- Резание (резка) стали

Содержание
- 2. Технологические свойства стали Свойства металлов (сплавов), отражающие их способность подвергаться различным видам обработки называются технологическими свойствами.
- 3. Виды обработки стали: 1) Резание, 2) Гибка, 3) Штамповка, 4) Ковка, 5) Отливка(литье), 6) Покрытие
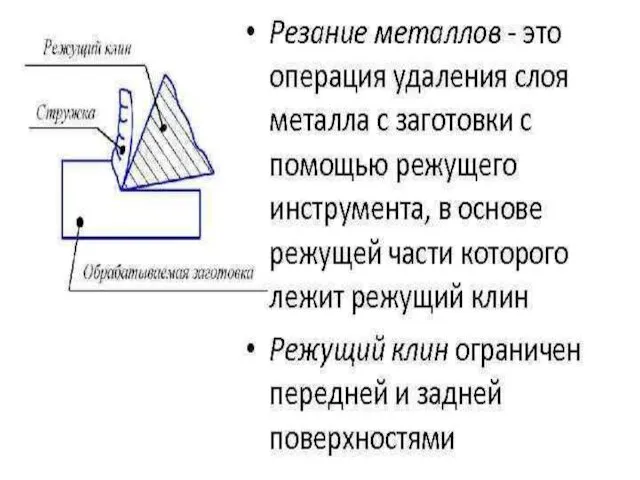
- 4. Резка (резание) - это операция отделения слоя или части металлической заготовки при помощи металлорежущего инструмента.
- 5. При резании металла атомы соседних слоев раздвигаются и в результате ослабления их взаимодействия атомная решетка в
- 7. Для большинства металлорежущих инструментов используется принцип действия КЛИНА.
- 9. Заостренная часть такого режущего инструмента (лезвие) выполнена в виде клина, при помощи которого во время движения
- 10. Виды резательных операций: 1.Пиление 2.Сверление 3.Точение 4.Строгание 5.Фрезерование 5.Рубка 6.Резка листовой стали 7.Зачистка 9.Шлифование 10.Полировка 11.
- 11. 1)Пиление - это резание при помощи пилы
- 13. Зубья полотна пилы - клинья. Они разведены на расстояние 1-2мм для удаления опилок, что необходимо учитывать
- 14. Полотна : ручные и машинные. Ручные полотна длиной 250 и 300мм шириной 12,5 и 25 мм,
- 15. Двухстороннее полотно типа Б
- 16. ВИДЫ НОЖОВОК ПО МЕТАЛЛУ
- 17. Полотно устанавливают: 1) зубьями вперед, 2) с нормальным натягом (приятный звон)
- 18. 2) Сверление металла - это вырезание круглых отверстий при помощи сверла
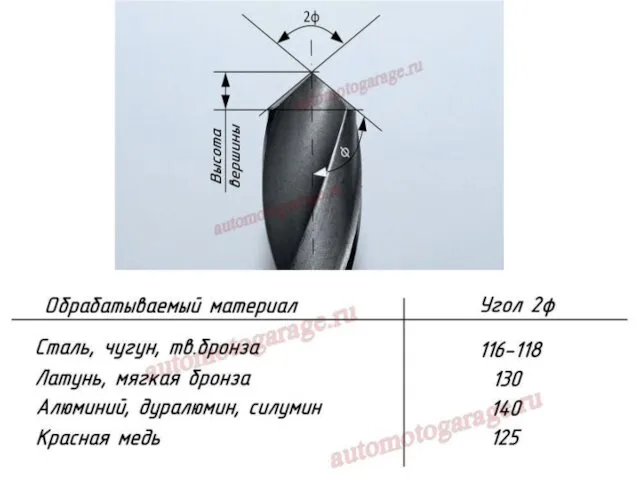
- 19. Части сверла по металлу. Хвостовик может быть цилиндрическим или коническим
- 20. Сверло по металлу отличается от сверла по древесине перемычкой
- 21. Для того, чтобы центр сверла точно попал в намеченную точку нужно предварительно сделать керн (лунку)
- 22. Выполнение керна (накернивание) выполняется ударом молотка по вертикально расположенному кернеру кернеру
- 23. Размер лунки (керна) должен соответствовать размеру перемычки сверла. Для сверл большого диаметра (с широкой перемычкой) после
- 24. Предварительная установка кернера
- 26. Разные сверла по металлу
- 27. В станке сверло имеет вертикальное положение, что важно при сверлении глубоких отверстий
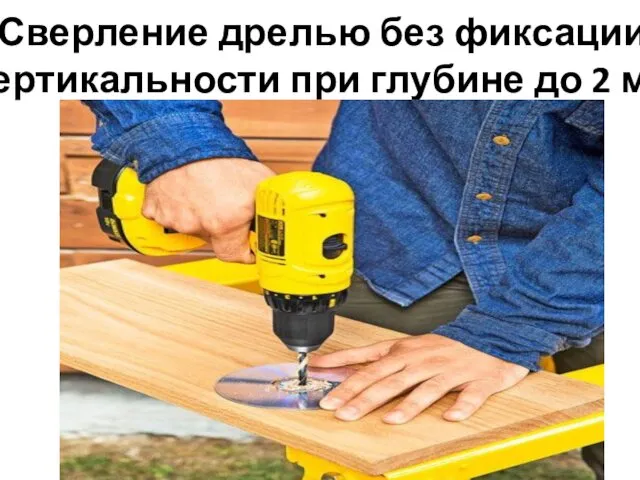
- 28. При сверлении глубоких отверстий ручной дрелью необходимо, чтобы была обеспечена её вертикальность
- 29. Сверление дрелью без фиксации вертикальности при глубине до 2 мм
- 30. 3) Опиливание металла - это снятие (удаление) слоя металла вручную при помощи напильника
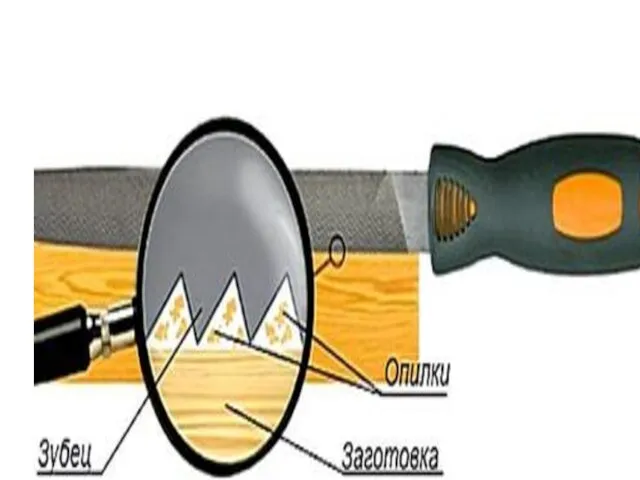
- 31. Напильник - ручной инструмент
- 32. В напильнике роль зубцов (клина) выполняют насечки на его плоскости
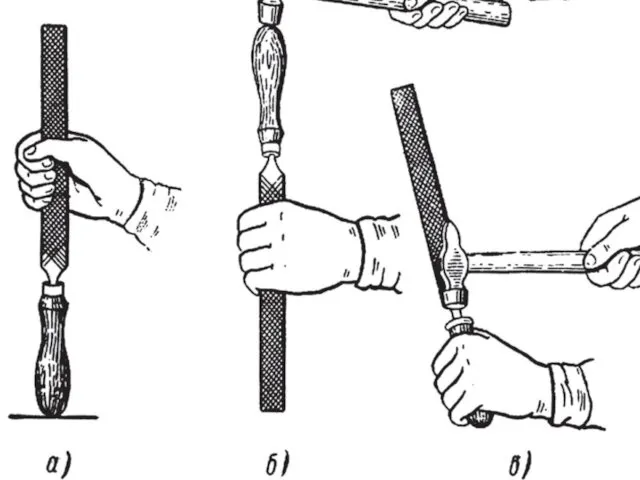
- 34. Обе руки должны обеспечивать нажим напильника вниз
- 35. Движение напильника должно быть возвратно-поступательным, горизонтальным с нажимом
- 37. Напильники разных типов
- 38. Набор напильников
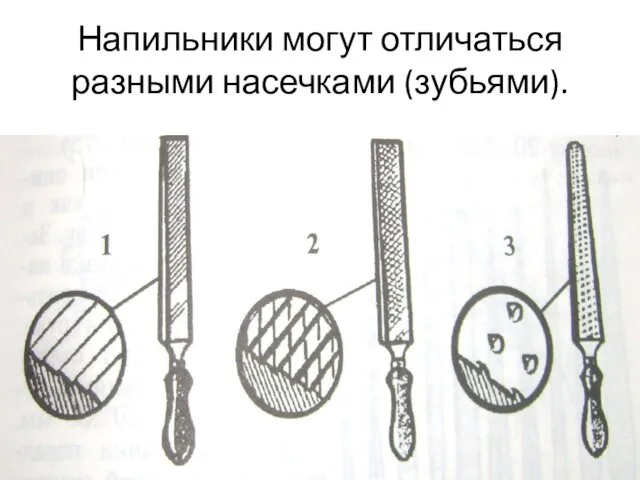
- 39. Напильники могут отличаться разными насечками (зубьями).
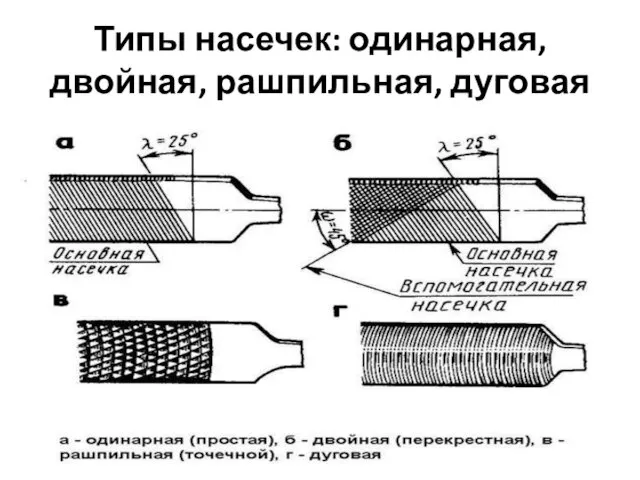
- 40. Типы насечек: одинарная, двойная, рашпильная, дуговая
- 42. Рашпили- это напильники с очень крупной насечкой
- 43. Надфили - напильники малого размера
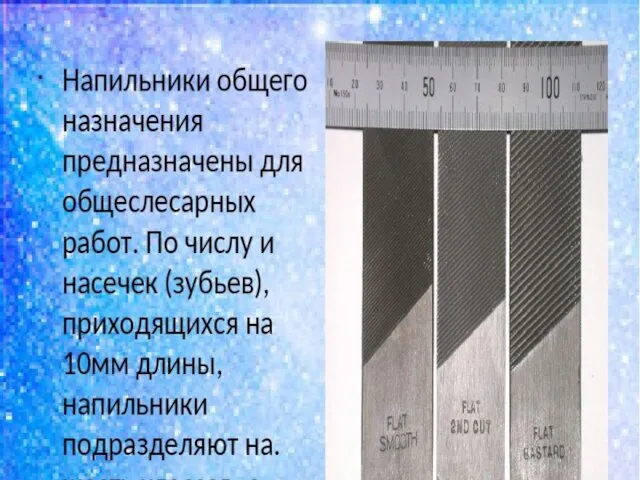
- 45. По числу насечек (зубьев) напильники подразделяются на: 1) драчевые (с крупным шагом); 2) личные (с средним
- 46. Виды напильников по профилю сечения
- 47. У плоских напильников на одном ребре может быть насечка, что необходимо учитывать при работе
- 50. Пальцы, удерживающие край напильника, не должны быть ниже его верхней плоскости
- 52. Щетка для чистки напильников называется корщетка или кордщетка. У неё «волоски» выполнены из упругой стальной проволоки
- 55. Скачать презентацию
Технологические свойства стали Свойства металлов (сплавов), отражающие их способность подвергаться
Технологические свойства стали Свойства металлов (сплавов), отражающие их способность подвергаться
Виды обработки стали:
1) Резание, 2) Гибка, 3) Штамповка, 4) Ковка,
Виды обработки стали: 1) Резание, 2) Гибка, 3) Штамповка, 4) Ковка,
Резка (резание) -
это операция отделения слоя или части металлической заготовки при
Резка (резание) - это операция отделения слоя или части металлической заготовки при
При резании металла атомы соседних слоев раздвигаются и в результате ослабления
При резании металла атомы соседних слоев раздвигаются и в результате ослабления
Для большинства металлорежущих инструментов используется принцип действия КЛИНА.
Для большинства металлорежущих инструментов используется принцип действия КЛИНА.
Заостренная часть такого режущего инструмента (лезвие) выполнена в виде клина, при
Заостренная часть такого режущего инструмента (лезвие) выполнена в виде клина, при
Виды резательных операций:
1.Пиление 2.Сверление
3.Точение 4.Строгание 5.Фрезерование 5.Рубка
6.Резка листовой
Виды резательных операций: 1.Пиление 2.Сверление 3.Точение 4.Строгание 5.Фрезерование 5.Рубка 6.Резка листовой
1)Пиление -
это резание при помощи пилы
1)Пиление -
это резание при помощи пилы

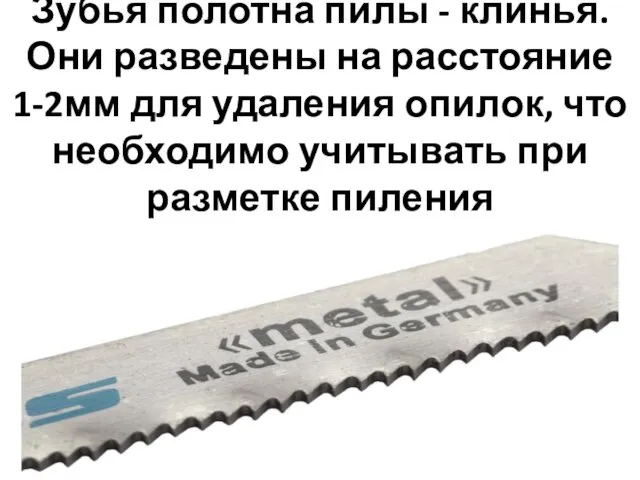
Зубья полотна пилы - клинья. Они разведены на расстояние 1-2мм для
Зубья полотна пилы - клинья. Они разведены на расстояние 1-2мм для
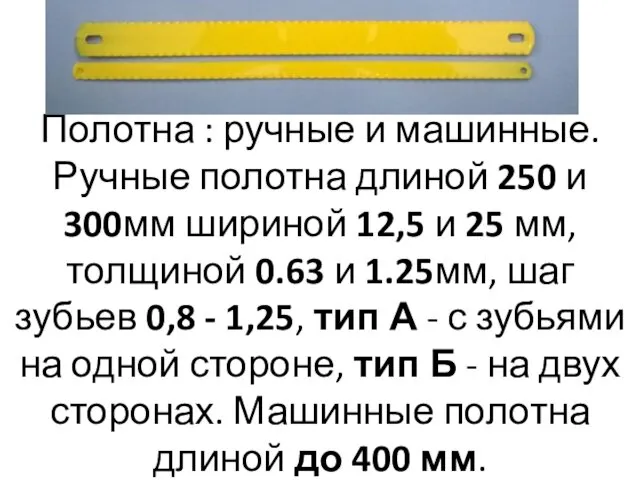
Полотна : ручные и машинные.
Ручные полотна длиной 250 и 300мм шириной
Полотна : ручные и машинные. Ручные полотна длиной 250 и 300мм шириной

Двухстороннее полотно типа Б
Двухстороннее полотно типа Б

ВИДЫ НОЖОВОК ПО МЕТАЛЛУ
ВИДЫ НОЖОВОК ПО МЕТАЛЛУ

Полотно устанавливают: 1) зубьями вперед, 2) с нормальным натягом (приятный звон)
Полотно устанавливают: 1) зубьями вперед, 2) с нормальным натягом (приятный звон)
2) Сверление металла -
это вырезание круглых отверстий при помощи сверла
2) Сверление металла -
это вырезание круглых отверстий при помощи сверла

Части сверла по металлу. Хвостовик может быть цилиндрическим или коническим
Части сверла по металлу. Хвостовик может быть цилиндрическим или коническим
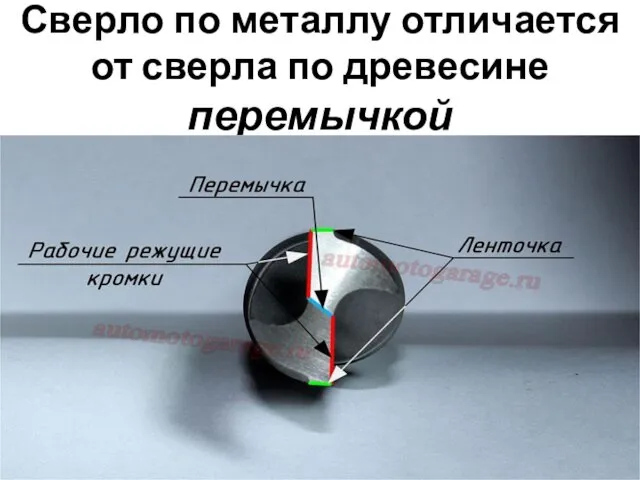
Сверло по металлу отличается от сверла по древесине перемычкой
Сверло по металлу отличается от сверла по древесине перемычкой
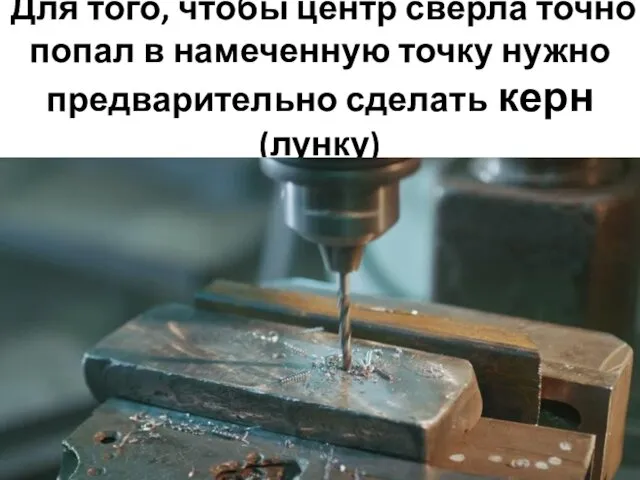
Для того, чтобы центр сверла точно попал в намеченную точку нужно
Для того, чтобы центр сверла точно попал в намеченную точку нужно

Выполнение керна (накернивание) выполняется ударом молотка по вертикально расположенному кернеру кернеру
Выполнение керна (накернивание) выполняется ударом молотка по вертикально расположенному кернеру кернеру
Размер лунки (керна) должен соответствовать размеру перемычки сверла. Для сверл большого
Размер лунки (керна) должен соответствовать размеру перемычки сверла. Для сверл большого

Предварительная установка кернера
Предварительная установка кернера

Разные сверла по металлу
Разные сверла по металлу

В станке сверло имеет вертикальное положение, что важно при сверлении глубоких
В станке сверло имеет вертикальное положение, что важно при сверлении глубоких

При сверлении глубоких отверстий ручной дрелью необходимо, чтобы была обеспечена её
При сверлении глубоких отверстий ручной дрелью необходимо, чтобы была обеспечена её
Сверление дрелью без фиксации вертикальности при глубине до 2 мм
Сверление дрелью без фиксации вертикальности при глубине до 2 мм
3) Опиливание металла - это снятие (удаление) слоя металла вручную при
3) Опиливание металла - это снятие (удаление) слоя металла вручную при

Напильник - ручной инструмент
Напильник - ручной инструмент

В напильнике роль зубцов (клина) выполняют насечки на его плоскости
В напильнике роль зубцов (клина) выполняют насечки на его плоскости


Обе руки должны обеспечивать нажим напильника вниз
Обе руки должны обеспечивать нажим напильника вниз

Движение напильника должно быть возвратно-поступательным, горизонтальным с нажимом
Движение напильника должно быть возвратно-поступательным, горизонтальным с нажимом

Напильники разных типов
Напильники разных типов

Набор напильников
Набор напильников
Напильники могут отличаться разными насечками (зубьями).
Напильники могут отличаться разными насечками (зубьями).
Типы насечек: одинарная, двойная, рашпильная, дуговая
Типы насечек: одинарная, двойная, рашпильная, дуговая

Рашпили- это напильники с очень крупной насечкой
Рашпили- это напильники с очень крупной насечкой

Надфили - напильники малого размера
Надфили - напильники малого размера
По числу насечек (зубьев) напильники подразделяются на:
1) драчевые (с
По числу насечек (зубьев) напильники подразделяются на: 1) драчевые (с
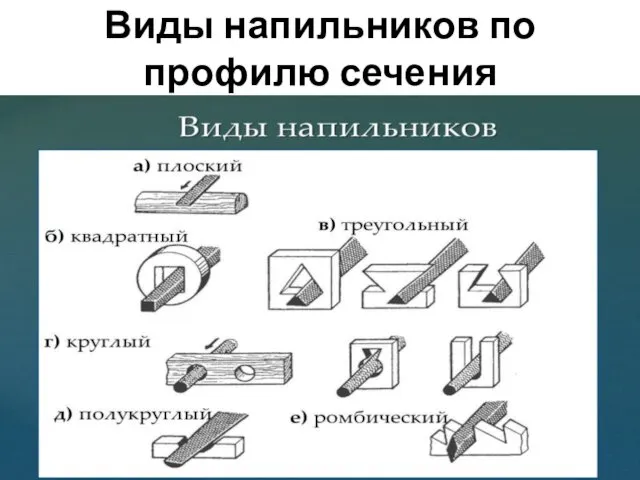
Виды напильников по профилю сечения
Виды напильников по профилю сечения
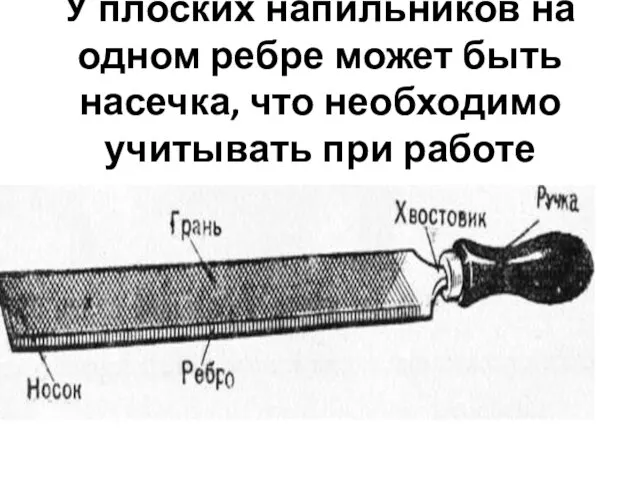
У плоских напильников на одном ребре может быть насечка, что необходимо
У плоских напильников на одном ребре может быть насечка, что необходимо


Пальцы, удерживающие край напильника, не должны быть ниже его верхней плоскости
Пальцы, удерживающие край напильника, не должны быть ниже его верхней плоскости


Щетка для чистки напильников называется корщетка или кордщетка.
У неё «волоски» выполнены
Щетка для чистки напильников называется корщетка или кордщетка. У неё «волоски» выполнены

 Technologies of the tomorrow
Technologies of the tomorrow Артериалды гипертонияның терапиясы және алдын алуы
Артериалды гипертонияның терапиясы және алдын алуы Эксплуатация и техническое обслуживание систем вентиляции и кондиционирования воздуха
Эксплуатация и техническое обслуживание систем вентиляции и кондиционирования воздуха Интерактивный справочник по технологии
Интерактивный справочник по технологии США в 1865-1914 гг
США в 1865-1914 гг Сымбат пиелонефрит
Сымбат пиелонефрит Молодежные беседы о православии. Сотворение мира. Христианский взгляд
Молодежные беседы о православии. Сотворение мира. Христианский взгляд Международный финансовый бизнес. Сегментация мирового финансового рынка и основных инструментов для проведения валютных операций
Международный финансовый бизнес. Сегментация мирового финансового рынка и основных инструментов для проведения валютных операций Творческий проект
Творческий проект Электронное портфолио к конкурсу Учитель года 2013 2 часть
Электронное портфолио к конкурсу Учитель года 2013 2 часть проект Влияние вредных привычек на здоровье человека
проект Влияние вредных привычек на здоровье человека Анализ и разработка конкурентных стратегий
Анализ и разработка конкурентных стратегий Конструкции печей
Конструкции печей English fashion
English fashion Добро
Добро Доклад на заседание облдумы. Состояние систем водоснабжения и водоотведения города Саратова
Доклад на заседание облдумы. Состояние систем водоснабжения и водоотведения города Саратова Запасы на зиму (2 часть) Диск
Запасы на зиму (2 часть) Диск Родительское собрание будущих первоклассников
Родительское собрание будущих первоклассников Банкротство физических лиц
Банкротство физических лиц Презентация Логопедические игры
Презентация Логопедические игры Презентация по здоровому питанию Жвачка: польза или вред
Презентация по здоровому питанию Жвачка: польза или вред Классный час Что мы едим.Быстрое питание.Презентация.
Классный час Что мы едим.Быстрое питание.Презентация. Основные методологические аспекты проектирования информационной системы
Основные методологические аспекты проектирования информационной системы Галогенпроизводные алифатических углеводородов
Галогенпроизводные алифатических углеводородов Презентація_Тема 0_Лекція _Вступ_до мови Pithon (2)
Презентація_Тема 0_Лекція _Вступ_до мови Pithon (2) Основы государственного регулирования внешнеторговой деятельности
Основы государственного регулирования внешнеторговой деятельности Индивидуальное сопровождение воспитанников Специальной общеобразовательной школы № 1 /закрытого типа/
Индивидуальное сопровождение воспитанников Специальной общеобразовательной школы № 1 /закрытого типа/ klass
klass