- Ремонт автомобилей. Методы технического нормирования труда. (Тема 3.5.1)

Содержание
- 2. Тема 3.5.1 Методы технического нормирования труда.
- 3. Организация труда требует установления количественных норм затрат времени в процессе производства, т.е. нормирования труда. Без определения
- 4. Норма времени – затраты времени на выполнение единицы продукции.
- 5. Задача технического нормирования – установление технически обоснованных норм времени на выполнение работ.
- 6. Основные методы технического нормирования: 1) Аналитический метод – заключается в анализе затрат труда путём проведения фотографии
- 7. Объект тех. нормирования – технологический процесс и его основная часть – операция.
- 8. Основные понятия технологического процесса. Технологический процесс – часть производственного процесса, содержащая действия по изменению состояния предмета
- 9. Операция – часть технологического процесса, выполняемая на одном рабочем месте.
- 10. Операция – часть технологического процесса, выполняемая на одном рабочем месте. Переход – часть операции, производимая одним
- 11. Операция – часть технологического процесса, выполняемая на одном рабочем месте. Переход – часть операции, производимая одним
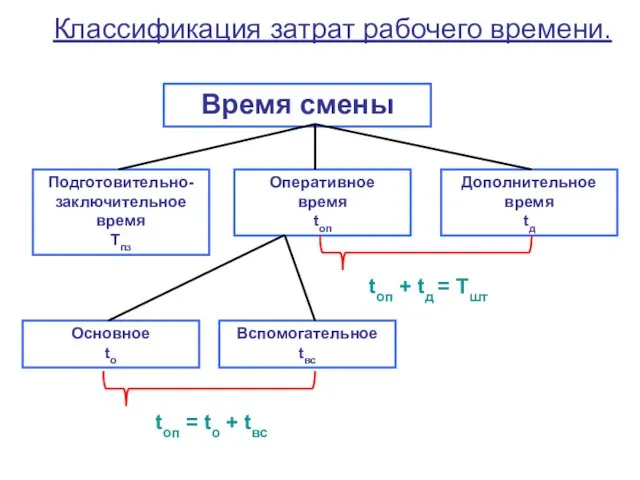
- 12. Классификация затрат рабочего времени. Время смены Подготовительно-заключительное время Тпз Оперативное время tоп Дополнительное время tд tоп
- 13. В нормируемое время входят все затраты рабочего времени, необходимые для выполнения работы (операции) в соответствии с
- 14. Нормируемое время: 1) Подготовительно-заключительное время 2) Оперативное время 3) Дополнительное время
- 15. Подготовительно-заключительное время – затрачивается на ознакомление с порученной работой и на выполнение действий по подготовке к
- 16. Оперативное время – время на выполнение конкретной операции; состоит из основного и вспомогательного времени.
- 17. Основное (технологическое) время – в течении которого происходит обработка детали (или сборка). Вспомогательное время – время
- 18. Дополнительное время – время на организационно-техническое обслуживание рабочего места и время на отдых и личные надобности
- 19. Состав технически обоснованных норм времени. Штучное время. Тш = tоп + tд где tоп (мин) –
- 20. Оперативное время. tоп = tо + tвс где tо (мин) – основное время tвс (мин) –
- 21. Вспомогательное время. tвс = tву + tвп + tвз где tву (мин) – время на установку-снятие
- 22. Дополнительное время. где к (%) – отношение дополнительного времени к оперативному в %.
- 25. Скачать презентацию
Тема 3.5.1 Методы технического нормирования труда.
Тема 3.5.1 Методы технического нормирования труда.
Организация труда требует установления количественных норм затрат времени в процессе
Организация труда требует установления количественных норм затрат времени в процессе
Норма времени – затраты времени на выполнение единицы продукции.
Норма времени – затраты времени на выполнение единицы продукции.
Задача технического нормирования – установление технически обоснованных норм времени на
Задача технического нормирования – установление технически обоснованных норм времени на
Основные методы технического нормирования:
1) Аналитический метод – заключается в анализе
Основные методы технического нормирования: 1) Аналитический метод – заключается в анализе
Объект тех. нормирования – технологический процесс и его основная часть
Объект тех. нормирования – технологический процесс и его основная часть
Основные понятия технологического процесса.
Технологический процесс – часть производственного процесса,
Основные понятия технологического процесса. Технологический процесс – часть производственного процесса,
Операция – часть технологического процесса, выполняемая на одном рабочем месте.
Операция – часть технологического процесса, выполняемая на одном рабочем месте.
Операция – часть технологического процесса, выполняемая на одном рабочем месте.
Операция – часть технологического процесса, выполняемая на одном рабочем месте.
Операция – часть технологического процесса, выполняемая на одном рабочем месте.
Операция – часть технологического процесса, выполняемая на одном рабочем месте.
Классификация затрат рабочего времени.
Время смены
Подготовительно-заключительное время
Тпз
Оперативное
время
tоп
Дополнительное
Классификация затрат рабочего времени.
Время смены
Подготовительно-заключительное время
Тпз
Оперативное
время
tоп
Дополнительное
В нормируемое время входят все затраты рабочего времени, необходимые для
В нормируемое время входят все затраты рабочего времени, необходимые для
Нормируемое время:
1) Подготовительно-заключительное время
2) Оперативное время
3) Дополнительное время
Нормируемое время:
1) Подготовительно-заключительное время
2) Оперативное время
3) Дополнительное время
Подготовительно-заключительное время – затрачивается на ознакомление с порученной работой и
Подготовительно-заключительное время – затрачивается на ознакомление с порученной работой и
Оперативное время – время на выполнение конкретной операции; состоит из
Оперативное время – время на выполнение конкретной операции; состоит из
Основное (технологическое) время –
в течении которого происходит обработка детали
Основное (технологическое) время – в течении которого происходит обработка детали
Дополнительное время – время на организационно-техническое обслуживание рабочего места и
Дополнительное время – время на организационно-техническое обслуживание рабочего места и
Состав технически обоснованных норм времени.
Штучное время.
Тш = tоп
Состав технически обоснованных норм времени. Штучное время. Тш = tоп
Оперативное время.
tоп = tо + tвс
где tо (мин)
Оперативное время. tоп = tо + tвс где tо (мин)
Вспомогательное время.
tвс = tву + tвп + tвз
где
Вспомогательное время. tвс = tву + tвп + tвз где
Дополнительное время.
где к (%) – отношение дополнительного времени к оперативному
Дополнительное время.
где к (%) – отношение дополнительного времени к оперативному

 Гломерулонефрит у детей
Гломерулонефрит у детей Знаменитые ученые-биологи
Знаменитые ученые-биологи Жұйке жұйесі ауруларының нейровизуализациялық зерттеу әдістері
Жұйке жұйесі ауруларының нейровизуализациялық зерттеу әдістері Моделирование и формализация. Система управления базами данных
Моделирование и формализация. Система управления базами данных Череповчанин с уникальной судьбой
Череповчанин с уникальной судьбой Жизнь под угрозой.
Жизнь под угрозой. Планирование (план закупок)
Планирование (план закупок) Realizm strukturalny (neorealizm) i jego wpływ na współczesne stosunki międzynarodowe
Realizm strukturalny (neorealizm) i jego wpływ na współczesne stosunki międzynarodowe Түрік қағанаты
Түрік қағанаты Мультимедийная презентация Отечественная война 1812 года. Бородинская битва
Мультимедийная презентация Отечественная война 1812 года. Бородинская битва Виждон эркинлиги ва диний ташкилотлар
Виждон эркинлиги ва диний ташкилотлар Эргономические особенности организации рабочего места врача-стоматолога. Работа врача с помощником в четыре руки
Эргономические особенности организации рабочего места врача-стоматолога. Работа врача с помощником в четыре руки Река Нейва, Нижний Тагил
Река Нейва, Нижний Тагил Сестринские манипуляции. Внутримышечная инъекция
Сестринские манипуляции. Внутримышечная инъекция Школа__2014_каталог
Школа__2014_каталог Шлифовка
Шлифовка Строительные материалы и их поведение в условиях пожара
Строительные материалы и их поведение в условиях пожара Проект Контакт
Проект Контакт Education Systems
Education Systems ЕГЭ 2018 по обществознанию. Типичные ошибки
ЕГЭ 2018 по обществознанию. Типичные ошибки Технологии применения Product Placement в продвижении брендов
Технологии применения Product Placement в продвижении брендов Безопасность детей в интернете
Безопасность детей в интернете Экологическое образование в школьном курсе неорганической химии
Экологическое образование в школьном курсе неорганической химии Урок по математике Формулы 5 класс.
Урок по математике Формулы 5 класс. Презентация Оздоровительная работа
Презентация Оздоровительная работа Организация эксплуатации тягового подвижного состава с разработкой индивидуальной части
Организация эксплуатации тягового подвижного состава с разработкой индивидуальной части Мы школьники!
Мы школьники! Практические занятия
Практические занятия