- Прихватка деталей. Сборочные операции

Содержание
- 2. Сборочные операции Сборочная операция имеет цель - обеспечить правильное взаимное расположение и закрепление деталей собираемого сварного
- 4. Прихватка — это процесс закрепления деталей при сборке под сварку при помощи коротких сварных швов, называемых
- 5. Прихватки Надежное закрепление Фиксация взаимного расположения деталей Короткий сварной шов
- 6. Прихватки Размеры и расположение прихваток задают не только из условий прочности и жесткости, но и с
- 7. прихватки помогают Избежать смещения Снизить деформации (коробление деталей) Увеличить жесткость сварного узла Сохранить постоянный зазор
- 8. собираются детали на прихватках На весу В специальных приспособлениях
- 9. Число прихваток должно быть минимальным , но достаточным для надежного закрепления.
- 10. Прихватки должны быть проконтролированы (тщательно осмотрены после очистки) На соответствие размеров На наличие дефектов.
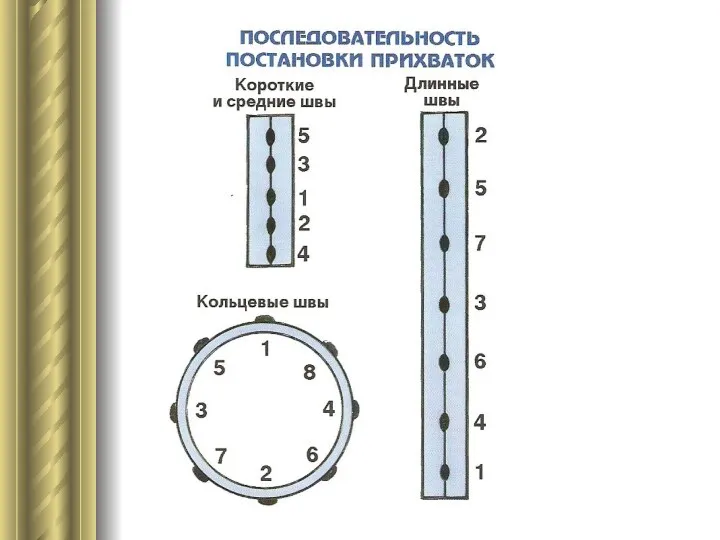
- 11. Прихватки должны располагаться равномерно по всей длине соединения В строго определенной последовательности.
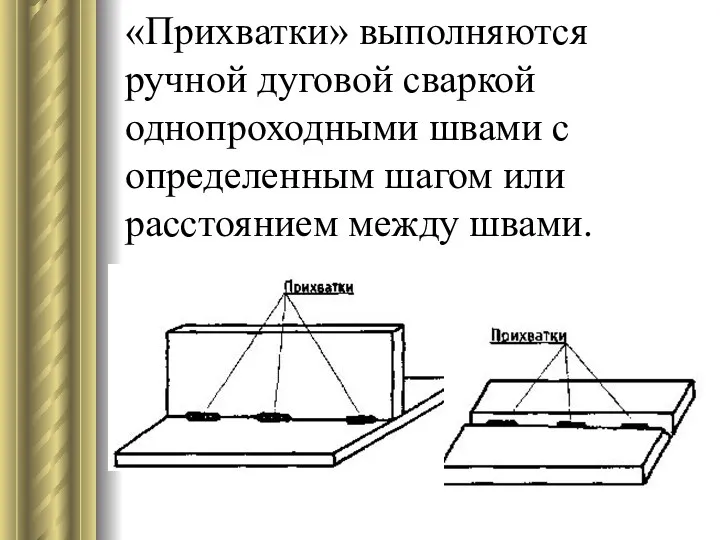
- 12. «Прихватки» выполняются ручной дуговой сваркой однопроходными швами с определенным шагом или расстоянием между швами.
- 14. Длина прихваточных швов зависит от протяженности соединения. Наиболее часто применяются прихватки длиной от 10 до 60
- 15. Сосчитайте размеры прихваток если s=3 (толщина детали) Высота прихватки? Длина прихватки? Расстояние между прихватками?
- 17. Прихватки, длиной для закрепления при сборке деталей из тонколистовой стали толщиной до 3 мм ( для
- 19. Прихватки могут быть: удаляемыми или временными неудаляемыми или остающимися.
- 20. Удаляемые прихватки это короткие сварные швы, которые используются только для закрепления деталей при сборке и подлежат
- 21. Неудаляемые (остающиеся) прихватки это короткие швы, которые служат не только для закрепления деталей при сборке, но
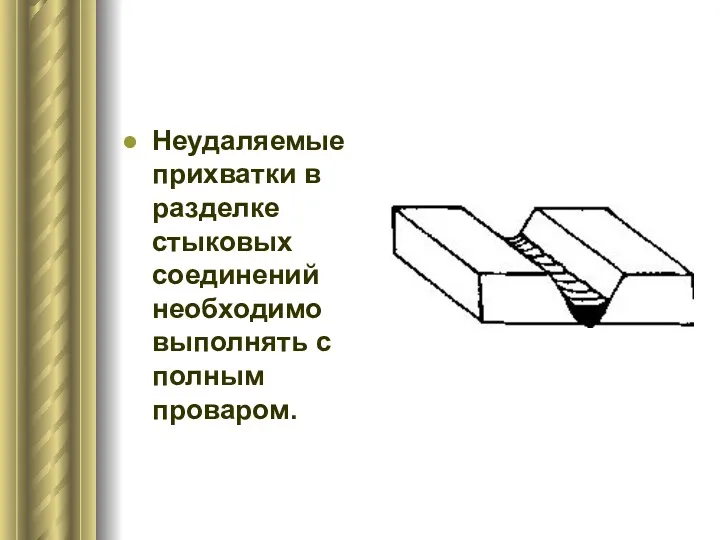
- 22. Неудаляемые прихватки в разделке стыковых соединений необходимо выполнять с полным проваром.
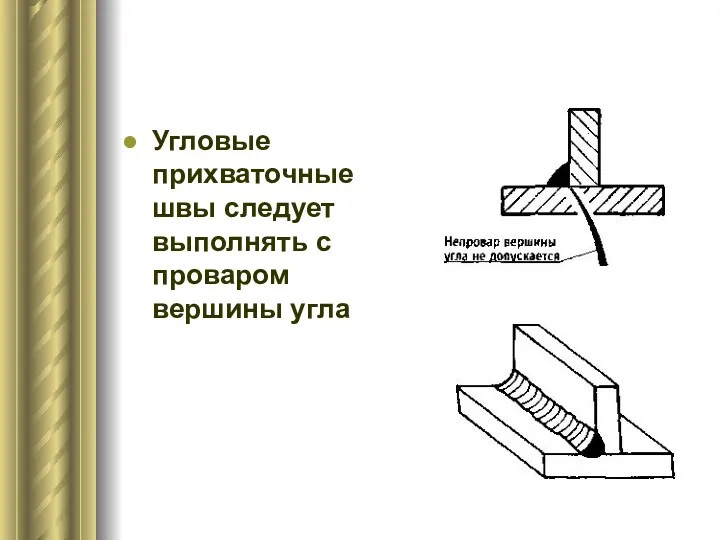
- 23. Угловые прихваточные швы следует выполнять с проваром вершины угла
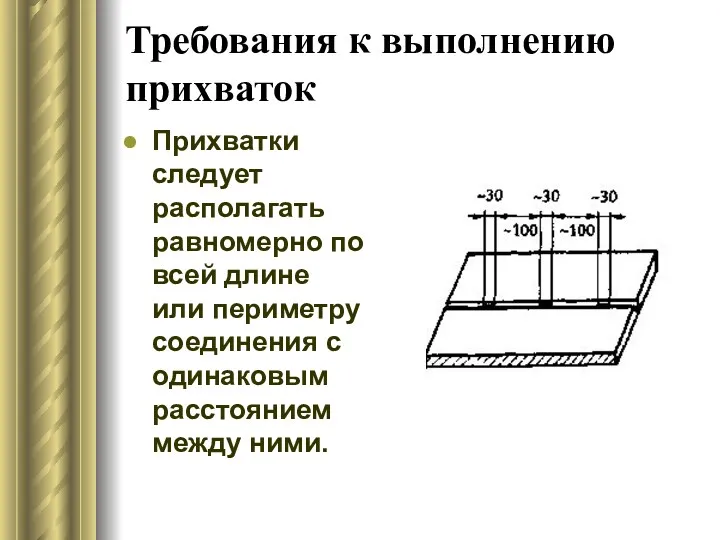
- 24. Требования к выполнению прихваток Прихватки следует располагать равномерно по всей длине или периметру соединения с одинаковым
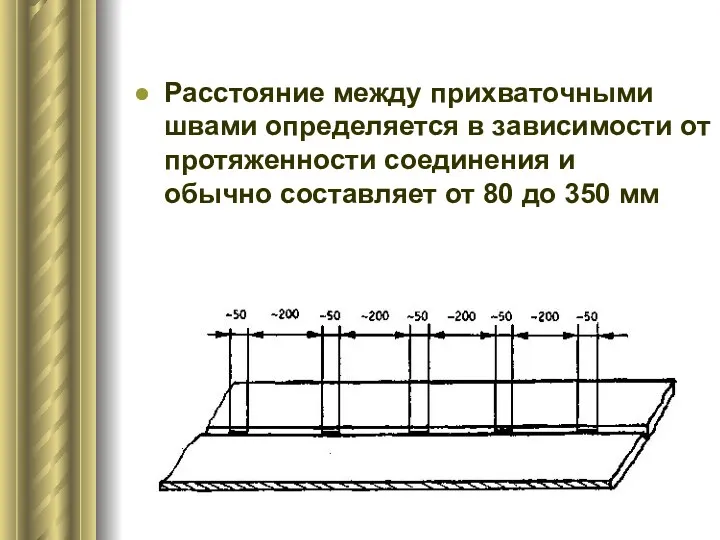
- 25. Расстояние между прихваточными швами определяется в зависимости от протяженности соединения и обычно составляет от 80 до
- 26. Прихватки стыковых соединений без разделки кромок с толщиной металла > 4 мм выполняют узкими однопроходными швами,
- 27. Высота швов прихваток, накладываемых в разделку, зависит от толщины свариваемого металла и обычно составляет (0,5-0,7)б, но
- 28. Закрепление деталей с толщиной металла
- 29. Прихватку стыковых соединений при наличии повышенных и неравномерных зазоров следует производить уширенными швами: b = (2...3)dэ;
- 30. Прихватки тавровых, угловых и нахлесточных соединений выполняют короткими угловыми швами: катет (К) прихваточного углового шва должен
- 31. При выполнении узла из нескольких деталей не рекомендуется ставить прихватки в местах пересечения швов. Прихватка осуществляется
- 32. Выбор диаметра электрода для прихватки в зависимости от толщины свариваемого металла
- 33. Определение величины сварочного тока для прихватки деталей в нижнем положении
- 34. Техника наложения точечных прихваток Первый способ. Зажгите дугу и держите ее на одном месте до естественного
- 35. Второй способ. Зажгите дугу и удерживайте ее на одном месте с осевой подачей электрода в точку
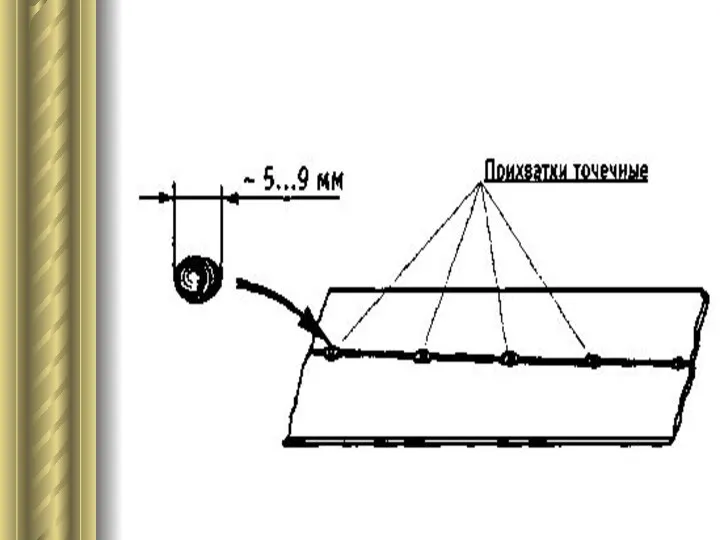
- 36. Третий способ. Зажгите дугу и сделайте небольшое поступательное перемещение электрода на длину ~ 3—9 мм. Погасите
- 37. Требования к прихваткам Электроды той же марки что и для сварки те же режимы, dэ более
- 38. Прихватки Удаляемые или временные Только для закрепления Ставят обычно со стороны обратной началу сварки Удаляют при
- 39. Контрольные вопросы 1. Прихватка — это короткий сварной шов длиной: а) от 10 до 30 мм;
- 40. 2. Точечная прихватка — это короткий сварной шов ДЛИНОЙ: а) до 4 мм; б) менее 10
- 41. 3. Прихватка — это короткий сварной шов, выполняемый: а) в один проход; б) в два прохода;
- 42. 4. Ширина узкого прихваточного шва должна быть равна: а) 1—2dэ; б) 2-3 dэ; в) 0,5-1,5 dэ
- 43. 5. Ширина прихватки, выполняемой с поперечными колебаниями, в стыковом соединении с равномерным зазором, не должна быть
- 44. 6. Ширина прихваточного шва при наличии повышенных и неравномерных зазоров не должна превышать: а) 1 dэ;
- 45. 7. Выберите длину шва (1ш) для прихватки стыкового соединения из пластин, толщиной 4 мм, длиной 600
- 46. 8. Выберите размер катета (К) углового шва для прихватки соединения, изображенного на рисунке. а) К 2,0;
- 47. 9. Какой диапазон сварочного тока следует использовать для прихватки электродом Ø 4 мм: а) 90...110А; б)
- 48. 10. как должны ставиться прихватки при соединении труб: а) последовательно по кругу; б) в диагонально-противоположном направлении;
- 50. Скачать презентацию
Сборочные операции
Сборочная операция имеет цель - обеспечить правильное взаимное расположение и
Сборочные операции
Сборочная операция имеет цель - обеспечить правильное взаимное расположение и
Прихватка
— это процесс закрепления деталей при сборке под сварку при помощи
Прихватка
— это процесс закрепления деталей при сборке под сварку при помощи
Прихватки
Надежное закрепление
Фиксация взаимного расположения деталей
Короткий сварной шов
Прихватки
Надежное закрепление
Фиксация взаимного расположения деталей
Короткий сварной шов
Прихватки
Размеры и расположение прихваток задают не только из условий прочности и
Прихватки
Размеры и расположение прихваток задают не только из условий прочности и
прихватки помогают
Избежать смещения
Снизить деформации (коробление деталей)
Увеличить жесткость сварного узла
Сохранить постоянный зазор
прихватки помогают
Избежать смещения
Снизить деформации (коробление деталей)
Увеличить жесткость сварного узла
Сохранить постоянный зазор
собираются детали на прихватках
На весу
В специальных приспособлениях
собираются детали на прихватках
На весу
В специальных приспособлениях
Число прихваток должно быть минимальным , но достаточным для надежного закрепления.
Число прихваток должно быть минимальным , но достаточным для надежного закрепления.
Прихватки должны быть проконтролированы (тщательно осмотрены после очистки)
На соответствие размеров
На наличие
На соответствие размеров
На наличие
Прихватки
должны располагаться равномерно по всей длине соединения
В строго определенной последовательности.
Прихватки
должны располагаться равномерно по всей длине соединения
В строго определенной последовательности.
«Прихватки» выполняются ручной дуговой сваркой
однопроходными швами с определенным шагом или расстоянием
«Прихватки» выполняются ручной дуговой сваркой однопроходными швами с определенным шагом или расстоянием
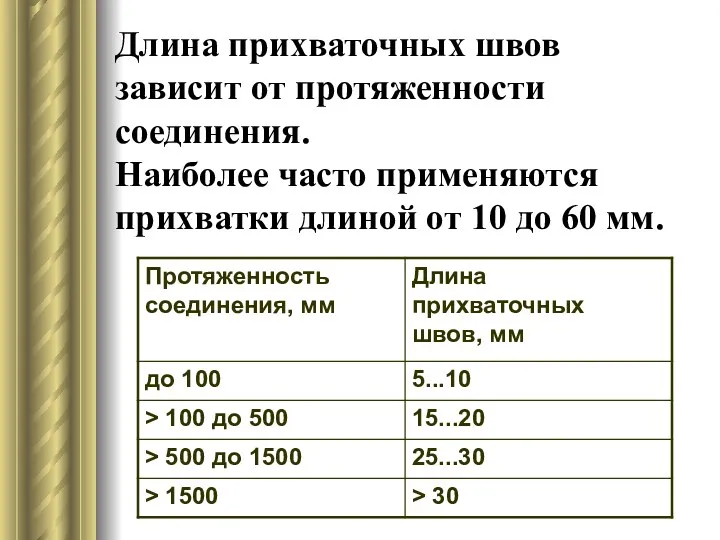
Длина прихваточных швов зависит от протяженности
соединения.
Наиболее часто применяются прихватки длиной
Длина прихваточных швов зависит от протяженности соединения. Наиболее часто применяются прихватки длиной
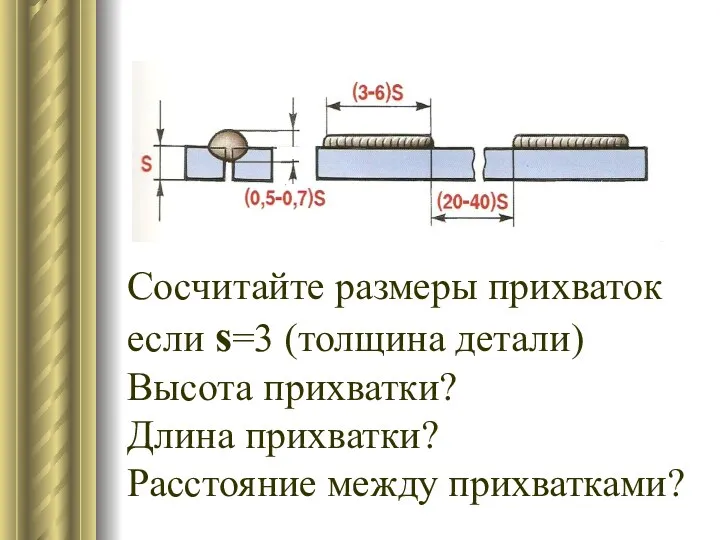
Сосчитайте размеры прихваток если s=3 (толщина детали)
Высота прихватки?
Длина прихватки?
Расстояние между
Сосчитайте размеры прихваток если s=3 (толщина детали)
Высота прихватки?
Длина прихватки?
Расстояние между
Прихватки, длиной < 10 мм (точечные) применяют:
для закрепления при сборке деталей
Прихватки, длиной < 10 мм (точечные) применяют:
для закрепления при сборке деталей
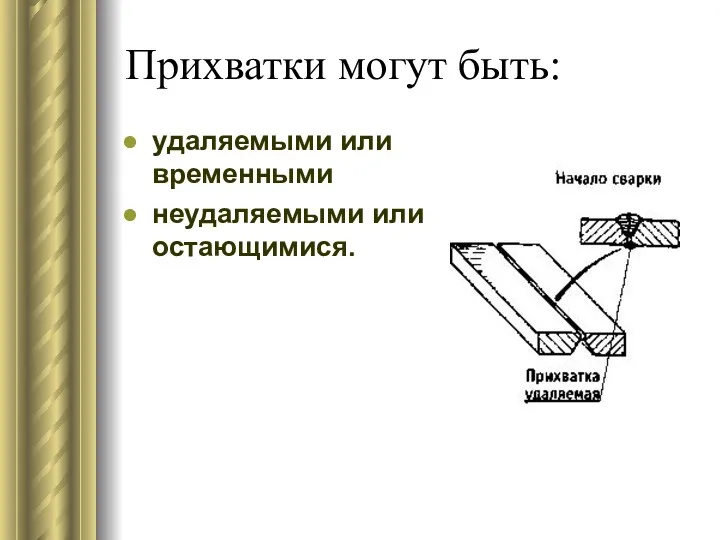
Прихватки могут быть:
удаляемыми или временными
неудаляемыми или остающимися.
Прихватки могут быть:
удаляемыми или временными
неудаляемыми или остающимися.
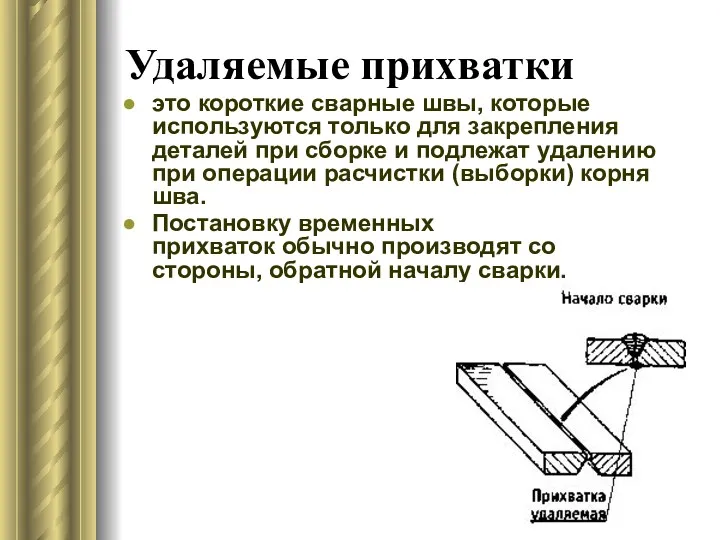
Удаляемые прихватки
это короткие сварные швы, которые используются только для закрепления
Удаляемые прихватки
это короткие сварные швы, которые используются только для закрепления
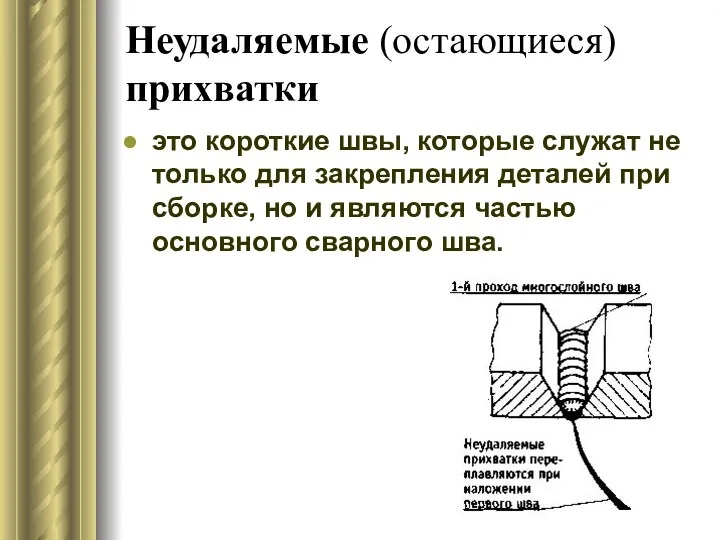
Неудаляемые (остающиеся) прихватки
это короткие швы, которые служат не только для
Неудаляемые (остающиеся) прихватки
это короткие швы, которые служат не только для
Неудаляемые прихватки в
разделке стыковых соединений
необходимо выполнять с полным
проваром.
Неудаляемые прихватки в
разделке стыковых соединений
необходимо выполнять с полным
проваром.
Угловые прихваточные швы следует выполнять с
проваром вершины угла
Угловые прихваточные швы следует выполнять с
проваром вершины угла
Требования к выполнению прихваток
Прихватки следует располагать равномерно по всей длине
или периметру
Требования к выполнению прихваток
Прихватки следует располагать равномерно по всей длине или периметру
Расстояние между прихваточными швами определяется в зависимости от протяженности соединения и
обычно
Расстояние между прихваточными швами определяется в зависимости от протяженности соединения и обычно
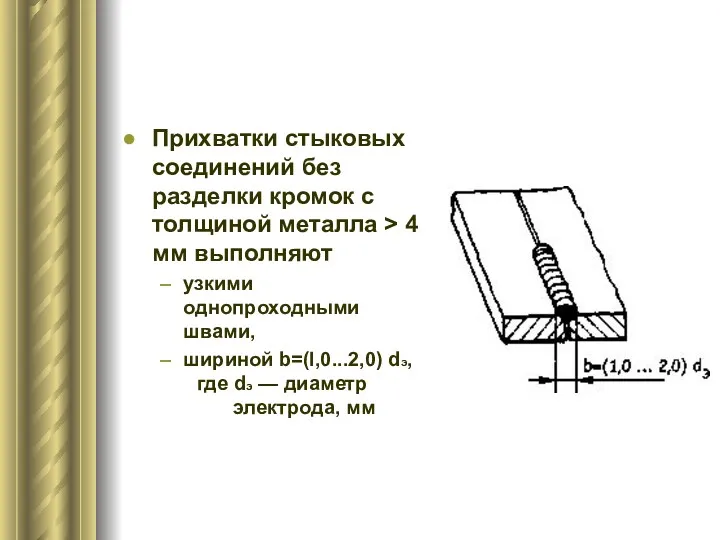
Прихватки стыковых соединений без разделки кромок с
толщиной металла > 4 мм
Прихватки стыковых соединений без разделки кромок с толщиной металла > 4 мм
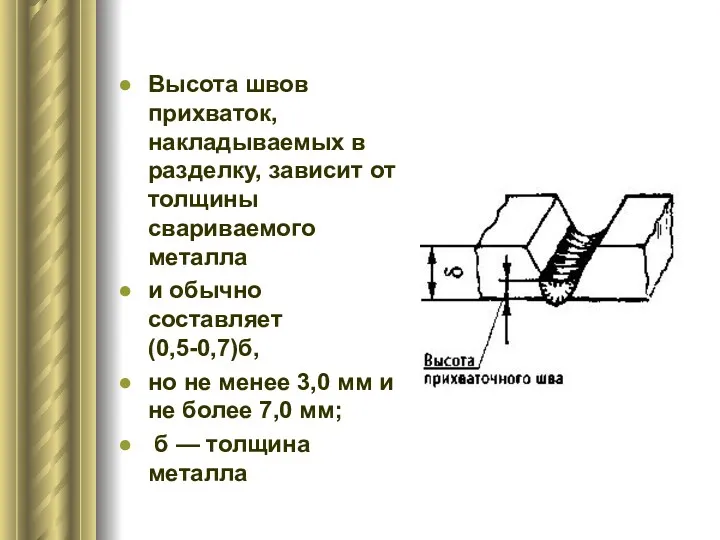
Высота швов прихваток,
накладываемых в разделку, зависит от толщины свариваемого
металла
и обычно
Высота швов прихваток,
накладываемых в разделку, зависит от толщины свариваемого
металла
и обычно
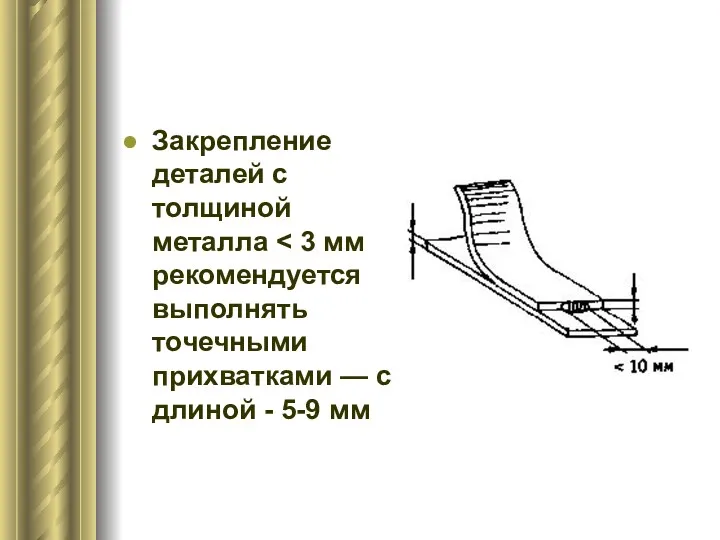
Закрепление деталей с толщиной металла < 3 мм рекомендуется выполнять точечными
Закрепление деталей с толщиной металла < 3 мм рекомендуется выполнять точечными
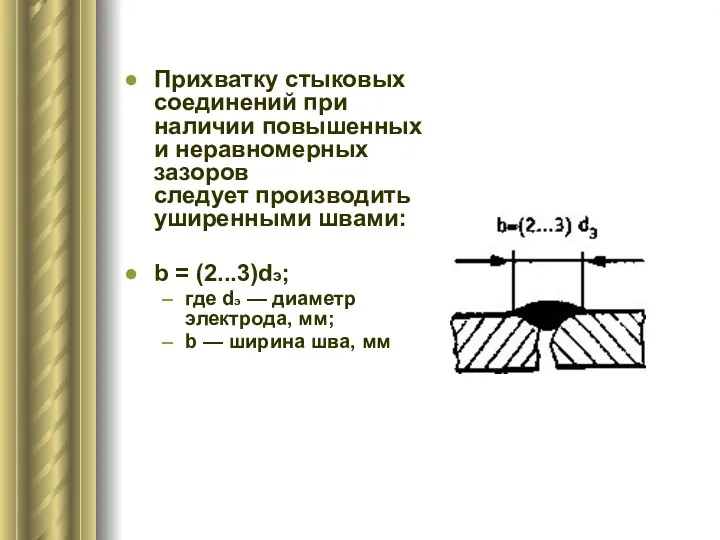
Прихватку стыковых соединений при наличии повышенных и неравномерных зазоров
следует производить уширенными
Прихватку стыковых соединений при наличии повышенных и неравномерных зазоров следует производить уширенными
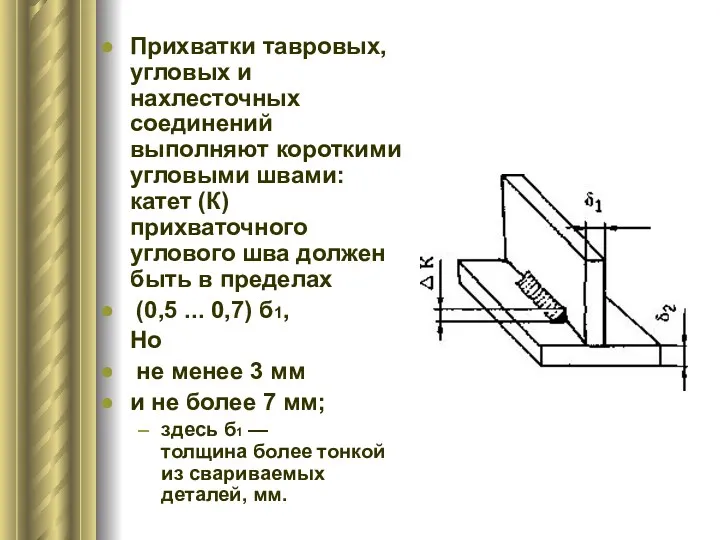
Прихватки тавровых, угловых и нахлесточных соединений
выполняют короткими угловыми швами: катет (К)
Прихватки тавровых, угловых и нахлесточных соединений выполняют короткими угловыми швами: катет (К)
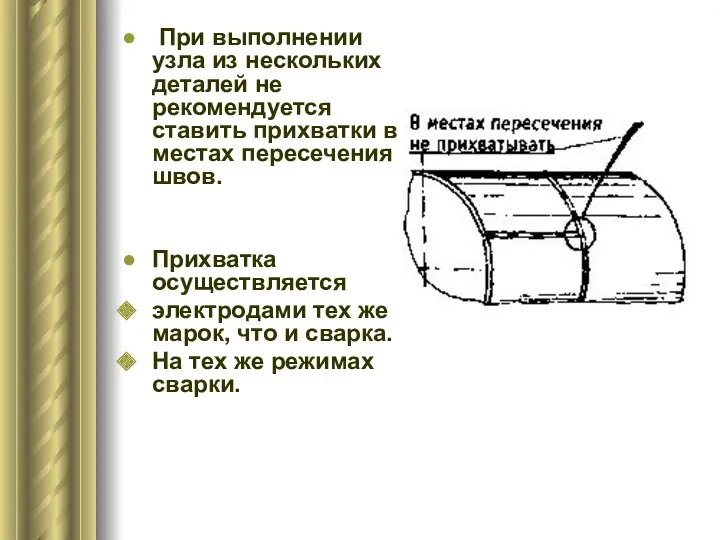
При выполнении узла из нескольких деталей не рекомендуется ставить прихватки
При выполнении узла из нескольких деталей не рекомендуется ставить прихватки
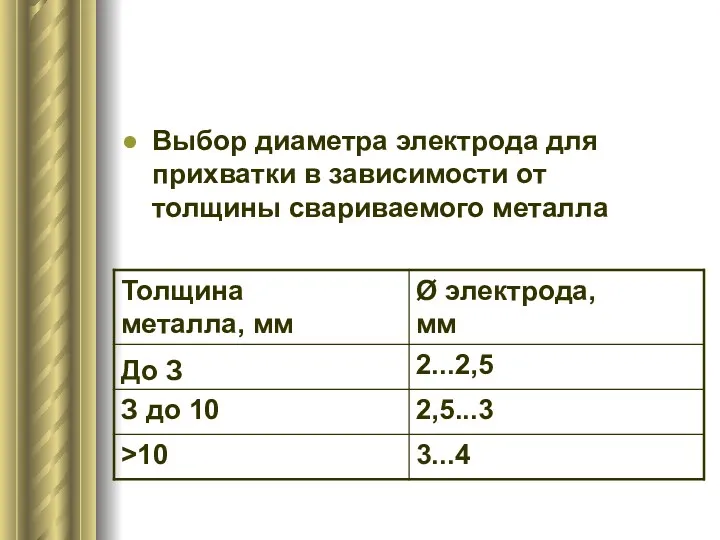
Выбор диаметра электрода для прихватки в зависимости от
толщины свариваемого металла
Выбор диаметра электрода для прихватки в зависимости от
толщины свариваемого металла
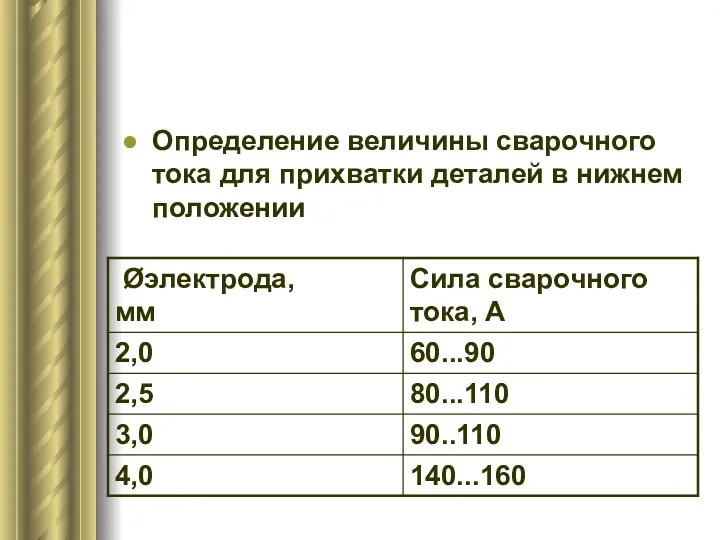
Определение величины сварочного тока для прихватки деталей в нижнем положении
Определение величины сварочного тока для прихватки деталей в нижнем положении
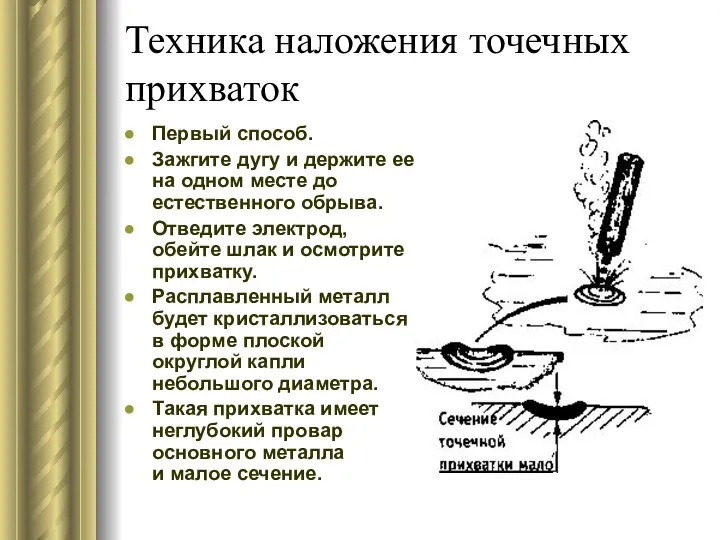
Техника наложения точечных прихваток
Первый способ.
Зажгите дугу и держите ее на
Техника наложения точечных прихваток
Первый способ.
Зажгите дугу и держите ее на
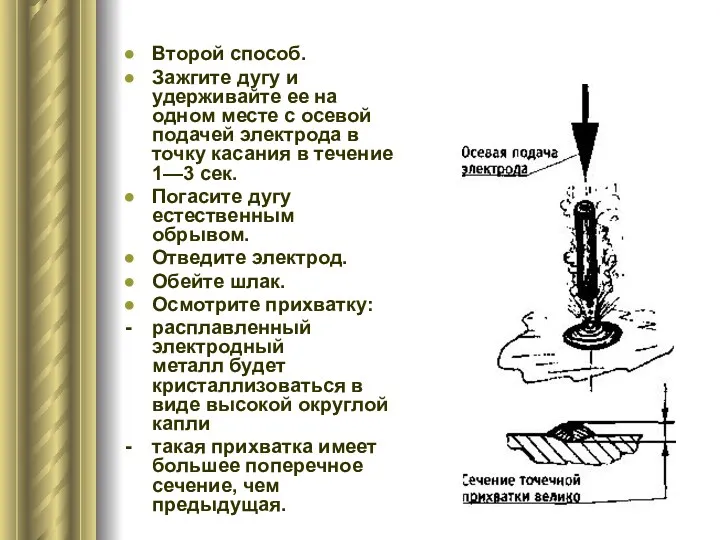
Второй способ.
Зажгите дугу и удерживайте ее на одном месте с осевой
Второй способ.
Зажгите дугу и удерживайте ее на одном месте с осевой
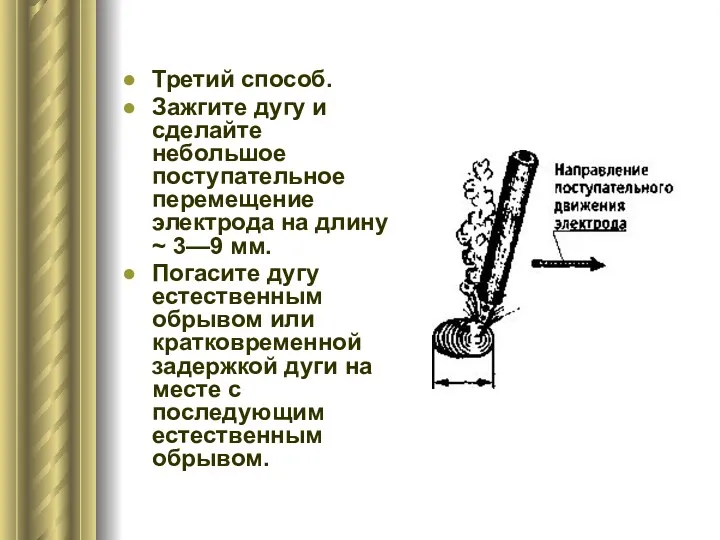
Третий способ.
Зажгите дугу и сделайте небольшое поступательное перемещение
электрода на длину ~
Третий способ.
Зажгите дугу и сделайте небольшое поступательное перемещение
электрода на длину ~
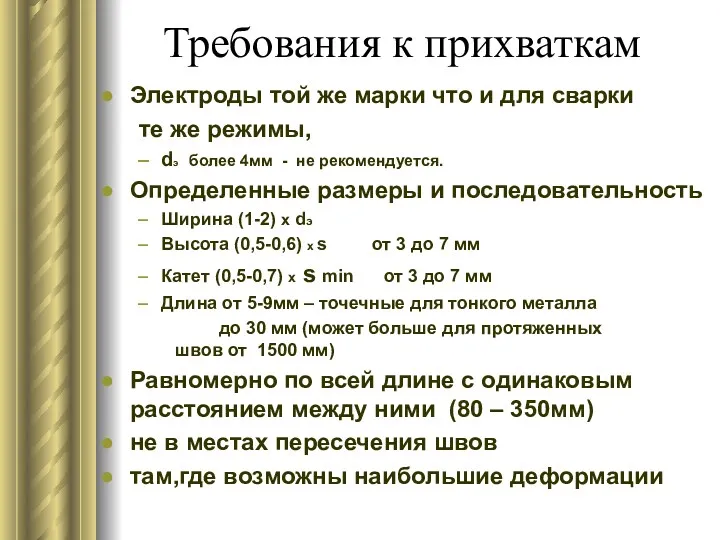
Требования к прихваткам
Электроды той же марки что и для сварки
те
Требования к прихваткам
Электроды той же марки что и для сварки
те
Прихватки
Удаляемые или временные
Только для закрепления
Ставят обычно со стороны обратной началу
Прихватки
Удаляемые или временные
Только для закрепления
Ставят обычно со стороны обратной началу
Контрольные вопросы
1. Прихватка — это короткий сварной шов длиной:
а) от 10 до 30
Контрольные вопросы
1. Прихватка — это короткий сварной шов длиной:
а) от 10 до 30
2. Точечная прихватка — это короткий сварной шов ДЛИНОЙ:
а) до 4 мм;
б) менее 10
2. Точечная прихватка — это короткий сварной шов ДЛИНОЙ:
а) до 4 мм;
б) менее 10
3. Прихватка — это короткий сварной шов, выполняемый:
а) в один проход;
б) в два
3. Прихватка — это короткий сварной шов, выполняемый:
а) в один проход;
б) в два
4. Ширина узкого прихваточного шва должна быть равна:
а) 1—2dэ;
б) 2-3 dэ;
в) 0,5-1,5 dэ
4. Ширина узкого прихваточного шва должна быть равна:
а) 1—2dэ;
б) 2-3 dэ;
в) 0,5-1,5 dэ
5. Ширина прихватки, выполняемой с поперечными колебаниями, в стыковом соединении с равномерным
5. Ширина прихватки, выполняемой с поперечными колебаниями, в стыковом соединении с равномерным
6. Ширина прихваточного шва при наличии повышенных и неравномерных зазоров не должна
6. Ширина прихваточного шва при наличии повышенных и неравномерных зазоров не должна
7. Выберите длину шва (1ш) для
прихватки стыкового соединения
из пластин, толщиной 4 мм,
7. Выберите длину шва (1ш) для прихватки стыкового соединения из пластин, толщиной 4 мм,
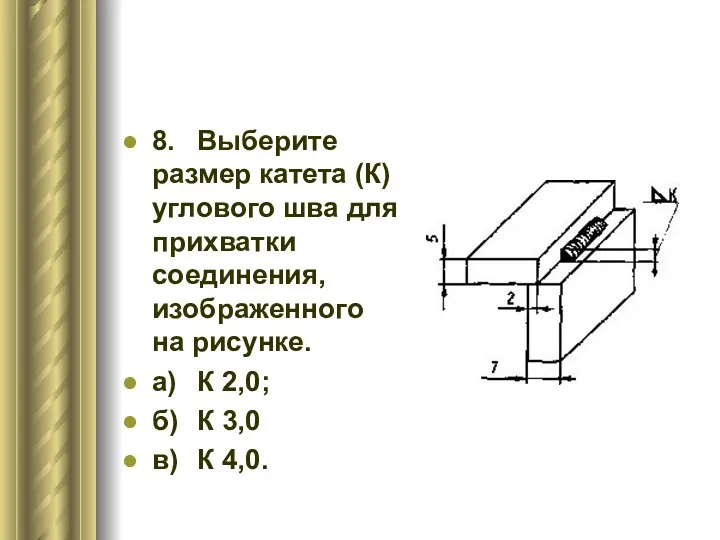
8. Выберите размер катета (К)
углового шва для прихватки соединения, изображенного на рисунке.
а) К
8. Выберите размер катета (К)
углового шва для прихватки соединения, изображенного на рисунке.
а) К
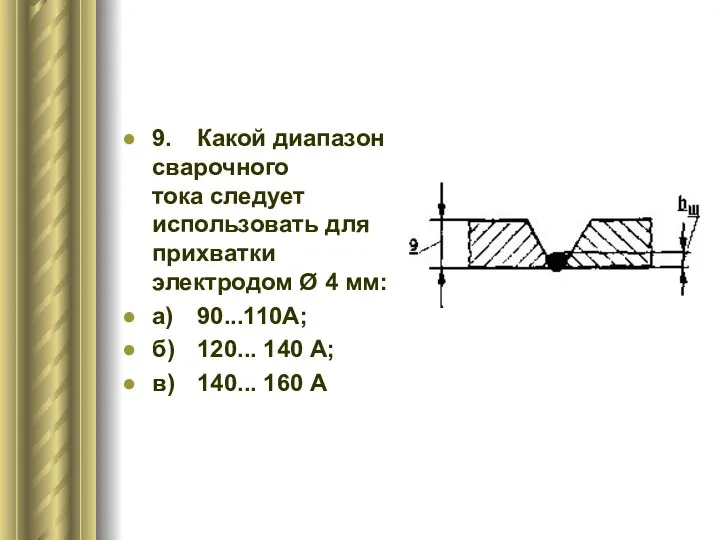
9. Какой диапазон сварочного
тока следует использовать для
прихватки электродом Ø 4 мм:
а) 90...110А;
б) 120... 140
9. Какой диапазон сварочного
тока следует использовать для
прихватки электродом Ø 4 мм:
а) 90...110А;
б) 120... 140
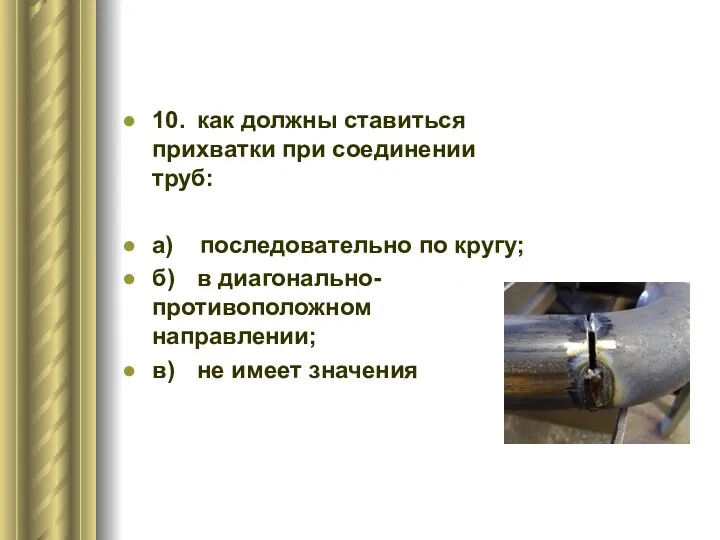
10. как должны ставиться прихватки при соединении труб:
а) последовательно по кругу;
б) в диагонально-противоположном
10. как должны ставиться прихватки при соединении труб:
а) последовательно по кругу;
б) в диагонально-противоположном
 Презентация к внеклассному мероприятию Изготовление поделки РАДУГА
Презентация к внеклассному мероприятию Изготовление поделки РАДУГА Экономический рост. Макроэкономика. Тема 8
Экономический рост. Макроэкономика. Тема 8 Past Simple. Простое прошедшее время
Past Simple. Простое прошедшее время Выбор профессии
Выбор профессии Сельскохозяйственные машины для прикатывания почвы
Сельскохозяйственные машины для прикатывания почвы Иконопись
Иконопись Минем гаиләм темасына презентация
Минем гаиләм темасына презентация Проводники и диэлектрики в электрическом поле
Проводники и диэлектрики в электрическом поле Национальный проект Здравоохранение
Национальный проект Здравоохранение Юмор в рассказах А.П.Чехова (5 класс)
Юмор в рассказах А.П.Чехова (5 класс) Методика организации и проведения государственно правовой подготовки в подразделении (тема 8)
Методика организации и проведения государственно правовой подготовки в подразделении (тема 8) Катаболизм глюкозы
Катаболизм глюкозы Дети и джаз
Дети и джаз Наука. Основные особенности научного мышления. Естественные и социально-гуманитарные науки
Наука. Основные особенности научного мышления. Естественные и социально-гуманитарные науки Историческая игра От XVII века до наших дней
Историческая игра От XVII века до наших дней Оперативный ток
Оперативный ток Биологическое действие радиации
Биологическое действие радиации Контент-анализ печатных периодических изданий. Исследование общественного мнения
Контент-анализ печатных периодических изданий. Исследование общественного мнения Датчики расстояния и наклона. Учим Майло видеть. Конструктор
Датчики расстояния и наклона. Учим Майло видеть. Конструктор Использование многослойных лоскутов при восстановительной хирургии в ЧЛО. Принципы микрососудистой хирургии в ЧЛО
Использование многослойных лоскутов при восстановительной хирургии в ЧЛО. Принципы микрососудистой хирургии в ЧЛО Основные правила русской орфографии. Часть 1
Основные правила русской орфографии. Часть 1 Параллельные прямые. Решение задач. Тест
Параллельные прямые. Решение задач. Тест Этапы урока. Методика преподавания иностранного языка
Этапы урока. Методика преподавания иностранного языка Сборка игрушки из помпонов
Сборка игрушки из помпонов Обучение чтению как средство формирования смежных речевых навыков и умений
Обучение чтению как средство формирования смежных речевых навыков и умений Либеральные реформы 60-70 годов XIX века
Либеральные реформы 60-70 годов XIX века Первая помощь при острых психических расстройствах и стрессе в условиях чрезвычайных ситуаций
Первая помощь при острых психических расстройствах и стрессе в условиях чрезвычайных ситуаций Города воинской славы!
Города воинской славы!