- Разработка технологии изготовления арматурной стали диаметром 20 мм

Содержание
- 2. Цель дипломного проекта: технологии изготовления арматурной стали диаметром 20 мм Основные задачи выпускной квалификационной работы: -
- 3. Химический состав стали 25Г2С 3
- 4. Механические и технологические свойства стали 25г2с Механические свойства при 20 оС: Сортамент - Арматура ГОСТ 10887-71
- 5. Схема технологического процесса прокатки арматуры диаметром 20 мм на мелкосортно-проволочном стане 320/150
- 6. Схема размещения основного технологического оборудования 1 – загрузочная решётка ПШП 1; 2 – кантователь; 3 –
- 7. Формы калибров
- 8. Таблица калибровки араматурной стали диаметром 20 мм
- 9. Классификация опасных и вредных производственных факторов
- 10. Заключение В выше приведенной выпускной квалификационной работе была разработана технология прокатки арматурной стали диаметром 20 мм.
- 12. Скачать презентацию
Цель дипломного проекта: технологии изготовления арматурной стали диаметром 20 мм
Основные задачи
Цель дипломного проекта: технологии изготовления арматурной стали диаметром 20 мм
Основные задачи
Химический состав стали 25Г2С
3
Химический состав стали 25Г2С
3

Механические и технологические свойства стали 25г2с
Механические свойства при 20 оС:
Сортамент -
Механические и технологические свойства стали 25г2с
Механические свойства при 20 оС:
Сортамент -
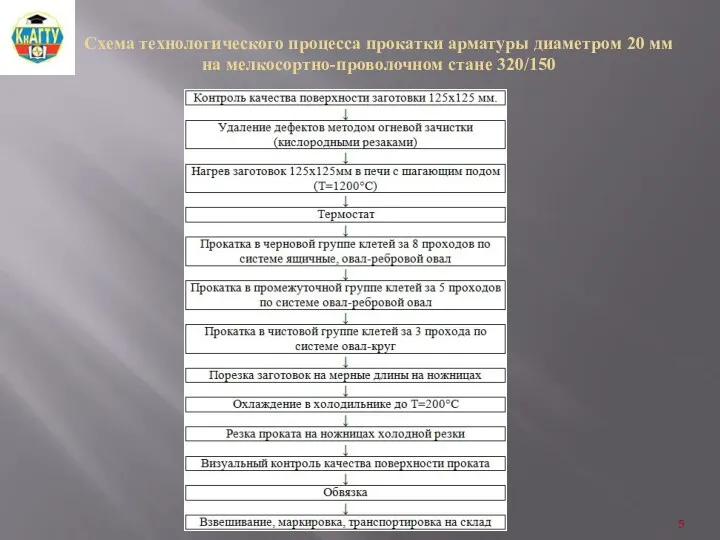
Схема технологического процесса прокатки арматуры диаметром 20 мм на мелкосортно-проволочном стане
Схема технологического процесса прокатки арматуры диаметром 20 мм на мелкосортно-проволочном стане

Схема размещения основного технологического оборудования
1 – загрузочная решётка ПШП 1;
2 –
Схема размещения основного технологического оборудования
1 – загрузочная решётка ПШП 1;
2 –

Формы калибров
Формы калибров

Таблица калибровки араматурной стали диаметром 20 мм
Таблица калибровки араматурной стали диаметром 20 мм
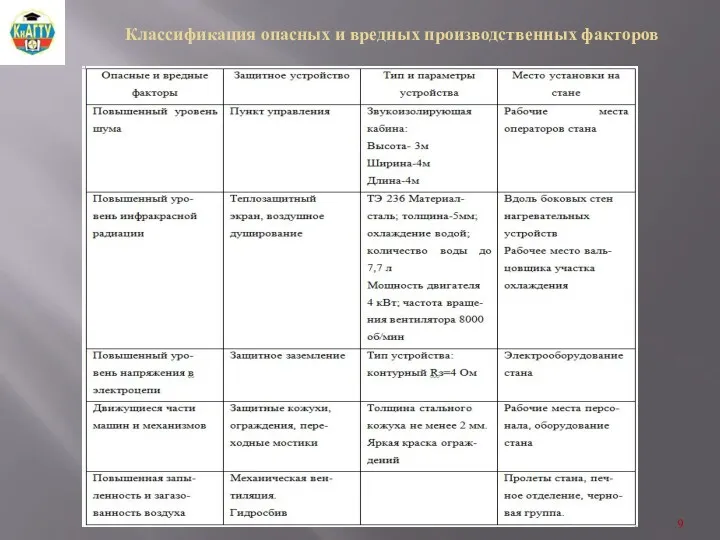
Классификация опасных и вредных производственных факторов
Классификация опасных и вредных производственных факторов
Заключение
В выше приведенной выпускной квалификационной работе была разработана технология прокатки арматурной
Заключение
В выше приведенной выпускной квалификационной работе была разработана технология прокатки арматурной
 20231119_shkolnyy_muzey
20231119_shkolnyy_muzey Сестринская помощь при ишурии (острая задержка мочи)
Сестринская помощь при ишурии (острая задержка мочи) Устное умножение круглых сотен
Устное умножение круглых сотен Дербес комьютерлер туралы жалпы мөлімет
Дербес комьютерлер туралы жалпы мөлімет Понятия экстремальной ситуации и чрезвычайной ситуации
Понятия экстремальной ситуации и чрезвычайной ситуации Методологические основы логопедии
Методологические основы логопедии Черепахи. 7 клас
Черепахи. 7 клас Развивающие математические игры
Развивающие математические игры Статья на тему: Использование личного информационного пространства для повышения эффективности воспитательной работы
Статья на тему: Использование личного информационного пространства для повышения эффективности воспитательной работы Общая характеристика насекомых
Общая характеристика насекомых Современное состояние ЖД инфраструктуры
Современное состояние ЖД инфраструктуры Основные понятия Управления проектами
Основные понятия Управления проектами Общий осмотр автомобиля ВАЗ 2106
Общий осмотр автомобиля ВАЗ 2106 You are considering staying one night at the hotel and you'd like to get more
You are considering staying one night at the hotel and you'd like to get more Озёра России
Озёра России Модель IS-LM в макроэкономике
Модель IS-LM в макроэкономике 20231016_zadachi_po_molekul._biologii_i_energozatratam_dlya_9_kl_microsoft_powerpoint
20231016_zadachi_po_molekul._biologii_i_energozatratam_dlya_9_kl_microsoft_powerpoint Ой қорыту
Ой қорыту Эвенки
Эвенки День российской науки
День российской науки Эффективное социальное партнерство: опыт ОАО Северсталь
Эффективное социальное партнерство: опыт ОАО Северсталь Рестриктивная кардиомиопатия
Рестриктивная кардиомиопатия Обобщение педагогического опыта. Творческая работа Игра как средство активизации познавательной деятельности на уроках географии.
Обобщение педагогического опыта. Творческая работа Игра как средство активизации познавательной деятельности на уроках географии. Презентация к уроку математики в 5 классе на тему Сравнение десятичных дробей
Презентация к уроку математики в 5 классе на тему Сравнение десятичных дробей Презентация каталога Oriflame 04_2019
Презентация каталога Oriflame 04_2019 Модернизация главного электропривода механизма подъема мостового крана грузоподъемностью 10 т склада огнеупоров ЧерМК пАО
Модернизация главного электропривода механизма подъема мостового крана грузоподъемностью 10 т склада огнеупоров ЧерМК пАО Уксусная кислота
Уксусная кислота витамины
витамины