- Прессованный керамический мостовидный протез и вкладка

Содержание
- 2. ПОКАЗАНИЯ К ПРИМЕНЕНИЮ ПРЕССОВАННЫХ КЕРАМИЧЕСКИХ ПРОТЕЗОВ:
- 3. Противопоказания к применению: Мостовидные протезы с моляром в качестве промежуточной части; Мостовидные протезы с протяженностью 4
- 4. Мостовидный прессованный керамический протез и вкладка.
- 5. Изготовление прессованного керамического мостовидного протеза и вкладки начинается с изготовления разборной модели (супергипс 4 и 3
- 6. Затем гипсуем модели в артикулятор
- 7. Далее обработанные культи зуба покрываются лаком (не доходя до края уступа 1мм) и жидкостью(picosep), изолирующей супергипс
- 8. Затем изготавливаются восковые колпачки толщиной 0,6-0,8мм (погружной воск Renfert)
- 9. После этого моделируется каркас мостовидного протеза и вкладка, основа под будущие бугры жевательных зубов, пришеечная часть
- 10. Проверка в артикуляторе восковой композиции
- 11. Установка литников проводится на цоколь муфельной системы. Литники присоединяются в направлении потока керамики и всегда к
- 12. Производиться паковка (IPS PressVEST Speed) восковой композиции
- 13. Прогрев опоки
- 14. Прессование. После окончания цикла прогрева опоки вынимаем ее из муфельной печи. На эти этапы должно уйти
- 15. Распаковка Надрезаем опоку с помощью сепарационного диска и разламываем ее по сделанному надрезу. Черновая распаковка осуществляется
- 16. После распаковки обрабатывается каркас мостовидного протеза и вкладки.
- 17. Обработанный каркас
- 18. Нанесение грунтового слоя и обжиг в печи
- 19. Нанесение дентина IPS e.max Ceram (моделируется полная форма будущего протеза) и затем освобождается место под эмалевый
- 20. После обжига грунтового слоя и дентина наносим эмаль
- 21. После обжига эмали производится механическая обработка керамической поверхности. Проверяем апроксимальные и окклюзионные контакты
- 22. Придание индивидуальных особенностей и цвета искусственным зубам, проводим обжиг. Затем наносим глазурь.
- 23. Полировка протеза
- 24. Так выглядит готовый прессованный керамический мостовидный протез и вкладка:
- 26. Преимущества данного вида протезов: Высокие эстетические качества! Быстрая адаптация пациента к данному виду протезов Максимальное восстановление
- 28. Скачать презентацию

ПОКАЗАНИЯ К ПРИМЕНЕНИЮ ПРЕССОВАННЫХ КЕРАМИЧЕСКИХ ПРОТЕЗОВ:
ПОКАЗАНИЯ К ПРИМЕНЕНИЮ ПРЕССОВАННЫХ КЕРАМИЧЕСКИХ ПРОТЕЗОВ:
Противопоказания к применению:
Мостовидные протезы с моляром в качестве промежуточной
Противопоказания к применению:
Мостовидные протезы с моляром в качестве промежуточной
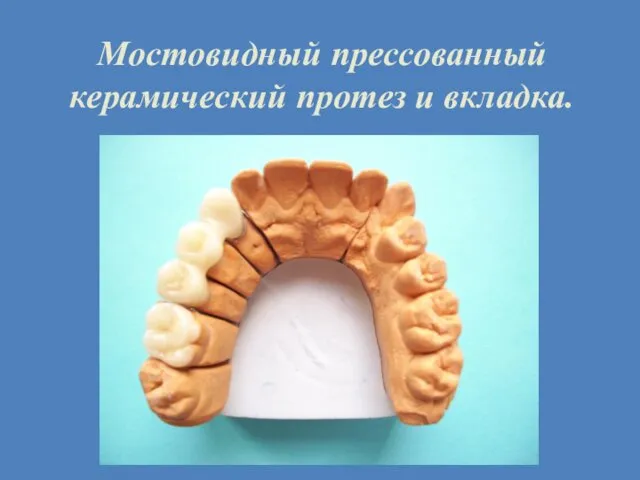
Мостовидный прессованный керамический протез и вкладка.
Мостовидный прессованный керамический протез и вкладка.
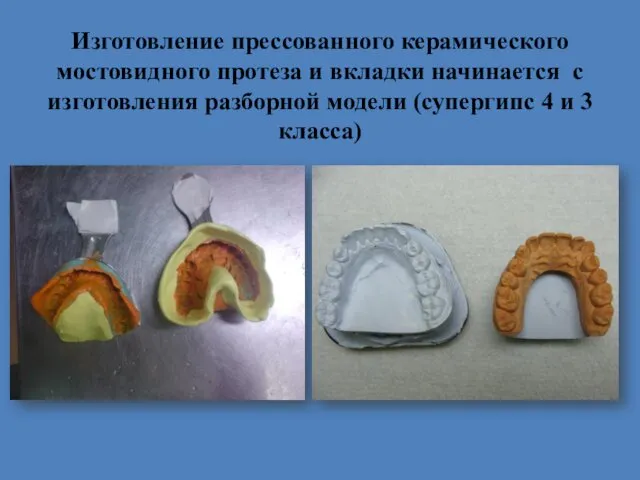
Изготовление прессованного керамического мостовидного протеза и вкладки начинается с изготовления разборной
Изготовление прессованного керамического мостовидного протеза и вкладки начинается с изготовления разборной

Затем гипсуем модели в артикулятор
Затем гипсуем модели в артикулятор

Далее обработанные культи зуба покрываются лаком (не доходя до края уступа
Далее обработанные культи зуба покрываются лаком (не доходя до края уступа

Затем изготавливаются восковые колпачки толщиной 0,6-0,8мм (погружной воск Renfert)
Затем изготавливаются восковые колпачки толщиной 0,6-0,8мм (погружной воск Renfert)

После этого моделируется каркас мостовидного протеза и вкладка, основа под будущие
После этого моделируется каркас мостовидного протеза и вкладка, основа под будущие

Проверка в артикуляторе восковой композиции
Проверка в артикуляторе восковой композиции
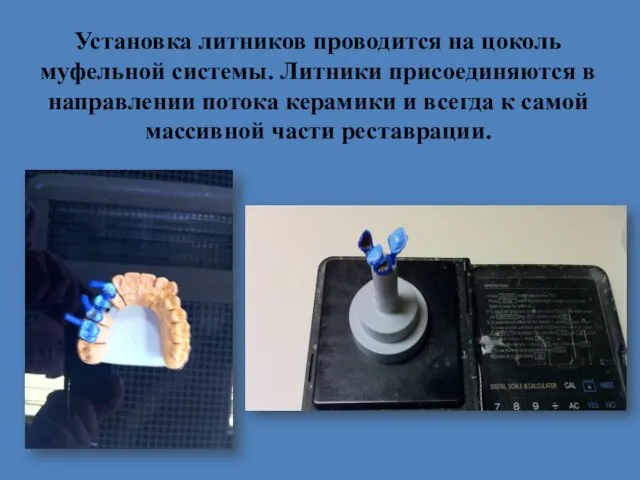
Установка литников проводится на цоколь муфельной системы. Литники присоединяются в направлении
Установка литников проводится на цоколь муфельной системы. Литники присоединяются в направлении
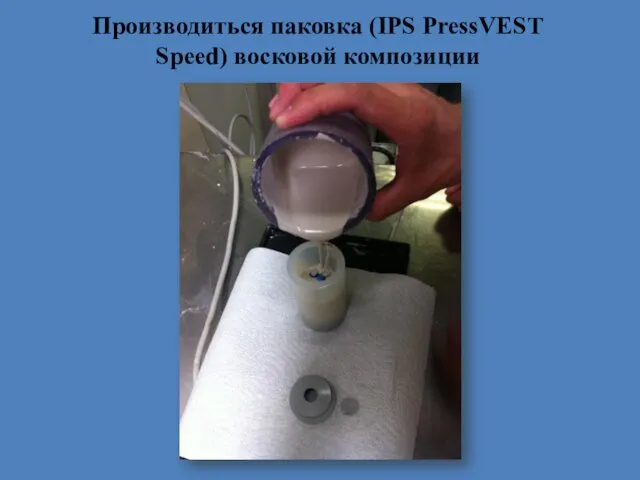
Производиться паковка (IPS PressVEST
Speed) восковой композиции
Производиться паковка (IPS PressVEST
Speed) восковой композиции
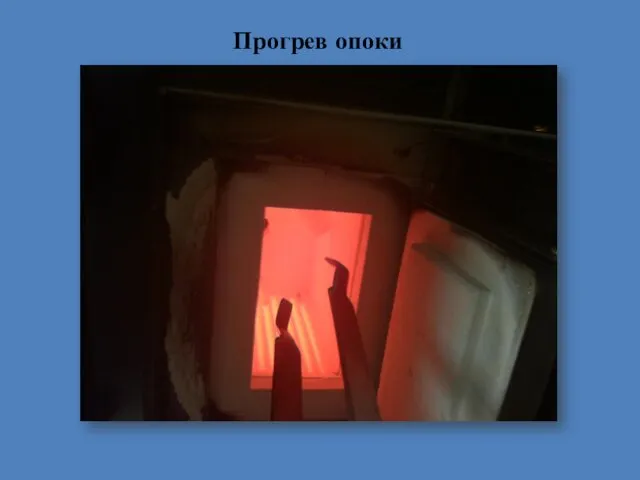
Прогрев опоки
Прогрев опоки

Прессование.
После окончания цикла прогрева опоки вынимаем ее из муфельной печи. На
Прессование. После окончания цикла прогрева опоки вынимаем ее из муфельной печи. На
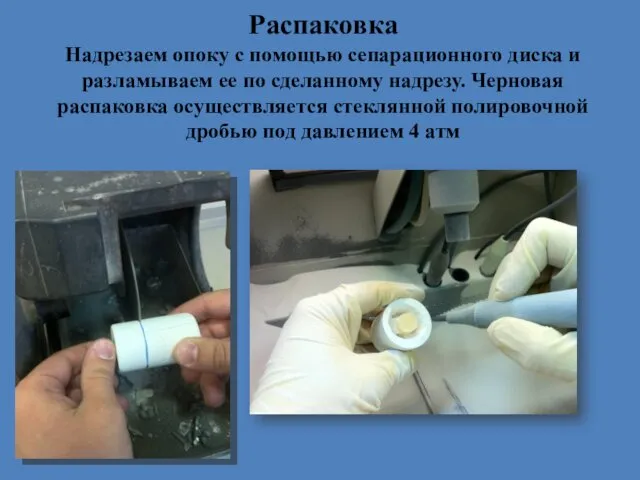
Распаковка
Надрезаем опоку с помощью сепарационного диска и разламываем ее по
Распаковка Надрезаем опоку с помощью сепарационного диска и разламываем ее по

После распаковки обрабатывается каркас мостовидного протеза и вкладки.
После распаковки обрабатывается каркас мостовидного протеза и вкладки.

Обработанный каркас
Обработанный каркас
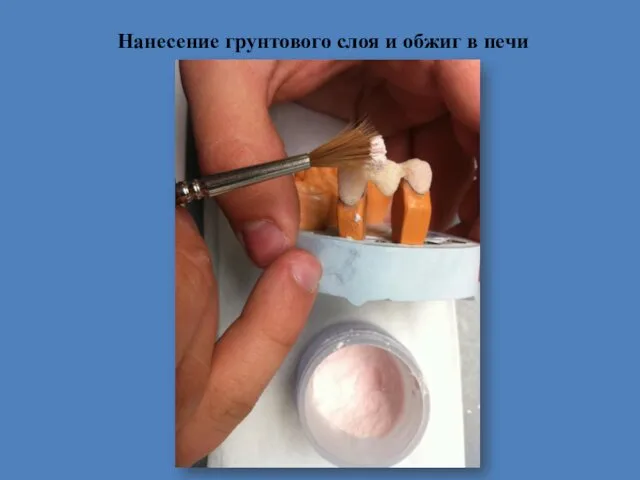
Нанесение грунтового слоя и обжиг в печи
Нанесение грунтового слоя и обжиг в печи

Нанесение дентина IPS e.max Ceram (моделируется полная форма будущего протеза) и
Нанесение дентина IPS e.max Ceram (моделируется полная форма будущего протеза) и

После обжига грунтового слоя и дентина наносим эмаль
После обжига грунтового слоя и дентина наносим эмаль
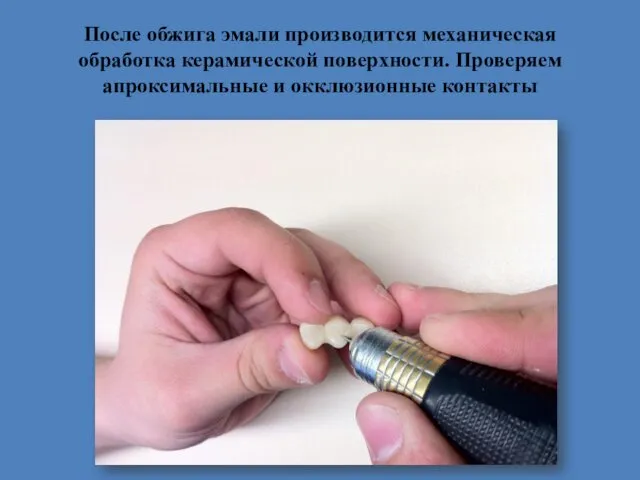
После обжига эмали производится механическая обработка керамической поверхности. Проверяем апроксимальные и
После обжига эмали производится механическая обработка керамической поверхности. Проверяем апроксимальные и

Придание индивидуальных особенностей и цвета искусственным зубам, проводим обжиг. Затем наносим
Придание индивидуальных особенностей и цвета искусственным зубам, проводим обжиг. Затем наносим

Полировка протеза
Полировка протеза

Так выглядит готовый прессованный керамический мостовидный протез и вкладка:
Так выглядит готовый прессованный керамический мостовидный протез и вкладка:


Преимущества данного вида протезов:
Высокие эстетические качества!
Быстрая адаптация пациента к данному виду
Преимущества данного вида протезов:
Высокие эстетические качества!
Быстрая адаптация пациента к данному виду
 Среднее арифметическое. Среднее значение величины
Среднее арифметическое. Среднее значение величины Теория управления
Теория управления Задание №9 ОГЭ. Обобщенный план варианта КИМ 2016 года для ГИА выпускников IХ классов по информатике и ИКТ
Задание №9 ОГЭ. Обобщенный план варианта КИМ 2016 года для ГИА выпускников IХ классов по информатике и ИКТ Пасха
Пасха Способы поверхностного упрочнения прокатных валков
Способы поверхностного упрочнения прокатных валков Номенклатура органических соединений
Номенклатура органических соединений Розробка інтегрованої автоматизованої системи управління виготовленням спирту з використанням хмарного середовища
Розробка інтегрованої автоматизованої системи управління виготовленням спирту з використанням хмарного середовища Проект Музей мяча. История, разновидности мяча, игры с мячом
Проект Музей мяча. История, разновидности мяча, игры с мячом Адаптивная физическая культура. Общие положения
Адаптивная физическая культура. Общие положения Чрезвычайные ситуации природного характера
Чрезвычайные ситуации природного характера Как запустить мейлинг с нулевым бюджетом
Как запустить мейлинг с нулевым бюджетом Открытое акционерное общество Холдинговая компания Якутуголь
Открытое акционерное общество Холдинговая компания Якутуголь Елді мекендердің су желісін төсеу
Елді мекендердің су желісін төсеу Презентация Музей истории села МОУ Лобанихинская СОШ
Презентация Музей истории села МОУ Лобанихинская СОШ Неопределенная форма глагола - инфинитив
Неопределенная форма глагола - инфинитив презентация педагогического проекта Учимся жить вместе
презентация педагогического проекта Учимся жить вместе Цифровой образовательный ресурс Социальное развитие детей дошкольного возраста (тест для педагогов дошкольных образовательных учреждений)
Цифровой образовательный ресурс Социальное развитие детей дошкольного возраста (тест для педагогов дошкольных образовательных учреждений) Сигнатурное комбо устройство MiVue™ i85
Сигнатурное комбо устройство MiVue™ i85 Судебная система в Российской Федерации
Судебная система в Российской Федерации Типы рыночных структур
Типы рыночных структур Ввод и редактирование текста
Ввод и редактирование текста Развитие познавательной активности у обучающихся средствами ИКТ в рамках ФГОС (на примере уроков географии)
Развитие познавательной активности у обучающихся средствами ИКТ в рамках ФГОС (на примере уроков географии) Цветы в нашей жизни. Диск
Цветы в нашей жизни. Диск Творческий проект Бисероплетение
Творческий проект Бисероплетение Добровольное медицинское страхование сотрудников ООО РДВ-СОФТ
Добровольное медицинское страхование сотрудников ООО РДВ-СОФТ Физминутка на движение Веселая зарядка
Физминутка на движение Веселая зарядка дифференциация гласных а я
дифференциация гласных а я Классный час .Тема 23 февраля - день защитника Отечества 1Б класс с творческими работами
Классный час .Тема 23 февраля - день защитника Отечества 1Б класс с творческими работами