- Проектирование технологических процессов ремонта деталей

Содержание
- 2. Разделы Методы технологии, применяемые в авторемонтном производстве. Содержание и оформление технологического процесса. Типизация технологического процесса восстановления
- 3. Восстановление деталей в авторемонтном производстве может вестись по технологическому процессу, разработанному на каждый дефект (подефектная технология,
- 4. При подефектной технологии комплектование партии деталей осуществляется только по наименованию, без учета их однотипности и имеющихся
- 5. При маршрутной технологии разрабатывается технологический процесс на устранение определенного сочетания дефектов и наивыгоднейшую последовательность выполнения технологических
- 6. При групповом методе технологический процесс разрабатывается для групп деталей, устранение дефектов которых производится одними и теми
- 7. Проектирование технологических процессов восстановления деталей состоит в следующем: Выборе рационального способа восстановления; Установление наивыгоднейшей последовательности выполнения
- 8. Исходными данными для разработки технологических процессов восстановления деталей являются: - годовая программа ремонтируемых объектов; - рабочий
- 9. Для проектирования ТП восстановления деталей по маршрутной технологии необходимо иметь данные о сочетании дефектов и способах
- 10. В предлагаемой Шадричевым классификации детали распределены на классы и группы с учетом общности габаритов, геометрической формы,
- 11. Качество ремонта автомобилей. Общие сведения Качество продукции, характеризуется совокупностью свойств, обусловливающих ее пригодность удовлетворять определенные потребности
- 12. Управление качеством ремонта основано на принципе обратной связи, использует общие закономерности процесса управления и включает в
- 13. Целью системы управления качеством является обеспечение стабильного уровня качества продукции ремонтного предприятия в соответствии с установленными
- 14. Принцип комплексности предполагает реализацию технических, технологических, организационных, экономических, социальных и других методов на всех уровнях управления
- 15. Принцип динамичности предполагает непрерывное развитие системы, совершенствование форм и методов управления, использование передового опыта других предприятий
- 16. Оценка качества ремонта автомобилей и их составных частей Центральным вопросом управления качеством является оценка качества ремонта.
- 17. qi = Pi/Piб ,или qi= Piб/Pi, где Pi — единичный показатель, являющийся количественной характеристикой i-го свойства
- 18. Комплексный метод использует для оценки качества комплексный показатель K=f(q1, q2, ..., qk) являющийся некоторой функцией относительных
- 19. По определению: Для определения коэффициентов весомости чаще всего используется метод экспертных оценок. Недостатком среднеарифметического показателя является
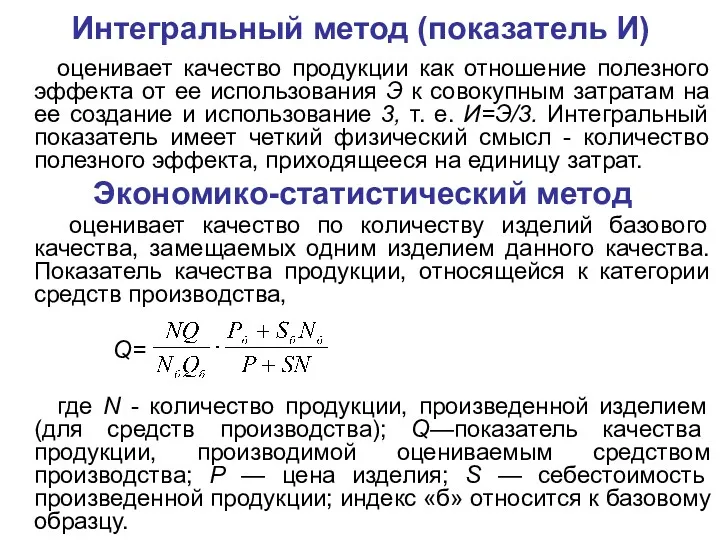
- 20. Интегральный метод (показатель И) оценивает качество продукции как отношение полезного эффекта от ее использования Э к
- 21. Исследование и прогнозирование качества отремонтированных изделий Важными функциями системы управления качеством являются прогнозирование и планирование качества
- 22. Производственное направление в исследовании качества рассматривает только производственное качество продукции. На практике это направление является одной
- 23. Математическая модель y = f(х1, х2, ..., хк), где у - показатель потребительского качества; х1 х2,
- 25. Скачать презентацию
Разделы
Методы технологии, применяемые в авторемонтном производстве.
Содержание и оформление технологического процесса.
Типизация технологического
Разделы
Методы технологии, применяемые в авторемонтном производстве.
Содержание и оформление технологического процесса.
Типизация технологического
Восстановление деталей в авторемонтном производстве может вестись по технологическому процессу,
Восстановление деталей в авторемонтном производстве может вестись по технологическому процессу,
При подефектной технологии комплектование партии деталей осуществляется только по наименованию,
При подефектной технологии комплектование партии деталей осуществляется только по наименованию,
При маршрутной технологии разрабатывается технологический процесс на устранение определенного сочетания
При маршрутной технологии разрабатывается технологический процесс на устранение определенного сочетания
При групповом методе технологический процесс разрабатывается для групп деталей, устранение дефектов
При групповом методе технологический процесс разрабатывается для групп деталей, устранение дефектов
Проектирование технологических процессов восстановления деталей состоит в следующем:
Выборе рационального способа
Проектирование технологических процессов восстановления деталей состоит в следующем:
Выборе рационального способа
Исходными данными для разработки технологических процессов восстановления деталей являются:
- годовая программа
Исходными данными для разработки технологических процессов восстановления деталей являются:
- годовая программа
Для проектирования ТП восстановления деталей по маршрутной технологии необходимо иметь данные
Для проектирования ТП восстановления деталей по маршрутной технологии необходимо иметь данные
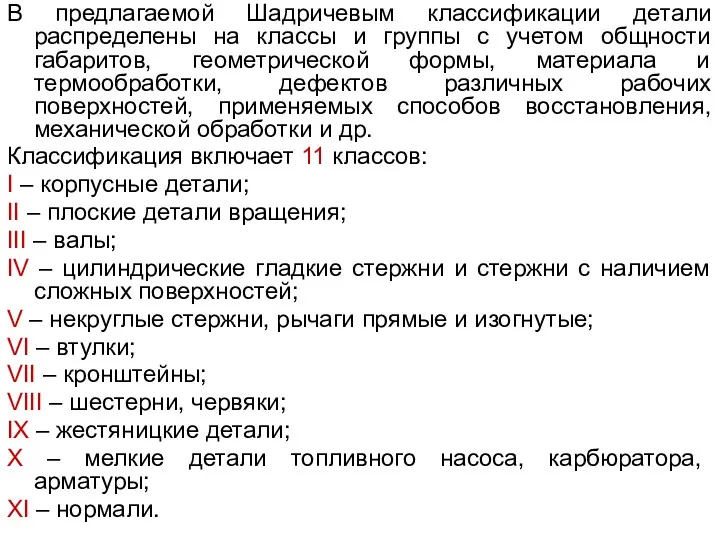
В предлагаемой Шадричевым классификации детали распределены на классы и группы с
В предлагаемой Шадричевым классификации детали распределены на классы и группы с
Качество ремонта автомобилей.
Общие сведения
Качество продукции, характеризуется совокупностью свойств, обусловливающих ее
Качество ремонта автомобилей.
Общие сведения
Качество продукции, характеризуется совокупностью свойств, обусловливающих ее
Управление качеством ремонта основано на принципе обратной связи, использует общие закономерности
Управление качеством ремонта основано на принципе обратной связи, использует общие закономерности
Целью системы управления качеством является обеспечение стабильного уровня качества продукции
Целью системы управления качеством является обеспечение стабильного уровня качества продукции
Принцип комплексности предполагает реализацию технических, технологических, организационных, экономических, социальных и других
Принцип комплексности предполагает реализацию технических, технологических, организационных, экономических, социальных и других
Принцип динамичности предполагает непрерывное развитие системы, совершенствование форм и методов управления,
Принцип динамичности предполагает непрерывное развитие системы, совершенствование форм и методов управления,
Оценка качества ремонта автомобилей и их составных частей
Центральным вопросом управления
Оценка качества ремонта автомобилей и их составных частей
Центральным вопросом управления
qi = Pi/Piб ,или
qi= Piб/Pi,
где Pi — единичный
qi = Pi/Piб ,или
qi= Piб/Pi,
где Pi — единичный
Комплексный метод использует для оценки качества комплексный показатель K=f(q1, q2,
Комплексный метод использует для оценки качества комплексный показатель K=f(q1, q2,
По определению:
Для определения коэффициентов весомости чаще всего используется метод
По определению:
Для определения коэффициентов весомости чаще всего используется метод
Интегральный метод (показатель И)
оценивает качество продукции как отношение полезного эффекта
Интегральный метод (показатель И)
оценивает качество продукции как отношение полезного эффекта
Исследование и прогнозирование качества отремонтированных изделий
Важными функциями системы управления качеством
Исследование и прогнозирование качества отремонтированных изделий
Важными функциями системы управления качеством
Производственное направление в исследовании качества рассматривает только производственное качество продукции.
Производственное направление в исследовании качества рассматривает только производственное качество продукции.
Математическая модель y = f(х1, х2, ..., хк), где у
Математическая модель y = f(х1, х2, ..., хк), где у
 Презентация к уроку по технологии Складывание Деда Мороза 2 класс
Презентация к уроку по технологии Складывание Деда Мороза 2 класс Артикуляционная гимнастика с биоэнергопластикой
Артикуляционная гимнастика с биоэнергопластикой Генетика человека, методы изучения генетики человека. Репродуктивное здоровье человека
Генетика человека, методы изучения генетики человека. Репродуктивное здоровье человека Экономика и ее роль в жизни общества
Экономика и ее роль в жизни общества Круглые черви
Круглые черви Психологическая готовность к школе: основные компоненты
Психологическая готовность к школе: основные компоненты Презентация Портфолио воспитателя ДОО
Презентация Портфолио воспитателя ДОО Разработка передней подвески легкового автомобиля
Разработка передней подвески легкового автомобиля Развивающая предметно-пространственная среда во второй младшей группе Диск
Развивающая предметно-пространственная среда во второй младшей группе Диск Процессы добычи данных
Процессы добычи данных Линейка трав
Линейка трав презентация к уроку Классификация химических реакций
презентация к уроку Классификация химических реакций E-Portfolio - инновационная оценка труда педагога
E-Portfolio - инновационная оценка труда педагога Лакмусовые бумажки из краснокочанной капусты
Лакмусовые бумажки из краснокочанной капусты Проект в младшей группе ЗИМУШКА - ЗИМА!!!
Проект в младшей группе ЗИМУШКА - ЗИМА!!! Болезни цивилизации. Проблемы профилактики
Болезни цивилизации. Проблемы профилактики Канский технологический колледж
Канский технологический колледж Классный час Режим дня
Классный час Режим дня Презентация Жизнь и творчество Николая Гумилева
Презентация Жизнь и творчество Николая Гумилева Қазақстандағы дін жане мәдениет
Қазақстандағы дін жане мәдениет Причастия
Причастия Артикуляционная гимнастика с обезьянкой Соней
Артикуляционная гимнастика с обезьянкой Соней Врачевание и медицина средневековой Европы
Врачевание и медицина средневековой Европы Имена героев гражданской войны в названиях улиц города Кирова
Имена героев гражданской войны в названиях улиц города Кирова Судебная система в Российской Федерации
Судебная система в Российской Федерации Бельгия
Бельгия Презентация Твори добро.
Презентация Твори добро. Игры на автоматизацию звука Ш
Игры на автоматизацию звука Ш