Разработка способа сварки трением с перемешиванием криволинейных поверхностей сложной формы презентация
- Разработка способа сварки трением с перемешиванием криволинейных поверхностей сложной формы

Содержание
- 2. Относительно новым методом образования неразъёмного соединения является сварка трением с перемешиванием (СТП). Метод был реализован в
- 3. В исследовании [2] утверждается, что сварной шов имеет прочность, равную примерно 0,8 прочности основного металла. На
- 4. В то же время сварные швы, полученные этим методом сварки, считаются превосходящими по прочности другие методы
- 5. Для того, чтобы довести прочность сварного шва до уровня прочности основного металла планируется провести исследование по
- 6. Данное исследование является актуальным, поскольку направлено на повышение качества нового, широко используемого на западе и осваиваемого
- 7. Комплекс мероприятий по плану реализации проекта включает в себя: Предварительную подготовку данных для осуществления качественного исследования.
- 8. Экономический эффект проекта Разработанный способ сварки позволит повысить производительность процесса изготовления деталей авиационной и судостроительной промышленности
- 10. Скачать презентацию
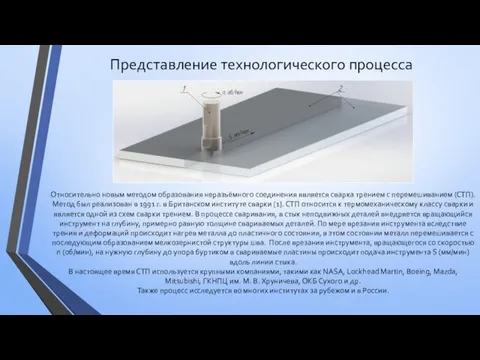
Относительно новым методом образования неразъёмного соединения является сварка трением с перемешиванием
Относительно новым методом образования неразъёмного соединения является сварка трением с перемешиванием
![В исследовании [2] утверждается, что сварной шов имеет прочность, равную](/_ipx/f_webp&q_80&fit_contain&s_1440x1080/imagesDir/jpg/62946/slide-2.jpg)
В исследовании [2] утверждается, что сварной шов имеет прочность, равную примерно
В исследовании [2] утверждается, что сварной шов имеет прочность, равную примерно
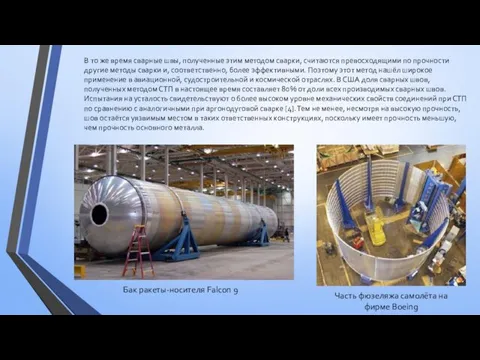
В то же время сварные швы, полученные этим методом сварки, считаются
В то же время сварные швы, полученные этим методом сварки, считаются
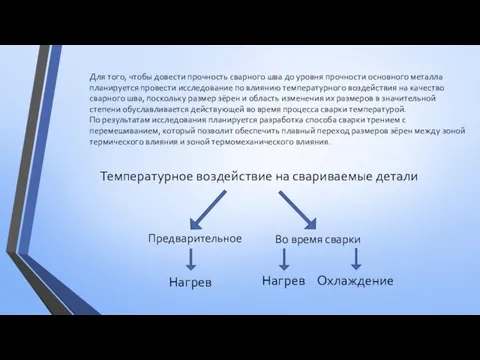
Для того, чтобы довести прочность сварного шва до уровня прочности основного
Для того, чтобы довести прочность сварного шва до уровня прочности основного
Данное исследование является актуальным, поскольку направлено на повышение качества нового, широко
Данное исследование является актуальным, поскольку направлено на повышение качества нового, широко
Комплекс мероприятий по плану реализации проекта включает в себя:
Предварительную подготовку данных
Комплекс мероприятий по плану реализации проекта включает в себя:
Предварительную подготовку данных
Экономический эффект проекта
Разработанный способ сварки позволит повысить производительность процесса
изготовления деталей
Экономический эффект проекта
Разработанный способ сварки позволит повысить производительность процесса
изготовления деталей
 СЕМЬЯ И ОБЩЕОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ -ПАРТНЁРЫ В ВОСПИТАНИИ РЕБЁНКА.
СЕМЬЯ И ОБЩЕОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ -ПАРТНЁРЫ В ВОСПИТАНИИ РЕБЁНКА. Числит+сущ в Т.п
Числит+сущ в Т.п Самоанализ внеклассного мероприятия Моя любимая семья
Самоанализ внеклассного мероприятия Моя любимая семья RC Service Manual HD3033, HD3039, HD3036, HD3037, HD3077
RC Service Manual HD3033, HD3039, HD3036, HD3037, HD3077 Подвесной потолок
Подвесной потолок Инновационная экономика и технологическое предпринимательство
Инновационная экономика и технологическое предпринимательство Архитектура персонального компьютера
Архитектура персонального компьютера Жыныс қатынасынан жұғатын аурулар
Жыныс қатынасынан жұғатын аурулар Пауки-древнейшие обитатели нашей планеты
Пауки-древнейшие обитатели нашей планеты Бремя доказательства. Аргументы. Работа по экономическому праву
Бремя доказательства. Аргументы. Работа по экономическому праву Долг и совесть. 8 класс
Долг и совесть. 8 класс Светоотражающие наклейки на одежде
Светоотражающие наклейки на одежде Бақытжан Бейсалыүлы Каратаев
Бақытжан Бейсалыүлы Каратаев 20230925_kartochki
20230925_kartochki Новый Год
Новый Год 144 года Самарскому знамени
144 года Самарскому знамени Сочинение по картине И.Я. Билибина Иван-царевич и лягушка-квакушка
Сочинение по картине И.Я. Билибина Иван-царевич и лягушка-квакушка Самоуправление. Копилка старшего вожатого.
Самоуправление. Копилка старшего вожатого. Палестина - батьківщина християнства та іудаїзму
Палестина - батьківщина християнства та іудаїзму Основы журналистики
Основы журналистики Послеродовые гнойно-септические заболевания
Послеродовые гнойно-септические заболевания Анатомия + Хирургические доступы к Поджелудочной железе
Анатомия + Хирургические доступы к Поджелудочной железе Открываем Родину вместе (из опыта работы учителя начальных классов)
Открываем Родину вместе (из опыта работы учителя начальных классов) Развитие артикуляционной моторики у детей с тяжелыми нарушениями речи
Развитие артикуляционной моторики у детей с тяжелыми нарушениями речи Властивості складних систем. Біосфера. Основні положення В. І. Вернадського про біосферу
Властивості складних систем. Біосфера. Основні положення В. І. Вернадського про біосферу Искусство и духовная жизнь
Искусство и духовная жизнь Микронасосы. Принцип действия микронасосов
Микронасосы. Принцип действия микронасосов Организация и проведение мероприятий по воспроизводству лесов и лесоразведению
Организация и проведение мероприятий по воспроизводству лесов и лесоразведению