- Процессы обработки конструкционных материалов. Сверление

Содержание
- 2. Виды сверление А — сверление сверлом В — растачивание на токарном станке С — зенкерование зенкером
- 3. A) Сверление - распространенный метод получения отверстий в сплошном материале. Сверлением получают сквозные и несквозные (глухие)
- 4. B) Раста́чивание — процесс механической обработки внутренних поверхностей отверстия расточными резцами в заданный размер. В основном
- 5. G) Зенко́вка — многолезвийный режущий инструмент для обработки отверстий в деталях с целью получения конических или
- 6. Движение инструмента: резание – вращательное движение подача – поступательное движение При сверлении не получить: высокую точность
- 7. ПРОМЫШЛЕННЫЕ СВЁРЛА Спиральные Перовые Одностороннего резания Эжекторные Кольцевого сверления Специальные комбинированные Вертикально-сверлильный станок Profi-Z4 Радиально-сверлильный станок
- 8. Основные части спирального сверла
- 9. Режущая часть спирального сверла Главные режущие кромки сверла прямолинейны и наклонены к его оси под главным
- 10. Геометрические параметры сверла Сверло характеризуется основными углами: передним углом γ задним углом α углом наклона винтовой
- 11. Определение геометрических параметров
- 12. Особенности процесса резания при сверлении Наличие очень малых передних углов в центральной части сверла и отрицательных
- 14. Скачать презентацию
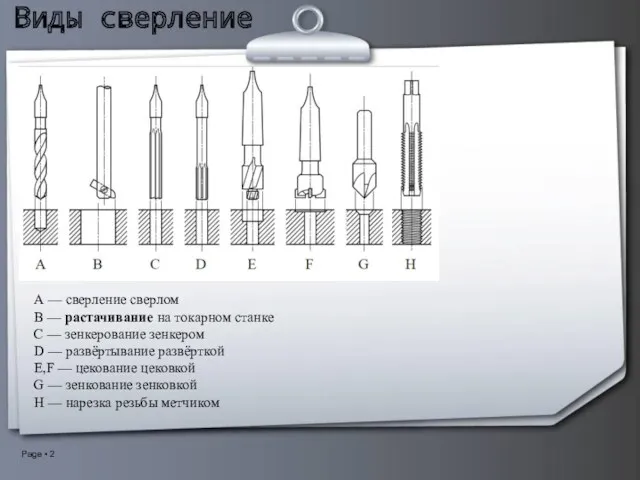
Виды сверление
А — сверление сверлом
В — растачивание на токарном станке
С — зенкерование зенкером
D — развёртывание развёрткой
E,F — цекование цековкой
G — зенкование зенковкой
H —
Виды сверление
А — сверление сверлом В — растачивание на токарном станке С — зенкерование зенкером D — развёртывание развёрткой E,F — цекование цековкой G — зенкование зенковкой H —
A) Сверление - распространенный метод получения отверстий в сплошном материале. Сверлением получают
A) Сверление - распространенный метод получения отверстий в сплошном материале. Сверлением получают
B) Раста́чивание — процесс механической обработки внутренних поверхностей отверстия расточными
резцами в заданный размер. В основном осуществляется на токарных, агрегатных, расточных и
B) Раста́чивание — процесс механической обработки внутренних поверхностей отверстия расточными
резцами в заданный размер. В основном осуществляется на токарных, агрегатных, расточных и
G) Зенко́вка — многолезвийный режущий инструмент для обработки отверстий в деталях с целью
получения
получения
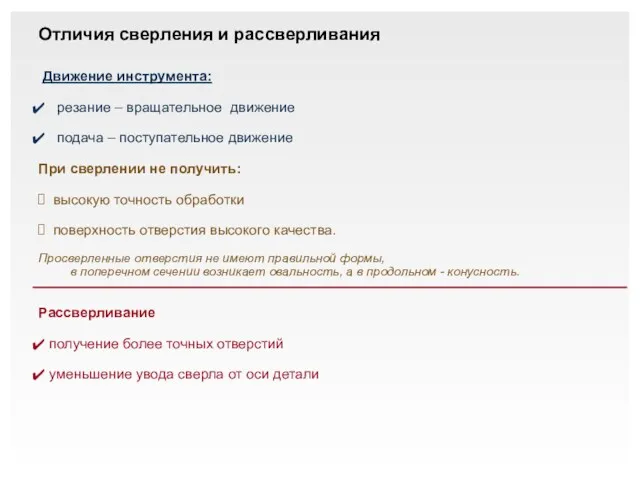
Движение инструмента:
резание – вращательное движение
подача – поступательное движение
При сверлении
Движение инструмента:
резание – вращательное движение
подача – поступательное движение
При сверлении
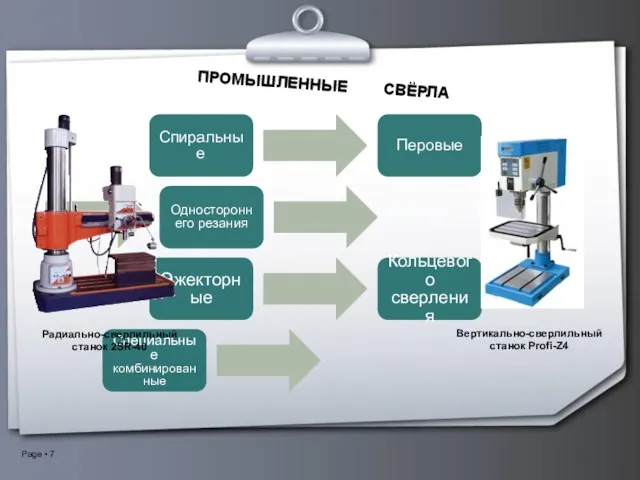
ПРОМЫШЛЕННЫЕ СВЁРЛА
Спиральные
Перовые
Одностороннего резания
Эжекторные
Кольцевого сверления
Специальные комбинированные
Вертикально-сверлильный станок Profi-Z4
Радиально-сверлильный станок 2SR-40
ПРОМЫШЛЕННЫЕ СВЁРЛА
Спиральные
Перовые
Одностороннего резания
Эжекторные
Кольцевого сверления
Специальные комбинированные
Вертикально-сверлильный станок Profi-Z4
Радиально-сверлильный станок 2SR-40
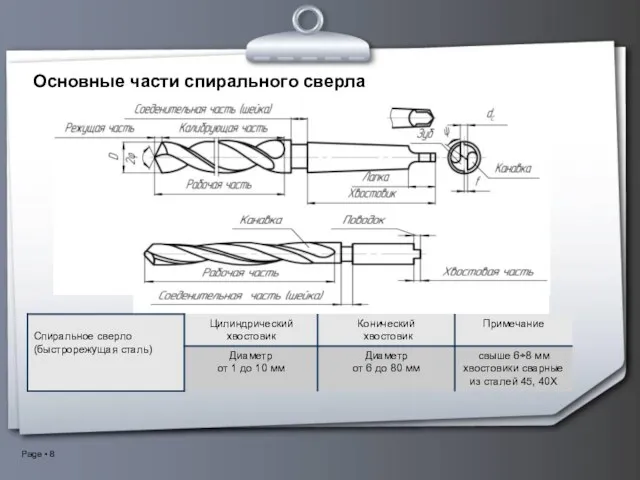
Основные части спирального сверла
Основные части спирального сверла
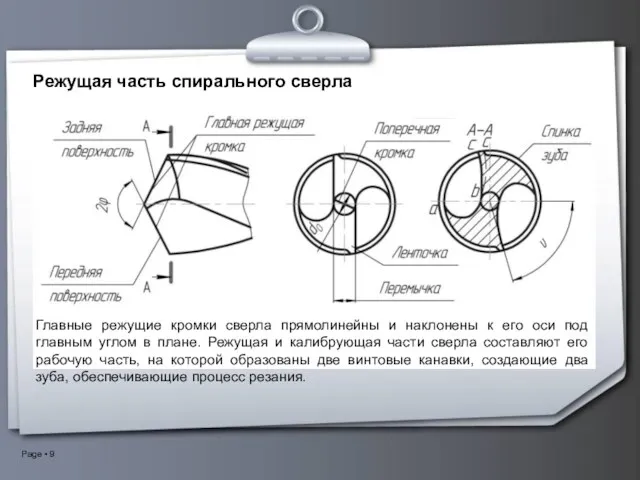
Режущая часть спирального сверла
Главные режущие кромки сверла прямолинейны и наклонены
Режущая часть спирального сверла
Главные режущие кромки сверла прямолинейны и наклонены
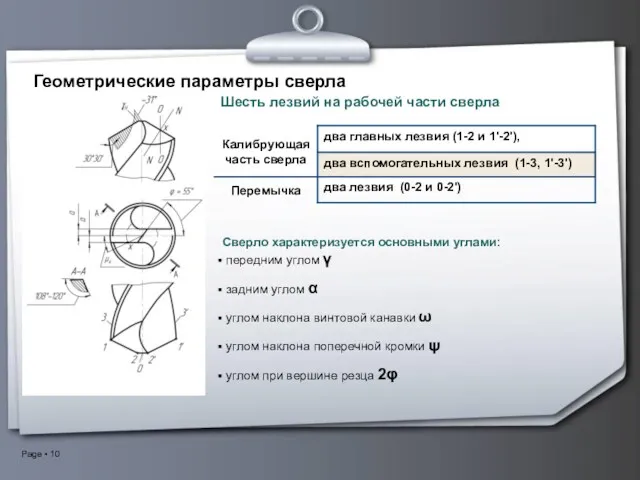
Геометрические параметры сверла
Сверло характеризуется основными углами:
передним углом γ
задним
Геометрические параметры сверла
Сверло характеризуется основными углами:
передним углом γ
задним
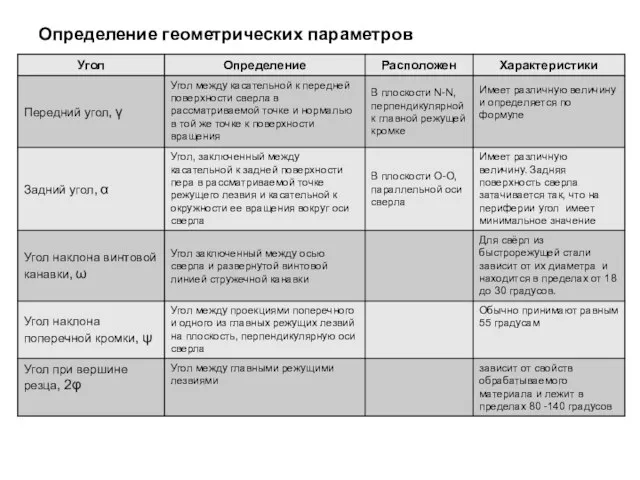
Определение геометрических параметров
Определение геометрических параметров
Особенности процесса резания при сверлении
Наличие очень малых передних углов в центральной
Особенности процесса резания при сверлении
Наличие очень малых передних углов в центральной
 fvkhfykkhvpyschdyvamyvzham
fvkhfykkhvpyschdyvamyvzham Новое качество образования
Новое качество образования Обработка информации с помощью текстовых процессоров
Обработка информации с помощью текстовых процессоров Отчет о проведении Публичной презентации результатов педагогической деятельности и инновационной работы - 2014.
Отчет о проведении Публичной презентации результатов педагогической деятельности и инновационной работы - 2014. Многонациональный Крым
Многонациональный Крым Презентация Предметно-развивающая среда группы раннего возраста
Презентация Предметно-развивающая среда группы раннего возраста Рентгенодиагностика и дифференциальная диагностика частных форм туберкулеза. Туберкулёма
Рентгенодиагностика и дифференциальная диагностика частных форм туберкулеза. Туберкулёма Производство сильфонных компенсаторов
Производство сильфонных компенсаторов Лингвистический анализ художественного текста
Лингвистический анализ художественного текста Резьбы
Резьбы Г. Ибсен Кукольный дом
Г. Ибсен Кукольный дом Транспорт. Какие величины характеризуют движение?
Транспорт. Какие величины характеризуют движение? Смесительный полупроводниковый диод
Смесительный полупроводниковый диод Образование Верещагинского района: вчера, сегодня, завтра. Виртуальный музей
Образование Верещагинского района: вчера, сегодня, завтра. Виртуальный музей Технология конструкционных материалов. Оптимальная точность обработки
Технология конструкционных материалов. Оптимальная точность обработки Проектная деятельность в старших классах 25.09.2018
Проектная деятельность в старших классах 25.09.2018 Музейный урок Быт и культура Кубани
Музейный урок Быт и культура Кубани Ильменский заповедник
Ильменский заповедник Города воинской славы
Города воинской славы Деньги и их функции
Деньги и их функции Особенности проведения деловых переговоров в Японии
Особенности проведения деловых переговоров в Японии Сепсис. Этиология
Сепсис. Этиология Участие в областном конкурсе Учитель года 2016. Методический семинар.
Участие в областном конкурсе Учитель года 2016. Методический семинар. Я-гражданин России.
Я-гражданин России. Обучение детей с расстройствами аутистического спектра: создание ресурсного класса
Обучение детей с расстройствами аутистического спектра: создание ресурсного класса Лапароскопия в детской хирургии
Лапароскопия в детской хирургии Интеллектуальная игра для 1 класса Хочу всё знать.
Интеллектуальная игра для 1 класса Хочу всё знать.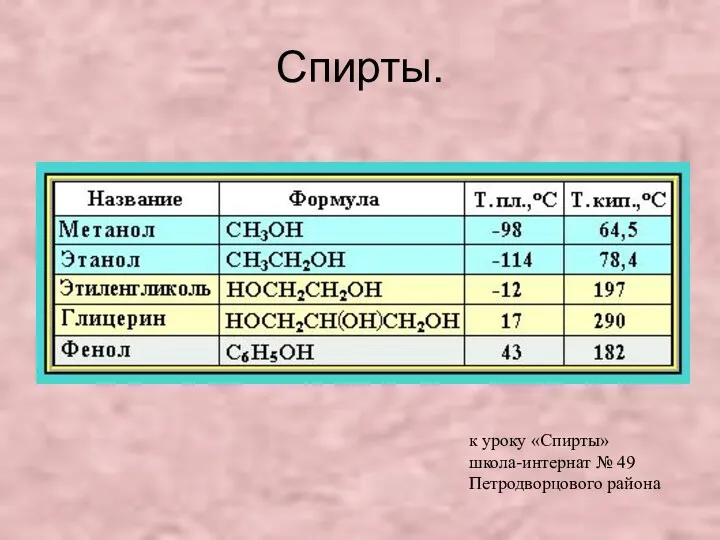 На основе дипломной работы Повышение здоровьесозидающего потенциала уроков химии в школе продолжается работа по разработке уроков, с использованием детских исследовательских проектов.
На основе дипломной работы Повышение здоровьесозидающего потенциала уроков химии в школе продолжается работа по разработке уроков, с использованием детских исследовательских проектов.