- Пісірілген жалғатардың сапасын бақылауға аналған жабдықтар

Содержание
- 2. Пісіру жұмыстарын бақылауды ұйымдастыруды жүргізу екі бағыт бойынша жүргізіледі: пісіру үрдісін бақылау немесе пісірумен жасалған бұйымды
- 3. 2) Жіктің қалыптасу ақаулары, оған негізінен пісіру режімінің сақталмауынан, конструкция элементтерінің пісіруге дұрыс дайындалмауынан, жабдықтың дүрыс
- 4. Оттекті кесудің негізгі екі түрі бар: бөлгіш және беттік. Бөлгіш кесу әртүрлі дайындамаларды ойып кесуге, табақты
- 5. 1 - Мүштек; 2 – қыздырушы жалын; 3 - сұйық металл; 4 – кесілетін металл; 5
- 6. Оттекті кесудің негізгі екі түрі бар: бөлгіш және беттік. Бөлгіш кесу әртүрлі дайындамаларды ойып кесуге, табақты
- 7. Оттекті кесудің негізгі түрлері : а – бөлгіш; б – беттік
- 8. 1 – кескіш бастиегі; 2 – кескіш оттегі түтікшесі; 3 – кескіш оттегі вентилі; 4 –
- 9. Қолмен кесу кезінде оттегі қысымының металл қалыңдығына тәуелділігі Оттекті кесу технологиясы. Металды кесуді бастар алдында оның
- 10. Металл қалыңдығының кесу еніне тәуелділігі
- 11. Қысыммен пісіру түрлері және оларға қолданылатын жабдықтар Қысым түсіре отырып материалдарды қатты күйінде пісіруді қысыммен пісіру
- 12. Пісіру кезінде қосылысатын бөлшектердің кристалдық торларының арасында мәжбүрлі түрде атом аралық байланыс орнайды. Қысыммен пісіру үрдісі
- 13. Түйіспелі пісірудің негізгі түрлері: тоғыстырып пісіру, нүктелі және жікті пісіру. Тоғыстырылған түйіспелі пісіру – пісірілетін бөліктердің
- 14. Нүктелі түйіспелі пісіру – ток өтетін және қысу күшін беретін электродтардың қыздыру ауданымен шектелген аймақта жүргізілетін
- 15. Нүктелі пісірудегі қосылыстың құрылымдық элементтері: d – ядро диаметрі; h (h1) – балқытылу шамасы; g (g1)
- 16. Нүктелі пісіру электродтардың пісірілетін бөлшекке қатысты орналасуына қарай екі жақты және бір жақты болып бөлінеді. Нүктелі
- 18. Скачать презентацию
Пісіру жұмыстарын бақылауды ұйымдастыруды жүргізу екі бағыт бойынша жүргізіледі: пісіру үрдісін
Пісіру жұмыстарын бақылауды ұйымдастыруды жүргізу екі бағыт бойынша жүргізіледі: пісіру үрдісін
2) Жіктің қалыптасу ақаулары, оған негізінен пісіру режімінің сақталмауынан, конструкция элементтерінің
2) Жіктің қалыптасу ақаулары, оған негізінен пісіру режімінің сақталмауынан, конструкция элементтерінің
Оттекті кесудің негізгі екі түрі бар: бөлгіш және беттік.
Бөлгіш кесу
Оттекті кесудің негізгі екі түрі бар: бөлгіш және беттік.
Бөлгіш кесу
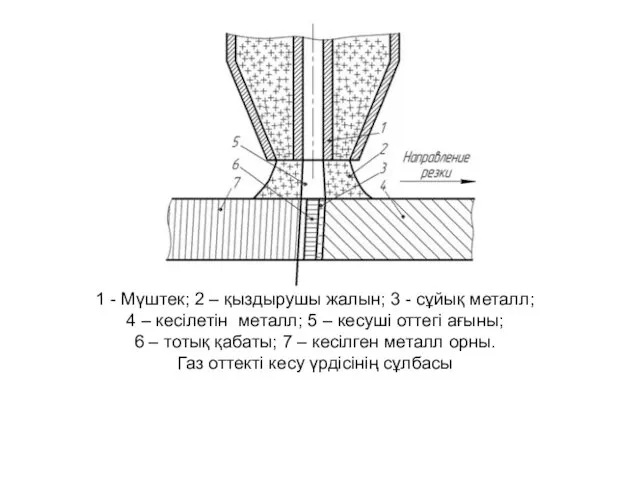
1 - Мүштек; 2 – қыздырушы жалын; 3 - сұйық металл;
1 - Мүштек; 2 – қыздырушы жалын; 3 - сұйық металл;
Оттекті кесудің негізгі екі түрі бар: бөлгіш және беттік.
Бөлгіш кесу
Оттекті кесудің негізгі екі түрі бар: бөлгіш және беттік.
Бөлгіш кесу
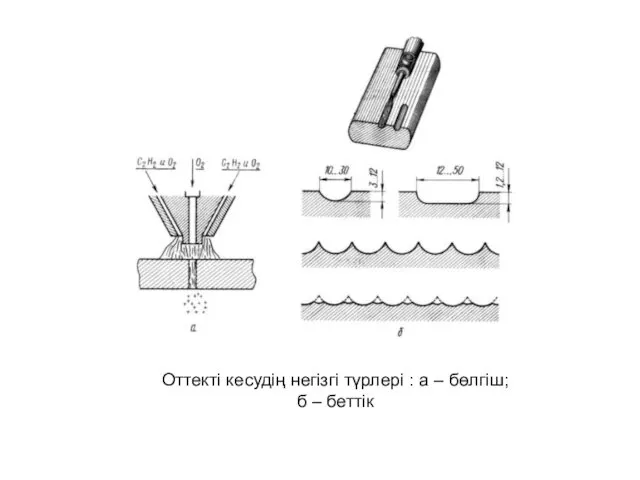
Оттекті кесудің негізгі түрлері : а – бөлгіш;
б – беттік
Оттекті кесудің негізгі түрлері : а – бөлгіш;
б – беттік
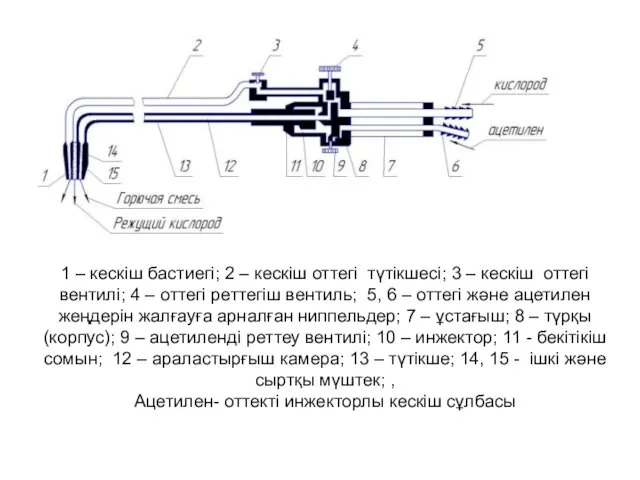
1 – кескіш бастиегі; 2 – кескіш оттегі түтікшесі; 3 –
1 – кескіш бастиегі; 2 – кескіш оттегі түтікшесі; 3 –
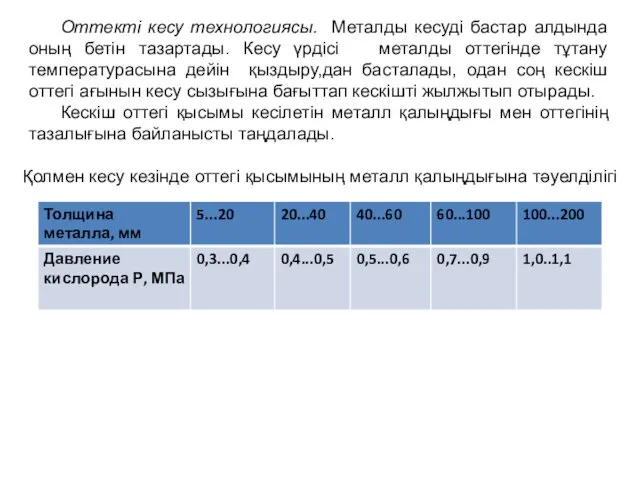
Қолмен кесу кезінде оттегі қысымының металл қалыңдығына тәуелділігі
Оттекті кесу технологиясы. Металды
Қолмен кесу кезінде оттегі қысымының металл қалыңдығына тәуелділігі
Оттекті кесу технологиясы. Металды
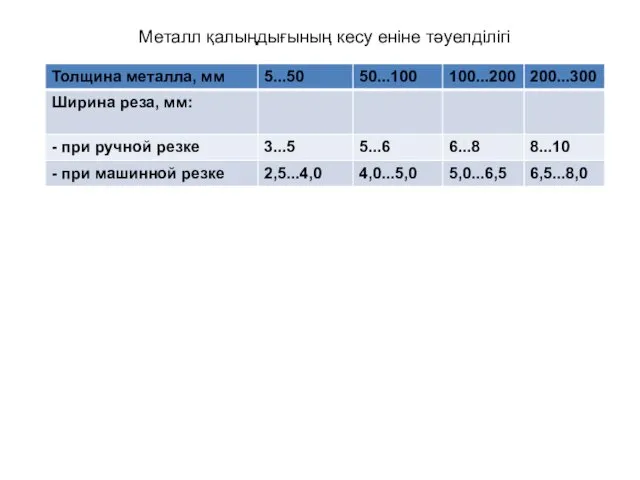
Металл қалыңдығының кесу еніне тәуелділігі
Металл қалыңдығының кесу еніне тәуелділігі
Қысыммен пісіру түрлері және оларға қолданылатын жабдықтар
Қысым түсіре отырып материалдарды қатты
Қысыммен пісіру түрлері және оларға қолданылатын жабдықтар
Қысым түсіре отырып материалдарды қатты
Пісіру кезінде қосылысатын бөлшектердің кристалдық торларының арасында мәжбүрлі түрде атом аралық
Пісіру кезінде қосылысатын бөлшектердің кристалдық торларының арасында мәжбүрлі түрде атом аралық
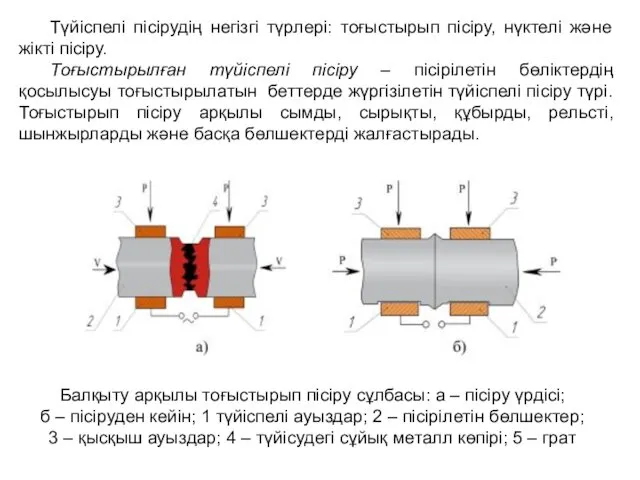
Түйіспелі пісірудің негізгі түрлері: тоғыстырып пісіру, нүктелі және жікті пісіру.
Тоғыстырылған түйіспелі
Түйіспелі пісірудің негізгі түрлері: тоғыстырып пісіру, нүктелі және жікті пісіру.
Тоғыстырылған түйіспелі
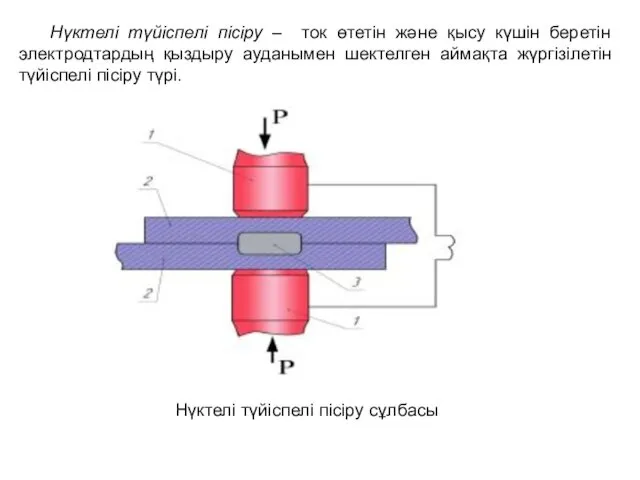
Нүктелі түйіспелі пісіру – ток өтетін және қысу күшін беретін электродтардың
Нүктелі түйіспелі пісіру – ток өтетін және қысу күшін беретін электродтардың

Нүктелі пісірудегі қосылыстың құрылымдық элементтері:
d – ядро диаметрі; h (h1)
Нүктелі пісірудегі қосылыстың құрылымдық элементтері:
d – ядро диаметрі; h (h1)
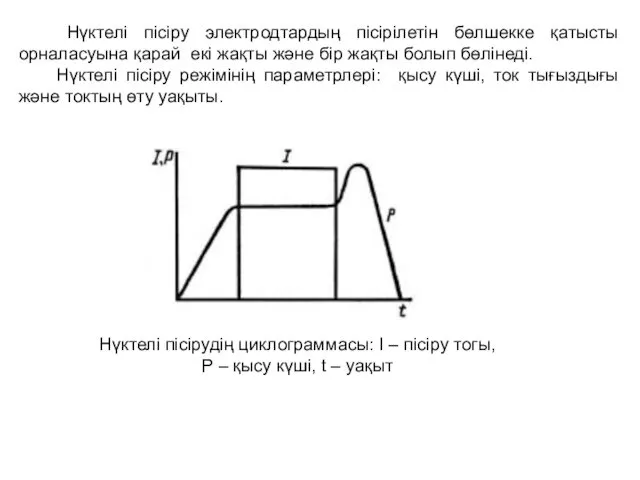
Нүктелі пісіру электродтардың пісірілетін бөлшекке қатысты орналасуына қарай екі жақты
Нүктелі пісіру электродтардың пісірілетін бөлшекке қатысты орналасуына қарай екі жақты
 Архитектурно-строительная акустика. Защита от шума
Архитектурно-строительная акустика. Защита от шума Информация в памяти компьютера
Информация в памяти компьютера Использование пестицидов в сельском хозяйстве
Использование пестицидов в сельском хозяйстве Основные педагогические системы, дидактические конценции и технологии обучения
Основные педагогические системы, дидактические конценции и технологии обучения Знаток родного края
Знаток родного края мастер-класс на тему Критической мышление
мастер-класс на тему Критической мышление Ах, лето красное. Игра
Ах, лето красное. Игра Православные монастыри. Оптина пустынь
Православные монастыри. Оптина пустынь Виды, способы и техники лепки в детском саду
Виды, способы и техники лепки в детском саду Лента памяти: 1941-1945
Лента памяти: 1941-1945 Презентация Решение задач на движение
Презентация Решение задач на движение Бореальные леса Евразии (тайга)
Бореальные леса Евразии (тайга) Общие сведения о зданиях, сооружениях и их эксплуатации. Характеристика зданий, их проектирования и строительства
Общие сведения о зданиях, сооружениях и их эксплуатации. Характеристика зданий, их проектирования и строительства Политический режим. Лекция № 11
Политический режим. Лекция № 11 Производственные процессы при разведении в прудах растительноядных рыб
Производственные процессы при разведении в прудах растительноядных рыб Пятно как средство выражения ритм пятен
Пятно как средство выражения ритм пятен Музыка П.И.Чайковского в анимации
Музыка П.И.Чайковского в анимации Kök kanal morfoloji̇leri̇ ve gi̇ri̇ş kavi̇tesi̇ preparasyonlari
Kök kanal morfoloji̇leri̇ ve gi̇ri̇ş kavi̇tesi̇ preparasyonlari Как вырастить здоровый электронный журнал?
Как вырастить здоровый электронный журнал? Течения в океане
Течения в океане Гипергликемиялық кома
Гипергликемиялық кома SAINTS from the banks of the Neva River
SAINTS from the banks of the Neva River Инновационный образовательный проект Создание модели социально адаптированной личности выпускника посредством интеграции учебной и внеклассной работы учителя химии
Инновационный образовательный проект Создание модели социально адаптированной личности выпускника посредством интеграции учебной и внеклассной работы учителя химии Ядерные реакции и реагенты. Применение и биологическая роль
Ядерные реакции и реагенты. Применение и биологическая роль Растим патриотов!
Растим патриотов! Категорія числа іменників
Категорія числа іменників Сфера обслуживания на Красной горке
Сфера обслуживания на Красной горке Анна Герман
Анна Герман