- Расчет и проектирование протяжек

Содержание
- 2. Высокая эффективность протягивания объясняется следующими основными его характеристиками: большой длиной лезвий, одновременно участвующих в резании; выполнение
- 3. Основные части протяжек 1 — хвостовая часть; 2 — шейка; 3 — переходный конус; 4 —
- 5. Профиль заготовки и составная (наборная) протяжка для ее обработки.
- 6. Методика расчета протяжек Проектирование конструкций протяжек заключается в выборе рациональной схемы резания, назначении подачи на зуб
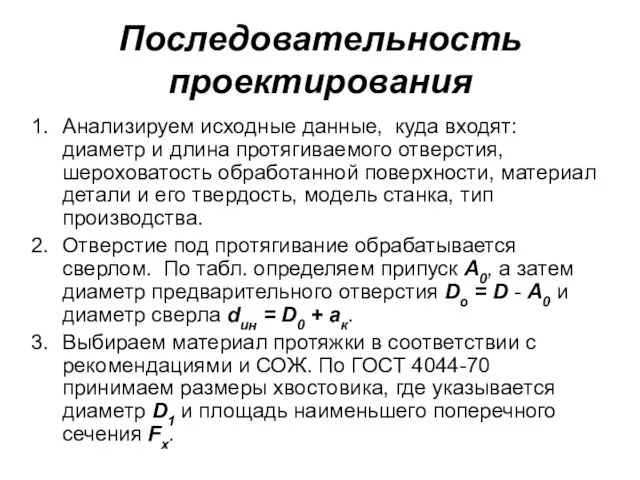
- 7. Последовательность проектирования Анализируем исходные данные, куда входят: диаметр и длина протягиваемого отверстия, шероховатость обработанной поверхности, материал
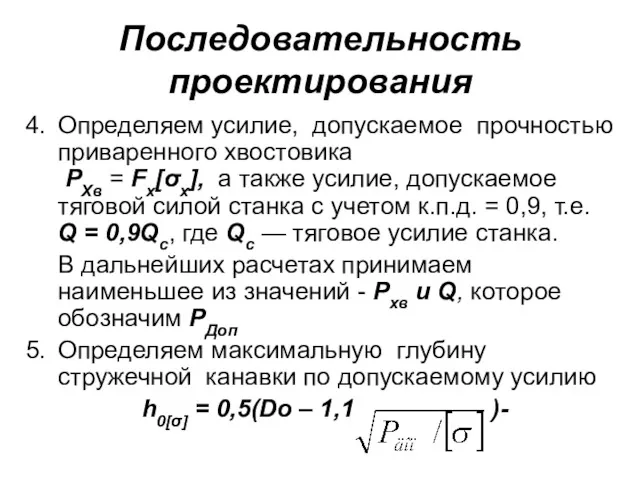
- 8. Последовательность проектирования Определяем усилие, допускаемое прочностью приваренного хвостовика РХв = Fx[σx], а также усилие, допускаемое тяговой
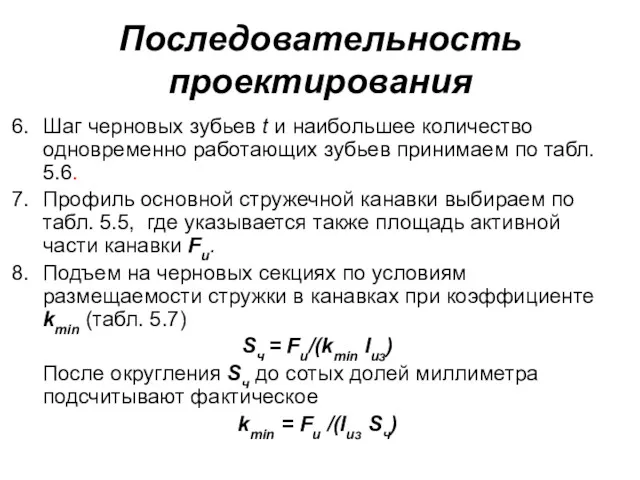
- 9. Последовательность проектирования Шаг черновых зубьев t и наибольшее количество одновременно работающих зубьев принимаем по табл. 5.6.
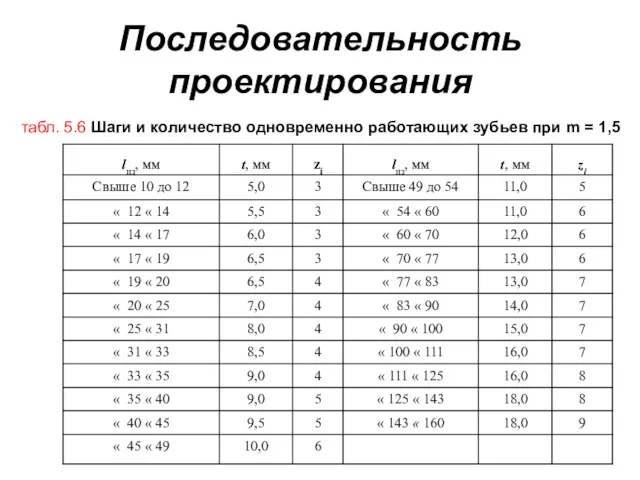
- 10. Последовательность проектирования табл. 5.6 Шаги и количество одновременно работающих зубьев при m = 1,5
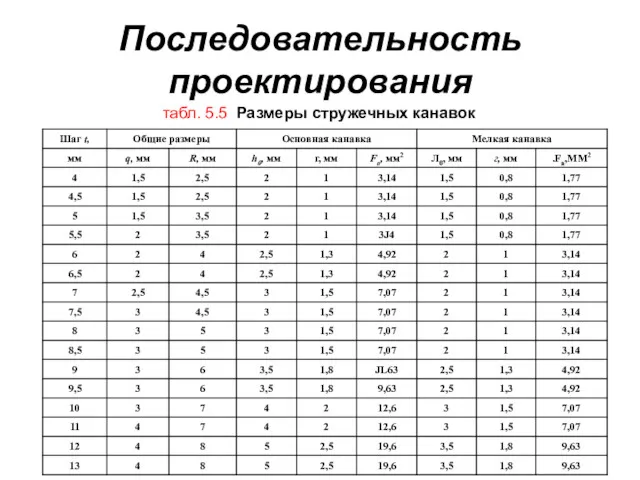
- 11. Последовательность проектирования табл. 5.5 Размеры стружечных канавок
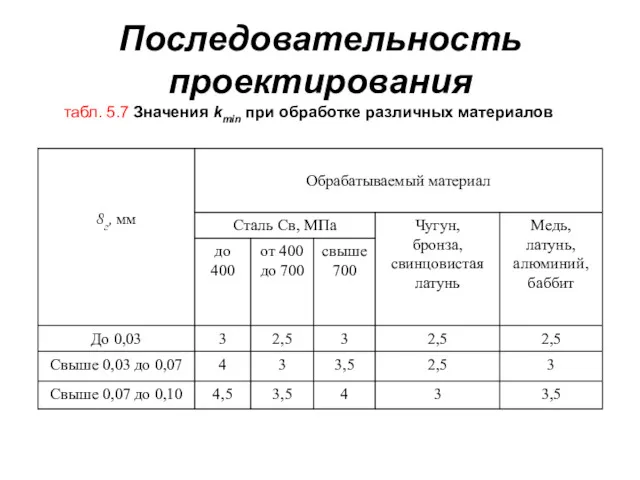
- 12. Последовательность проектирования табл. 5.7 Значения kmin при обработке различных материалов
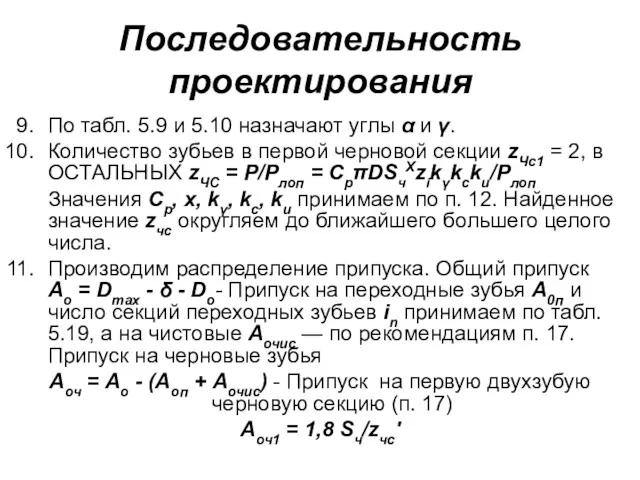
- 13. Последовательность проектирования По табл. 5.9 и 5.10 назначают углы α и γ. Количество зубьев в первой
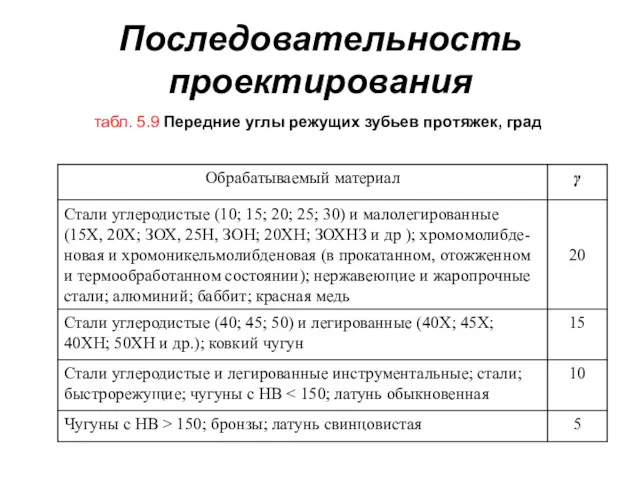
- 14. Последовательность проектирования табл. 5.9 Передние углы режущих зубьев протяжек, град
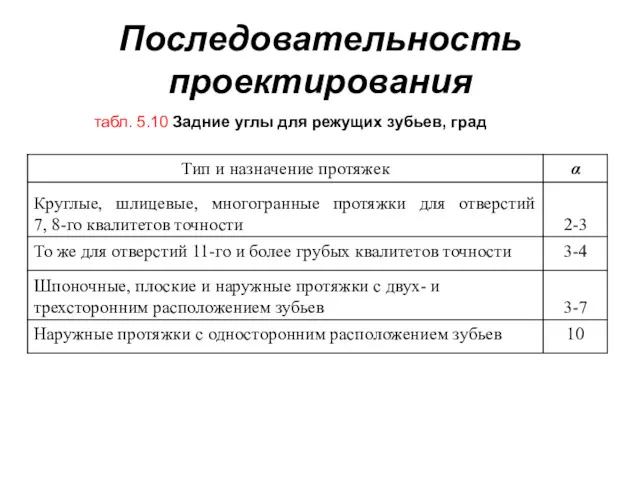
- 15. Последовательность проектирования табл. 5.10 Задние углы для режущих зубьев, град
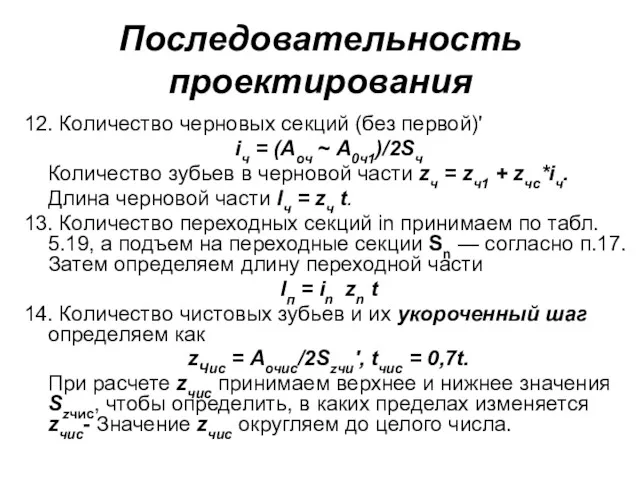
- 16. Последовательность проектирования 12. Количество черновых секций (без первой)' iч = (Аоч ~ А0ч1)/2Sч Количество зубьев в
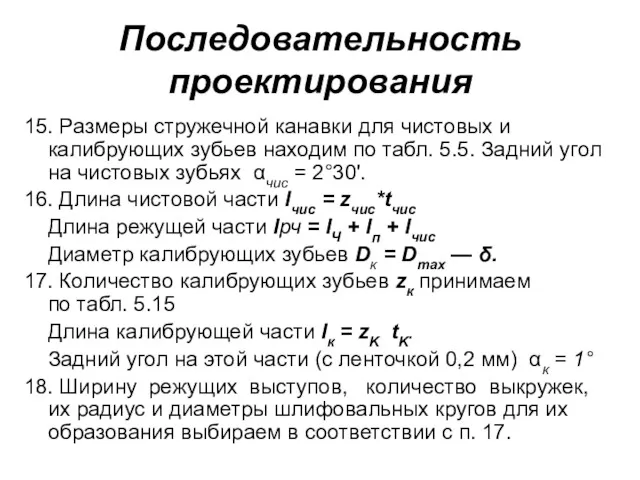
- 17. Последовательность проектирования 15. Размеры стружечной канавки для чистовых и калибрующих зубьев находим по табл. 5.5. Задний
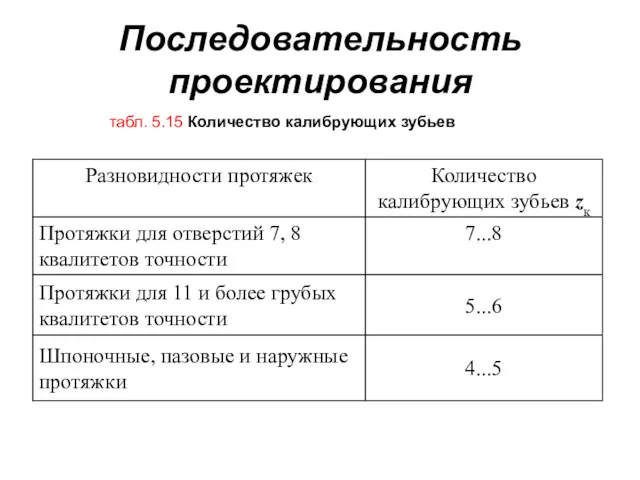
- 18. Последовательность проектирования табл. 5.15 Количество калибрующих зубьев
- 19. Последовательность проектирования Длину хвостовика l1, переходного конуса l3, передней l4 и задней l7 направляющих, длину протяжки
- 20. ОБЩИЕ СВЕДЕНИЯ О КОНСТРУКЦИИ, ПАРАМЕТРАХ РЕЖИМА РЕЗАНИЯ И СПОСОБАХ ПЕРЕТОЧКИ НАРУЖНЫХ ПЛОСКИХ И КРУГЛЫХ ПРОТЯЖЕК
- 21. Эффективность процесса протягивания в значительной степени предопределяется конструкцией оснастки: протяжного блока (плиты с корпусами, кассет протяжек
- 22. Проектирование блоков протяжек для наружного протягивания является довольно сложным процессом, который требует творческого подхода как при
- 23. Протягивание плоскостей и фасонных поверхностей осуществляется по одинарной и групповой схемам срезания припуска Разновидностями одинарной схемы
- 24. При профильной схеме резания форма каждого режущего зуба идентична форме окончательно обработанной поверхности. При генераторной схеме
- 25. Разновидностями групповой схемы резания являются: шахматная, П.П.Юнкина, переменного резания, трапециевидная
- 26. Шахматная схема резания применяется для черновой части комплекта. Группы состоят из двух-трех зубьев, расположенных один за
- 27. Схема П. П. Юнкина применяется для протяжек с короткими лезвиями. Группы состоят из двух зубьев, расположенных
- 28. Схема переменного резания строится так же, как и для круглых протяжек, т. е. на зубьях изготавливаются
- 29. Сплошные зубья в шахматной, П. П. Юнкина и переменной схемах резания изготавливают на 0,02÷0,04 мм ниже
- 30. трапециевидная схема резания Из протяжек с групповой схемой резания наибольшее применение находят протяжки сданной схемой, при
- 31. трапециевидная схема резания Занижение высоты на 0,02 . 0,04 мм у вторых (сплошных) зубьев каждой группы
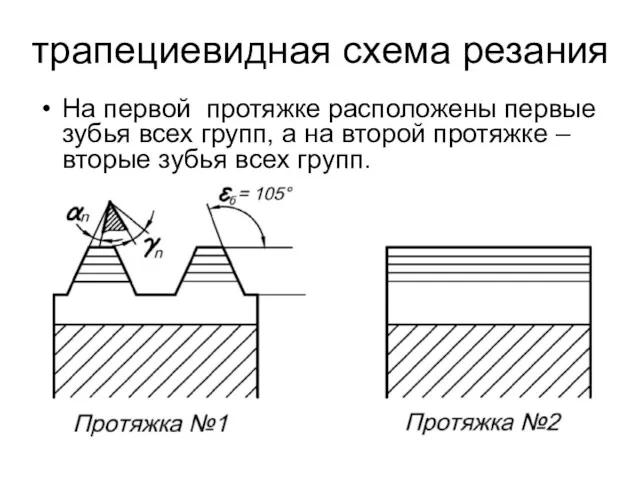
- 32. трапециевидная схема резания На первой протяжке расположены первые зубья всех групп, а на второй протяжке –
- 33. Конструктивно-геометрические параметры протяжек Угол наклона зубьев Определение геометрических параметров и длины угловых протяжек Определение геометрических параметров
- 34. РЕЖИМЫ РЕЗАНИЯ ПРИ ПРОТЯГИВАНИИ Режимы резания при протягивании определяются скоростью резания, подачей на зуб (группу зубьев),
- 35. РЕЖИМЫ РЕЗАНИЯ ПРИ ПРОТЯГИВАНИИ Известно, что при увеличении подачи (толщины срезаемого слоя SZ) от 0,02 до
- 36. РЕЖИМЫ РЕЗАНИЯ ПРИ ПРОТЯГИВАНИИ Определение условия равномерности протягивания При любой схеме резания равномерность зависит от сочетания
- 37. КОМПЛЕКТ ПРОТЯЖЕК ДЛЯ ОБРАБОТКИ ФАСОННЫХ НАРУЖНЫХ ПОВЕРХНОСТЕЙ
- 38. Сложные (фасонные) поверхности, подлежащие протягиванию, разбиваются по профилю на ряд элементарных участков, для обработки которых применяются
- 39. При разбивании профиля на участки и компоновке блока протяжек необходимо стремиться к параллельному размещению секций, которое
- 40. все секции должны свободно размещаться на корпусе без чрезмерного усложнения его конструкции; габаритные размеры корпусов вместе
- 41. РЕГУЛИРОВАНИЕ (ПОДНАЛАДКА) НАРУЖНЫХ ПРОТЯЖЕК ПО ИХ ВЫСОТЕ При наружном протягивании в большинстве случаев необходимо иметь возможность
- 42. РЕГУЛИРОВАНИЕ (ПОДНАЛАДКА) НАРУЖНЫХ ПРОТЯЖЕК ПО ИХ ВЫСОТЕ
- 44. Скачать презентацию
Высокая эффективность протягивания объясняется следующими основными его характеристиками:
большой длиной лезвий, одновременно
Высокая эффективность протягивания объясняется следующими основными его характеристиками:
большой длиной лезвий, одновременно

Основные части протяжек
1 — хвостовая часть; 2 — шейка; 3
Основные части протяжек
1 — хвостовая часть; 2 — шейка; 3
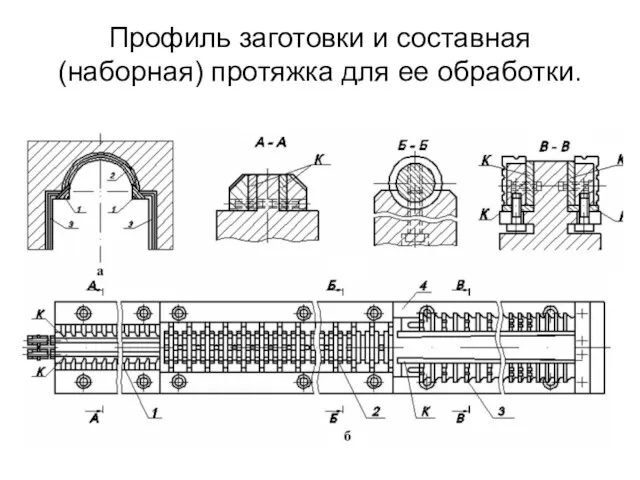
Профиль заготовки и составная (наборная) протяжка для ее обработки.
Профиль заготовки и составная (наборная) протяжка для ее обработки.
Методика расчета протяжек
Проектирование конструкций протяжек заключается в выборе рациональной схемы
Методика расчета протяжек
Проектирование конструкций протяжек заключается в выборе рациональной схемы
Последовательность проектирования
Анализируем исходные данные, куда входят: диаметр и длина протягиваемого
Последовательность проектирования
Анализируем исходные данные, куда входят: диаметр и длина протягиваемого
Последовательность проектирования
Определяем усилие, допускаемое прочностью приваренного хвостовика
РХв = Fx[σx],
Последовательность проектирования
Определяем усилие, допускаемое прочностью приваренного хвостовика РХв = Fx[σx],
Последовательность проектирования
Шаг черновых зубьев t и наибольшее количество одновременно работающих
Последовательность проектирования
Шаг черновых зубьев t и наибольшее количество одновременно работающих
Последовательность проектирования
табл. 5.6 Шаги и количество одновременно работающих зубьев при
Последовательность проектирования
табл. 5.6 Шаги и количество одновременно работающих зубьев при
Последовательность проектирования
табл. 5.5 Размеры стружечных канавок
Последовательность проектирования
табл. 5.5 Размеры стружечных канавок
Последовательность проектирования
табл. 5.7 Значения kmin при обработке различных материалов
Последовательность проектирования
табл. 5.7 Значения kmin при обработке различных материалов
Последовательность проектирования
По табл. 5.9 и 5.10 назначают углы α и
Последовательность проектирования
По табл. 5.9 и 5.10 назначают углы α и
Последовательность проектирования
табл. 5.9 Передние углы режущих зубьев протяжек, град
Последовательность проектирования
табл. 5.9 Передние углы режущих зубьев протяжек, град
Последовательность проектирования
табл. 5.10 Задние углы для режущих зубьев, град
Последовательность проектирования
табл. 5.10 Задние углы для режущих зубьев, град
Последовательность проектирования
12. Количество черновых секций (без первой)'
iч = (Аоч ~
Последовательность проектирования
12. Количество черновых секций (без первой)'
iч = (Аоч ~
Последовательность проектирования
15. Размеры стружечной канавки для чистовых и калибрующих зубьев
Последовательность проектирования
15. Размеры стружечной канавки для чистовых и калибрующих зубьев
Последовательность проектирования
табл. 5.15 Количество калибрующих зубьев
Последовательность проектирования
табл. 5.15 Количество калибрующих зубьев
Последовательность проектирования
Длину хвостовика l1, переходного конуса l3, передней l4 и
Последовательность проектирования
Длину хвостовика l1, переходного конуса l3, передней l4 и
ОБЩИЕ СВЕДЕНИЯ
О КОНСТРУКЦИИ, ПАРАМЕТРАХ РЕЖИМА
РЕЗАНИЯ И СПОСОБАХ ПЕРЕТОЧКИ НАРУЖНЫХ ПЛОСКИХ
И
ОБЩИЕ СВЕДЕНИЯ О КОНСТРУКЦИИ, ПАРАМЕТРАХ РЕЖИМА РЕЗАНИЯ И СПОСОБАХ ПЕРЕТОЧКИ НАРУЖНЫХ ПЛОСКИХ И
Эффективность процесса протягивания в значительной степени предопределяется конструкцией оснастки: протяжного блока
Эффективность процесса протягивания в значительной степени предопределяется конструкцией оснастки: протяжного блока
Проектирование блоков протяжек для наружного протягивания является довольно сложным процессом, который
Проектирование блоков протяжек для наружного протягивания является довольно сложным процессом, который
Протягивание плоскостей и фасонных поверхностей осуществляется по одинарной и групповой схемам
Протягивание плоскостей и фасонных поверхностей осуществляется по одинарной и групповой схемам
При профильной схеме резания форма каждого режущего зуба идентична форме окончательно
При профильной схеме резания форма каждого режущего зуба идентична форме окончательно
Разновидностями групповой схемы резания являются: шахматная, П.П.Юнкина, переменного резания, трапециевидная
Разновидностями групповой схемы резания являются: шахматная, П.П.Юнкина, переменного резания, трапециевидная
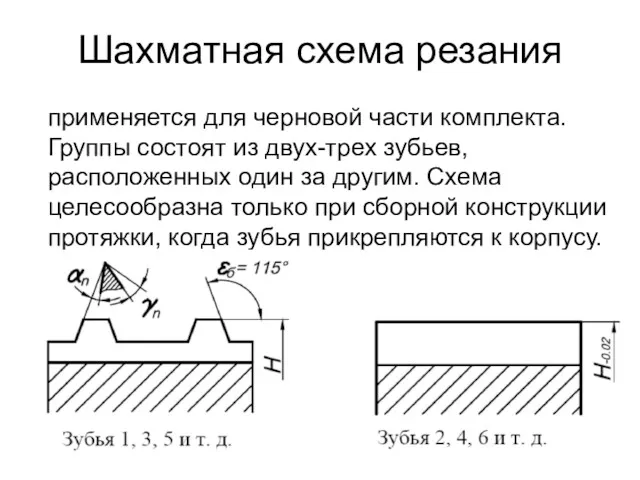
Шахматная схема резания
применяется для черновой части комплекта. Группы состоят из двух-трех
Шахматная схема резания
применяется для черновой части комплекта. Группы состоят из двух-трех
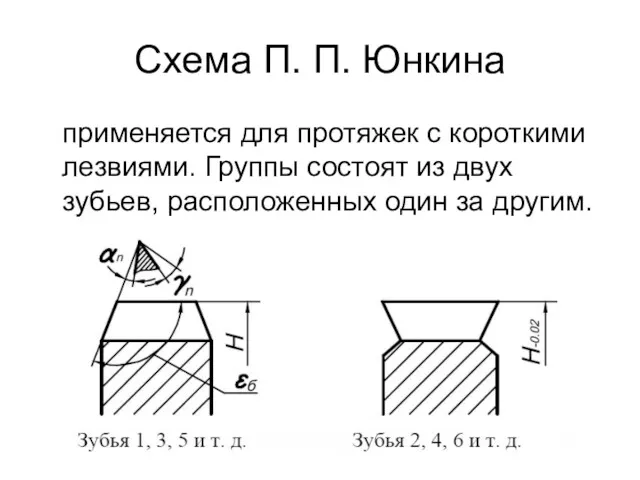
Схема П. П. Юнкина
применяется для протяжек с короткими лезвиями. Группы состоят
Схема П. П. Юнкина
применяется для протяжек с короткими лезвиями. Группы состоят
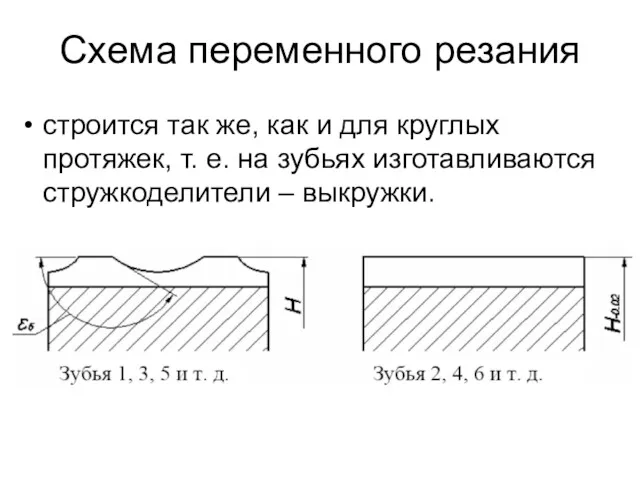
Схема переменного резания
строится так же, как и для круглых протяжек, т.
Схема переменного резания
строится так же, как и для круглых протяжек, т.
Сплошные зубья в шахматной, П. П. Юнкина и переменной схемах резания
Сплошные зубья в шахматной, П. П. Юнкина и переменной схемах резания
трапециевидная схема резания
Из протяжек с групповой схемой резания наибольшее применение находят
трапециевидная схема резания
Из протяжек с групповой схемой резания наибольшее применение находят
трапециевидная схема резания
Занижение высоты на 0,02 . 0,04 мм у вторых
трапециевидная схема резания
Занижение высоты на 0,02 . 0,04 мм у вторых
трапециевидная схема резания
На первой протяжке расположены первые зубья всех групп, а
трапециевидная схема резания
На первой протяжке расположены первые зубья всех групп, а
Конструктивно-геометрические параметры протяжек
Угол наклона зубьев
Определение геометрических параметров и длины угловых протяжек
Определение
Конструктивно-геометрические параметры протяжек
Угол наклона зубьев
Определение геометрических параметров и длины угловых протяжек
Определение
РЕЖИМЫ РЕЗАНИЯ ПРИ ПРОТЯГИВАНИИ
Режимы резания при протягивании определяются скоростью резания, подачей
РЕЖИМЫ РЕЗАНИЯ ПРИ ПРОТЯГИВАНИИ
Режимы резания при протягивании определяются скоростью резания, подачей
РЕЖИМЫ РЕЗАНИЯ ПРИ ПРОТЯГИВАНИИ
Известно, что при увеличении подачи (толщины срезаемого слоя
РЕЖИМЫ РЕЗАНИЯ ПРИ ПРОТЯГИВАНИИ
Известно, что при увеличении подачи (толщины срезаемого слоя
РЕЖИМЫ РЕЗАНИЯ ПРИ ПРОТЯГИВАНИИ
Определение условия равномерности протягивания
При любой схеме резания равномерность
РЕЖИМЫ РЕЗАНИЯ ПРИ ПРОТЯГИВАНИИ
Определение условия равномерности протягивания
При любой схеме резания равномерность
КОМПЛЕКТ ПРОТЯЖЕК ДЛЯ ОБРАБОТКИ ФАСОННЫХ НАРУЖНЫХ
ПОВЕРХНОСТЕЙ
КОМПЛЕКТ ПРОТЯЖЕК ДЛЯ ОБРАБОТКИ ФАСОННЫХ НАРУЖНЫХ
ПОВЕРХНОСТЕЙ
Сложные (фасонные) поверхности, подлежащие протягиванию, разбиваются по профилю на ряд элементарных
Сложные (фасонные) поверхности, подлежащие протягиванию, разбиваются по профилю на ряд элементарных
При разбивании профиля на участки и компоновке блока протяжек необходимо стремиться
При разбивании профиля на участки и компоновке блока протяжек необходимо стремиться
все секции должны свободно размещаться на корпусе без чрезмерного усложнения его
все секции должны свободно размещаться на корпусе без чрезмерного усложнения его
РЕГУЛИРОВАНИЕ (ПОДНАЛАДКА) НАРУЖНЫХ ПРОТЯЖЕК ПО ИХ ВЫСОТЕ
При наружном протягивании в большинстве
РЕГУЛИРОВАНИЕ (ПОДНАЛАДКА) НАРУЖНЫХ ПРОТЯЖЕК ПО ИХ ВЫСОТЕ
При наружном протягивании в большинстве
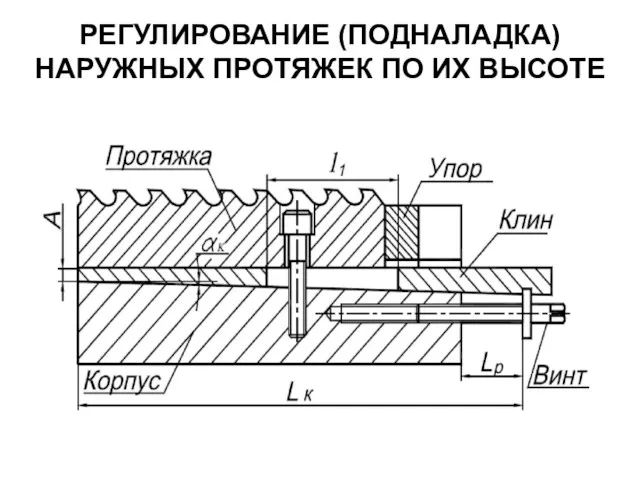
РЕГУЛИРОВАНИЕ (ПОДНАЛАДКА) НАРУЖНЫХ ПРОТЯЖЕК ПО ИХ ВЫСОТЕ
РЕГУЛИРОВАНИЕ (ПОДНАЛАДКА) НАРУЖНЫХ ПРОТЯЖЕК ПО ИХ ВЫСОТЕ
 Спутниковая связь
Спутниковая связь Конструктор. Что мы знаем о нем? Виды детских конструкторов
Конструктор. Что мы знаем о нем? Виды детских конструкторов Lista de precios Rusia
Lista de precios Rusia Дискалькулия специфическое нарушение обучения счету, проявляющееся в разных возрастах дошкольной и школьной популяции
Дискалькулия специфическое нарушение обучения счету, проявляющееся в разных возрастах дошкольной и школьной популяции Наука первой половины XIX века
Наука первой половины XIX века Психологический подход к проблеме заикания
Психологический подход к проблеме заикания Мақта матасы
Мақта матасы Пневмонии. Бронхиальная астма. Хроническая обструктивная болезнь легких. Основные клинические проявления. Диагностика
Пневмонии. Бронхиальная астма. Хроническая обструктивная болезнь легких. Основные клинические проявления. Диагностика Презентация портфолио учителя начальных классов
Презентация портфолио учителя начальных классов Презентация День Конституции России
Презентация День Конституции России Татар халык табышмаклары
Татар халык табышмаклары Геморрой. Факторы, способствующие развитию заболевания
Геморрой. Факторы, способствующие развитию заболевания Dydd Gwyl Dewi
Dydd Gwyl Dewi Перелетные птицы. Ознакомление детей с окружающим миром
Перелетные птицы. Ознакомление детей с окружающим миром Електронна біржа праці
Електронна біржа праці Эргономика спальной комнаты.Автоподъемник кровати
Эргономика спальной комнаты.Автоподъемник кровати Военные топографы
Военные топографы Маркетинг территорий: маркетинговая среда
Маркетинг территорий: маркетинговая среда Языки программирования
Языки программирования Памятники Ижевска
Памятники Ижевска Квадратный корень из произведения
Квадратный корень из произведения Комментарии к предложенным высказываниям
Комментарии к предложенным высказываниям Презентация История школьной формы в России. Подготовительная группа.
Презентация История школьной формы в России. Подготовительная группа. Хронический бронхит
Хронический бронхит Экологические правила.
Экологические правила. Миф о Йиркапе
Миф о Йиркапе Арнайы өндеу
Арнайы өндеу Артикуляционная гимнастика для звука Ш
Артикуляционная гимнастика для звука Ш