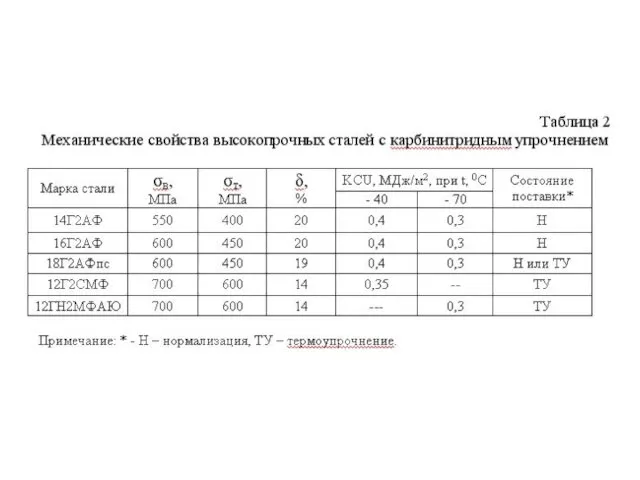
- 25. Стали с карбонитридным упрочнением обладают наивысшей прочностью и наименьшей температурой перехода из вязкого в хрупкое состояние.
- 28. Стали с карбонитридным упрочнением применяются для изготовления наиболее ответственных сварных металлоконструкций, эксплуатируемых в обычных климатических условиях,
- 29. Малоперлитные стали имеют пониженное содержание углерода (до 0,10 %), что приводит к уменьшению количества перлита в
- 30. В России разработана малоперлитная сталь 09Г2ФБ, содержащая 0,04...0,08 % V, 0,02...0,05 % КЬ и до 0,015
- 31. Контролируемая прокатка разновидность термомеханической обработки, она представляет собой обработку металла давлением, регламентируемую определенной температурой окончания прокатки
- 32. Низкоуглеродистые бейнитные стали благодаря системе легирования имеют такую устойчивость переохлажденного аустенита, которая обеспечивает после контролируемой прокатки
- 33. Высокопрочные машиностроительные стали это стали, временное сопротивление которых σв > 1600 МПа и σ0,2 > 1400
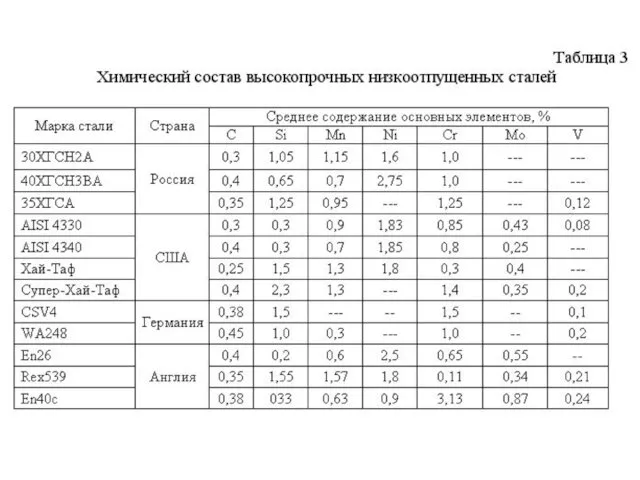
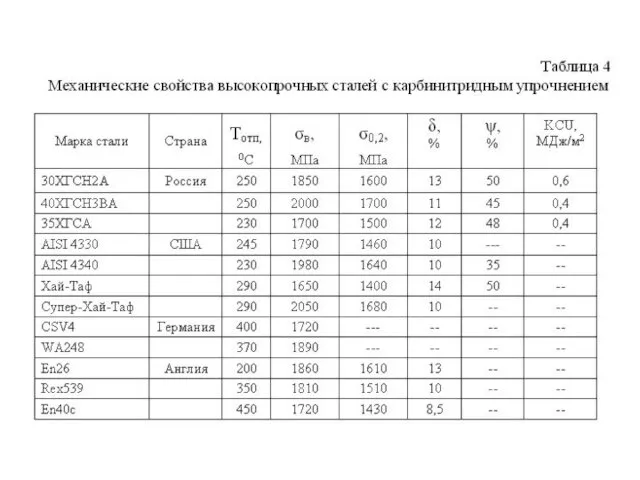
- 34. Легированные низкоотпущенные стали Указанные легированные конструкционные стали после закалки и низкого отпуска имеют высокие значения временного
- 37. К недостаткам низкоотпущенных высокопрочных сталей относится большая чувствительность к действию различных сред: водородная хрупкость, возникающая при
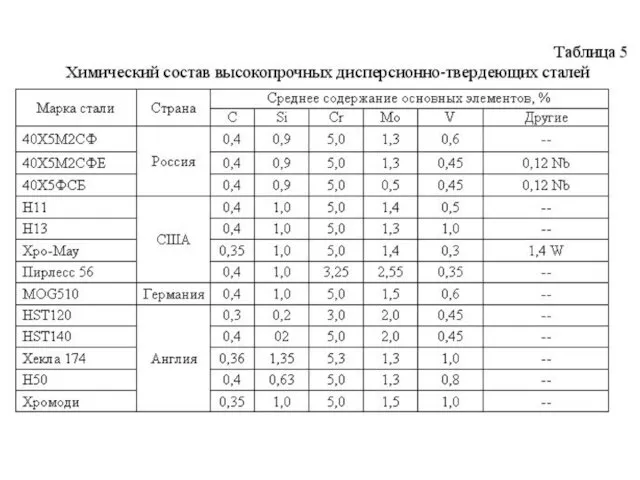
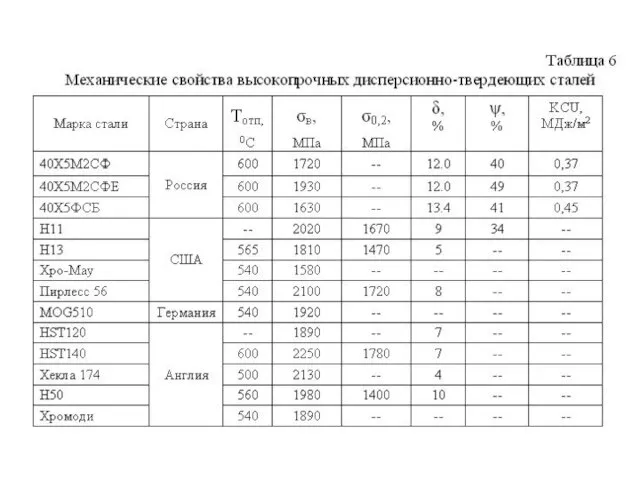
- 38. Дисперсионно-твердеющие стали Эти стали используют для изготовления высокопрочных изделий с высокой устойчивостью к повышенным температурам эксплуатации.
- 40. Отпуск дисперсионно-твердеющих высокопрочных сталей обычно проводят при температурах несколько выше максимума прироста прочностных свойств, а именно,
- 42. Одним из важных достоинств дисперсионно-твердеющих сталей является сохранение высокой устойчивости против отпуска и, следовательно, высокие механические
- 43. Стали со сверхмелким зерном Одним из способов значительного увеличения прочности является получение сверхмелкозернистых сталей (диаметр зерна
- 44. Достоинством подобной обработки является одновременное повышение вязкости разрушения К1с и ударной вязкости при высокой прочности. К
- 45. ПНП-стали (трип-стали (TRIP) Соответствующим подбором легирующих элементов снижают мартенситные точки ниже комнатной температуры. Таким образом, после
- 46. Деформация такого аустенита (например, при механических испытаниях) приводит к образованию мартенсита деформации во время испытания, что
- 47. Достоинством ПНП-сталей являются высокие значения вязкости разрушения К1с. К недостаткам ПНП-сталей относятся значительные трудности, связанные с
- 48. Особенности сварки высокопрочных сталей 1) сложность предупреждения возникновения холодных трещин в околошовной зоне; 2) трудность предупредить
- 49. Чтобы прочность металла шва и основного металла соответствовали друг другу в нём нужно снизить содержание углерода
- 51. Особенности сварки высокопрочных сталей 1) сложность предупреждения возникновения холодных трещин в околошовной зоне; 2) трудность предупредить
- 52. В результате сварочного нагрева и быстрого охлаждения трудно гарантировать получение пластичности и вязкости литого металла шва
- 53. Холодные трещины в соединениях высокопрочных сталей Холодные трещины – локальное межкристаллическое разрушение металла сварных соединений. Формальными
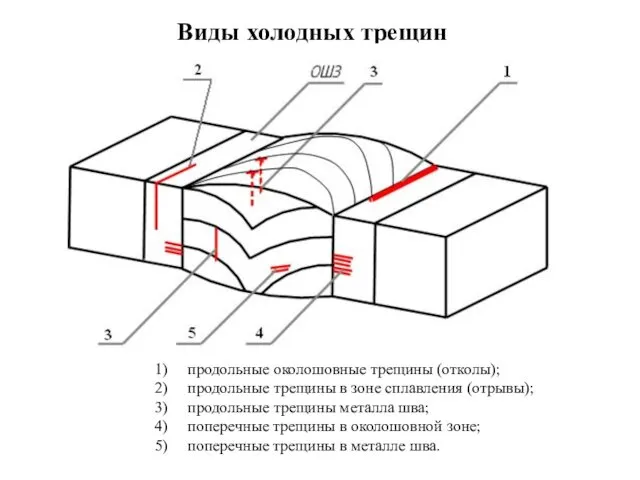
- 54. продольные околошовные трещины (отколы); продольные трещины в зоне сплавления (отрывы); продольные трещины металла шва; поперечные трещины
- 55. Отличительной особенностью холодных трещин является замедленный характер их развития. Трещины образуются непосредственно после окончания сварки при
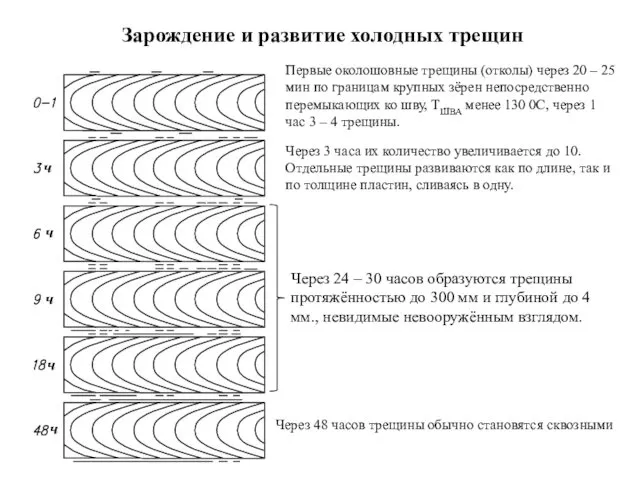
- 56. Зарождение и развитие холодных трещин Первые околошовные трещины (отколы) через 20 – 25 мин по границам
- 57. Трещины могут возникнуть в том случае, если металл в одной из зон сварного соединения претерпевает полную
- 58. Основными процессами, обуславливающими образование холодных трещин в высокопрочных сталях являются: Мартенситное превращение аустенита в околошовной зоне
- 59. Наиболее часто встречаются и наиболее изучены холодные трещины двух первых разновидностей типа «откола» и «отрыва» и
- 60. Для развития микротрещин требуются более высокие напряжения, чем для их образования. Поэтому в некоторых случаях они
- 61. При повышении содержания водорода снижается критический размер субмикротрещин и соответственно уменьшается сопротивляемость их развитию в микротрещины.
- 62. Факторы, определяющие возможность образования ХТ: 1) структурное состояние металла сварного соединения, характеризуемое наличием составляющих мартенситного и
- 63. Закономерности замедленного разрушения следующие: 1) разрушение возникает после некоторого инкубационного периода при деформировании с малыми скоростями
- 64. Решающее влияние на стойкость высокопрочных сталей против холодных трещин оказывают: перегрев околошовной зоны, температурный интервал мартенситного
- 65. Оценка склонности сталей к образованию ХТ Широко применяют параметрические уравнения, полученные статистической обработкой экспериментальных данных. Расчет
- 66. Стали, у которых Сэкв > 0,35 %, считаются потенциально склонными к образованию трещин. Сэкв является обобщенным
- 67. При Сэкв > 0,40 % при сварке становится возможным образование закалочных структур в металле сварного соединения,
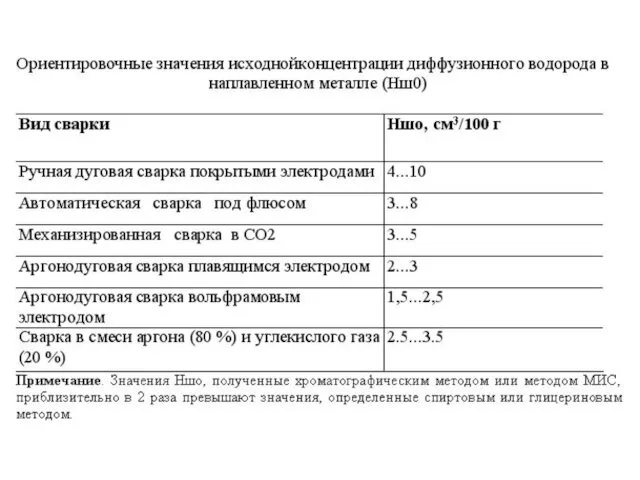
- 68. Расчет параметра трещинообразования Рw (по Ито - Бессио), %: где Нгл – концентрация диффузионного водорода в
- 69. Параметр Рw применим для низколегированных сталей с содержанием углерода 0,07... 0,22 %, пределом текучести 500 ...
- 70. Очагом развития усталостного разрушения явилась холодная трещина в ОШЗ вала приваренного к фланцу
- 71. Трещина зародилась в ОШЗ соединения цилиндра с фланцем, и при давлении внутри цилиндра 200 Атм. произошло
- 72. Трещина зародилась в ОШЗ кольцевого шва корпуса сосуда, и под действием напряжений от рабочего давления быстро
- 73. Горячие трещины в соединениях высокопрочных сталей
- 74. Горячие трещины при сварке высокопрочных сталей – хрупкие межкристаллические разрушения металла шва и околошовной зоны (ОШЗ),
- 75. Виды горячих трещин 1) продольные трещины в шве; 2) продольные трещины в околошовной зоне; 3) поперечные
- 76. Согласно теоретическим представлениям, ГТ образуются при критическом сочетании значений следующих факторов: температурного интервала хрупкости (ТИХ) в
- 77. Интенсивность высокотемпературной сварочной деформации количественно определяется величиной темпа деформации:
- 78. Вероятность разрушения определяется соотношением между темпом деформации металла шва и его деформационной способностью. Количественно последнюю можно
- 79. Основным фактором, оказывающим влияние на стойкость металла шва против образования к горячим трещинам является его химический
- 80. В ходе сварки С уменьшает содержание кислорода (О2) в шве, а если в шве мало О2,
- 81. Экспериментально проверенно влияние на технологическую прочность легирующих элементов. Стойкость металла шва против горячих трещин уменьшают Ni,
- 82. Для оценки сопротивляемости металла сварных соединений ГТ применяют расчетный и экспериментальный методы.
- 83. Одно из параметрических уравнений (по Итамуре) применительно к низколегированным сварным швам имеет вид Где HCS –
- 84. Европейский стандарт ЕN 1011-2 : 2001 «Рекомендации по сварке металлических материалов. Дуговая сварка ферритных (углеродистых и
- 85. Стойкость металла шва против горячих кристаллизационных может быть значительно повышенно путём модифицирования. В качестве модификаторов используют:
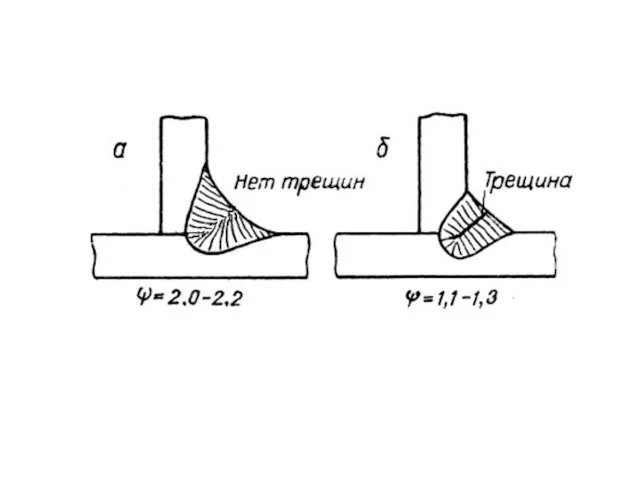
- 86. Увеличение стойкости против горячих трещин можно обеспечить путём изменение направления роста первичных кристаллитов, т.е. угла их
- 88. Пути предупреждения образования холодных трещин при сварке высокопрочных сталей
- 89. Способ 1 Выбор оптимального термического цикла в околошовной зоне. Цикл считается оптимальным, при котором предельно ограничивается
- 90. Способ 2 Если повысить стойкость против холодных трещин за счёт оптимизации режима сварки не удаётся, тогда
- 91. Способ 3 Выполнять швы с использованием высоколегированных присадочных материалов с целью получения аустенитного шва.
- 92. Способ 4 Термическая обработка сварных соединений непосредственно после сварки. Это низкий отпуск, при этом остаточные сварочные
- 93. Способ 5 Понижение соединения водорода в металле шва. Для этого рекомендуется применять сварные материалы с низким
- 94. Способ 6 Преднамеренное деформирование сварного соединения в процессе остывания. Цель – сместить начало превращения аустенита в
- 95. Способ 7 Использование в сварных конструкциях металла с минимальным содержанием и равномерном распределением неметаллических включений.
- 96. Способ 8 Использование методов сварки с предварительной наплавкой кромок. Этот метод обеспечивает расположения участка перегрева околошовной
- 97. Процедура выбора рациональной технологии сварки высокопрочных сталей
- 99. Принято оценивать степень потенциальной возможности образования в сталях ХТ в зависимости от значений Сэкв (по ГОСТ
- 100. Допустимое содержание мартенсита в структуре ЗТВ в зависимости от содержания углерода в стали и заданной твердости
- 101. Процедура регулирования теплового режима сварки предусматривает: – экспериментальное или расчетное определение параметров термического цикла сварки (t8/5;
- 102. Схема типовой диаграммы АРА для низко- и среднелегированных сталей: а и б - температуры превращения аустенита
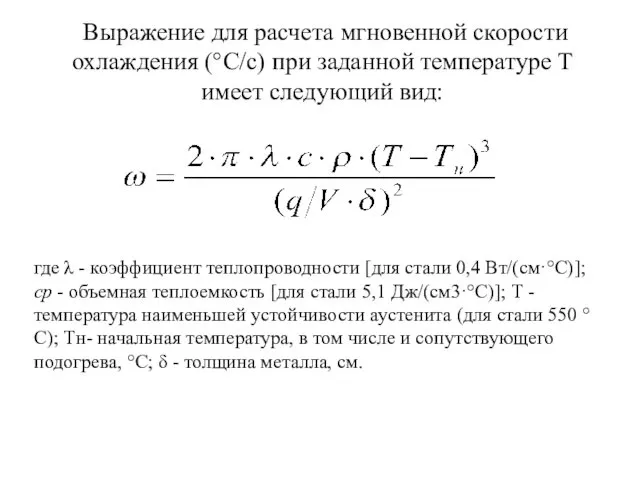
- 103. Выражение для расчета мгновенной скорости охлаждения (°С/с) при заданной температуре Т имеет следующий вид: где λ
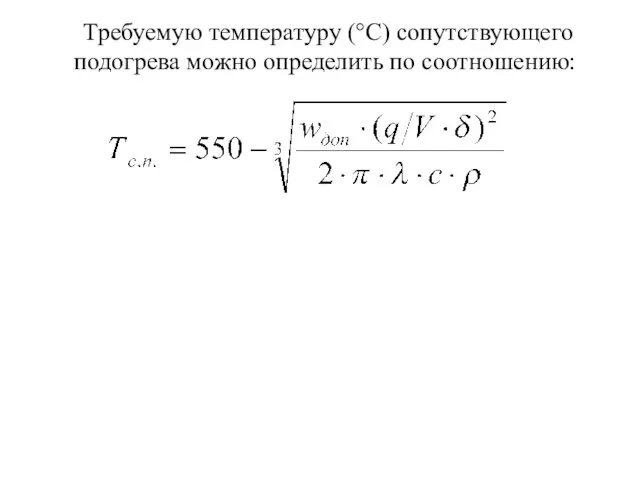
- 104. Требуемую температуру (°С) сопутствующего подогрева можно определить по соотношению:
- 106. Скачать презентацию
Около 1500 марок легированной стали выпускается в Росси
Производственно-эксплуатационные нужды
80%
Капитальное строительство
Около 1500 марок легированной стали выпускается в Росси
Производственно-эксплуатационные нужды
80%
Капитальное строительство
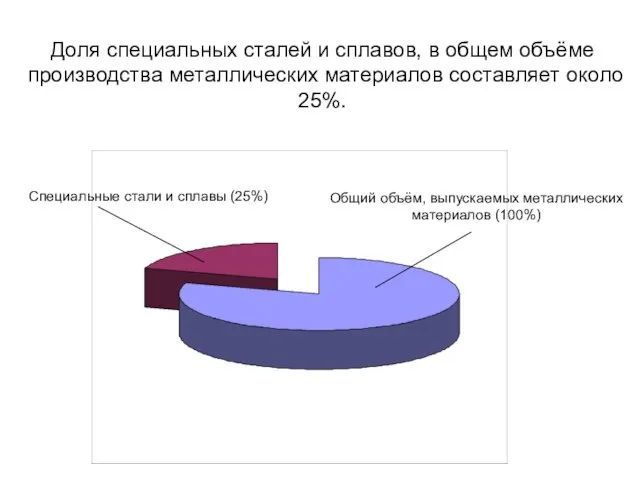
Доля специальных сталей и сплавов, в общем объёме производства металлических материалов
Доля специальных сталей и сплавов, в общем объёме производства металлических материалов
Специальные стали и сплавы – это стали и сплавы предназначенные для
Специальные стали и сплавы – это стали и сплавы предназначенные для
Легированные стали – это сплавы на основе железа, в химический
Легированные стали – это сплавы на основе железа, в химический
Легирующими элементами называют химические элементы, специально введенные в сталь для получения
Легирующими элементами называют химические элементы, специально введенные в сталь для получения
Примесями называют химические элементы, перешедшие в состав стали в процессе
Примесями называют химические элементы, перешедшие в состав стали в процессе
Относительно недефицитные легирующие элементы - Mn, Si, Сг, Аl, Тi, V
Дефицитные
Относительно недефицитные легирующие элементы - Mn, Si, Сг, Аl, Тi, V
Дефицитные
Технико-экономические факторы определяющие эффективность применения легированной стали для изготовления того или
Технико-экономические факторы определяющие эффективность применения легированной стали для изготовления того или
Специфический состав или обработка определяют специфическую реакцию специальных сталей и сплавов
Специфический состав или обработка определяют специфическую реакцию специальных сталей и сплавов
Целью дисциплины «Сварка специальных сталей и сплавов» является овладение студентом навыками
Целью дисциплины «Сварка специальных сталей и сплавов» является овладение студентом навыками
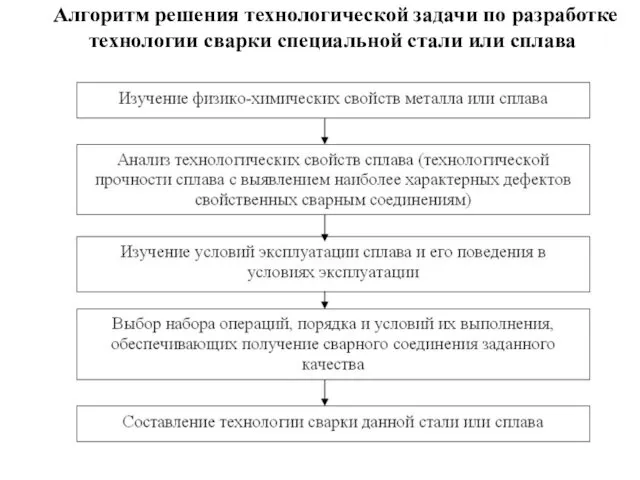
Алгоритм решения технологической задачи по разработке технологии сварки специальной стали или
Алгоритм решения технологической задачи по разработке технологии сварки специальной стали или
Основные классы рассматриваемых специальных сталей и сплавов
1. Высокопрочные стали
2. Жаропрочные
Основные классы рассматриваемых специальных сталей и сплавов
1. Высокопрочные стали
2. Жаропрочные
СВАРКА ВЫСОКОПРОЧНЫХ СТАЛЕЙ
СВАРКА ВЫСОКОПРОЧНЫХ СТАЛЕЙ
Основные технико-экономические факторы, определяющие эффективность применения высокопрочных сталей в металлоконструкциях:
-
Основные технико-экономические факторы, определяющие эффективность применения высокопрочных сталей в металлоконструкциях:
-
Высокопрочные стали применяют в изделиях, для которых важно уменьшение массы при
Высокопрочные стали применяют в изделиях, для которых важно уменьшение массы при
Высокопрочные стали при необходимой прочности должны иметь достаточные пластичность, сопротивление динамическим
Высокопрочные стали при необходимой прочности должны иметь достаточные пластичность, сопротивление динамическим
Получение сталей высокой прочности неизбежно ведет к понижению характеристик пластичности и
Получение сталей высокой прочности неизбежно ведет к понижению характеристик пластичности и
Основные группы высокопрочных сталей
1. высокопрочные строительные стали
2. высокопрочные машиностроительные стали
Основные группы высокопрочных сталей
1. высокопрочные строительные стали
2. высокопрочные машиностроительные стали
Высокопрочные строительные стали
К высокопрочным строительным сталям относятся низколегированные стали с
Высокопрочные строительные стали
К высокопрочным строительным сталям относятся низколегированные стали с
Карбонитридное упрочнение
способ воздействия на структуру и свойства сталей посредством образования
Карбонитридное упрочнение
способ воздействия на структуру и свойства сталей посредством образования
Зависимость предела текучести от размера зерна углеродистой стали Ст3 (1) и
Зависимость предела текучести от размера зерна углеродистой стали Ст3 (1) и
Действительное зерно низколегированной стали 14Г2 (а) и стали с карбонитридным упрочнением
Действительное зерно низколегированной стали 14Г2 (а) и стали с карбонитридным упрочнением
Стали с карбонитридным упрочнением обладают наивысшей прочностью и наименьшей температурой перехода
Стали с карбонитридным упрочнением обладают наивысшей прочностью и наименьшей температурой перехода
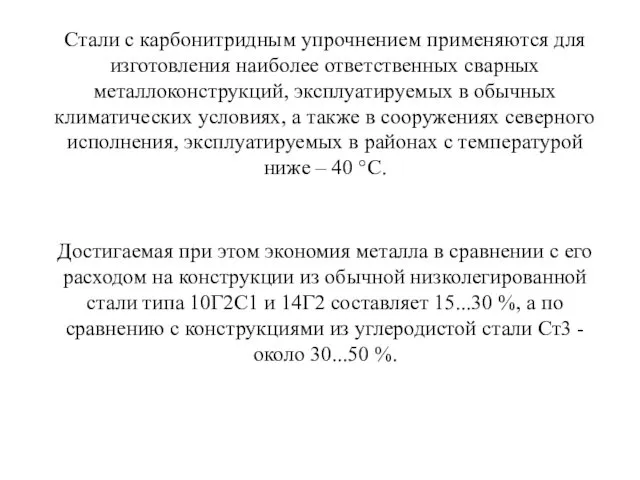
Стали с карбонитридным упрочнением применяются для изготовления наиболее ответственных сварных металлоконструкций,
Стали с карбонитридным упрочнением применяются для изготовления наиболее ответственных сварных металлоконструкций,
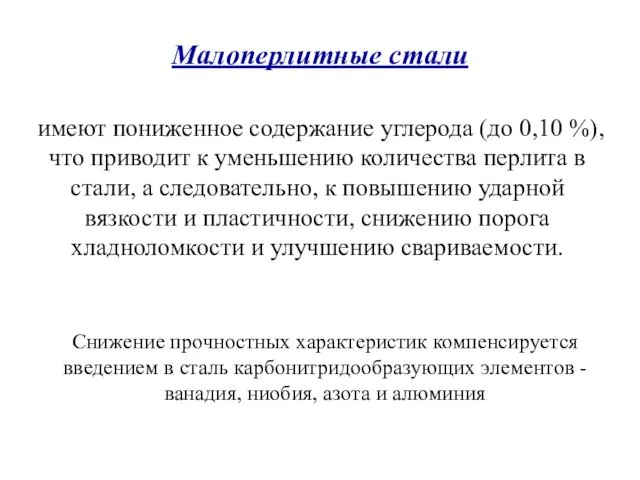
Малоперлитные стали
имеют пониженное содержание углерода (до 0,10 %), что приводит
Малоперлитные стали
имеют пониженное содержание углерода (до 0,10 %), что приводит
В России разработана малоперлитная сталь 09Г2ФБ, содержащая 0,04...0,08 % V, 0,02...0,05
В России разработана малоперлитная сталь 09Г2ФБ, содержащая 0,04...0,08 % V, 0,02...0,05
Контролируемая прокатка
разновидность термомеханической обработки, она представляет собой обработку металла давлением,
Контролируемая прокатка
разновидность термомеханической обработки, она представляет собой обработку металла давлением,
Низкоуглеродистые бейнитные стали
благодаря системе легирования имеют такую устойчивость переохлажденного аустенита,
Низкоуглеродистые бейнитные стали
благодаря системе легирования имеют такую устойчивость переохлажденного аустенита,
Высокопрочные машиностроительные стали
это стали, временное сопротивление которых σв > 1600
Высокопрочные машиностроительные стали
это стали, временное сопротивление которых σв > 1600
Легированные низкоотпущенные стали
Указанные легированные конструкционные стали после закалки и
Легированные низкоотпущенные стали
Указанные легированные конструкционные стали после закалки и
К недостаткам низкоотпущенных высокопрочных сталей относится большая чувствительность к действию
К недостаткам низкоотпущенных высокопрочных сталей относится большая чувствительность к действию
Дисперсионно-твердеющие стали
Эти стали используют для изготовления высокопрочных изделий с высокой
Дисперсионно-твердеющие стали
Эти стали используют для изготовления высокопрочных изделий с высокой
Отпуск дисперсионно-твердеющих высокопрочных сталей обычно проводят при температурах несколько выше максимума
Отпуск дисперсионно-твердеющих высокопрочных сталей обычно проводят при температурах несколько выше максимума
Одним из важных достоинств дисперсионно-твердеющих сталей является сохранение высокой устойчивости против
Одним из важных достоинств дисперсионно-твердеющих сталей является сохранение высокой устойчивости против
Стали со сверхмелким зерном
Одним из способов значительного увеличения прочности является получение
Стали со сверхмелким зерном
Одним из способов значительного увеличения прочности является получение
Достоинством подобной обработки является одновременное повышение вязкости разрушения К1с и ударной
Достоинством подобной обработки является одновременное повышение вязкости разрушения К1с и ударной
ПНП-стали (трип-стали (TRIP)
Соответствующим подбором легирующих элементов снижают мартенситные точки
ПНП-стали (трип-стали (TRIP)
Соответствующим подбором легирующих элементов снижают мартенситные точки
Деформация такого аустенита (например, при механических испытаниях) приводит к образованию мартенсита
Деформация такого аустенита (например, при механических испытаниях) приводит к образованию мартенсита
Достоинством ПНП-сталей являются высокие значения вязкости разрушения К1с.
К недостаткам
Достоинством ПНП-сталей являются высокие значения вязкости разрушения К1с.
К недостаткам
Особенности сварки высокопрочных сталей
1) сложность предупреждения возникновения холодных трещин в околошовной
Особенности сварки высокопрочных сталей
1) сложность предупреждения возникновения холодных трещин в околошовной
Чтобы прочность металла шва и основного металла соответствовали друг другу в
Чтобы прочность металла шва и основного металла соответствовали друг другу в
Особенности сварки высокопрочных сталей
1) сложность предупреждения возникновения холодных трещин в околошовной
Особенности сварки высокопрочных сталей
1) сложность предупреждения возникновения холодных трещин в околошовной
В результате сварочного нагрева и быстрого охлаждения трудно гарантировать получение
В результате сварочного нагрева и быстрого охлаждения трудно гарантировать получение
Холодные трещины в соединениях высокопрочных сталей
Холодные трещины – локальное межкристаллическое
Холодные трещины в соединениях высокопрочных сталей
Холодные трещины – локальное межкристаллическое
продольные околошовные трещины (отколы);
продольные трещины в зоне сплавления
продольные околошовные трещины (отколы);
продольные трещины в зоне сплавления
Отличительной особенностью холодных трещин является замедленный характер их развития. Трещины
Отличительной особенностью холодных трещин является замедленный характер их развития. Трещины
Зарождение и развитие холодных трещин
Первые околошовные трещины (отколы) через 20
Зарождение и развитие холодных трещин
Первые околошовные трещины (отколы) через 20
Трещины могут возникнуть в том случае, если металл в одной из
Трещины могут возникнуть в том случае, если металл в одной из
Основными процессами, обуславливающими образование холодных трещин в высокопрочных сталях являются:
Мартенситное
Основными процессами, обуславливающими образование холодных трещин в высокопрочных сталях являются:
Мартенситное
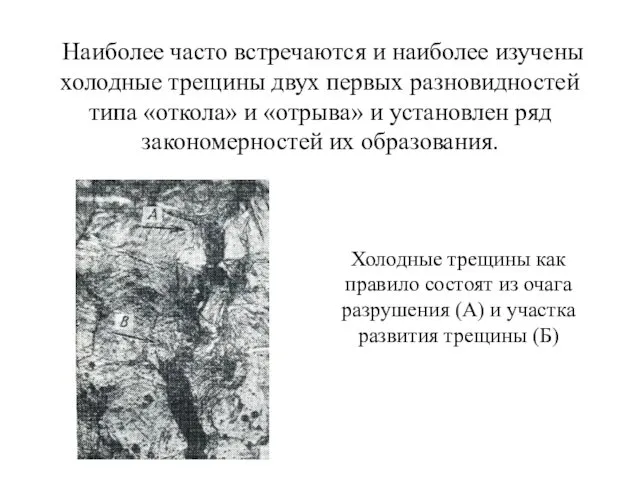
Наиболее часто встречаются и наиболее изучены холодные трещины двух первых
Наиболее часто встречаются и наиболее изучены холодные трещины двух первых
Для развития микротрещин требуются более высокие напряжения, чем для их образования.
Для развития микротрещин требуются более высокие напряжения, чем для их образования.
При повышении содержания водорода снижается критический размер субмикротрещин и соответственно уменьшается
При повышении содержания водорода снижается критический размер субмикротрещин и соответственно уменьшается
Факторы, определяющие возможность образования ХТ:
1) структурное состояние металла сварного
Факторы, определяющие возможность образования ХТ:
1) структурное состояние металла сварного
Закономерности замедленного разрушения следующие:
1) разрушение возникает после некоторого инкубационного
Закономерности замедленного разрушения следующие:
1) разрушение возникает после некоторого инкубационного
Решающее влияние на стойкость высокопрочных сталей против холодных трещин оказывают:
Решающее влияние на стойкость высокопрочных сталей против холодных трещин оказывают:
Оценка склонности сталей к образованию ХТ
Широко применяют параметрические уравнения, полученные
Оценка склонности сталей к образованию ХТ
Широко применяют параметрические уравнения, полученные
Стали, у которых Сэкв > 0,35 %, считаются потенциально склонными к
Стали, у которых Сэкв > 0,35 %, считаются потенциально склонными к
При Сэкв > 0,40 % при сварке становится возможным образование закалочных
При Сэкв > 0,40 % при сварке становится возможным образование закалочных
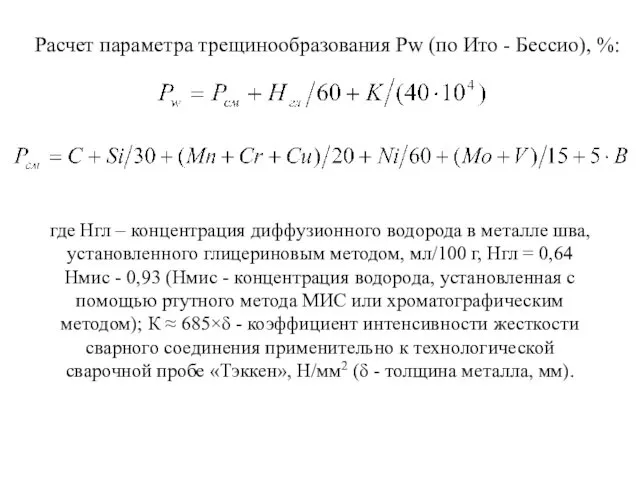
Расчет параметра трещинообразования Рw (по Ито - Бессио), %:
где Нгл
Расчет параметра трещинообразования Рw (по Ито - Бессио), %:
где Нгл
Параметр Рw применим для низколегированных сталей с содержанием углерода 0,07... 0,22
Параметр Рw применим для низколегированных сталей с содержанием углерода 0,07... 0,22

Очагом развития усталостного разрушения явилась холодная трещина в
ОШЗ вала приваренного к
Очагом развития усталостного разрушения явилась холодная трещина в
ОШЗ вала приваренного к

Трещина зародилась в ОШЗ соединения цилиндра с фланцем, и при давлении
Трещина зародилась в ОШЗ соединения цилиндра с фланцем, и при давлении
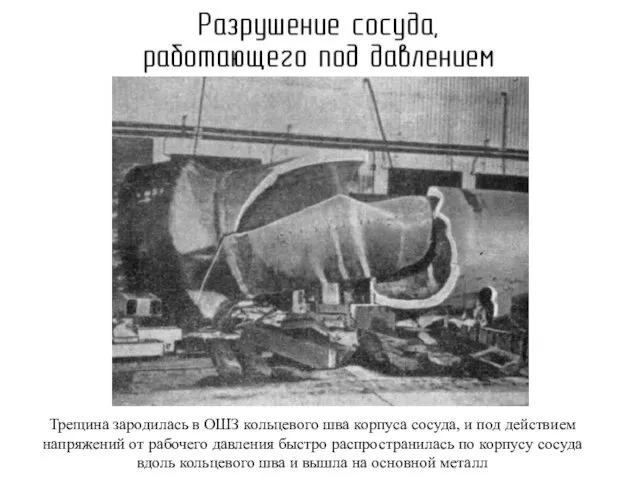
Трещина зародилась в ОШЗ кольцевого шва корпуса сосуда, и под действием
Трещина зародилась в ОШЗ кольцевого шва корпуса сосуда, и под действием
Горячие трещины в соединениях высокопрочных сталей
Горячие трещины в соединениях высокопрочных сталей
Горячие трещины при сварке высокопрочных сталей – хрупкие межкристаллические разрушения
Горячие трещины при сварке высокопрочных сталей – хрупкие межкристаллические разрушения

Виды горячих трещин
1) продольные трещины в шве;
2) продольные трещины в околошовной
Виды горячих трещин
1) продольные трещины в шве;
2) продольные трещины в околошовной
Согласно теоретическим представлениям, ГТ образуются при критическом сочетании значений следующих факторов:
Согласно теоретическим представлениям, ГТ образуются при критическом сочетании значений следующих факторов:
Интенсивность высокотемпературной сварочной деформации количественно определяется величиной темпа деформации:
Интенсивность высокотемпературной сварочной деформации количественно определяется величиной темпа деформации:
Вероятность разрушения определяется соотношением между темпом деформации металла шва и
Вероятность разрушения определяется соотношением между темпом деформации металла шва и
Основным фактором, оказывающим влияние на стойкость металла шва против образования к
Основным фактором, оказывающим влияние на стойкость металла шва против образования к
В ходе сварки С уменьшает содержание кислорода (О2) в шве, а
В ходе сварки С уменьшает содержание кислорода (О2) в шве, а
Экспериментально проверенно влияние на технологическую прочность легирующих элементов. Стойкость металла шва
Экспериментально проверенно влияние на технологическую прочность легирующих элементов. Стойкость металла шва
Для оценки сопротивляемости металла сварных соединений ГТ применяют расчетный и экспериментальный
Для оценки сопротивляемости металла сварных соединений ГТ применяют расчетный и экспериментальный
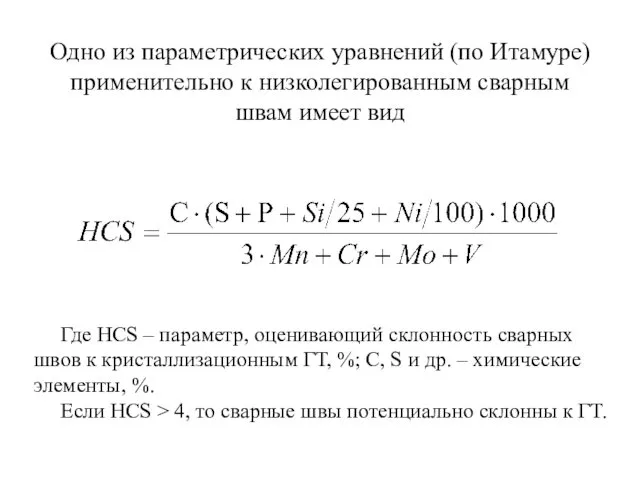
Одно из параметрических уравнений (по Итамуре) применительно к низколегированным сварным швам
Одно из параметрических уравнений (по Итамуре) применительно к низколегированным сварным швам
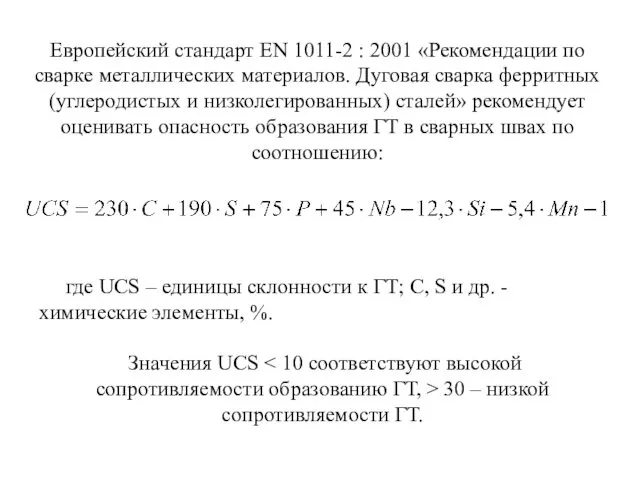
Европейский стандарт ЕN 1011-2 : 2001 «Рекомендации по сварке металлических материалов.
Европейский стандарт ЕN 1011-2 : 2001 «Рекомендации по сварке металлических материалов.
Стойкость металла шва против горячих кристаллизационных может быть значительно повышенно путём
Стойкость металла шва против горячих кристаллизационных может быть значительно повышенно путём
Увеличение стойкости против горячих трещин можно обеспечить путём изменение направления
Увеличение стойкости против горячих трещин можно обеспечить путём изменение направления
Пути предупреждения образования холодных трещин при сварке высокопрочных сталей
Пути предупреждения образования холодных трещин при сварке высокопрочных сталей
Способ 1
Выбор оптимального термического цикла в околошовной зоне. Цикл считается оптимальным,
Способ 1
Выбор оптимального термического цикла в околошовной зоне. Цикл считается оптимальным,
Способ 2
Если повысить стойкость против холодных трещин за счёт оптимизации режима
Способ 2
Если повысить стойкость против холодных трещин за счёт оптимизации режима
Способ 3
Выполнять швы с использованием высоколегированных присадочных материалов с целью получения
Способ 3
Выполнять швы с использованием высоколегированных присадочных материалов с целью получения
Способ 4
Термическая обработка сварных соединений непосредственно после сварки. Это низкий отпуск,
Способ 4
Термическая обработка сварных соединений непосредственно после сварки. Это низкий отпуск,
Способ 5
Понижение соединения водорода в металле шва. Для этого рекомендуется применять
Способ 5
Понижение соединения водорода в металле шва. Для этого рекомендуется применять
Способ 6
Преднамеренное деформирование сварного соединения в процессе остывания. Цель – сместить
Способ 6
Преднамеренное деформирование сварного соединения в процессе остывания. Цель – сместить
Способ 7
Использование в сварных конструкциях металла с минимальным содержанием и равномерном
Способ 7
Использование в сварных конструкциях металла с минимальным содержанием и равномерном
Способ 8
Использование методов сварки с предварительной наплавкой кромок. Этот метод обеспечивает
Способ 8
Использование методов сварки с предварительной наплавкой кромок. Этот метод обеспечивает
Процедура выбора рациональной технологии сварки высокопрочных сталей
Процедура выбора рациональной технологии сварки высокопрочных сталей
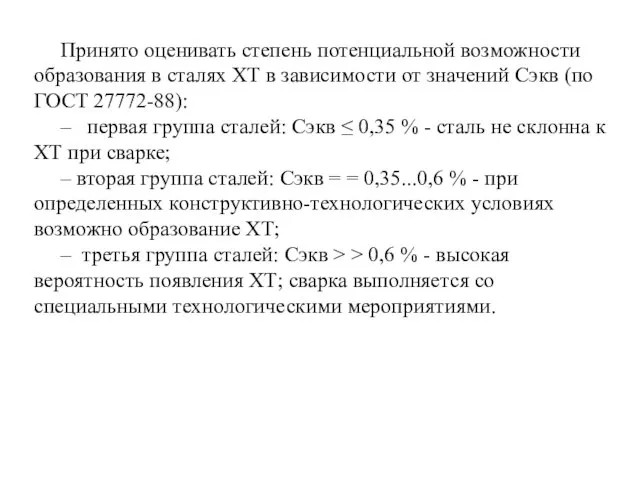
Принято оценивать степень потенциальной возможности образования в сталях ХТ в
Принято оценивать степень потенциальной возможности образования в сталях ХТ в
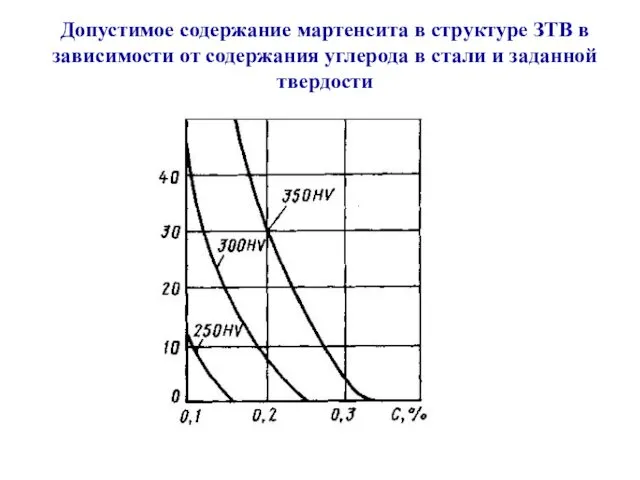
Допустимое содержание мартенсита в структуре ЗТВ в зависимости от содержания углерода
Допустимое содержание мартенсита в структуре ЗТВ в зависимости от содержания углерода
Процедура регулирования теплового режима сварки предусматривает:
– экспериментальное или расчетное
Процедура регулирования теплового режима сварки предусматривает:
– экспериментальное или расчетное
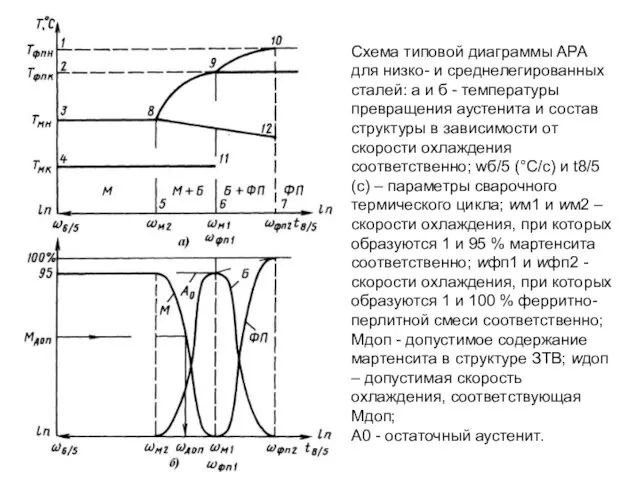
Схема типовой диаграммы АРА для низко- и среднелегированных сталей: а и
Схема типовой диаграммы АРА для низко- и среднелегированных сталей: а и
Выражение для расчета мгновенной скорости охлаждения (°С/с) при заданной температуре
Выражение для расчета мгновенной скорости охлаждения (°С/с) при заданной температуре
Требуемую температуру (°С) сопутствующего подогрева можно определить по соотношению:
Требуемую температуру (°С) сопутствующего подогрева можно определить по соотношению:
 Становление исторического жанра в русской живописи 18 века. 1 часть
Становление исторического жанра в русской живописи 18 века. 1 часть Виды и способы отделки изделий из древесины. 5 класс
Виды и способы отделки изделий из древесины. 5 класс Рисуем белочку
Рисуем белочку Машины постоянного тока
Машины постоянного тока ФГОС дошкольного образования.
ФГОС дошкольного образования. Конструктивные особенности изгибаемых железобетонных элементов
Конструктивные особенности изгибаемых железобетонных элементов Развитие высокоскоростных магистралей (ВСМ) в Китае
Развитие высокоскоростных магистралей (ВСМ) в Китае Роль философии в обосновании системы ценностей современного российского общества
Роль философии в обосновании системы ценностей современного российского общества ПОДГОТОВКА ДЕТЕЙ К ШКОЛЕ
ПОДГОТОВКА ДЕТЕЙ К ШКОЛЕ Красота природы родного края. Роль колорита в пейзаже
Красота природы родного края. Роль колорита в пейзаже Ребусы Диск
Ребусы Диск Творчість трубадурів
Творчість трубадурів Италиялық ғажап“(1950 – 1960 ж.)
Италиялық ғажап“(1950 – 1960 ж.) Кибернетическая модель управления: управление, обратная связь
Кибернетическая модель управления: управление, обратная связь Взаимоувязанная сеть связи РФ
Взаимоувязанная сеть связи РФ Правопонимание и право
Правопонимание и право Творческий проект Декоративное изделие в технике вязание крючком. Модная сумка
Творческий проект Декоративное изделие в технике вязание крючком. Модная сумка Поделка к 8 марта!
Поделка к 8 марта! Конкурсная работа Первый раз в первый класс!
Конкурсная работа Первый раз в первый класс! презентация педопыт
презентация педопыт Основные структурные варианты построения кэш-памяти. Лекция 10
Основные структурные варианты построения кэш-памяти. Лекция 10 Портфолио педагога.Структура портфолио.
Портфолио педагога.Структура портфолио. Ісаак Ньютон
Ісаак Ньютон Четность и нечетность тригонометрических функций. 10 класс
Четность и нечетность тригонометрических функций. 10 класс Нормы и режим питания. Нарушение обмена веществ
Нормы и режим питания. Нарушение обмена веществ Конструирование – разновидность моделирования
Конструирование – разновидность моделирования Памяти юных героев войны посвящается...
Памяти юных героев войны посвящается... Физиология органов дыхания
Физиология органов дыхания