- Производство листового стекла лодочным и безлодочным способом

Содержание
- 2. Состав листового стекла для лодочного способа формовки Для этого способа выработки оптимальным является следующий аллюмомагнезиальный состав:
- 3. Если на поверхность жидкой стекломассы опустить вертикально плоский железный лист и погрузить его конец в стекломассу,
- 4. Объясняется это тем, что силы поверхностного натяжения стремятся уменьшить поверхность жидкой стекломассы. Чтобы избежать сужения ленты
- 5. Выработочные каналы Из ванной печи сваренная и остуженная стекломасса поступает в выработочные (машинные) каналы, а затем
- 6. Расположение машин ВВС: а) радиальное; б) ступенчатое Ванная печь Машины ВВС В каналах с непосредственным питанием
- 7. Машина вертикального вытягивания стекла Подмашинная камера и машина ВВС при лодочном способе выработки: 1 — лодочка,
- 8. Холодильники Холодильники представляют собой продолговатые плоские железные коробки, по длине соответствующие длине щели лодочки. С помощью
- 9. Бортодержатели Бортодержатели — это металлические крючки, одним концом жестко закрепляемые под крышкой подмашинной камеры, а другим
- 10. Безлодочный способ формовки стекла Сущность способа безлодочного вытягивания сводится к формованию ленты непосредственно со свободной поверхности
- 11. Состав листового стекла для безлодочного способа формовки Высокая температура стекломассы при выработке требует применения более «короткого»
- 12. Выработочные каналы Выработочный канал при безлодочном способе выработки имеет значительную глубину— 1200 мм, что обеспечивает более
- 13. Подмашинная камера над зеркалом стекломассы образуется двумя подвесными брусьями 2, обычно по их форме называемыми L-образными
- 14. В находящуюся в подмашинной камере стекломассу погружен на глубину 60—120 мм брус-поплавок . Назначение поплавка —
- 16. Скачать презентацию
Состав листового стекла для лодочного способа формовки
Для этого способа выработки оптимальным
Состав листового стекла для лодочного способа формовки
Для этого способа выработки оптимальным
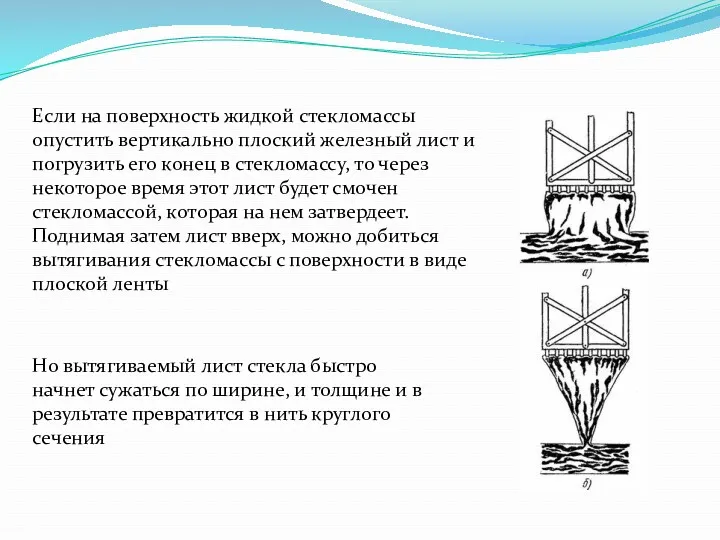
Если на поверхность жидкой стекломассы опустить вертикально плоский железный лист и
Если на поверхность жидкой стекломассы опустить вертикально плоский железный лист и
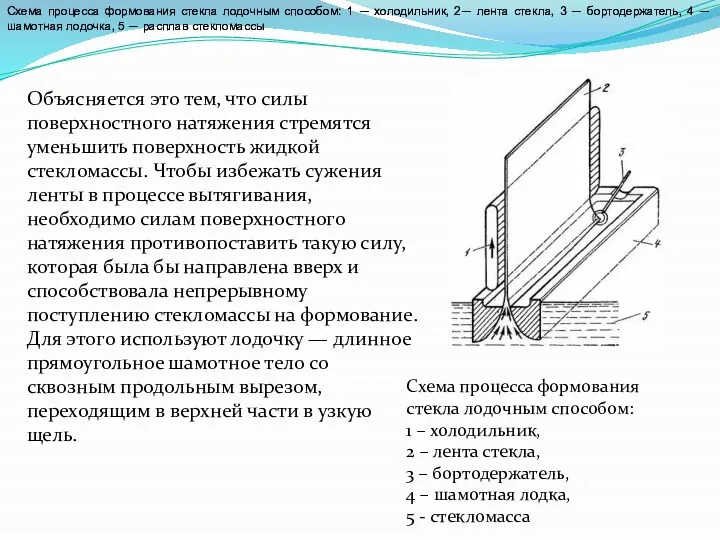
Объясняется это тем, что силы поверхностного натяжения стремятся уменьшить поверхность жидкой
Объясняется это тем, что силы поверхностного натяжения стремятся уменьшить поверхность жидкой
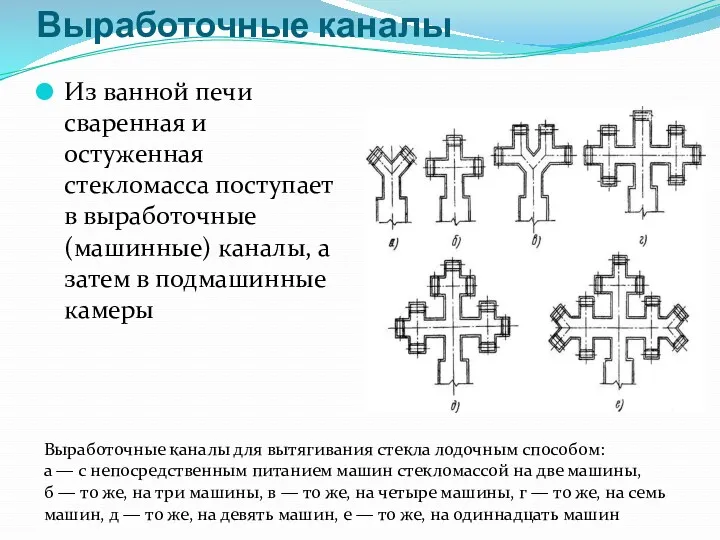
Выработочные каналы
Из ванной печи сваренная и остуженная стекломасса поступает в выработочные
Выработочные каналы
Из ванной печи сваренная и остуженная стекломасса поступает в выработочные
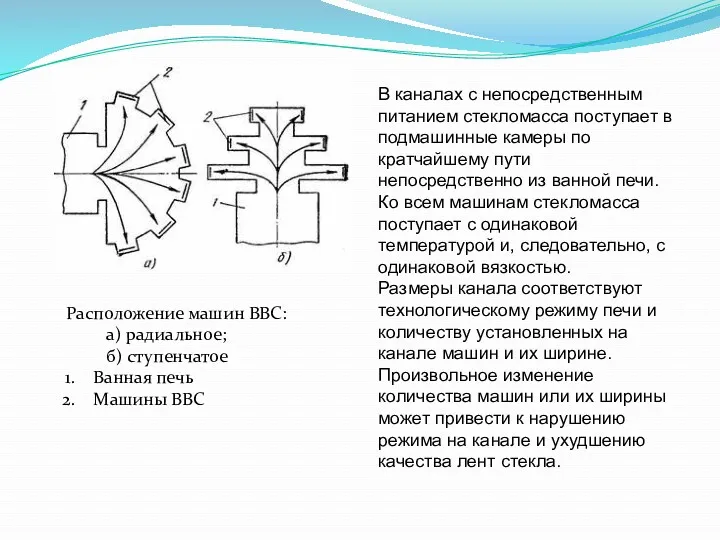
Расположение машин ВВС:
а) радиальное;
б) ступенчатое
Ванная печь
Машины ВВС
В
Расположение машин ВВС:
а) радиальное;
б) ступенчатое
Ванная печь
Машины ВВС
В

Машина вертикального вытягивания стекла
Подмашинная камера и машина ВВС при лодочном способе
Машина вертикального вытягивания стекла
Подмашинная камера и машина ВВС при лодочном способе
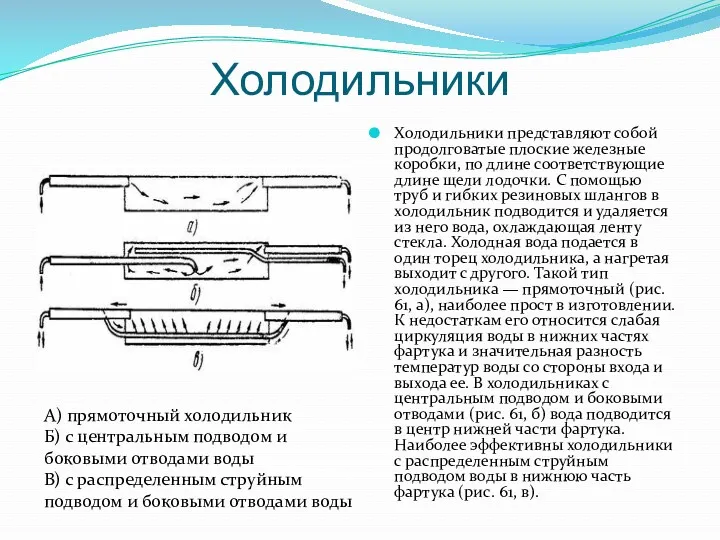
Холодильники
Холодильники представляют собой продолговатые плоские железные коробки, по длине соответствующие длине
Холодильники
Холодильники представляют собой продолговатые плоские железные коробки, по длине соответствующие длине
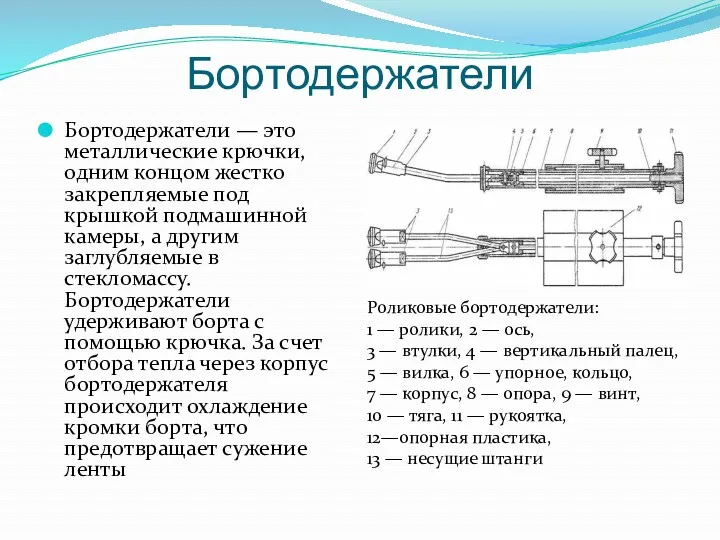
Бортодержатели
Бортодержатели — это металлические крючки, одним концом жестко закрепляемые под крышкой
Бортодержатели
Бортодержатели — это металлические крючки, одним концом жестко закрепляемые под крышкой
Безлодочный способ формовки стекла
Сущность способа безлодочного вытягивания сводится к формованию ленты
Безлодочный способ формовки стекла
Сущность способа безлодочного вытягивания сводится к формованию ленты
Состав листового стекла для безлодочного способа формовки
Высокая температура стекломассы при выработке
Состав листового стекла для безлодочного способа формовки
Высокая температура стекломассы при выработке
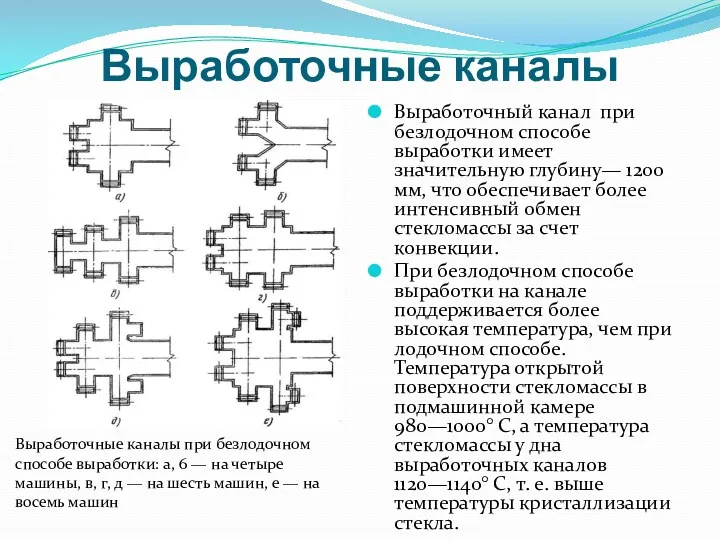
Выработочные каналы
Выработочный канал при безлодочном способе выработки имеет значительную глубину— 1200
Выработочные каналы
Выработочный канал при безлодочном способе выработки имеет значительную глубину— 1200
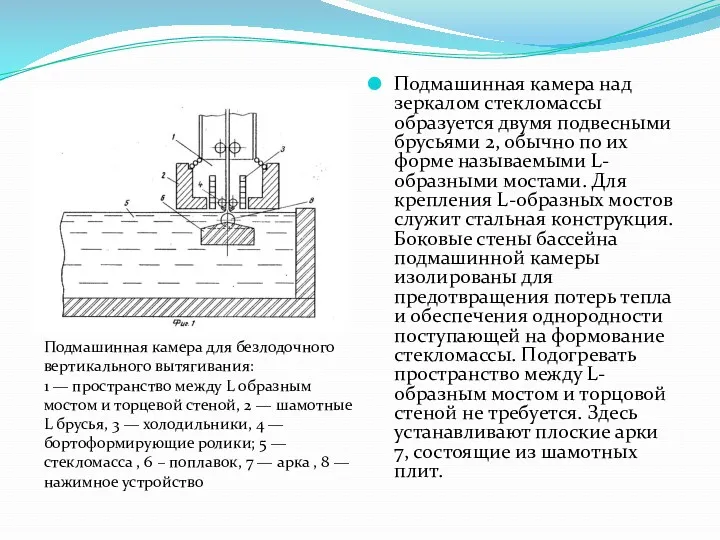
Подмашинная камера над зеркалом стекломассы образуется двумя подвесными брусьями 2, обычно
Подмашинная камера над зеркалом стекломассы образуется двумя подвесными брусьями 2, обычно
В находящуюся в подмашинной камере стекломассу погружен на глубину 60—120 мм
В находящуюся в подмашинной камере стекломассу погружен на глубину 60—120 мм
 Зерновые бобовые культуры. Хозяйственное значение
Зерновые бобовые культуры. Хозяйственное значение Факторы эволюции. Приспособленности
Факторы эволюции. Приспособленности Егін және оны өндіру, одан дайын өнім дайындау
Егін және оны өндіру, одан дайын өнім дайындау Прокуратура Российской Федерации. Организационно-правовые основы деятельности прокуратуры
Прокуратура Российской Федерации. Организационно-правовые основы деятельности прокуратуры Игра Шуточные загадки ПС Менделеева
Игра Шуточные загадки ПС Менделеева Опасные и чрезвычайные ситуации, общие понятия и определения, их классификация
Опасные и чрезвычайные ситуации, общие понятия и определения, их классификация Презентация Упаковка подарков
Презентация Упаковка подарков Русь в период феодальной раздробленности в XII-XIII вв
Русь в период феодальной раздробленности в XII-XIII вв Мочевыделительная система
Мочевыделительная система Эволюция нервной системы
Эволюция нервной системы Презентация: История мер измерения
Презентация: История мер измерения 2017 год – Год экологии
2017 год – Год экологии Представление технологии Диск
Представление технологии Диск Лидерство и руководство
Лидерство и руководство Строительный инжиниринг. Введение
Строительный инжиниринг. Введение Дифференциальные уравнения
Дифференциальные уравнения Проект Открытые ладони. Календарь памятных дат на 2018-2019 учебный год
Проект Открытые ладони. Календарь памятных дат на 2018-2019 учебный год Презентация ДО Солнышко
Презентация ДО Солнышко Правила поведения в музее.
Правила поведения в музее. Мониторинг финансового состояния предприятия как инструмент диагностики банкротства. Тема № 5
Мониторинг финансового состояния предприятия как инструмент диагностики банкротства. Тема № 5 Сказка про степени сравнения прилагательных
Сказка про степени сравнения прилагательных Анкетирование. Основные вопросы
Анкетирование. Основные вопросы Презентация к устному журналу Это страшное слово - БЛОКАДА
Презентация к устному журналу Это страшное слово - БЛОКАДА Пасха Христова
Пасха Христова Разность потенциалов. Эквипотенциальные поверхности
Разность потенциалов. Эквипотенциальные поверхности Экономическое обоснование ликвидации скважин
Экономическое обоснование ликвидации скважин Мелиорация сельскохозяйственных земель
Мелиорация сельскохозяйственных земель Режим приема пищи. Правильный ужин
Режим приема пищи. Правильный ужин