- Prezentatsia_Itbaev

Содержание
- 2. Предприятие: 2 курс - ООО "Сургутское РСУ" Руководитель-Наставник: Ишков Николай Александрович 3 курс - ПАО «Сургутнефтегаз»
- 3. Цель работы: 1. Разработать технологический процесс сборки и сварки таврового соединения в нижнем положении. 2. По
- 4. В работе требуется решить следующие задачи: 1. Провести поиск и изучить необходимую информацию для разработки технологии
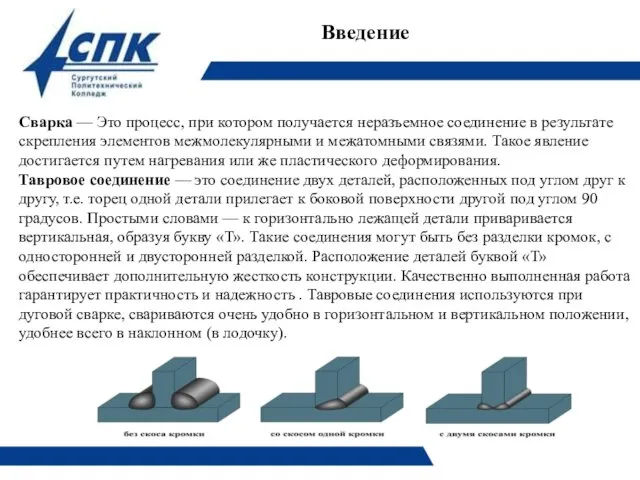
- 5. Введение Сварка — Это процесс, при котором получается неразъемное соединение в результате скрепления элементов межмолекулярными и
- 6. Организация рабочего места - сварочные кабели расположить, чтобы они не подвергались механическим повреждениям и действию высокой
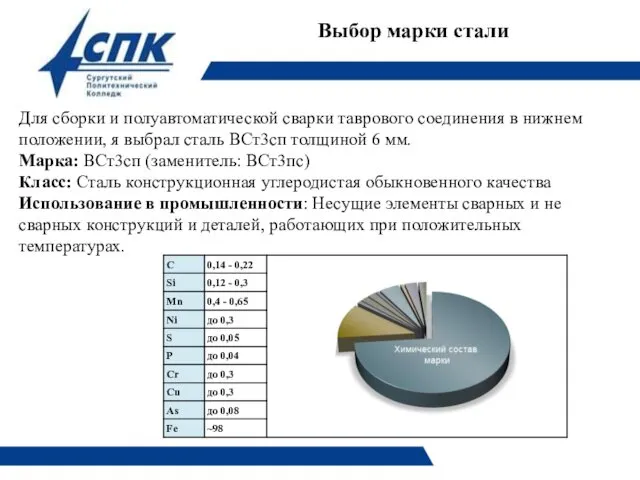
- 7. Выбор марки стали Для сборки и полуавтоматической сварки таврового соединения в нижнем положении, я выбрал сталь
- 8. Выбор сварочных материалов Для сборки и полуавтоматической сварки таврового соединения в нижнем положении, я выбрал сварочную
- 9. Выбор сварочного оборудования Для сборки и полуавтоматической сварки таврового соединения в нижнем положении, я выбрал полуавтомат
- 10. Режимы сварки. К параметрам режима сварки в углекислом газе относятся: род тока и полярность, диаметр электродной
- 11. Приспособления для сварки. При сборке и сварке полуавтоматической сваркой таврового соединения, очень удобными сборочно-сварочными устройствами являются
- 12. Технологический процесс сборки и сварки изделия Большую долю швов, выполняемых на практике сварщиком, составляют тавровые швы,
- 13. Технологическая карта
- 14. Технологическая карта
- 15. Дефекты сварных соединений Дефекты бывают нескольких видов - наружные и внутренние. Наружными являются дефекты, которые можно
- 16. Техника безопасности и средства защиты 1. К работе на сварочном полуавтомате допускаются лица не моложе 18
- 18. Скачать презентацию

Предприятие:
2 курс - ООО "Сургутское РСУ"
Руководитель-Наставник: Ишков Николай Александрович
3 курс
Предприятие:
2 курс - ООО "Сургутское РСУ"
Руководитель-Наставник: Ишков Николай Александрович
3 курс
Цель работы:
1. Разработать технологический процесс сборки и сварки таврового соединения в
Цель работы:
1. Разработать технологический процесс сборки и сварки таврового соединения в
В работе требуется решить следующие задачи:
1. Провести поиск и изучить
В работе требуется решить следующие задачи:
1. Провести поиск и изучить
Введение
Сварка — Это процесс, при котором получается неразъемное соединение в результате скрепления
Введение
Сварка — Это процесс, при котором получается неразъемное соединение в результате скрепления

Организация рабочего места
- сварочные кабели расположить, чтобы они не подвергались механическим
Организация рабочего места
- сварочные кабели расположить, чтобы они не подвергались механическим
Выбор марки стали
Для сборки и полуавтоматической сварки таврового соединения в нижнем
Выбор марки стали
Для сборки и полуавтоматической сварки таврового соединения в нижнем

Выбор сварочных материалов
Для сборки и полуавтоматической сварки таврового соединения в нижнем
Выбор сварочных материалов
Для сборки и полуавтоматической сварки таврового соединения в нижнем

Выбор сварочного оборудования
Для сборки и полуавтоматической сварки таврового соединения в нижнем
Выбор сварочного оборудования
Для сборки и полуавтоматической сварки таврового соединения в нижнем

Режимы сварки.
К параметрам режима сварки в углекислом газе относятся: род тока
Режимы сварки.
К параметрам режима сварки в углекислом газе относятся: род тока

Приспособления для сварки.
При сборке и сварке полуавтоматической сваркой таврового соединения, очень
Приспособления для сварки.
При сборке и сварке полуавтоматической сваркой таврового соединения, очень

Технологический процесс
сборки и сварки изделия
Большую долю швов, выполняемых на практике
Технологический процесс
сборки и сварки изделия
Большую долю швов, выполняемых на практике

Технологическая карта
Технологическая карта

Технологическая карта
Технологическая карта
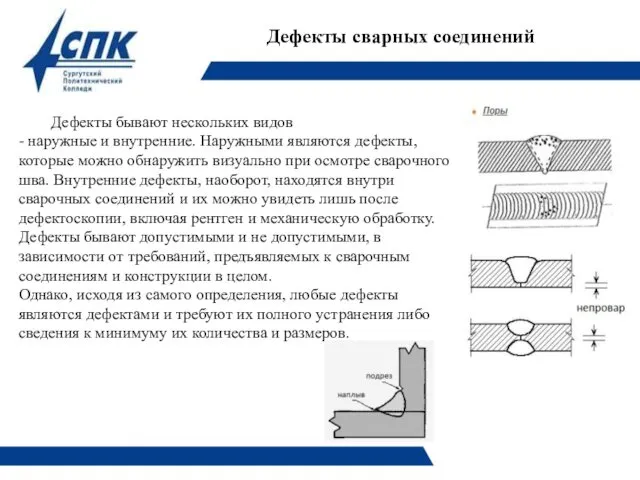
Дефекты сварных соединений
Дефекты бывают нескольких видов - наружные и внутренние. Наружными являются дефекты, которые
Дефекты сварных соединений
Дефекты бывают нескольких видов - наружные и внутренние. Наружными являются дефекты, которые

Техника безопасности и средства защиты
1. К работе на сварочном полуавтомате допускаются
Техника безопасности и средства защиты
1. К работе на сварочном полуавтомате допускаются
 Архітектура та образотворче мистецтво в 16ст - першої половини 17 століття
Архітектура та образотворче мистецтво в 16ст - першої половини 17 століття Образы песен зарубежных композиторов
Образы песен зарубежных композиторов Единица измерения. Содержательный и алфавитный подход к измерению информации
Единица измерения. Содержательный и алфавитный подход к измерению информации Продуктивные качества свиней
Продуктивные качества свиней Математический КВН для 9 классов
Математический КВН для 9 классов Мастер класс. Изонить.
Мастер класс. Изонить. Страна волшебных ножниц
Страна волшебных ножниц Болезни хрусталика
Болезни хрусталика Основы Java 2
Основы Java 2 Сельское хозяйство. Растениеводство
Сельское хозяйство. Растениеводство Командная работа
Командная работа 09Презентация Традиции и воспитание казаков -2 часть
09Презентация Традиции и воспитание казаков -2 часть Матрешка - душа России
Матрешка - душа России Административный процесс
Административный процесс Универсальные учебные действия. Презентация для воспитателей.
Универсальные учебные действия. Презентация для воспитателей. Судебная фотография и видеозапись. Камера-обскура
Судебная фотография и видеозапись. Камера-обскура Урок-игра по теме Металлы
Урок-игра по теме Металлы Оценка качества питьевой воды. 7 класс
Оценка качества питьевой воды. 7 класс Единая государственная система предупреждения и ликвидации чрезвычайных ситуаций (РСЧС). Гражданская оборона РФ
Единая государственная система предупреждения и ликвидации чрезвычайных ситуаций (РСЧС). Гражданская оборона РФ Оптика движущихся тел. Эффект Доплера. Эффект Вавилова-Черенкова
Оптика движущихся тел. Эффект Доплера. Эффект Вавилова-Черенкова Центр образования при Храме Кирилла и Марии
Центр образования при Храме Кирилла и Марии Современные проблемы охраны окружающей среды в Тульской области
Современные проблемы охраны окружающей среды в Тульской области Система функциональных стилей современного русского языка. Тема 2
Система функциональных стилей современного русского языка. Тема 2 Итоговое повторение. Устный счёт. 1 класс
Итоговое повторение. Устный счёт. 1 класс Титан. 8 класс
Титан. 8 класс Питание и здоровье
Питание и здоровье Градусная и радианная мера угла
Градусная и радианная мера угла Харчова промисловість України
Харчова промисловість України