на одном рабочем месте, куда подаются требуемые узлы, детали, большой цикл, высокие требования к квалификации исполнителя
- поточная сборка:
а) подвижная – в крупносерийном и массовом производствах, в виде конвеерных линий, на рабочих местах вдоль линии выполняеться одна операция, для перемещения используется конвеерная линия
б) неподвижная – перемещаются исполнители, применяется для крупногабаритных изделий
Весь ТП сборки должен быть разделен на операции так, чтобы время выполнения каждой отдельной операции было равно или кратно такту сборки, чтобы синхронизировать процесс.
Если на какой-то операции время увеличивается, то вводится еще одно рабочее место с той же операцией.
При поточной сборке производится специализация, автоматизация и механизация
Такт в сборке и организационная форма сборки
Д – количество рабочих дней в году
С – число смен в сутки
tсм – длительность смены в часах
η – учитывает потери времени на ремонт оборудования
Тоб – время на обслуживание оборудования
Тотд – время на отдых
N – годовая программа выпуска продукции

 20231025_prezentatsiya1
20231025_prezentatsiya1 воспитание культурно-гигиенических навыков
воспитание культурно-гигиенических навыков 20231213_bytovoy_zhanr_v_russkoy_zhivopisi_19_veka
20231213_bytovoy_zhanr_v_russkoy_zhivopisi_19_veka Оценка качества солода разных производителей и его перерабатываемость при производстве пива светлых сортов
Оценка качества солода разных производителей и его перерабатываемость при производстве пива светлых сортов Prophylactic measure – the use of the tooth-brush
Prophylactic measure – the use of the tooth-brush проект Учимся быть здоровыми
проект Учимся быть здоровыми Суда еритін дәрумендер
Суда еритін дәрумендер Мой родной край
Мой родной край Zaschita_Roma
Zaschita_Roma Безпліддя як медико-соціальна проблема. Альтернативний погляд на проблему
Безпліддя як медико-соціальна проблема. Альтернативний погляд на проблему Переливание крови
Переливание крови Михаил Васильевич Ломоносов (1711-1765)
Михаил Васильевич Ломоносов (1711-1765)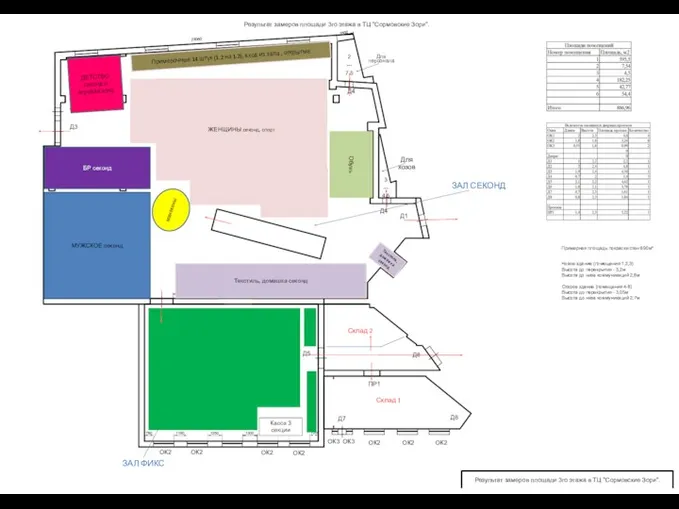 Сормовские зори
Сормовские зори Qu’est-ce que c’est la Cote d’Ivoire
Qu’est-ce que c’est la Cote d’Ivoire Чередующиеся гласные в корне слова
Чередующиеся гласные в корне слова Презентация Организация образовательной работы по организации досуговой деятельности в детском саду.
Презентация Организация образовательной работы по организации досуговой деятельности в детском саду. Дизайн упаковки в рекламі та PR
Дизайн упаковки в рекламі та PR Принципы детской и взрослой травматологии
Принципы детской и взрослой травматологии презентация А. С. Пушкин 2 часть для начальной школы 3 класс
презентация А. С. Пушкин 2 часть для начальной школы 3 класс Тригеминальные вегетативные цефалгии
Тригеминальные вегетативные цефалгии Кислоты. Свойства кислот
Кислоты. Свойства кислот Мастер-класс на тему Модель и способ Тема урока: Модель и способ
Мастер-класс на тему Модель и способ Тема урока: Модель и способ Феофан Грек
Феофан Грек Основные положения теории теплопроводности
Основные положения теории теплопроводности Печатная форма. Печатающие элементы
Печатная форма. Печатающие элементы Тип Кольчатые черви. класс малощетинковые черви (Умк Пасечника)
Тип Кольчатые черви. класс малощетинковые черви (Умк Пасечника) Эволюция языков программирования
Эволюция языков программирования Математика на 2 февраля
Математика на 2 февраля