- Разработка операций технологического процесса, выполняемых на станках с ЧПУ

Содержание
- 2. Построение траектория движений инструмента 1 - требуемый контур детали; 2 - эквидистанта; 3 - фреза. 4,
- 3. Типы интерполяторов Интерполяторы обеспечивают возможность управления взаимными перемещениями инструмента и заготовки по прямой линии или по
- 4. Если на станке с ЧПУ необходимо выполнить прямолинейное перемещение инструмента (линейную интерполяцию) вдоль одной из осей
- 5. Аппроксимация линейной и круговой интерполяции Перемещение режущего инструмента по дуге (круговая интерполяция) Прямолинейное перемещение режущего инструмента
- 6. Схемы фрезерной обработки С точки зрения специфики программирования фрезерные операции принято классифицировать по числу осей станка
- 7. Остальные разновидности многокоординатной фрезерной обработки принято относить к специализированным технологическим процессам. На станках с ЧПУ находят
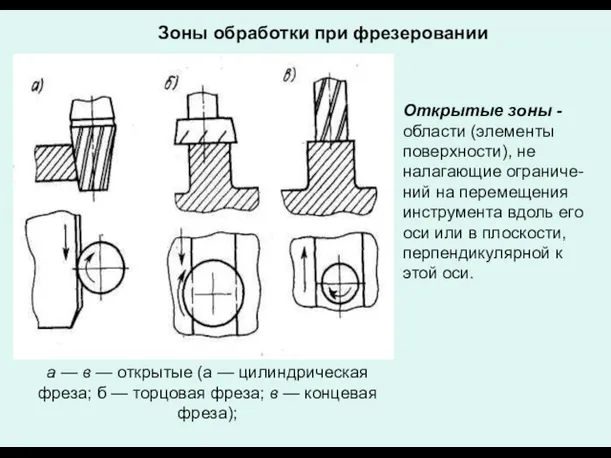
- 8. Зоны обработки при фрезеровании Открытые зоны - области (элементы поверхности), не налагающие ограниче-ний на перемещения инструмента
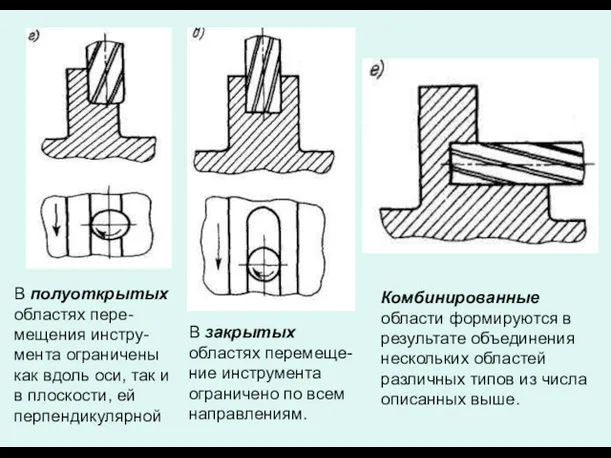
- 9. В полуоткрытых областях пере-мещения инстру-мента ограничены как вдоль оси, так и в плоскости, ей перпендикулярной В
- 10. Типовые схемы переходов при фрезерной обработке Обрабатываемые области. За типовой базовый элемент при разработке операций фрезерования
- 11. Для обработки областей первого класса применяют 2,5-координатное фрезерование, в то время как обработка областей второго класса
- 12. Зигзагообразный метод характери-зуется тем, что инструмент в процессе обработки совершает движения в противоположных направлениях вдоль параллельных
- 13. . (Вместе с тем следует отметить, что в тех случаях, когда расстояние между соседними строками, определяющее
- 14. Зигзагообразная схема может иметь несколько разновидностей, связанных с порядком обработки границ: без обхода границ (а); с
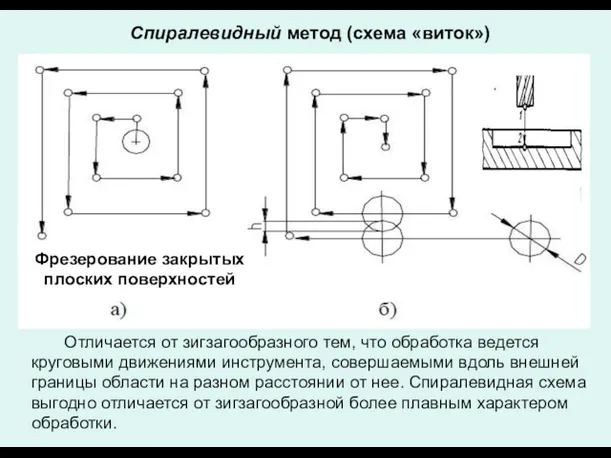
- 15. Чистовое фрезерование открытых плоских поверхностей Схема «петля»
- 16. Фрезерование полуоткрытых плоских поверхностей Схема «лента»
- 17. Отличается от зигзагообразного тем, что обработка ведется круговыми движениями инструмента, совершаемыми вдоль внешней границы области на
- 18. Она обеспечивает неизменное направление фрезерования (по или против подачи) и не дает дополнительных (кроме имеющихся на
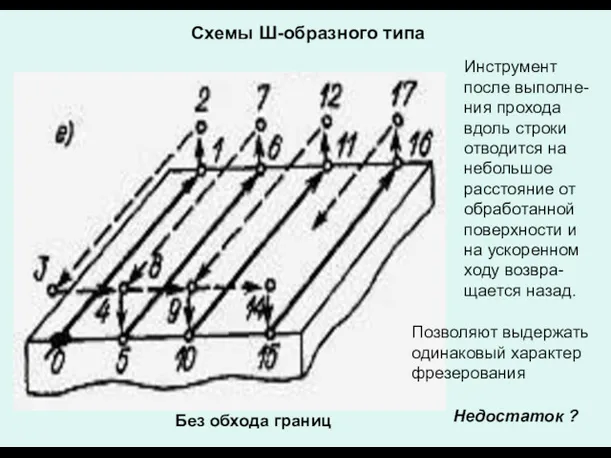
- 19. Схемы Ш-образного типа Инструмент после выполне-ния прохода вдоль строки отводится на небольшое расстояние от обработанной поверхности
- 20. С обходом границ
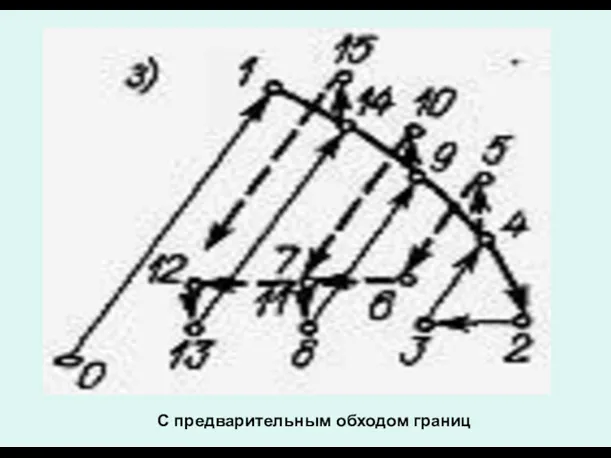
- 21. С предварительным обходом границ
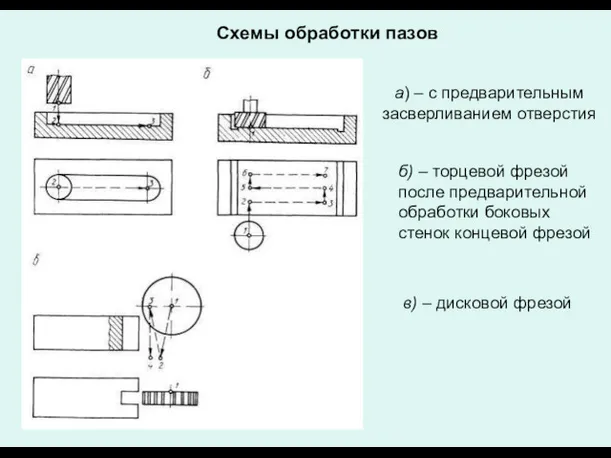
- 22. Схемы обработки пазов а) – с предварительным засверливанием отверстия б) – торцевой фрезой после предварительной обработки
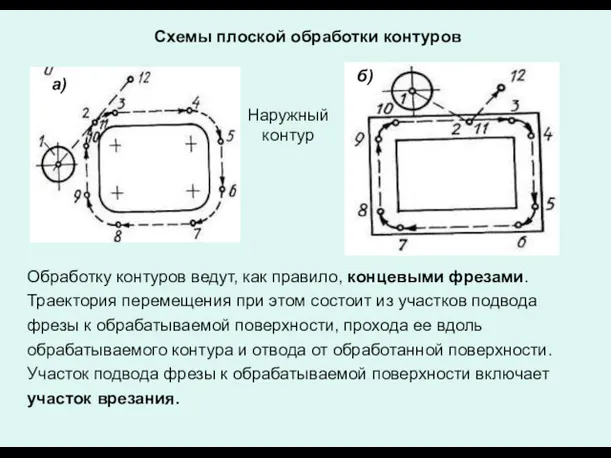
- 23. а) Схемы плоской обработки контуров б) Наружный контур Обработку контуров ведут, как правило, концевыми фрезами. Траектория
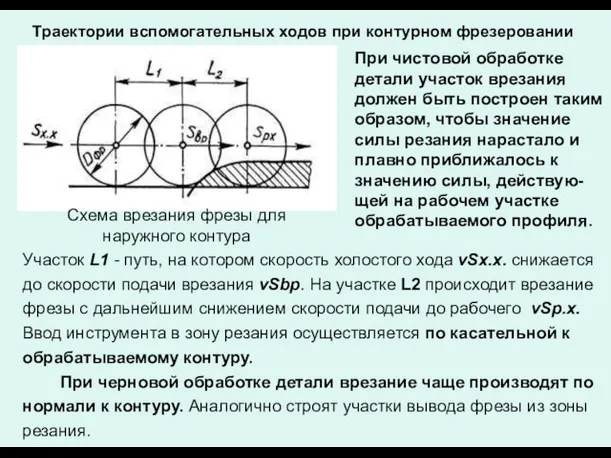
- 24. Траектории вспомогательных ходов при контурном фрезеровании Участок L1 - путь, на котором скорость холостого хода vSx.x.
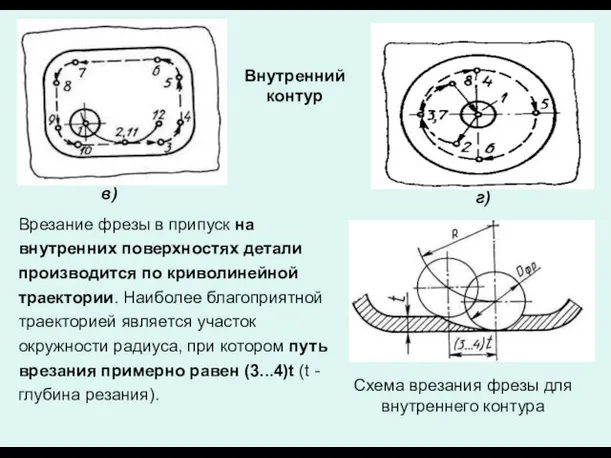
- 25. Внутренний контур в) г) Схема врезания фрезы для внутреннего контура Врезание фрезы в припуск на внутренних
- 26. Схемы траекторий инструмента при обходе углов Наружный контур может иметь прямые, тупые и острые углы. Траекториями
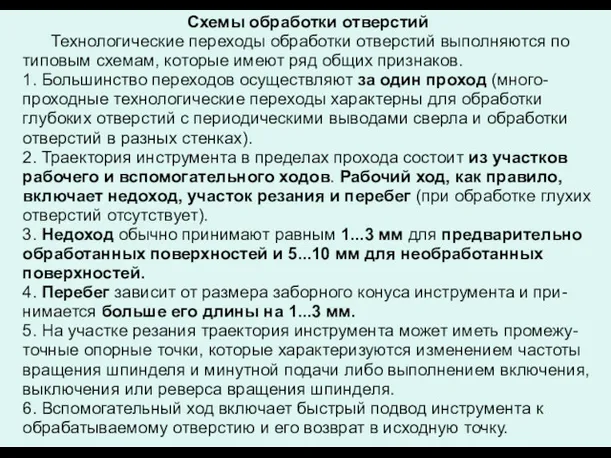
- 27. Схемы обработки отверстий Технологические переходы обработки отверстий выполняются по типовым схемам, которые имеют ряд общих признаков.
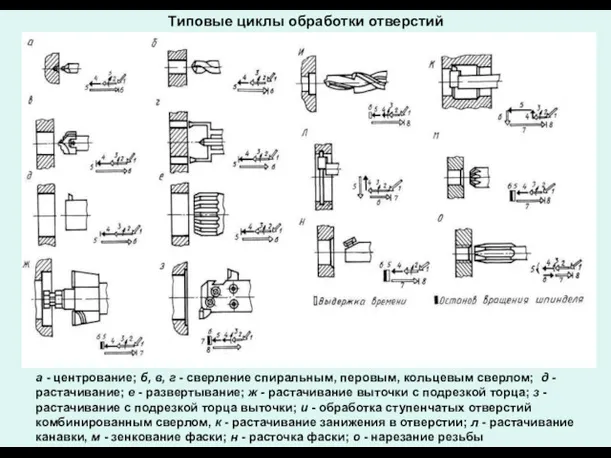
- 28. Типовые циклы обработки отверстий а - центрование; б, в, г - сверление спиральным, перовым, кольцевым сверлом;
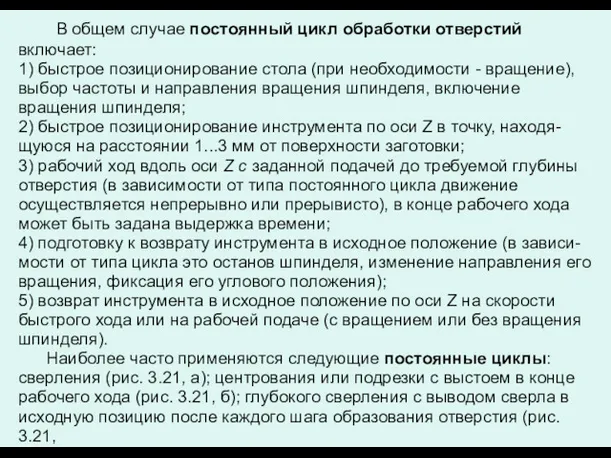
- 29. В общем случае постоянный цикл обработки отверстий включает: 1) быстрое позиционирование стола (при необходимости - вращение),
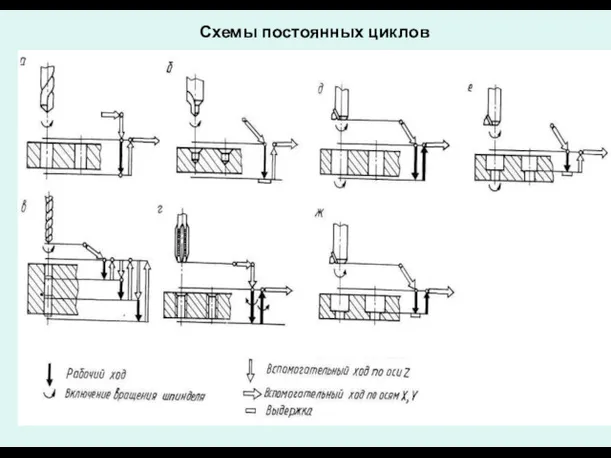
- 30. в); нарезания резьбы метчиком (рис. 3.21, г); растачивания (развертывания) сквозных отверстий с отводом инструмента в исходное
- 31. Схемы постоянных циклов
- 32. Последовательность переходов при обработке отверстий выбирают с учетом ряда факторов: 1) конфигурации отверстий; 2) допустимого отклонения
- 33. Токарные операции Контур детали. Поверхности деталей, обрабатываемых на станках с ЧПУ, подразделяются на: плоскости, перпендикулярные к
- 34. К основным элементам контура детали относят образующие поверхностей, которые могут быть обработаны резцом для контурной обработки
- 35. В зависимости от конфигурации участка чернового или чистового контура детали, формируемого за технологический переход, зоны обработки
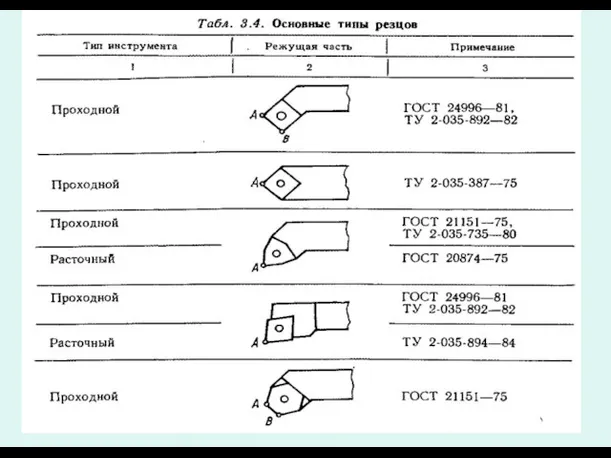
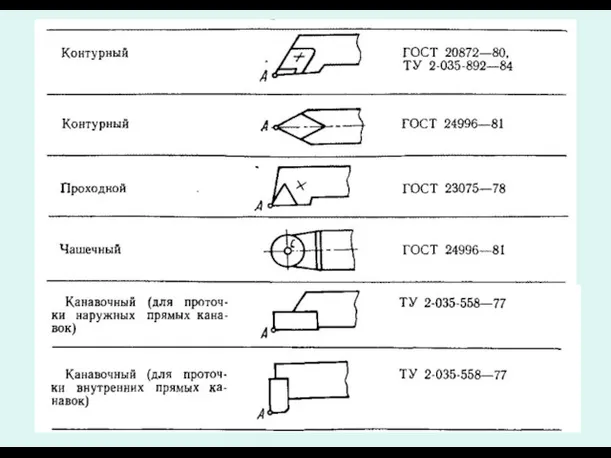
- 36. Требования к резцам Резцы для станков с ЧПУ имеют определенные типовые конструкции. Все. они являются сборными
- 37. 5) предусматривать применение в левом исполнении; 6) обеспечивать повышенную точность инструмента, особенно резцовых вставок, по сравнению
- 38. 9.
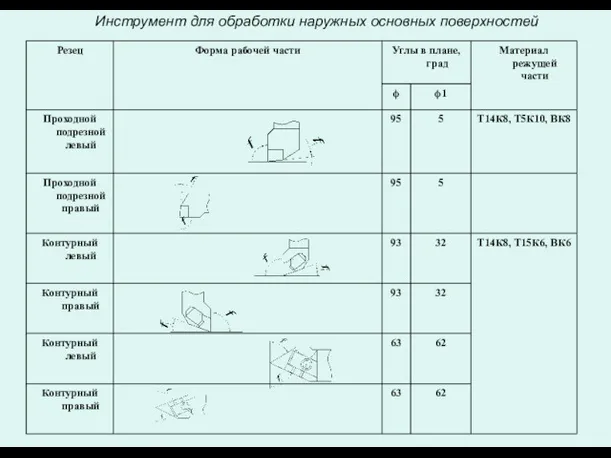
- 41. Инструмент для обработки наружных основных поверхностей
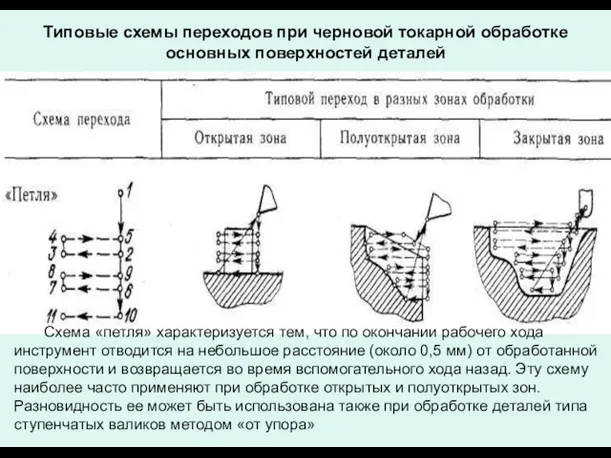
- 42. Типовые схемы переходов при черновой токарной обработке основных поверхностей деталей Схема «петля» характеризуется тем, что по
- 43. Схема «виток» («зигзаг«) предусматривает работу инструмента на прямой и обратной подаче и может быть реализована в
- 44. Схема «спуск» характерна тем, что припуск снимается при радиаль-ном перемещении резца. Наиболее часто эту схему используют
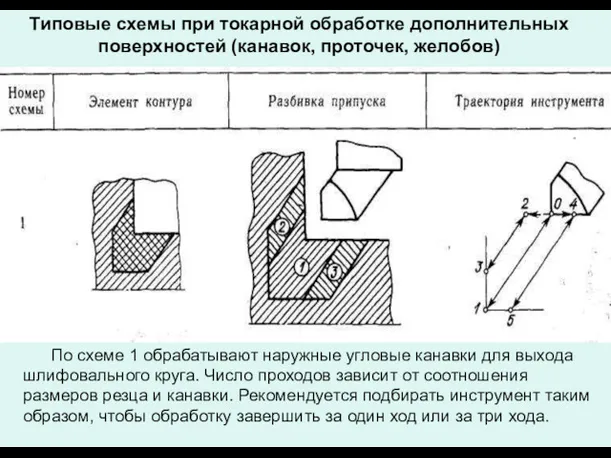
- 45. Типовые схемы при токарной обработке дополнительных поверхностей (канавок, проточек, желобов) По схеме 1 обрабатывают наружные угловые
- 46. Схема 2 — рекомендуемая схема выполнения перехода при обработке наружных проточек для выхода резьбообразующего инструмента. Ширину
- 47. Схема 3 — наиболее рациональная схема обработки канавок для пружинных, пружинных упорных, уплотнительных и поршневых колец.
- 48. По схеме 4 целесообразно обрабатывать канавки шкивов, канавки для сальниковых войлочных колец, а также торцовые канавки.
- 49. По схеме 5 обрабатывают прямые канавки прорезным резцом. При параметре шероховатости поверхностей канавки Rz = 40
- 50. При параметрах шероховатости торцов канавки Rz от 20 до 10 мкм и Ra от 2,5 до
- 51. Для широких (b = 6В и более) и глубоких канавок рекомендуется при-менять комбинированную схему, в соответствии
- 52. Схема 7. Широкие канавки можно обрабатывают прорезным / и упорно-проходным // резцами. Сначала прорезной резец делает
- 53. Последовательность оформления РТК 1. Вычерчивают деталь в прямоугольной системе координат, выбирают исходную точку О. При многоинструментальной
- 54. 4. На траектории движения инструмента отмечают и обозначают цифрами (реже буквами латинского алфавита) опорные точки траектории
- 55. 7. На РТК наносят дополнительные данные (тип станка, шифр, наименование и материал детали), указывают особенности заготовки
- 56. 2. Недопустимы остановка инструмента и резкое изменение подачи в процессе резания, когда режущие поверхности лезвия соприкасаются
- 57. Проектирование траекторий движения инструментов Траекторию движения инструмента строят на карте эскизов непосредственно под эскизом заготовки в
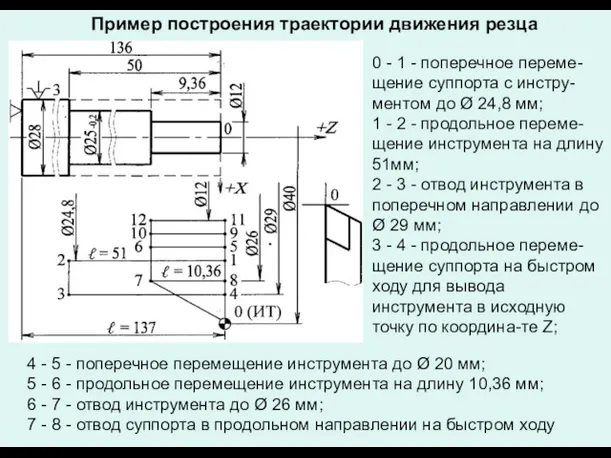
- 58. Пример построения траектории движения резца 4 - 5 - поперечное перемещение инструмента до Ø 20 мм;
- 59. РТК
- 60. Вопросы для самоконтроля. Что называют опорной точкой при программировании перемещений на станках с ЧПУ? Какие виды
- 61. 9. Какие общие признаки технологических переходов существуют при обработке отверстий? 10. Какие факторы лежат в основе
- 63. Скачать презентацию

Построение траектория движений инструмента
1 - требуемый контур детали;
2 - эквидистанта;
Построение траектория движений инструмента
1 - требуемый контур детали;
2 - эквидистанта;

Типы интерполяторов
Интерполяторы обеспечивают возможность управления взаимными перемещениями инструмента и заготовки
Типы интерполяторов
Интерполяторы обеспечивают возможность управления взаимными перемещениями инструмента и заготовки
Если на станке с ЧПУ необходимо выполнить прямолинейное перемещение инструмента
Если на станке с ЧПУ необходимо выполнить прямолинейное перемещение инструмента
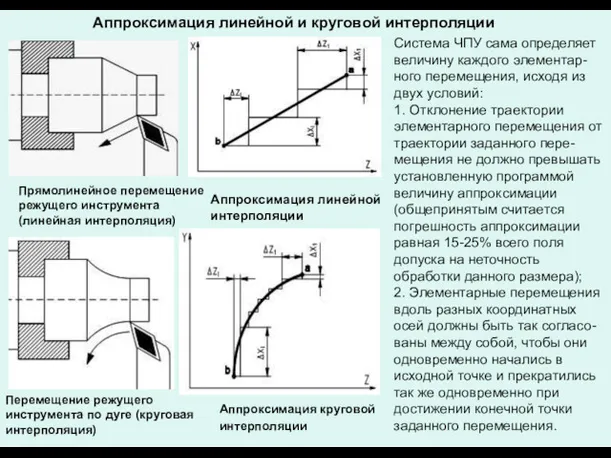
Аппроксимация линейной и круговой интерполяции
Перемещение режущего инструмента по дуге (круговая интерполяция)
Аппроксимация линейной и круговой интерполяции
Перемещение режущего инструмента по дуге (круговая интерполяция)
Схемы фрезерной обработки
С точки зрения специфики программирования фрезерные операции принято
Схемы фрезерной обработки
С точки зрения специфики программирования фрезерные операции принято
Остальные разновидности многокоординатной фрезерной обработки принято относить к специализированным технологическим
Остальные разновидности многокоординатной фрезерной обработки принято относить к специализированным технологическим
Зоны обработки при фрезеровании
Открытые зоны - области (элементы поверхности), не налагающие
Зоны обработки при фрезеровании
Открытые зоны - области (элементы поверхности), не налагающие
В полуоткрытых областях пере-мещения инстру-мента ограничены как вдоль оси, так и
В полуоткрытых областях пере-мещения инстру-мента ограничены как вдоль оси, так и
Типовые схемы переходов при фрезерной обработке
Обрабатываемые области. За типовой базовый
Типовые схемы переходов при фрезерной обработке
Обрабатываемые области. За типовой базовый
Для обработки областей первого класса применяют 2,5-координатное фрезерование, в то
Для обработки областей первого класса применяют 2,5-координатное фрезерование, в то
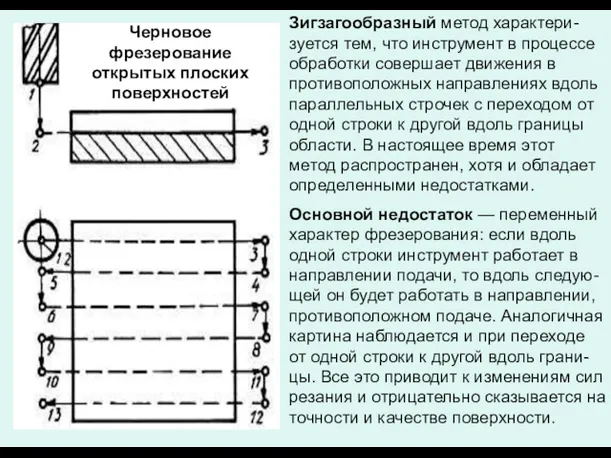
Зигзагообразный метод характери-зуется тем, что инструмент в процессе обработки совершает движения
Зигзагообразный метод характери-зуется тем, что инструмент в процессе обработки совершает движения
.
(Вместе с тем следует отметить, что в тех случаях, когда расстояние
.
(Вместе с тем следует отметить, что в тех случаях, когда расстояние
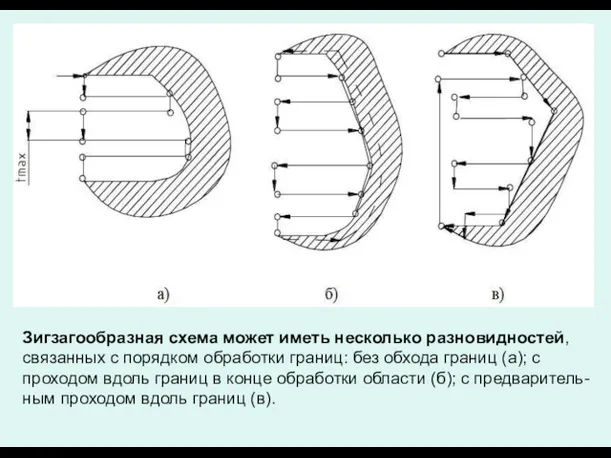
Зигзагообразная схема может иметь несколько разновидностей, связанных с порядком обработки границ:
Зигзагообразная схема может иметь несколько разновидностей, связанных с порядком обработки границ:

Чистовое фрезерование открытых плоских поверхностей
Схема «петля»
Чистовое фрезерование открытых плоских поверхностей
Схема «петля»
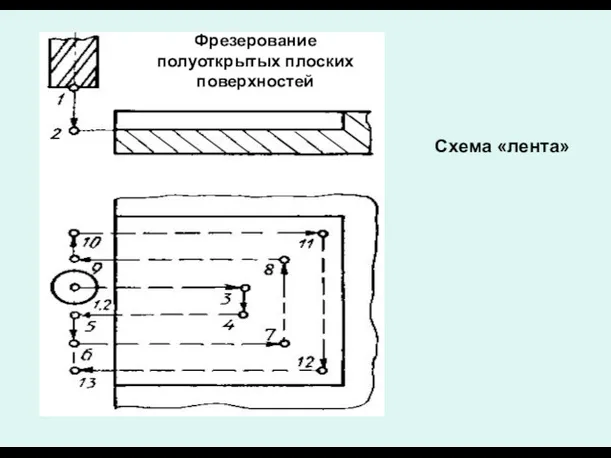
Фрезерование полуоткрытых плоских поверхностей
Схема «лента»
Фрезерование полуоткрытых плоских поверхностей
Схема «лента»
Отличается от зигзагообразного тем, что обработка ведется круговыми движениями инструмента,
Отличается от зигзагообразного тем, что обработка ведется круговыми движениями инструмента,
Она обеспечивает неизменное направление фрезерования (по или против подачи) и не
Она обеспечивает неизменное направление фрезерования (по или против подачи) и не
Схемы Ш-образного типа
Инструмент после выполне-ния прохода вдоль строки отводится на
Схемы Ш-образного типа
Инструмент после выполне-ния прохода вдоль строки отводится на

С обходом границ
С обходом границ
С предварительным обходом границ
С предварительным обходом границ
Схемы обработки пазов
а) – с предварительным засверливанием отверстия
б) – торцевой фрезой
Схемы обработки пазов
а) – с предварительным засверливанием отверстия
б) – торцевой фрезой
а)
Схемы плоской обработки контуров
б)
Наружный контур
Обработку контуров ведут, как правило, концевыми фрезами.
а)
Схемы плоской обработки контуров
б)
Наружный контур
Обработку контуров ведут, как правило, концевыми фрезами.
Траектории вспомогательных ходов при контурном фрезеровании
Участок L1 - путь, на
Траектории вспомогательных ходов при контурном фрезеровании
Участок L1 - путь, на
Внутренний контур
в)
г)
Схема врезания фрезы для внутреннего контура
Врезание фрезы в припуск на
Внутренний контур
в)
г)
Схема врезания фрезы для внутреннего контура
Врезание фрезы в припуск на
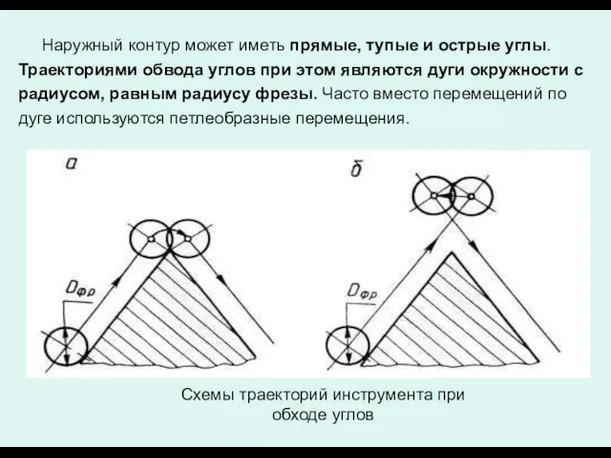
Схемы траекторий инструмента при обходе углов
Наружный контур может иметь
Схемы траекторий инструмента при обходе углов
Наружный контур может иметь
Схемы обработки отверстий
Технологические переходы обработки отверстий выполняются по типовым схемам,
Схемы обработки отверстий
Технологические переходы обработки отверстий выполняются по типовым схемам,
Типовые циклы обработки отверстий
а - центрование; б, в, г -
Типовые циклы обработки отверстий
а - центрование; б, в, г -
В общем случае постоянный цикл обработки отверстий включает:
1) быстрое
В общем случае постоянный цикл обработки отверстий включает:
1) быстрое
в); нарезания резьбы метчиком (рис. 3.21, г); растачивания (развертывания) сквозных отверстий
в); нарезания резьбы метчиком (рис. 3.21, г); растачивания (развертывания) сквозных отверстий
Схемы постоянных циклов
Схемы постоянных циклов
Последовательность переходов при обработке отверстий выбирают с учетом ряда факторов:
1) конфигурации
Последовательность переходов при обработке отверстий выбирают с учетом ряда факторов:
1) конфигурации
Токарные операции
Контур детали. Поверхности деталей, обрабатываемых на станках с ЧПУ,
Токарные операции
Контур детали. Поверхности деталей, обрабатываемых на станках с ЧПУ,
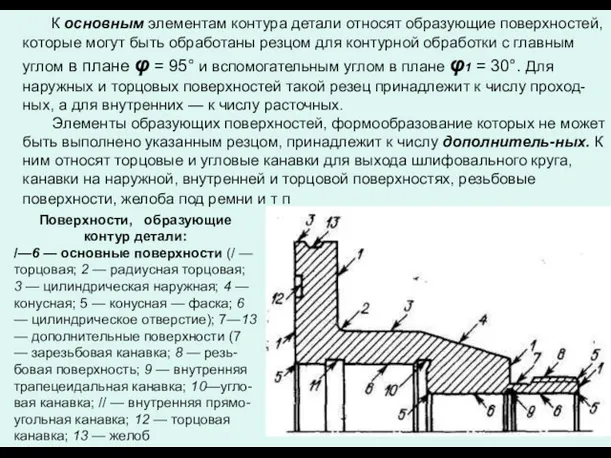
К основным элементам контура детали относят образующие поверхностей, которые могут
К основным элементам контура детали относят образующие поверхностей, которые могут
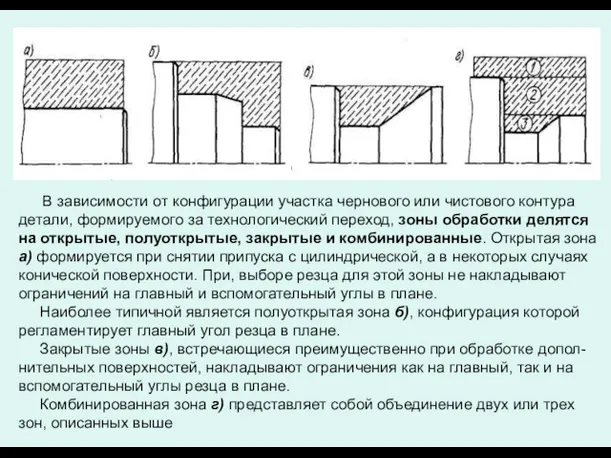
В зависимости от конфигурации участка чернового или чистового контура детали,
В зависимости от конфигурации участка чернового или чистового контура детали,
Требования к резцам
Резцы для станков с ЧПУ имеют определенные
Требования к резцам
Резцы для станков с ЧПУ имеют определенные
5) предусматривать применение в левом исполнении;
6) обеспечивать повышенную точность
5) предусматривать применение в левом исполнении;
6) обеспечивать повышенную точность
9.
9.

Инструмент для обработки наружных основных поверхностей
Инструмент для обработки наружных основных поверхностей
Типовые схемы переходов при черновой токарной обработке основных поверхностей деталей
Схема
Типовые схемы переходов при черновой токарной обработке основных поверхностей деталей
Схема
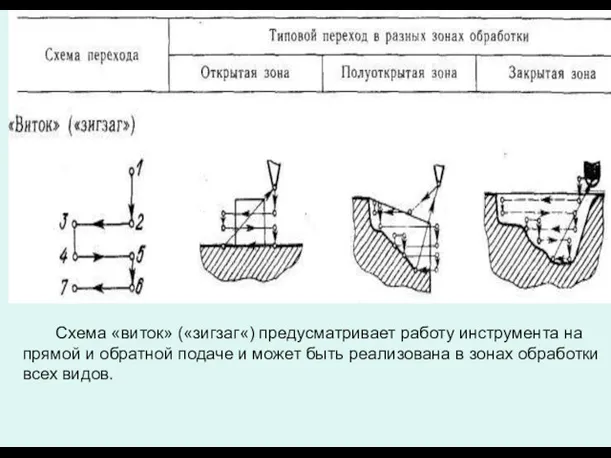
Схема «виток» («зигзаг«) предусматривает работу инструмента на прямой и обратной
Схема «виток» («зигзаг«) предусматривает работу инструмента на прямой и обратной
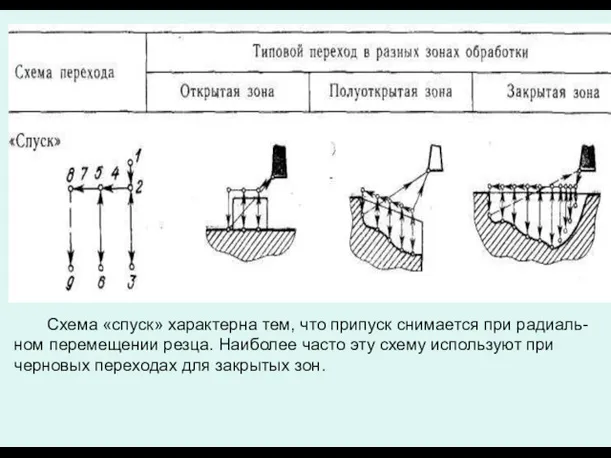
Схема «спуск» характерна тем, что припуск снимается при радиаль-ном перемещении
Схема «спуск» характерна тем, что припуск снимается при радиаль-ном перемещении
Типовые схемы при токарной обработке дополнительных поверхностей (канавок, проточек, желобов)
Типовые схемы при токарной обработке дополнительных поверхностей (канавок, проточек, желобов)
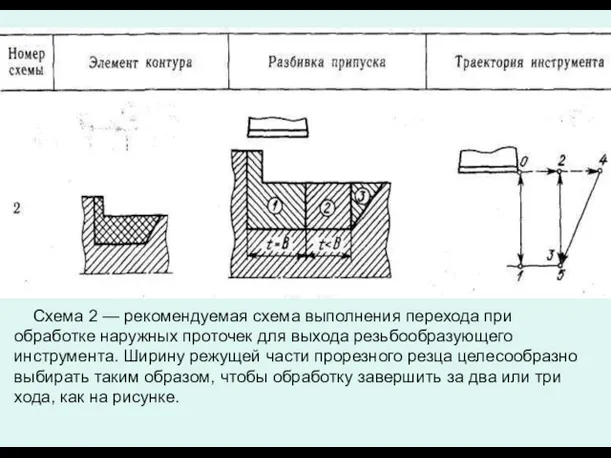
Схема 2 — рекомендуемая схема выполнения перехода при обработке наружных
Схема 2 — рекомендуемая схема выполнения перехода при обработке наружных
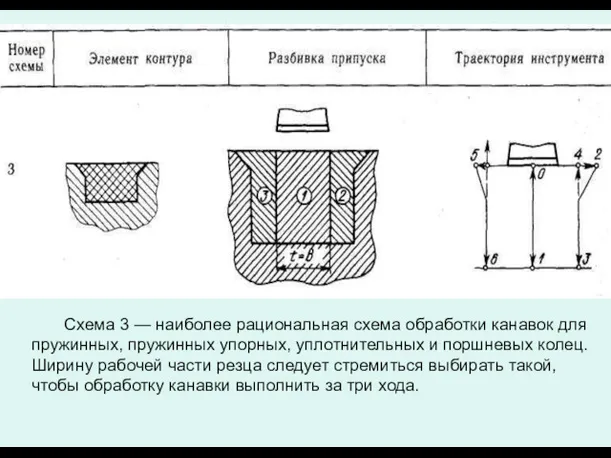
Схема 3 — наиболее рациональная схема обработки канавок для пружинных,
Схема 3 — наиболее рациональная схема обработки канавок для пружинных,
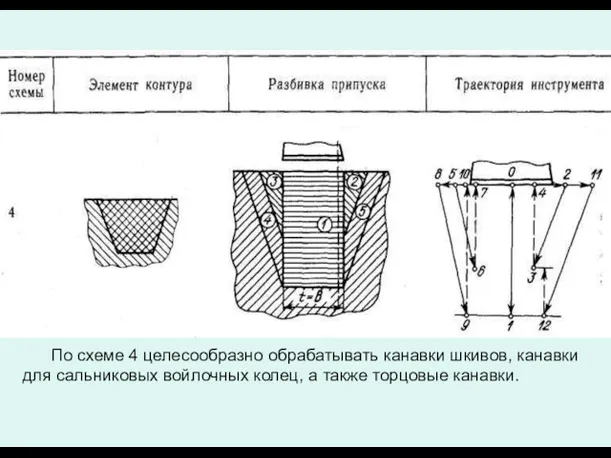
По схеме 4 целесообразно обрабатывать канавки шкивов, канавки для сальниковых
По схеме 4 целесообразно обрабатывать канавки шкивов, канавки для сальниковых
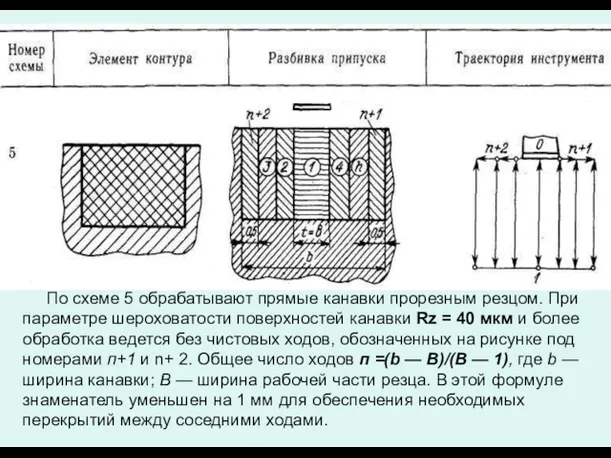
По схеме 5 обрабатывают прямые канавки прорезным резцом. При параметре
По схеме 5 обрабатывают прямые канавки прорезным резцом. При параметре
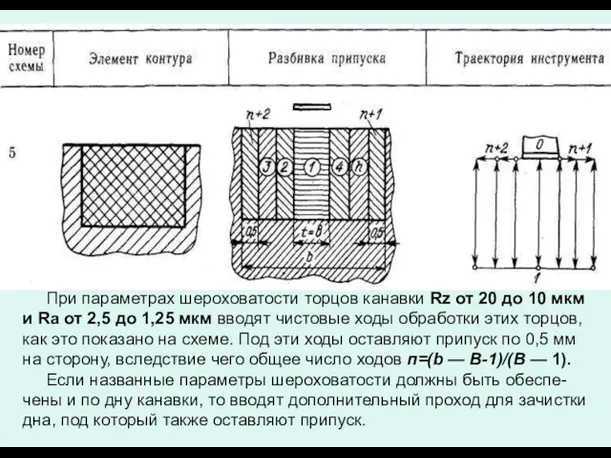
При параметрах шероховатости торцов канавки Rz от 20 до 10
При параметрах шероховатости торцов канавки Rz от 20 до 10
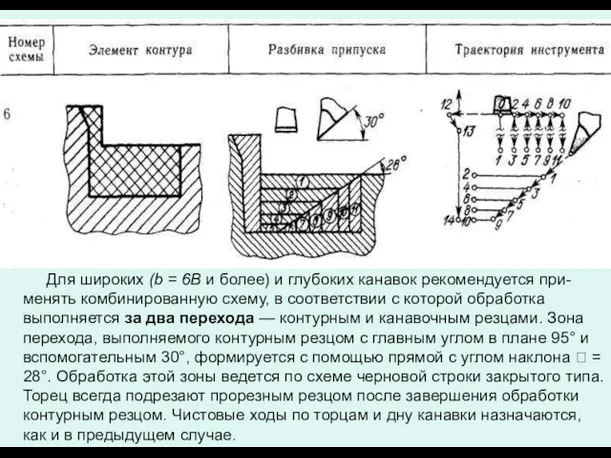
Для широких (b = 6В и более) и глубоких канавок
Для широких (b = 6В и более) и глубоких канавок
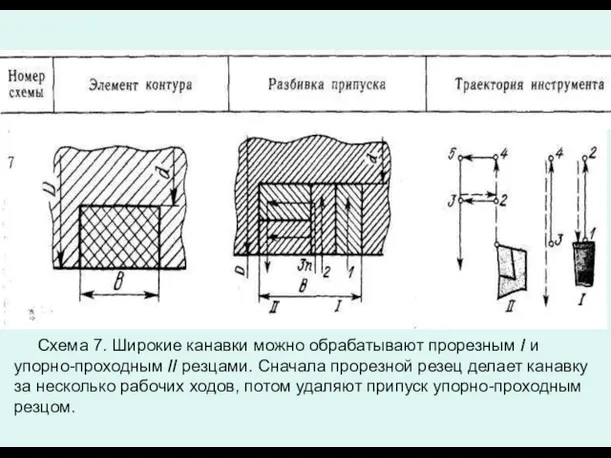
Схема 7. Широкие канавки можно обрабатывают прорезным / и упорно-проходным
Схема 7. Широкие канавки можно обрабатывают прорезным / и упорно-проходным
Последовательность оформления РТК
1. Вычерчивают деталь в прямоугольной системе координат,
Последовательность оформления РТК
1. Вычерчивают деталь в прямоугольной системе координат,
4. На траектории движения инструмента отмечают и обозначают цифрами (реже
4. На траектории движения инструмента отмечают и обозначают цифрами (реже
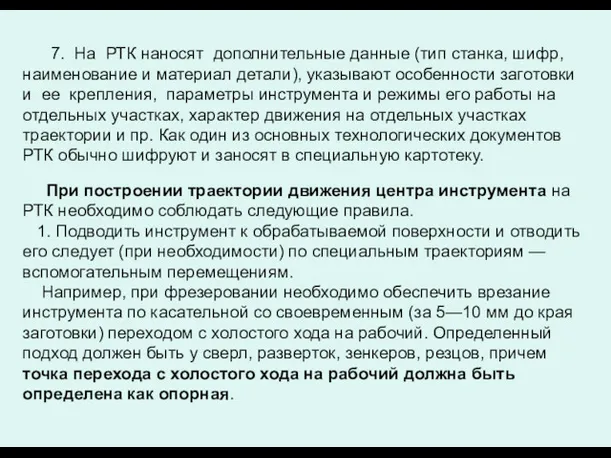
7. На РТК наносят дополнительные данные (тип станка, шифр, наименование
7. На РТК наносят дополнительные данные (тип станка, шифр, наименование
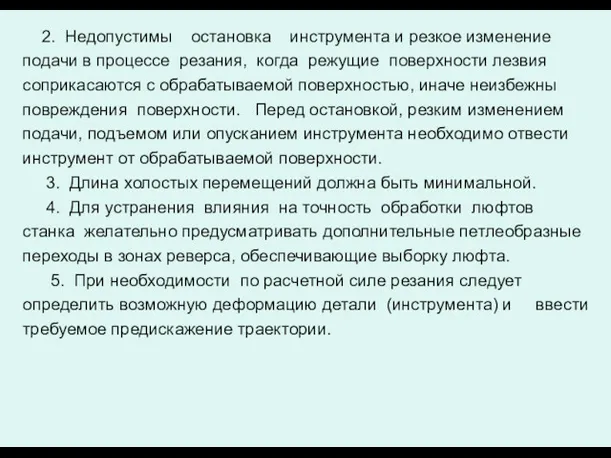
2. Недопустимы остановка инструмента и резкое изменение подачи в процессе
2. Недопустимы остановка инструмента и резкое изменение подачи в процессе
Проектирование траекторий движения инструментов
Траекторию движения инструмента строят на карте
Проектирование траекторий движения инструментов
Траекторию движения инструмента строят на карте
Пример построения траектории движения резца
4 - 5 - поперечное перемещение
Пример построения траектории движения резца
4 - 5 - поперечное перемещение
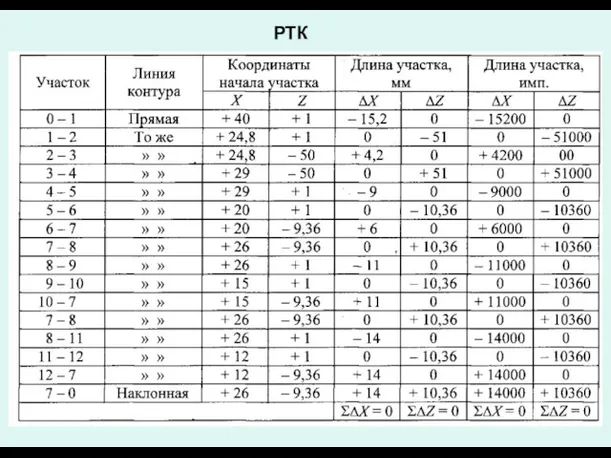
РТК
РТК
Вопросы для самоконтроля.
Что называют опорной точкой при программировании перемещений
Вопросы для самоконтроля.
Что называют опорной точкой при программировании перемещений
9. Какие общие признаки технологических переходов существуют при обработке отверстий?
10.
9. Какие общие признаки технологических переходов существуют при обработке отверстий?
10.
 тыва дылга кичээл Темачангыс аймак кежигуннерлиг состер 7класс презентация
тыва дылга кичээл Темачангыс аймак кежигуннерлиг состер 7класс презентация ЕГЭ 2018. Лексические нормы русского языка. Задание №20. Теория
ЕГЭ 2018. Лексические нормы русского языка. Задание №20. Теория Звезда надежды - социально-реабилитационный центр для несовершеннолетних детей
Звезда надежды - социально-реабилитационный центр для несовершеннолетних детей Сертификация. Менеджмент качества и правовые основы сертификации
Сертификация. Менеджмент качества и правовые основы сертификации Теорема Виета
Теорема Виета Барс. Реновация промзон, ликвидация техногенных свалок, благоустройство территорий
Барс. Реновация промзон, ликвидация техногенных свалок, благоустройство территорий Презентация Игрушка в жизни ребёнка Диск
Презентация Игрушка в жизни ребёнка Диск Презентация Здоровье
Презентация Здоровье Тест по теме: Правильные многогранники. Часть 2. Вариант 1
Тест по теме: Правильные многогранники. Часть 2. Вариант 1 Рак ободочной кишки
Рак ободочной кишки презентация к циклу уроков по теме Углеводы
презентация к циклу уроков по теме Углеводы Лудомания- зависимость от азартных игр
Лудомания- зависимость от азартных игр Роль игры в развитии коммуникативных способностей детей дошкольного и младшего школьного возраста
Роль игры в развитии коммуникативных способностей детей дошкольного и младшего школьного возраста История новогодней игрушки
История новогодней игрушки 7 класс: Жизнь в океане
7 класс: Жизнь в океане Автоматизация проектирования и изготовления изделий машиностроительного назначения
Автоматизация проектирования и изготовления изделий машиностроительного назначения Путешествие в страну Здоровья
Путешествие в страну Здоровья Физиологические и социальные особенности людей пожилого возраста
Физиологические и социальные особенности людей пожилого возраста Иоганн Вольфганг фон Гёте, трагедия Фауст
Иоганн Вольфганг фон Гёте, трагедия Фауст Энергетический обмен - катаболизм
Энергетический обмен - катаболизм Средства, влияющие на функции органов пищеварения
Средства, влияющие на функции органов пищеварения Роль и значение транспорта. Сухопутный транспорт
Роль и значение транспорта. Сухопутный транспорт Кто хочет стать миллионером. Игра
Кто хочет стать миллионером. Игра Педагогические технологии гуманистической педагогики: ролевые и деловые игры
Педагогические технологии гуманистической педагогики: ролевые и деловые игры Электроснабжение предприятий. Тема 1.2. Основные элементы системы электроснабжения
Электроснабжение предприятий. Тема 1.2. Основные элементы системы электроснабжения Мыс Cu – элементтердің периодтық жүйесінің І-тобындағы химиялық элемент
Мыс Cu – элементтердің периодтық жүйесінің І-тобындағы химиялық элемент Коррекция дислексии. Методика Рональда Дэйвиса
Коррекция дислексии. Методика Рональда Дэйвиса Функции тройничного нерва. Методы исследования
Функции тройничного нерва. Методы исследования