- Применение лакокрасочных покрытий в авторемонтном производстве

Содержание
- 2. Для защиты деталей автомобиля от раз-рушения из-за атмосферных воздей-ствий и придания им декоративного вида применяют различные
- 3. Лакокрасочные материалы — это жидкие составы, которые после нанесения их на поверхность детали тонким слоем и
- 4. Для образования прочного сцепления пленки с поверхностью детали необходимо обеспечить смачиваемость и адгезию. Адгезия - это
- 5. Эксплуатационная надежность лакокрасочных покрытий зависит от растрескивания пленки из-за различных коэффициентов теплового расширения материалов покрытия и
- 6. Основные компоненты лакокрасочных материалов — это пленкообразующие, пигменты, растворители. Лакокрасочные материалы состоят из многих компонентов, важнейшими
- 7. В качестве пленкообразующих используют преимущественно синтетические (искусственные) смолы, растительные масла, битумы, эфиры и др. Они служат
- 8. Пигменты — это цветные порошкообразные вещества, не растворяющиеся в растворителях и образовывающие с пленкообразующими защитные или
- 9. Растворители — летучие жидкости, способные растворять пленкообразующие. Служат для придания лакокрасочным покрытиям необходимой вязкости, растекаемости, улучшения
- 10. В зависимости от основных пленкообразующих, входящих в их состав, все лакокрасочные материалы разделены на следующие группы:
- 11. Определяет название материала полным словом: грунтовка, шпатлевка, эмаль и т. п. Обозначает буквами состав пленкообразующего вещества:
- 12. Для лакокрасочных материалов, которые не содержат в своем составе органических растворителей (водоразбавляемые, порошковые, водоэмульсионные), после наименования
- 13. Грунтовки — это пигментированные растворы пленкообразующих веществ в органических растворителях. Грунтовки применяют в качестве первого слоя,
- 14. Шпатлевки (НЦ-007, НЦ-008, НЦ-009, ПФ-002, МС-006, ЭП-0010, ЭП-0020) — это густые пасты, состоящие из пленкообразующего вещества,
- 15. Эмали (MJ1-12, MJ1-197, MJI-1110 и др.) — это пигментированные лаки, наносимые в основном по грунтовке или
- 16. Краски представляют собой пасты, состоящие из пигментов или смеси пигментов и наполнителей, замешанных на олифе или
- 17. Растворители и разбавители (Уайт-спирит, Сольвент, Р-40, РФГ-1 и др.) применяют для придания лакокрасочным материалам необходимой рабочей
- 18. Смывки используют для снятия лакокрасочного покрытия. Они представляют собой смеси различных растворителей. При их воздействии покрытие
- 19. Инструменты для окраски и шпатлевания. Кисти — инструменты, с помощью которых получают защитно-декоративные лакокрасочные покрытия. Окраска
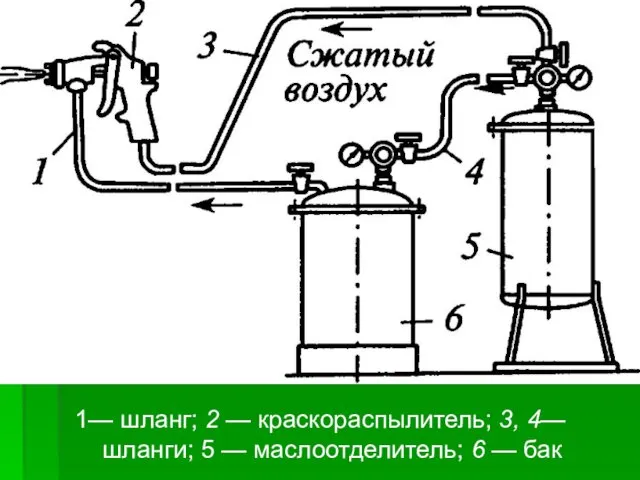
- 20. Оборудование для нанесения покрытий пневматическим распылением. Лакокрасочные материалы наносят различными методами, однако основным промышленным методом является
- 22. Краскораспылители. Для нанесения лакокрасочного материала используют краскораспылители различных конструкций. Несмотря на большое разнообразие конструкций краскораспылителей, принцип
- 24. . Краскораспылитель КРУ-1: 1 — воздушная головка; 2 — распределители воздуха; 3, 18 — штуцера; 4
- 25. В зависимости от масштаба и вида производства окрасочные работы сосредоточены в одном или нескольких местах. Это
- 26. Выбор способа окрашивания зависит от ряда условий, например от требований, предъявляемых к покрытию (класс покрытия), от
- 27. Технологический процесс окрашивания складывается из следующих основных операций: подготовки поверхности, грунтования, шпатлевания, нанесения покрывных материалов (краски,
- 28. Приготовление окрасочных материалов. Перед употреблением окрасочные материалы тщательно перемешивают электромеханическим или вибрационным способом, процеживают и разбавляют
- 29. Травление — очистка металлических деталей от коррозии в растворах кислот, кислых солей или щелочей. На практике
- 30. Грунтование - это качественная основа любых отделочных работ. Применение той или иной грунтовки определяется в основном
- 31. Шпатлевание. На поверхностях деталей могут быть вмятины, небольшие углубления, раковины, несплошность в местах стыков, царапины и
- 32. Шлифование. Для удаления с зашпатлеванной поверхности шероховатостей, неровностей, а также соринок, частиц пыли и других дефектов
- 33. Полирование. Для придания всей окрашенной поверхности равномерного зеркального блеска производят полирование. Для этого используют специальные полировочные
- 34. Помещения окрасочных участков должны быть светлыми, чистыми, беспыльными. Конструктивные элементы и ограждения окрасочных помещений (стены, потолки,
- 35. Все растворители представляют собой горючие, а при большой концентрации паров токсичные и взрывоопасные жидкости. Поэтому при
- 37. Скачать презентацию
Для защиты деталей автомобиля от раз-рушения из-за атмосферных воздей-ствий и придания
Для защиты деталей автомобиля от раз-рушения из-за атмосферных воздей-ствий и придания
Лакокрасочные материалы — это жидкие составы, которые после нанесения их на
Лакокрасочные материалы — это жидкие составы, которые после нанесения их на
Для образования прочного сцепления пленки с поверхностью детали необходимо обеспечить смачиваемость
Для образования прочного сцепления пленки с поверхностью детали необходимо обеспечить смачиваемость
Эксплуатационная надежность лакокрасочных покрытий зависит от растрескивания пленки из-за различных коэффициентов
Эксплуатационная надежность лакокрасочных покрытий зависит от растрескивания пленки из-за различных коэффициентов
Основные компоненты лакокрасочных материалов — это пленкообразующие, пигменты, растворители. Лакокрасочные материалы
Основные компоненты лакокрасочных материалов — это пленкообразующие, пигменты, растворители. Лакокрасочные материалы
В качестве пленкообразующих используют преимущественно синтетические (искусственные) смолы, растительные масла, битумы,
В качестве пленкообразующих используют преимущественно синтетические (искусственные) смолы, растительные масла, битумы,
Пигменты — это цветные порошкообразные вещества, не растворяющиеся в растворителях и
Пигменты — это цветные порошкообразные вещества, не растворяющиеся в растворителях и

Растворители — летучие жидкости, способные растворять пленкообразующие. Служат для придания лакокрасочным
Растворители — летучие жидкости, способные растворять пленкообразующие. Служат для придания лакокрасочным
В зависимости от основных пленкообразующих, входящих в их состав, все лакокрасочные
В зависимости от основных пленкообразующих, входящих в их состав, все лакокрасочные
Определяет название материала полным словом: грунтовка, шпатлевка, эмаль и т. п.
Обозначает
Определяет название материала полным словом: грунтовка, шпатлевка, эмаль и т. п.
Обозначает
Для лакокрасочных материалов, которые не содержат в своем составе органических растворителей
Для лакокрасочных материалов, которые не содержат в своем составе органических растворителей
Грунтовки — это пигментированные растворы пленкообразующих веществ в органических растворителях. Грунтовки
Грунтовки — это пигментированные растворы пленкообразующих веществ в органических растворителях. Грунтовки
Шпатлевки (НЦ-007, НЦ-008, НЦ-009, ПФ-002, МС-006, ЭП-0010, ЭП-0020) — это густые
Шпатлевки (НЦ-007, НЦ-008, НЦ-009, ПФ-002, МС-006, ЭП-0010, ЭП-0020) — это густые
Эмали (MJ1-12, MJ1-197, MJI-1110 и др.) — это пигментированные лаки, наносимые
Эмали (MJ1-12, MJ1-197, MJI-1110 и др.) — это пигментированные лаки, наносимые
Краски представляют собой пасты, состоящие из пигментов или смеси пигментов и
Краски представляют собой пасты, состоящие из пигментов или смеси пигментов и
Растворители и разбавители (Уайт-спирит, Сольвент, Р-40, РФГ-1 и др.) применяют для
Растворители и разбавители (Уайт-спирит, Сольвент, Р-40, РФГ-1 и др.) применяют для
Смывки используют для снятия лакокрасочного покрытия. Они представляют собой смеси различных
Смывки используют для снятия лакокрасочного покрытия. Они представляют собой смеси различных
Инструменты для окраски и шпатлевания. Кисти — инструменты, с помощью которых
Инструменты для окраски и шпатлевания. Кисти — инструменты, с помощью которых
Оборудование для нанесения покрытий пневматическим распылением. Лакокрасочные материалы наносят различными методами,
Оборудование для нанесения покрытий пневматическим распылением. Лакокрасочные материалы наносят различными методами,
Краскораспылители. Для нанесения лакокрасочного материала используют краскораспылители различных конструкций. Несмотря на
Краскораспылители. Для нанесения лакокрасочного материала используют краскораспылители различных конструкций. Несмотря на
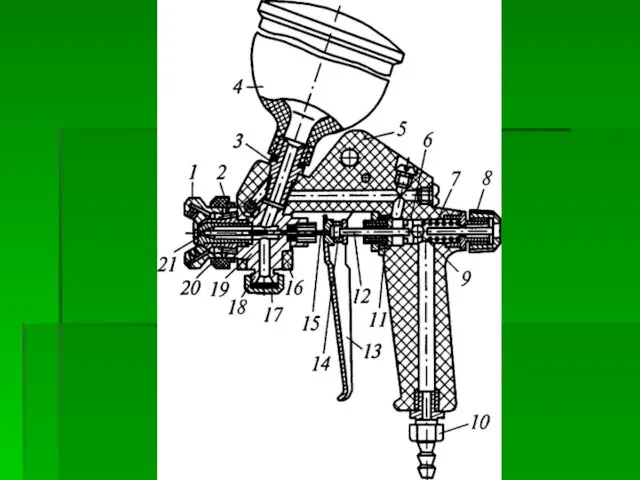
. Краскораспылитель КРУ-1: 1 — воздушная головка; 2 — распределители воздуха;
. Краскораспылитель КРУ-1: 1 — воздушная головка; 2 — распределители воздуха;
В зависимости от масштаба и вида производства окрасочные работы сосредоточены в
В зависимости от масштаба и вида производства окрасочные работы сосредоточены в
Выбор способа окрашивания зависит от ряда условий, например от требований, предъявляемых
Выбор способа окрашивания зависит от ряда условий, например от требований, предъявляемых
Технологический процесс окрашивания складывается из следующих основных операций: подготовки поверхности, грунтования,
Технологический процесс окрашивания складывается из следующих основных операций: подготовки поверхности, грунтования,
Приготовление окрасочных материалов. Перед употреблением окрасочные материалы тщательно перемешивают электромеханическим или
Приготовление окрасочных материалов. Перед употреблением окрасочные материалы тщательно перемешивают электромеханическим или
Травление — очистка металлических деталей от коррозии в растворах кислот, кислых
Травление — очистка металлических деталей от коррозии в растворах кислот, кислых
Грунтование - это качественная основа любых отделочных работ. Применение той
Грунтование - это качественная основа любых отделочных работ. Применение той
Шпатлевание. На поверхностях деталей могут быть вмятины, небольшие углубления, раковины, несплошность
Шпатлевание. На поверхностях деталей могут быть вмятины, небольшие углубления, раковины, несплошность
Шлифование. Для удаления с зашпатлеванной поверхности шероховатостей, неровностей, а также соринок,
Шлифование. Для удаления с зашпатлеванной поверхности шероховатостей, неровностей, а также соринок,
Полирование. Для придания всей окрашенной поверхности равномерного зеркального блеска производят полирование.
Полирование. Для придания всей окрашенной поверхности равномерного зеркального блеска производят полирование.
Помещения окрасочных участков должны быть светлыми, чистыми, беспыльными. Конструктивные элементы и
Помещения окрасочных участков должны быть светлыми, чистыми, беспыльными. Конструктивные элементы и
Все растворители представляют собой горючие, а при большой концентрации паров токсичные
Все растворители представляют собой горючие, а при большой концентрации паров токсичные
Похожие презентации
 Презентация к родительскому собранию на тему Здоровое питание детей
Презентация к родительскому собранию на тему Здоровое питание детей Культура Киевской Руси
Культура Киевской Руси Тенденції та особливості окремих видів захворюваності та травматизму в різних регіонах світу, країнах
Тенденції та особливості окремих видів захворюваності та травматизму в різних регіонах світу, країнах тропинки около школы
тропинки около школы Обобщение знаний по теме Европейская часть России
Обобщение знаний по теме Европейская часть России Разделительно-избирательное травление металлов (РИТМ) при изготовлении печатных плат РИТМ – плата
Разделительно-избирательное травление металлов (РИТМ) при изготовлении печатных плат РИТМ – плата Световые явления в живой и неживой природе
Световые явления в живой и неживой природе Федеральный закон об основах туристской деятельности в Российской Федерации
Федеральный закон об основах туристской деятельности в Российской Федерации Числовые промежутки
Числовые промежутки Изобразительное искусство
Изобразительное искусство Презентация к уроку краеведение. Тема: Редкие животные
Презентация к уроку краеведение. Тема: Редкие животные Артериальная гипер- и гипотензия. Атеросклероз
Артериальная гипер- и гипотензия. Атеросклероз Габдулла Кариев - татар театрының атасы
Габдулла Кариев - татар театрының атасы В мире животных. Математические задачи интересного содержания
В мире животных. Математические задачи интересного содержания Физические процессы, протекающие в околоскважинных зонах
Физические процессы, протекающие в околоскважинных зонах Технология проблемного обучения
Технология проблемного обучения Маркетинг Amway
Маркетинг Amway Рождество Христово
Рождество Христово
 Выпуклость функции. Точки перегиба
Выпуклость функции. Точки перегиба Разработка и реализация образовательного проекта Поезд здоровье
Разработка и реализация образовательного проекта Поезд здоровье Виды арматуры и технические особенности ее установки
Виды арматуры и технические особенности ее установки Экологический аудит обращения с отходами в ОАО Птицефабрика Зеленецкая
Экологический аудит обращения с отходами в ОАО Птицефабрика Зеленецкая Использование ИКТ в совместной музыкальной деятельности с детьми
Использование ИКТ в совместной музыкальной деятельности с детьми Обмін речовин і перетворення енергії
Обмін речовин і перетворення енергії Генерация идей и этапы проектирования
Генерация идей и этапы проектирования Челтерәп аксын чишмәләр
Челтерәп аксын чишмәләр В краю партизанских легенд
В краю партизанских легенд