- Проектирование технологического процесса

Содержание
- 2. Технологический процесс Совокупность всех действий людей и орудий производства, связанных с переработкой сы-рья и полуфабрикатов в
- 3. Операция -- законченная часть технологического процесса, выполняемая на одном рабочем месте. Переходом называется законченная часть операции,
- 4. Рабочий ход -- законченная часть перехода, состоящая из однократного перемещения инструмента относительно заготовки и сопровождаемая изменением
- 5. Обработка корпусных деталей Корпусные заготовки изготовляют литыми или сварными. Механическая обработка корпусных заготовок сводится главным образом
- 6. Обработка от отверстия. Используют в качестве установочной базы отверстия и прилегающего к нему торца.
- 7. Обработка валов Сначала образуют единую базу для установки обрабатываемой заготовки вала на всех операциях. Этой базой
- 8. Методология разработки технологических процессов
- 9. ВИДЫ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ Для ремонтных работ как правило разрабатываются единичные технологические процессы: Единичный - ТП изготовления
- 10. ВИДЫ ОПИСАНИЙ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА По степени детализации описания ТП будут относиться к маршрутным, операционным или маршрутно-операционным.
- 11. СОДЕРЖАНИЕ РАБОТЫ ПО СОЗДАНИЮ ТП МЕХАНИЧЕСКОЙ ОБРАБОТКИ Работа по созданию ТП механической обработки включает следующие этапы:
- 12. СОДЕРЖАНИЕ РАБОТЫ ПО СОЗДАНИЮ ТП МЕХАНИЧЕСКОЙ ОБРАБОТКИ 7. выбор средств технологического оснащения (ТО) операций; 8. определение
- 13. ПРИМЕР ИСХОДНОГО ОФОРМЛЕНИЯ МАРШРУТНОГО ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
- 14. ТЕХНОЛОГИЧЕСКАЯ ДОКУМЕНТАЦИЯ ГОСТ 3.1102-81 подразделяет основные технологические документы на документы общего и специального назначения Документы общего
- 15. ТЕХНОЛОГИЧЕСКАЯ ДОКУМЕНТАЦИЯ Документы специального назначения : Маршрутная карта содержит полное описание ТП, включая все технологические операции,
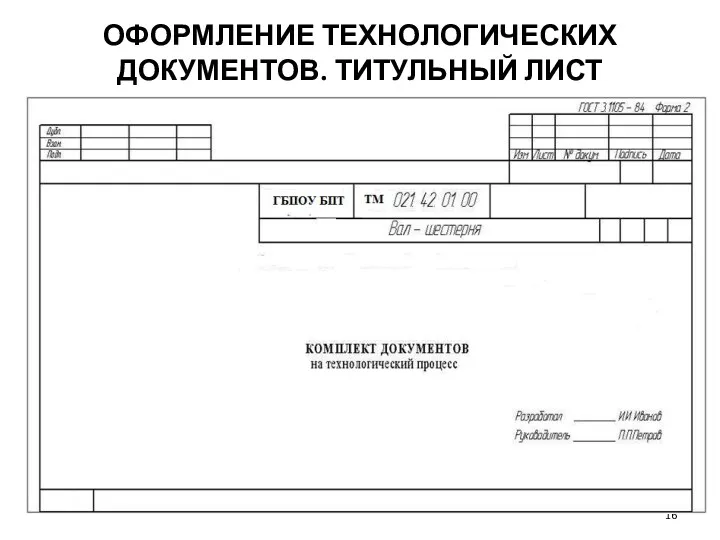
- 16. ОФОРМЛЕНИЕ ТЕХНОЛОГИЧЕСКИХ ДОКУМЕНТОВ. ТИТУЛЬНЫЙ ЛИСТ
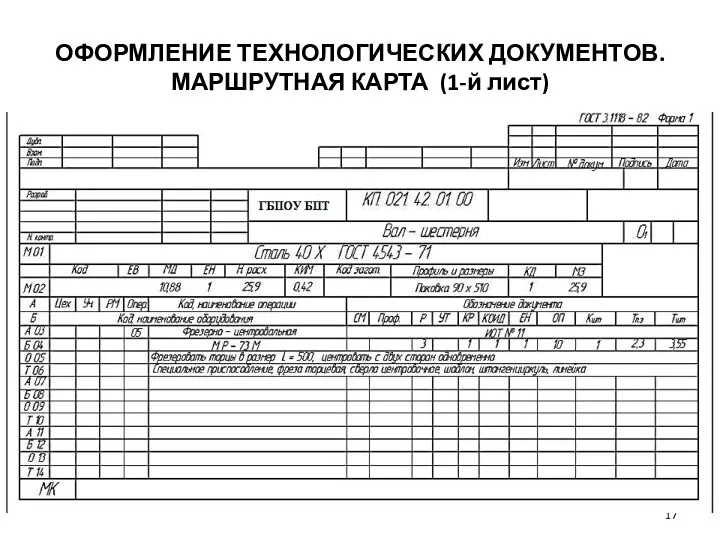
- 17. ОФОРМЛЕНИЕ ТЕХНОЛОГИЧЕСКИХ ДОКУМЕНТОВ. МАРШРУТНАЯ КАРТА (1-й лист)
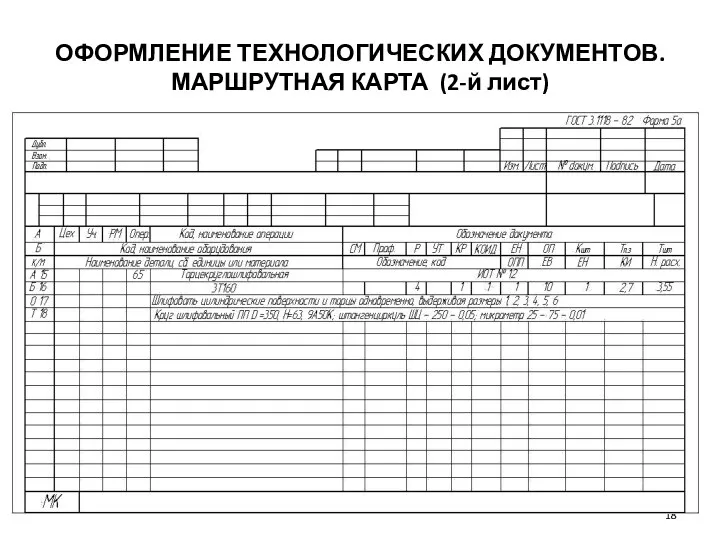
- 18. ОФОРМЛЕНИЕ ТЕХНОЛОГИЧЕСКИХ ДОКУМЕНТОВ. МАРШРУТНАЯ КАРТА (2-й лист)
- 19. СОДЕРЖАНИЕ МАРШРУТНОЙ КАРТЫ Маршрутная карта единичного технологического процесса обработки резанием оформляется в соответствии с формами, которые
- 20. СОДЕРЖАНИЕ МАРШРУТНОЙ КАРТЫ В строку с символом А записывают: - номера цеха, участка, рабочего места, операции;
- 21. СОДЕРЖАНИЕ МАРШРУТНОЙ КАРТЫ - КР – к-во рабочих, занятых при выполнении операции; - КОИД – к-во
- 22. ОФОРМЛЕНИЕ ТЕХНОЛОГИЧЕСКИХ ДОКУМЕНТОВ. ОПЕРАЦИОННАЯ КАРТА (1-й лист)
- 23. ОФОРМЛЕНИЕ ТЕХНОЛОГИЧЕСКИХ ДОКУМЕНТОВ. ОПЕРАЦИОННАЯ КАРТА (2-й лист)
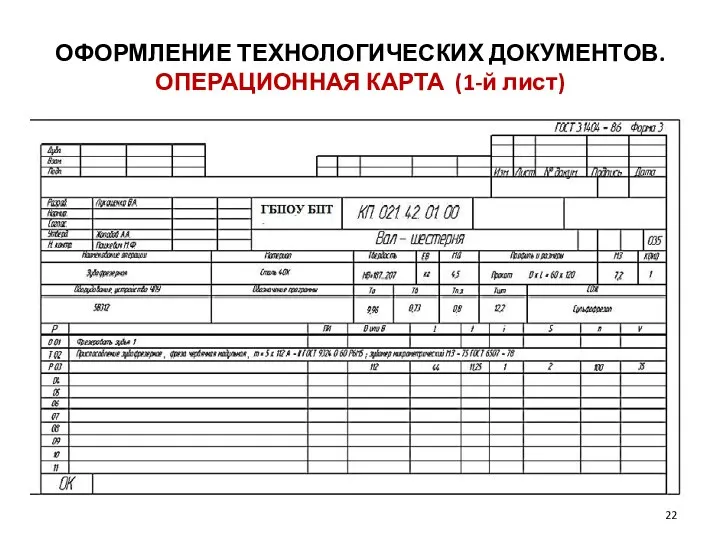
- 24. СОДЕРЖАНИЕ ОПЕРАЦИОННОЙ КАРТЫ Операционная карта является описанием технологической операции с указанием переходов, режимов обработки и данных
- 25. СОДЕРЖАНИЕ ОПЕРАЦИОННОЙ КАРТЫ В операционной карте под символом О записывается содержание операции (перехода). Запись выполняется по
- 26. СОДЕРЖАНИЕ ОПЕРАЦИОННОЙ КАРТЫ В содержание операции (перехода) должно быть включено: ключевое слово, характеризующее метод обработки, выраженное
- 27. СОДЕРЖАНИЕ ОПЕРАЦИОННОЙ КАРТЫ Допускается обозначение каждой составной части технологической оснастки приводить на одной строке. При этом
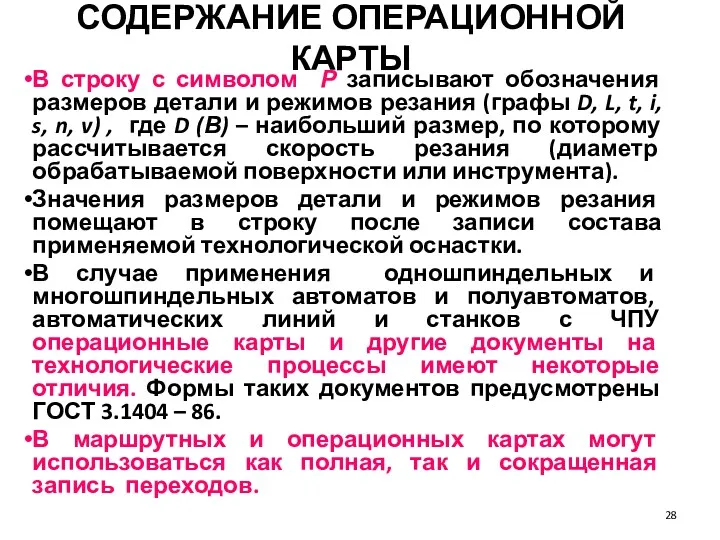
- 28. СОДЕРЖАНИЕ ОПЕРАЦИОННОЙ КАРТЫ В строку с символом Р записывают обозначения размеров детали и режимов резания (графы
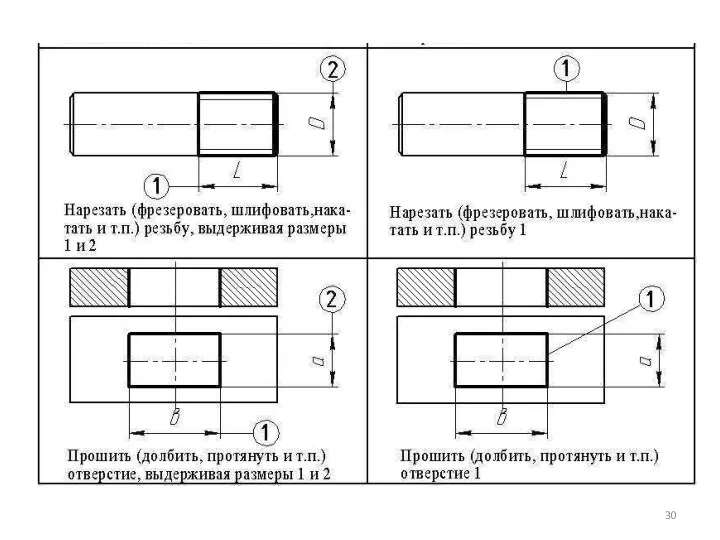
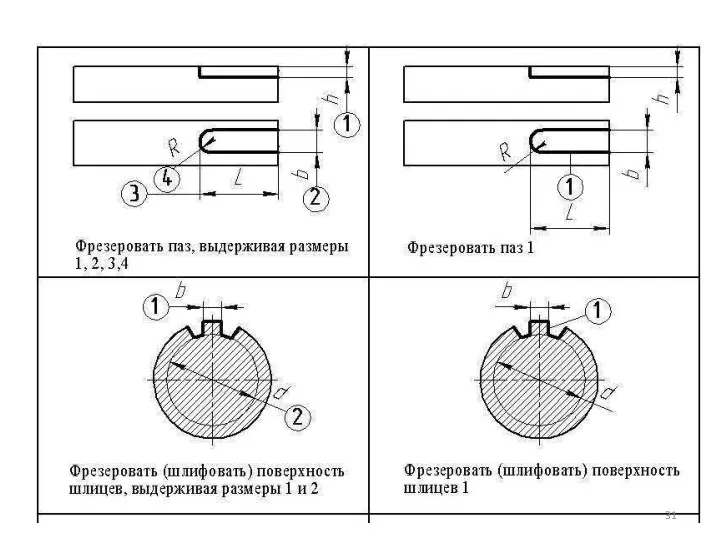
- 29. ПРИМЕРЫ ФОРМ ЗАПИСИ СОДЕРЖАНИЯ ТЕХНОЛОГИЧЕСКИХ ПЕРЕХОДОВ
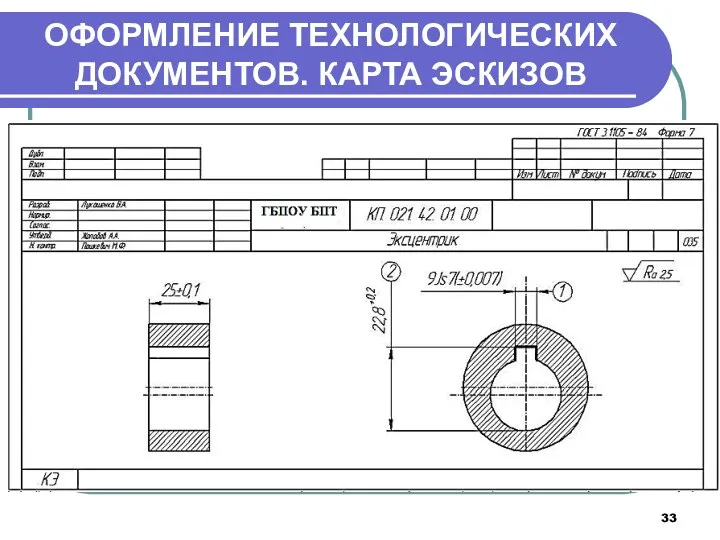
- 33. ОФОРМЛЕНИЕ ТЕХНОЛОГИЧЕСКИХ ДОКУМЕНТОВ. КАРТА ЭСКИЗОВ
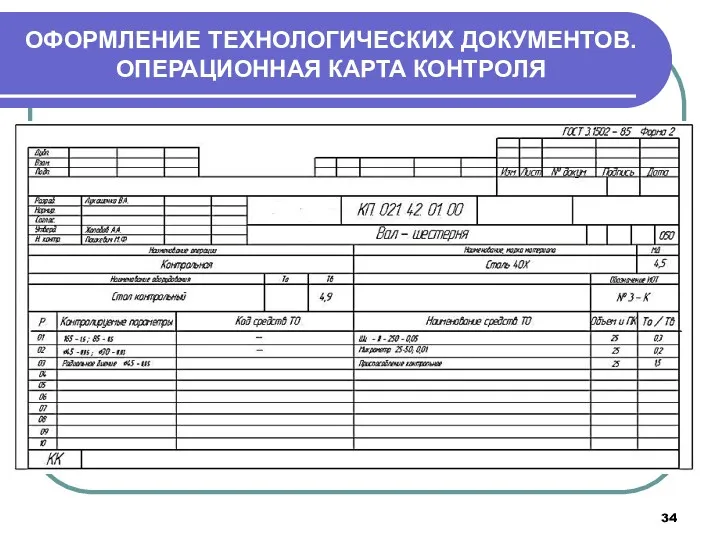
- 34. ОФОРМЛЕНИЕ ТЕХНОЛОГИЧЕСКИХ ДОКУМЕНТОВ. ОПЕРАЦИОННАЯ КАРТА КОНТРОЛЯ
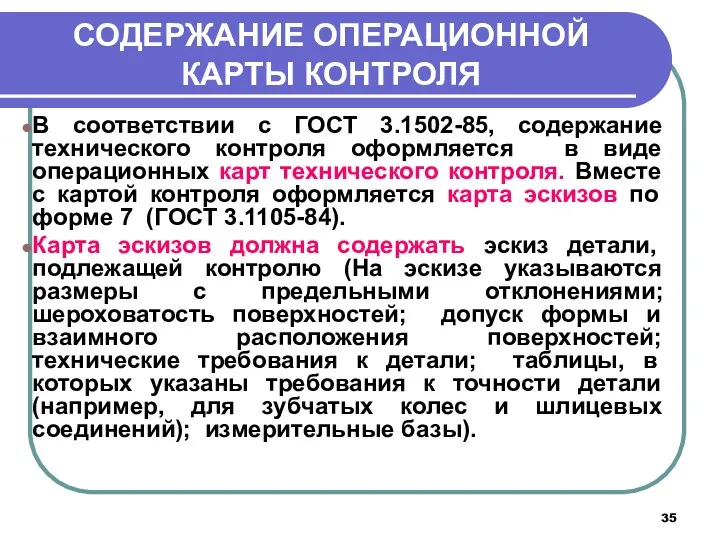
- 35. СОДЕРЖАНИЕ ОПЕРАЦИОННОЙ КАРТЫ КОНТРОЛЯ В соответствии с ГОСТ 3.1502-85, содержание технического контроля оформляется в виде операционных
- 36. СОДЕРЖАНИЕ ОПЕРАЦИОННОЙ КАРТЫ КОНТРОЛЯ Запись переходов в карте контроля рекомендуется выполнять в такой последовательности: переходы по
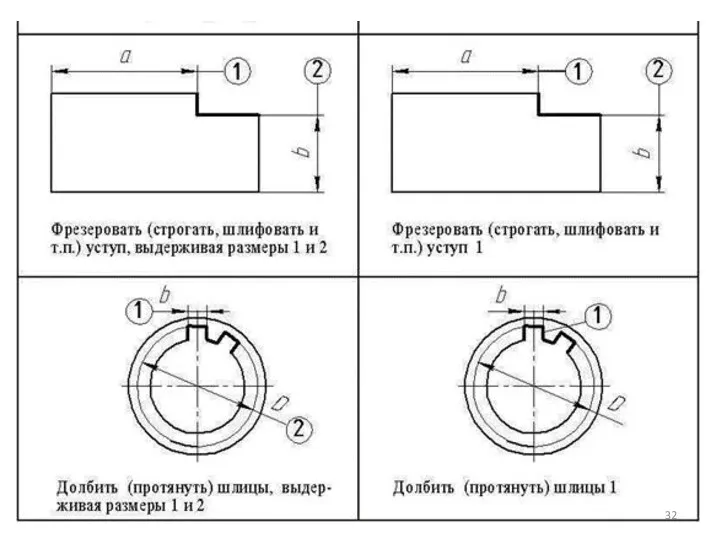
- 37. ЧЕРТЕЖИ ОПЕРАЦИОННЫХ ЭСКИЗОВ
- 38. ТАБЛИЦЫ ДЛЯ ОПЕРАЦИОННОГО ЭСКИЗА
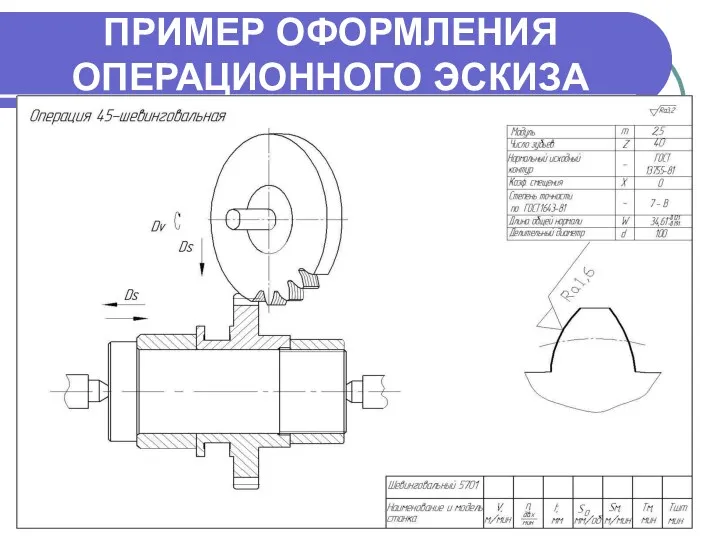
- 39. ПРИМЕР ОФОРМЛЕНИЯ ОПЕРАЦИОННОГО ЭСКИЗА
- 40. ПРИМЕР ОФОРМЛЕНИЯ ОПЕРАЦИОННОГО ЭСКИЗА
- 41. ПРИМЕР ОФОРМЛЕНИЯ ОПЕРАЦИОННОГО ЭСКИЗА
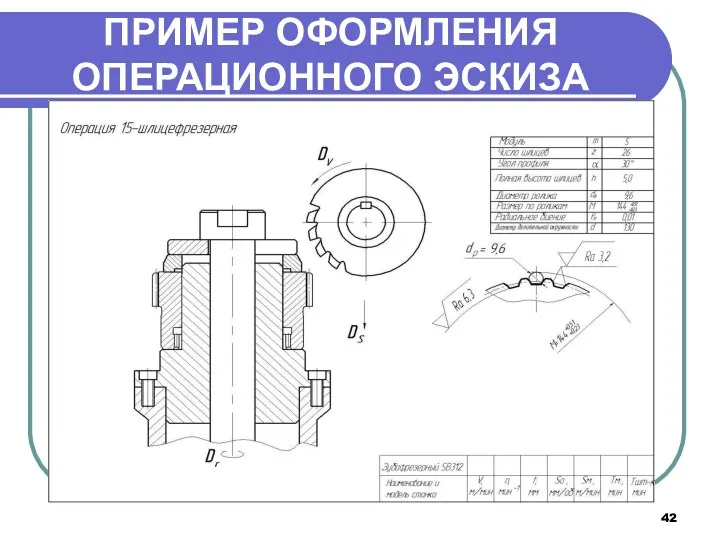
- 42. ПРИМЕР ОФОРМЛЕНИЯ ОПЕРАЦИОННОГО ЭСКИЗА
- 43. Экономическая точность обработки
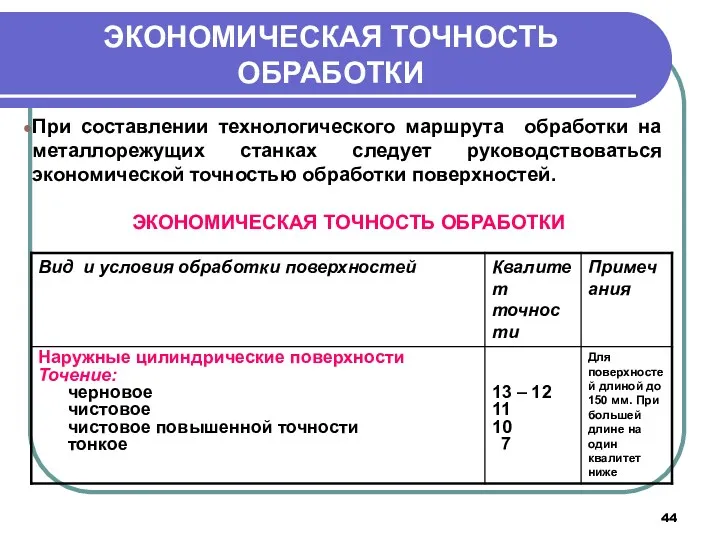
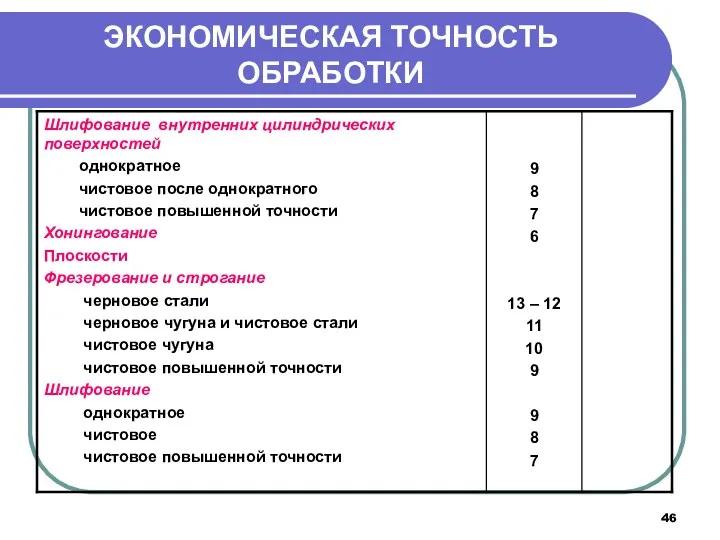
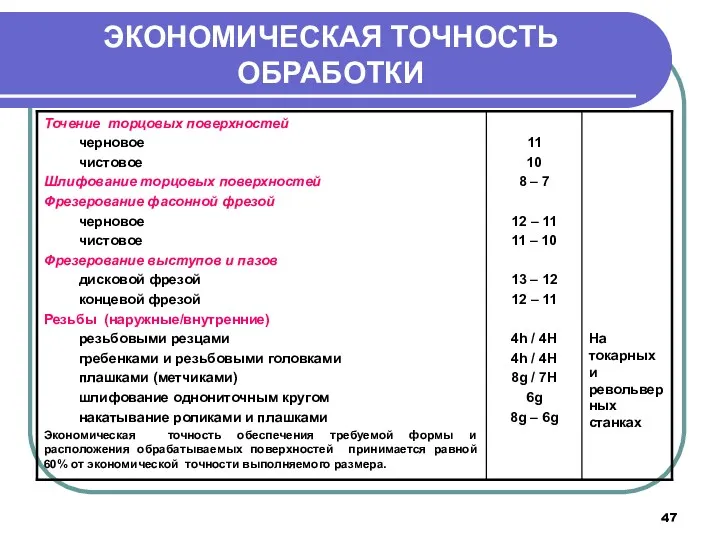
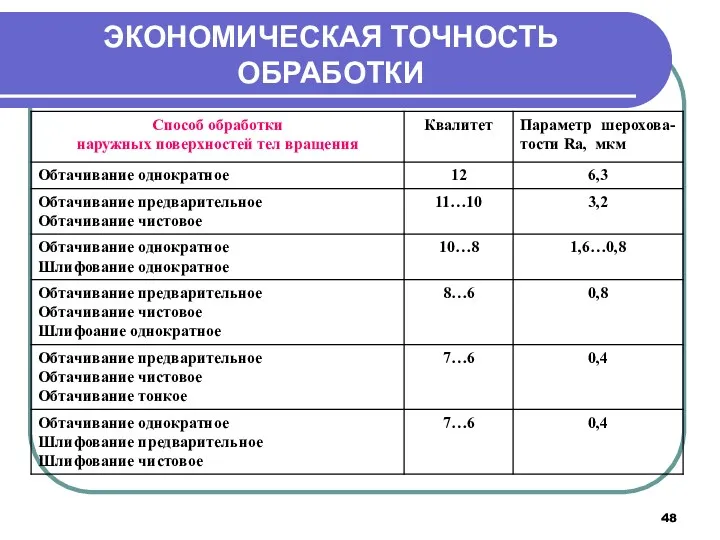
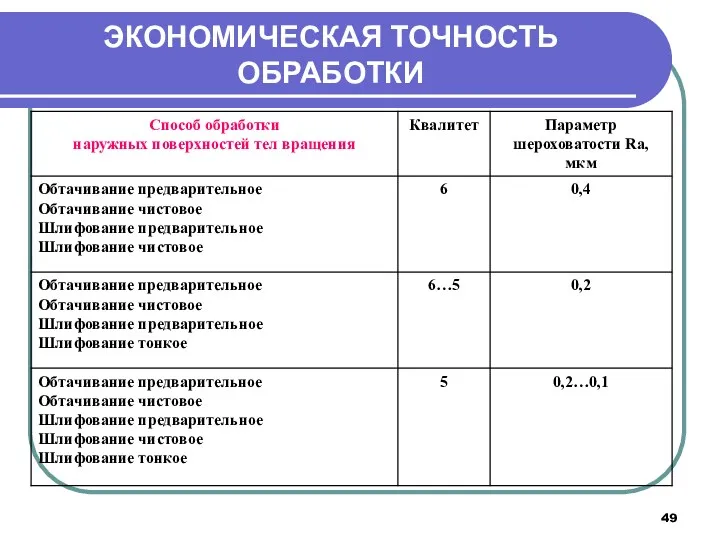
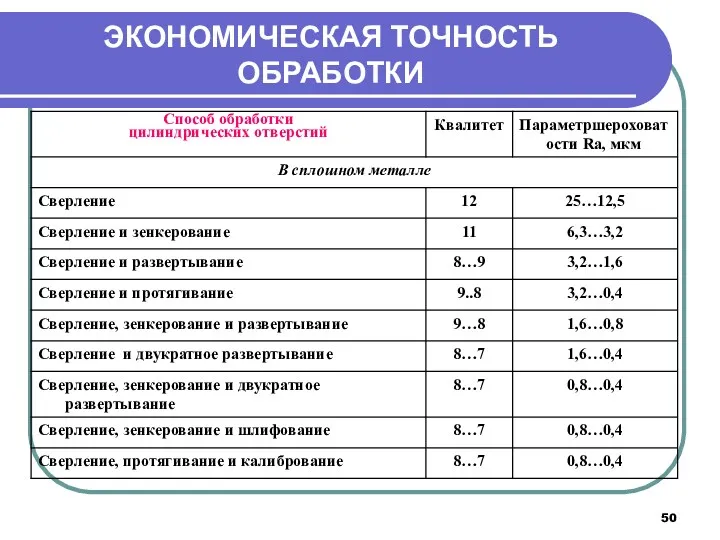
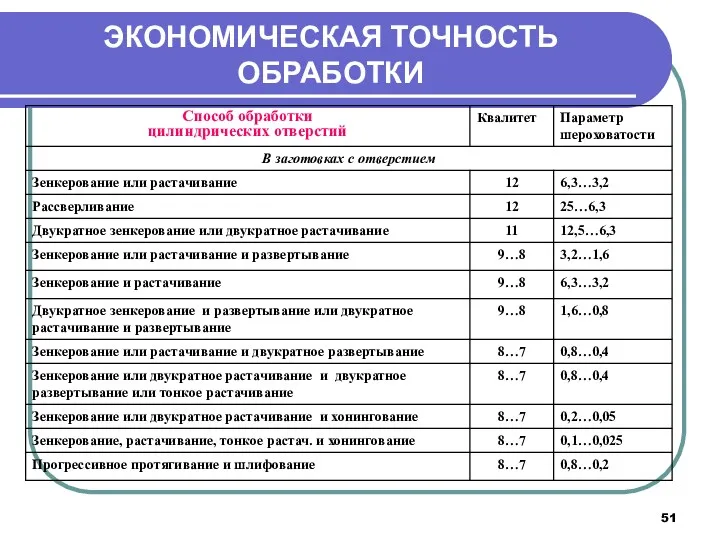
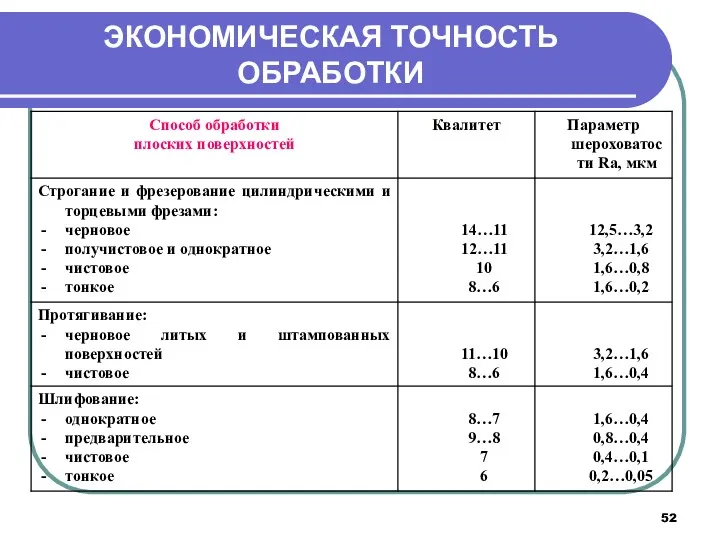
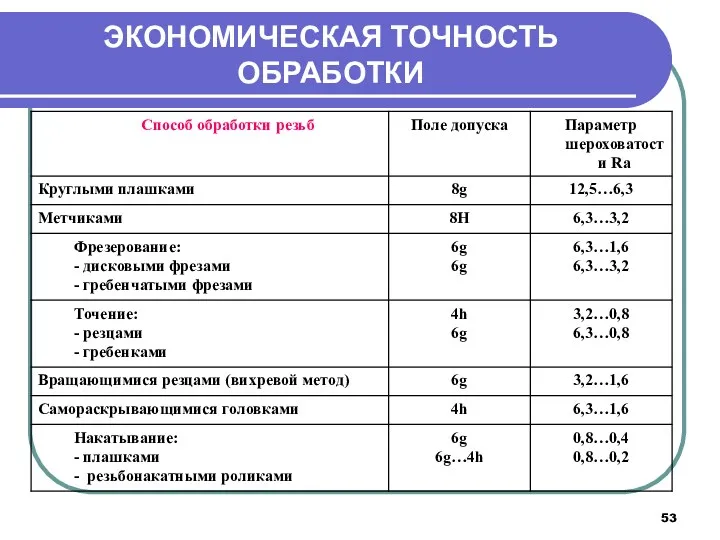
- 44. ЭКОНОМИЧЕСКАЯ ТОЧНОСТЬ ОБРАБОТКИ При составлении технологического маршрута обработки на металлорежущих станках следует руководствоваться экономической точностью обработки
- 45. ЭКОНОМИЧЕСКАЯ ТОЧНОСТЬ ОБРАБОТКИ
- 46. ЭКОНОМИЧЕСКАЯ ТОЧНОСТЬ ОБРАБОТКИ
- 47. ЭКОНОМИЧЕСКАЯ ТОЧНОСТЬ ОБРАБОТКИ
- 48. ЭКОНОМИЧЕСКАЯ ТОЧНОСТЬ ОБРАБОТКИ
- 49. ЭКОНОМИЧЕСКАЯ ТОЧНОСТЬ ОБРАБОТКИ
- 50. ЭКОНОМИЧЕСКАЯ ТОЧНОСТЬ ОБРАБОТКИ
- 51. ЭКОНОМИЧЕСКАЯ ТОЧНОСТЬ ОБРАБОТКИ
- 52. ЭКОНОМИЧЕСКАЯ ТОЧНОСТЬ ОБРАБОТКИ
- 53. ЭКОНОМИЧЕСКАЯ ТОЧНОСТЬ ОБРАБОТКИ
- 55. Скачать презентацию
Технологический процесс
Совокупность всех действий людей и орудий производства, связанных с переработкой
Технологический процесс
Совокупность всех действий людей и орудий производства, связанных с переработкой
Операция -- законченная часть технологического процесса, выполняемая на одном рабочем месте.
Операция -- законченная часть технологического процесса, выполняемая на одном рабочем месте.
Рабочий ход -- законченная часть перехода, состоящая из однократного перемещения инструмента
Рабочий ход -- законченная часть перехода, состоящая из однократного перемещения инструмента
Обработка корпусных деталей
Корпусные заготовки изготовляют литыми или сварными. Механическая обработка корпусных
Обработка корпусных деталей
Корпусные заготовки изготовляют литыми или сварными. Механическая обработка корпусных
Обработка от отверстия. Используют в качестве установочной базы отверстия и прилегающего
Обработка от отверстия. Используют в качестве установочной базы отверстия и прилегающего
Обработка валов
Сначала образуют единую базу для установки обрабатываемой заготовки вала на
Обработка валов
Сначала образуют единую базу для установки обрабатываемой заготовки вала на
Методология разработки технологических процессов
Методология разработки технологических процессов
ВИДЫ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
Для ремонтных работ как правило разрабатываются единичные технологические процессы:
ВИДЫ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
Для ремонтных работ как правило разрабатываются единичные технологические процессы:
ВИДЫ ОПИСАНИЙ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
По степени детализации описания ТП будут относиться к
ВИДЫ ОПИСАНИЙ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
По степени детализации описания ТП будут относиться к
СОДЕРЖАНИЕ РАБОТЫ ПО СОЗДАНИЮ ТП МЕХАНИЧЕСКОЙ ОБРАБОТКИ
Работа по созданию
СОДЕРЖАНИЕ РАБОТЫ ПО СОЗДАНИЮ ТП МЕХАНИЧЕСКОЙ ОБРАБОТКИ
Работа по созданию
СОДЕРЖАНИЕ РАБОТЫ ПО СОЗДАНИЮ ТП МЕХАНИЧЕСКОЙ ОБРАБОТКИ
7. выбор средств технологического оснащения
СОДЕРЖАНИЕ РАБОТЫ ПО СОЗДАНИЮ ТП МЕХАНИЧЕСКОЙ ОБРАБОТКИ
7. выбор средств технологического оснащения

ПРИМЕР ИСХОДНОГО ОФОРМЛЕНИЯ МАРШРУТНОГО ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
ПРИМЕР ИСХОДНОГО ОФОРМЛЕНИЯ МАРШРУТНОГО ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
ТЕХНОЛОГИЧЕСКАЯ ДОКУМЕНТАЦИЯ
ГОСТ 3.1102-81 подразделяет основные технологические документы на документы общего
ТЕХНОЛОГИЧЕСКАЯ ДОКУМЕНТАЦИЯ
ГОСТ 3.1102-81 подразделяет основные технологические документы на документы общего
ТЕХНОЛОГИЧЕСКАЯ ДОКУМЕНТАЦИЯ
Документы специального назначения :
Маршрутная карта содержит полное описание ТП, включая
ТЕХНОЛОГИЧЕСКАЯ ДОКУМЕНТАЦИЯ
Документы специального назначения :
Маршрутная карта содержит полное описание ТП, включая
ОФОРМЛЕНИЕ ТЕХНОЛОГИЧЕСКИХ ДОКУМЕНТОВ. ТИТУЛЬНЫЙ ЛИСТ
ОФОРМЛЕНИЕ ТЕХНОЛОГИЧЕСКИХ ДОКУМЕНТОВ. ТИТУЛЬНЫЙ ЛИСТ
ОФОРМЛЕНИЕ ТЕХНОЛОГИЧЕСКИХ ДОКУМЕНТОВ. МАРШРУТНАЯ КАРТА (1-й лист)
ОФОРМЛЕНИЕ ТЕХНОЛОГИЧЕСКИХ ДОКУМЕНТОВ. МАРШРУТНАЯ КАРТА (1-й лист)
ОФОРМЛЕНИЕ ТЕХНОЛОГИЧЕСКИХ ДОКУМЕНТОВ. МАРШРУТНАЯ КАРТА (2-й лист)
ОФОРМЛЕНИЕ ТЕХНОЛОГИЧЕСКИХ ДОКУМЕНТОВ. МАРШРУТНАЯ КАРТА (2-й лист)
СОДЕРЖАНИЕ МАРШРУТНОЙ КАРТЫ
Маршрутная карта единичного технологического процесса обработки резанием оформляется
СОДЕРЖАНИЕ МАРШРУТНОЙ КАРТЫ
Маршрутная карта единичного технологического процесса обработки резанием оформляется
СОДЕРЖАНИЕ МАРШРУТНОЙ КАРТЫ
В строку с символом А записывают:
- номера цеха,
СОДЕРЖАНИЕ МАРШРУТНОЙ КАРТЫ
В строку с символом А записывают:
- номера цеха,
СОДЕРЖАНИЕ МАРШРУТНОЙ КАРТЫ
- КР – к-во рабочих, занятых при выполнении операции;
-
СОДЕРЖАНИЕ МАРШРУТНОЙ КАРТЫ
- КР – к-во рабочих, занятых при выполнении операции;
-
ОФОРМЛЕНИЕ ТЕХНОЛОГИЧЕСКИХ ДОКУМЕНТОВ. ОПЕРАЦИОННАЯ КАРТА (1-й лист)
ОФОРМЛЕНИЕ ТЕХНОЛОГИЧЕСКИХ ДОКУМЕНТОВ. ОПЕРАЦИОННАЯ КАРТА (1-й лист)

ОФОРМЛЕНИЕ ТЕХНОЛОГИЧЕСКИХ ДОКУМЕНТОВ. ОПЕРАЦИОННАЯ КАРТА (2-й лист)
ОФОРМЛЕНИЕ ТЕХНОЛОГИЧЕСКИХ ДОКУМЕНТОВ. ОПЕРАЦИОННАЯ КАРТА (2-й лист)
СОДЕРЖАНИЕ ОПЕРАЦИОННОЙ КАРТЫ
Операционная карта является описанием технологической операции с указанием переходов,
СОДЕРЖАНИЕ ОПЕРАЦИОННОЙ КАРТЫ
Операционная карта является описанием технологической операции с указанием переходов,
СОДЕРЖАНИЕ ОПЕРАЦИОННОЙ КАРТЫ
В операционной карте под символом О записывается содержание операции
СОДЕРЖАНИЕ ОПЕРАЦИОННОЙ КАРТЫ
В операционной карте под символом О записывается содержание операции
СОДЕРЖАНИЕ ОПЕРАЦИОННОЙ КАРТЫ
В содержание операции (перехода) должно быть включено:
ключевое слово, характеризующее
СОДЕРЖАНИЕ ОПЕРАЦИОННОЙ КАРТЫ
В содержание операции (перехода) должно быть включено:
ключевое слово, характеризующее
СОДЕРЖАНИЕ ОПЕРАЦИОННОЙ КАРТЫ
Допускается обозначение каждой составной части технологической оснастки приводить на
СОДЕРЖАНИЕ ОПЕРАЦИОННОЙ КАРТЫ
Допускается обозначение каждой составной части технологической оснастки приводить на
СОДЕРЖАНИЕ ОПЕРАЦИОННОЙ КАРТЫ
В строку с символом Р записывают обозначения размеров детали
СОДЕРЖАНИЕ ОПЕРАЦИОННОЙ КАРТЫ
В строку с символом Р записывают обозначения размеров детали
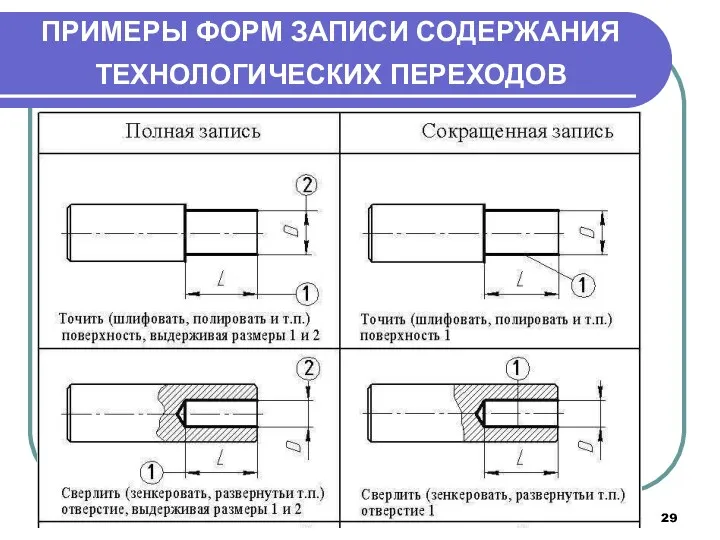
ПРИМЕРЫ ФОРМ ЗАПИСИ СОДЕРЖАНИЯ ТЕХНОЛОГИЧЕСКИХ ПЕРЕХОДОВ
ПРИМЕРЫ ФОРМ ЗАПИСИ СОДЕРЖАНИЯ ТЕХНОЛОГИЧЕСКИХ ПЕРЕХОДОВ
ОФОРМЛЕНИЕ ТЕХНОЛОГИЧЕСКИХ ДОКУМЕНТОВ. КАРТА ЭСКИЗОВ
ОФОРМЛЕНИЕ ТЕХНОЛОГИЧЕСКИХ ДОКУМЕНТОВ. КАРТА ЭСКИЗОВ
ОФОРМЛЕНИЕ ТЕХНОЛОГИЧЕСКИХ ДОКУМЕНТОВ. ОПЕРАЦИОННАЯ КАРТА КОНТРОЛЯ
ОФОРМЛЕНИЕ ТЕХНОЛОГИЧЕСКИХ ДОКУМЕНТОВ. ОПЕРАЦИОННАЯ КАРТА КОНТРОЛЯ
СОДЕРЖАНИЕ ОПЕРАЦИОННОЙ КАРТЫ КОНТРОЛЯ
В соответствии с ГОСТ 3.1502-85, содержание технического контроля
СОДЕРЖАНИЕ ОПЕРАЦИОННОЙ КАРТЫ КОНТРОЛЯ
В соответствии с ГОСТ 3.1502-85, содержание технического контроля
СОДЕРЖАНИЕ ОПЕРАЦИОННОЙ КАРТЫ КОНТРОЛЯ
Запись переходов в карте контроля рекомендуется выполнять в
СОДЕРЖАНИЕ ОПЕРАЦИОННОЙ КАРТЫ КОНТРОЛЯ
Запись переходов в карте контроля рекомендуется выполнять в
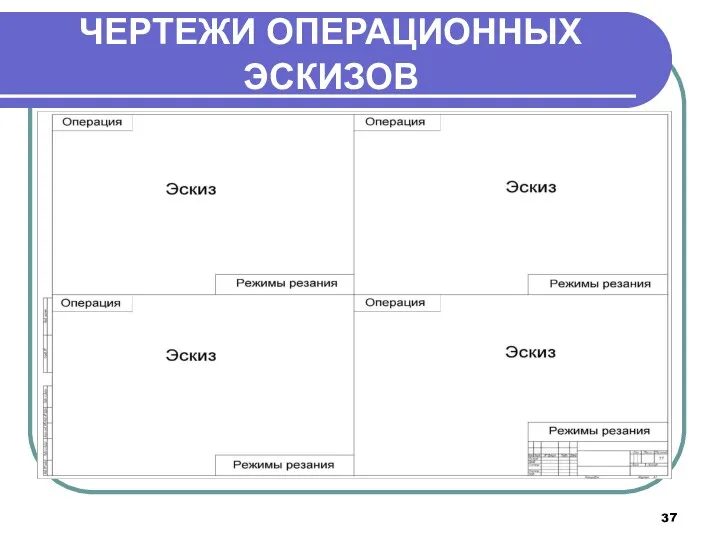
ЧЕРТЕЖИ ОПЕРАЦИОННЫХ ЭСКИЗОВ
ЧЕРТЕЖИ ОПЕРАЦИОННЫХ ЭСКИЗОВ
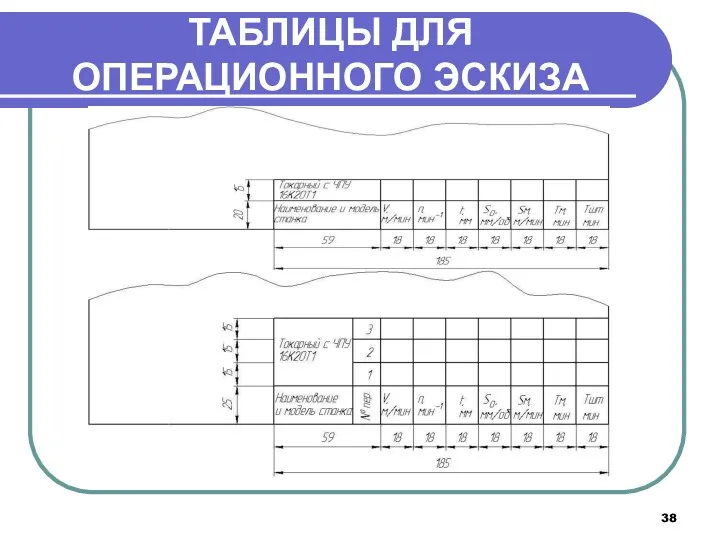
ТАБЛИЦЫ ДЛЯ ОПЕРАЦИОННОГО ЭСКИЗА
ТАБЛИЦЫ ДЛЯ ОПЕРАЦИОННОГО ЭСКИЗА

ПРИМЕР ОФОРМЛЕНИЯ ОПЕРАЦИОННОГО ЭСКИЗА
ПРИМЕР ОФОРМЛЕНИЯ ОПЕРАЦИОННОГО ЭСКИЗА

ПРИМЕР ОФОРМЛЕНИЯ ОПЕРАЦИОННОГО ЭСКИЗА
ПРИМЕР ОФОРМЛЕНИЯ ОПЕРАЦИОННОГО ЭСКИЗА
ПРИМЕР ОФОРМЛЕНИЯ ОПЕРАЦИОННОГО ЭСКИЗА
ПРИМЕР ОФОРМЛЕНИЯ ОПЕРАЦИОННОГО ЭСКИЗА
ПРИМЕР ОФОРМЛЕНИЯ ОПЕРАЦИОННОГО ЭСКИЗА
ПРИМЕР ОФОРМЛЕНИЯ ОПЕРАЦИОННОГО ЭСКИЗА
Экономическая точность обработки
Экономическая точность обработки
ЭКОНОМИЧЕСКАЯ ТОЧНОСТЬ ОБРАБОТКИ
При составлении технологического маршрута обработки на металлорежущих станках следует
ЭКОНОМИЧЕСКАЯ ТОЧНОСТЬ ОБРАБОТКИ
При составлении технологического маршрута обработки на металлорежущих станках следует
ЭКОНОМИЧЕСКАЯ ТОЧНОСТЬ ОБРАБОТКИ
ЭКОНОМИЧЕСКАЯ ТОЧНОСТЬ ОБРАБОТКИ
ЭКОНОМИЧЕСКАЯ ТОЧНОСТЬ ОБРАБОТКИ
ЭКОНОМИЧЕСКАЯ ТОЧНОСТЬ ОБРАБОТКИ
ЭКОНОМИЧЕСКАЯ ТОЧНОСТЬ ОБРАБОТКИ
ЭКОНОМИЧЕСКАЯ ТОЧНОСТЬ ОБРАБОТКИ
ЭКОНОМИЧЕСКАЯ ТОЧНОСТЬ ОБРАБОТКИ
ЭКОНОМИЧЕСКАЯ ТОЧНОСТЬ ОБРАБОТКИ
ЭКОНОМИЧЕСКАЯ ТОЧНОСТЬ ОБРАБОТКИ
ЭКОНОМИЧЕСКАЯ ТОЧНОСТЬ ОБРАБОТКИ
ЭКОНОМИЧЕСКАЯ ТОЧНОСТЬ ОБРАБОТКИ
ЭКОНОМИЧЕСКАЯ ТОЧНОСТЬ ОБРАБОТКИ
ЭКОНОМИЧЕСКАЯ ТОЧНОСТЬ ОБРАБОТКИ
ЭКОНОМИЧЕСКАЯ ТОЧНОСТЬ ОБРАБОТКИ
ЭКОНОМИЧЕСКАЯ ТОЧНОСТЬ ОБРАБОТКИ
ЭКОНОМИЧЕСКАЯ ТОЧНОСТЬ ОБРАБОТКИ
ЭКОНОМИЧЕСКАЯ ТОЧНОСТЬ ОБРАБОТКИ
ЭКОНОМИЧЕСКАЯ ТОЧНОСТЬ ОБРАБОТКИ
 Орган слуха, равновесия. Тестирование
Орган слуха, равновесия. Тестирование O’zbekistonda neft va gaz sanoatining tarixi, rivojlanish bosqichlar va istiqbollari
O’zbekistonda neft va gaz sanoatining tarixi, rivojlanish bosqichlar va istiqbollari В память о Великой войне и ее героях ст. Крымской
В память о Великой войне и ее героях ст. Крымской Занимательная атмосфера
Занимательная атмосфера Дигибридное скрещивание
Дигибридное скрещивание Методика расследования изнасилований
Методика расследования изнасилований Analisis of the natural moving the population
Analisis of the natural moving the population Устройство сверлильного станка
Устройство сверлильного станка Маркетинговые коммуникации в образовании
Маркетинговые коммуникации в образовании День гимназиста
День гимназиста Сравнение условий строительства автомобильных и железнодорожных магистралей в Финляндии и России
Сравнение условий строительства автомобильных и железнодорожных магистралей в Финляндии и России Организация ремонта колесных пар в локомотивном депо
Организация ремонта колесных пар в локомотивном депо Роль Д.А.Поспелова в отечественной кибернетике и искусственном интеллекте
Роль Д.А.Поспелова в отечественной кибернетике и искусственном интеллекте Гигиена и здоровье
Гигиена и здоровье Презентация Индийский океан
Презентация Индийский океан Презентация к классному часу по теме Отечественная война 1812 года
Презентация к классному часу по теме Отечественная война 1812 года Топливная промышленность России
Топливная промышленность России 24 мая – День славянской письменности и культуры
24 мая – День славянской письменности и культуры Религиозная организация христиан веры евангельской (пятидесятников), г. Ярославля
Религиозная организация христиан веры евангельской (пятидесятников), г. Ярославля Сравнение обыкновенных дробей
Сравнение обыкновенных дробей Презентация НОД Путешествие по русским народным сказкам
Презентация НОД Путешествие по русским народным сказкам Рынки. Рынок ценных бумаг. (Урок 11-12)
Рынки. Рынок ценных бумаг. (Урок 11-12) 9 Мая - День Победы (открытки учеников)
9 Мая - День Победы (открытки учеников) Урок внеклассного чтения В свои стихи я вкладываю душу
Урок внеклассного чтения В свои стихи я вкладываю душу Лента Мёбиуса
Лента Мёбиуса Сервисный тренинг EXD06 Экспертный тренинг
Сервисный тренинг EXD06 Экспертный тренинг Презентация сложение целых чисел
Презентация сложение целых чисел Взаимодействие лазерного излучения с веществом: спектроскопия и фазовое управление молекулярными колебаниями. Лекция 4
Взаимодействие лазерного излучения с веществом: спектроскопия и фазовое управление молекулярными колебаниями. Лекция 4