- Резьбовые и шпоночные соединения

Содержание
- 2. ОБЩИЕ СВЕДЕНИЯ О СОЕДИНЕНИЯХ 2 В процессе изготовления машины некоторые ее детали соединяют между собой, при
- 3. ОБЩИЕ СВЕДЕНИЯ О РЕЗЬБОВЫХ СОЕДИНЕНИЯХ 3 Резьбовые соединения являются наиболее распространенными разъемными соединениями. Их создают болты,
- 4. Классификация резьб 4 В зависимости от формы поверхности, на которой образуется резьба, различают цилиндрические и конические
- 5. Классификация резьб 5 В зависимости от числа заходов резьбы делятся на однозаходные (рис. 3.5,б) и многозаходные
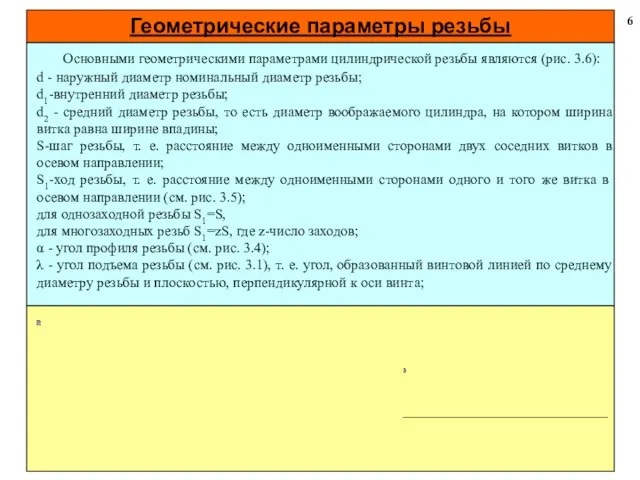
- 6. Геометрические параметры резьбы 6 Основными геометрическими параметрами цилиндрической резьбы являются (рис. 3.6): d - наружный диаметр
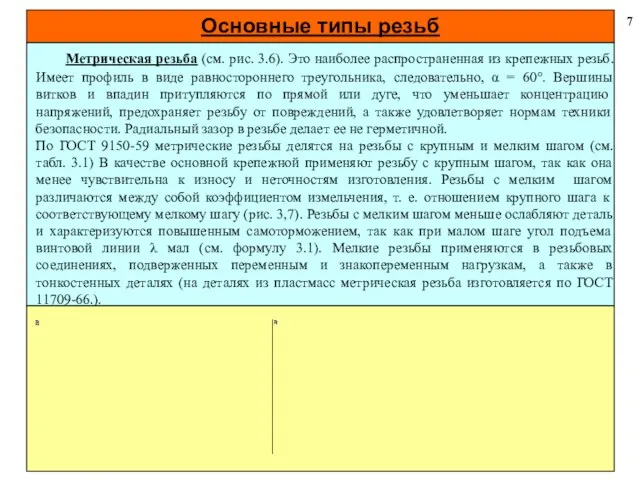
- 7. Основные типы резьб 7 Метрическая резьба (см. рис. 3.6). Это наиболее распространенная из крепежных резьб. Имеет
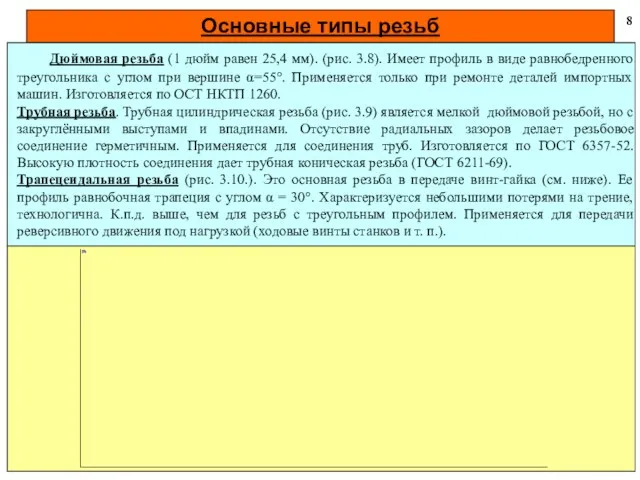
- 8. Основные типы резьб 8 Дюймовая резьба (1 дюйм равен 25,4 мм). (рис. 3.8). Имеет профиль в
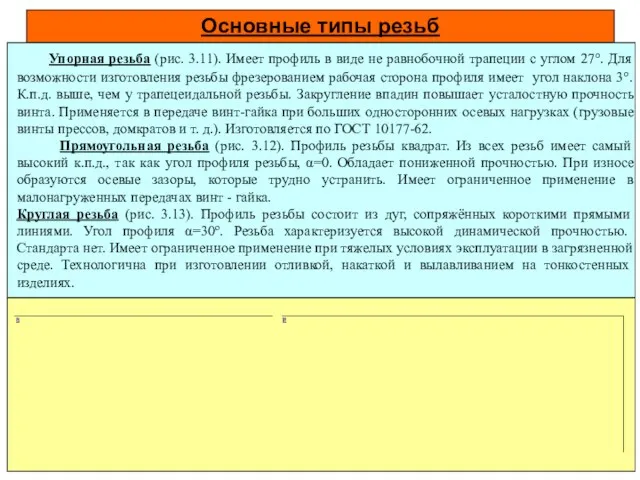
- 9. Основные типы резьб Упорная резьба (рис. 3.11). Имеет профиль в виде не равнобочной трапеции с углом
- 10. Способы изготовления резьб. 10 Существует два основных способа изготовления резьб: нарезанием и накатыванием. Н а р
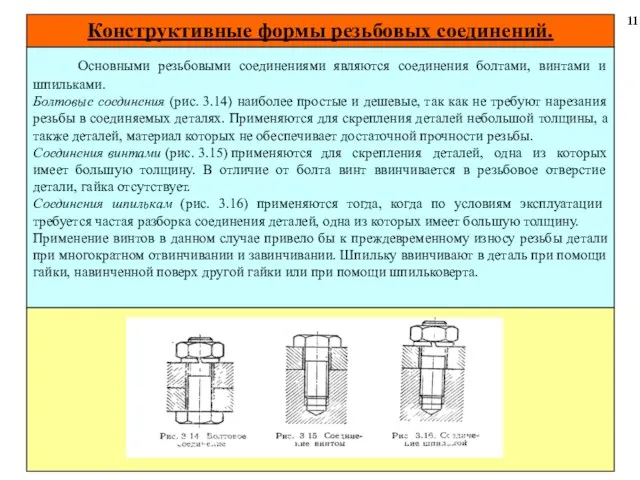
- 11. Конструктивные формы резьбовых соединений. 11 Основными резьбовыми соединениями являются соединения болтами, винтами и шпильками. Болтовые соединения
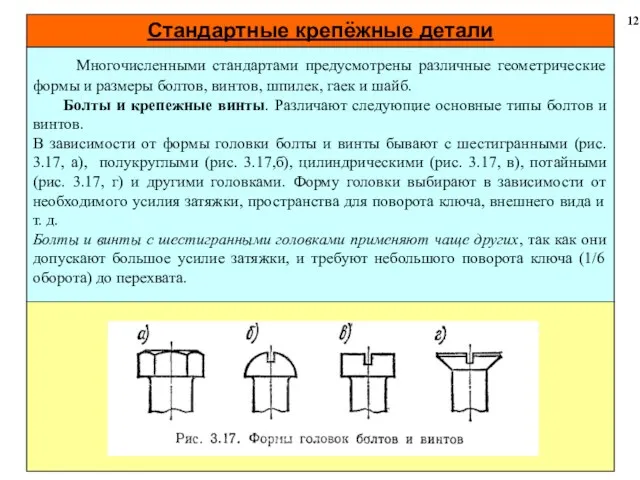
- 12. Стандартные крепёжные детали 12 Многочисленными стандартами предусмотрены различные геометрические формы и размеры болтов, винтов, шпилек, гаек
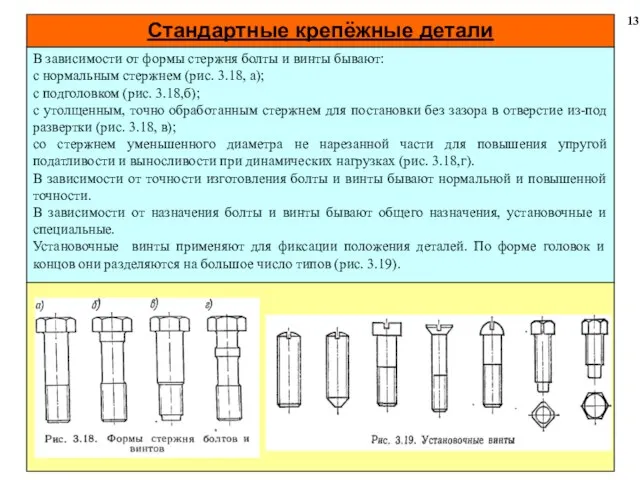
- 13. Стандартные крепёжные детали 13 В зависимости от формы стержня болты и винты бывают: с нормальным стержнем
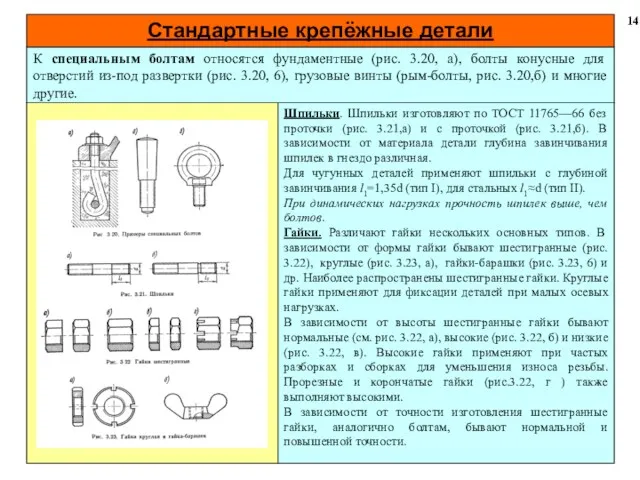
- 14. Стандартные крепёжные детали 14 К специальным болтам относятся фундаментные (рис. 3.20, а), болты конусные для отверстий
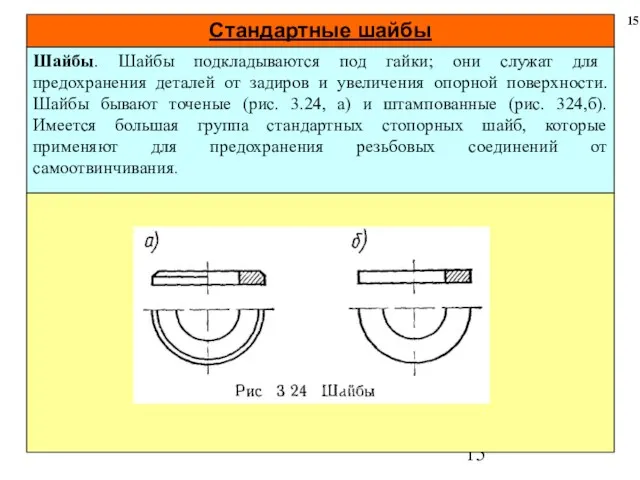
- 15. Стандартные шайбы 15 Шайбы. Шайбы подкладываются под гайки; они служат для предохранения деталей от задиров и
- 16. СПОСОБЫ СТОПОРЕНИЯ РЕЗЬБОВЫХ СОЕДИНЕНИЙ 16 Все стандартные резьбы удовлетворяют условию самоторможения, так как их угол подъема
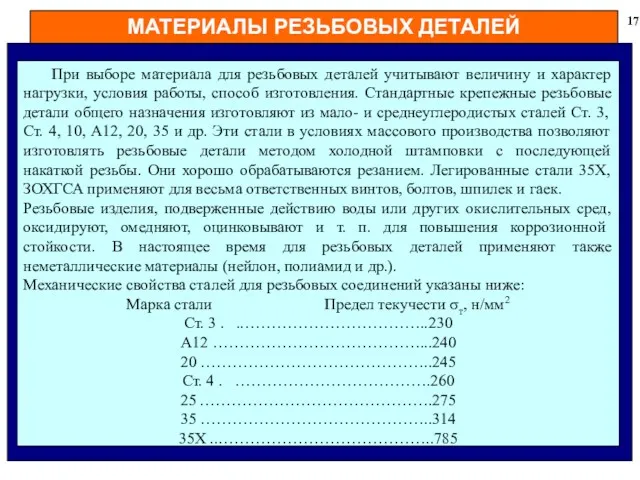
- 17. МАТЕРИАЛЫ РЕЗЬБОВЫХ ДЕТАЛЕЙ 17 При выборе материала для резьбовых деталей учитывают величину и характер нагрузки, условия
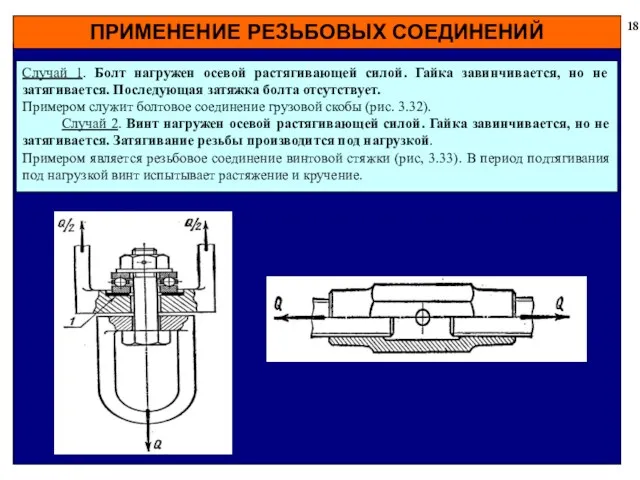
- 18. ПРИМЕНЕНИЕ РЕЗЬБОВЫХ СОЕДИНЕНИЙ 18 Случай 1. Болт нагружен осевой растягивающей силой. Гайка завинчивается, но не затягивается.
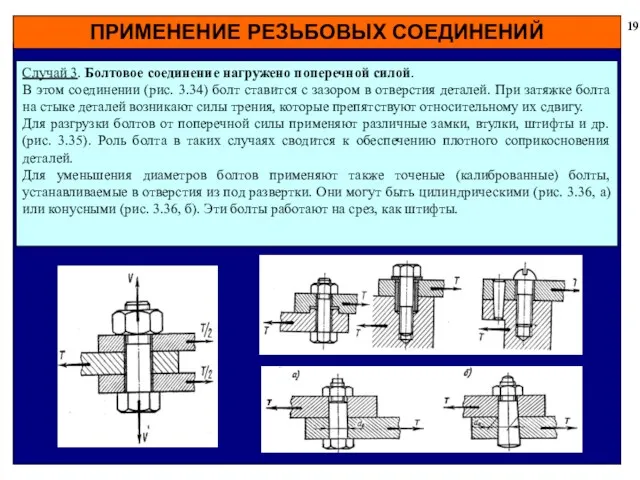
- 19. ПРИМЕНЕНИЕ РЕЗЬБОВЫХ СОЕДИНЕНИЙ 19 Случай 3. Болтовое соединение нагружено поперечной силой. В этом соединении (рис. 3.34)
- 20. ПРИМЕНЕНИЕ РЕЗЬБОВЫХ СОЕДИНЕНИЙ 20 Случай 4. Болтовое соединение предварительно затянуто при сборке и нагружено внешней осевой
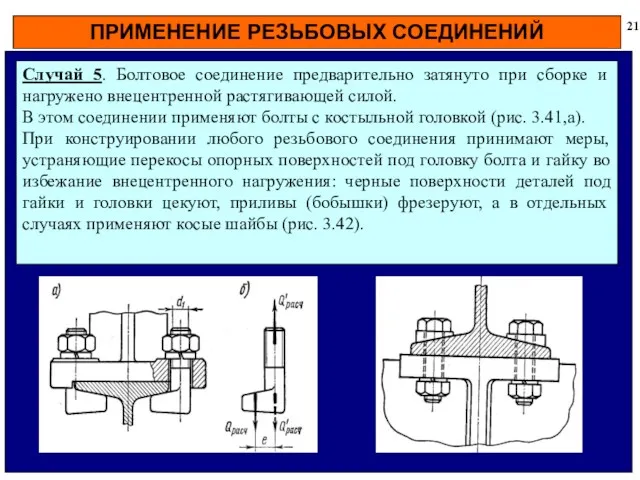
- 21. ПРИМЕНЕНИЕ РЕЗЬБОВЫХ СОЕДИНЕНИЙ 21 Случай 5. Болтовое соединение предварительно затянуто при сборке и нагружено внецентренной растягивающей
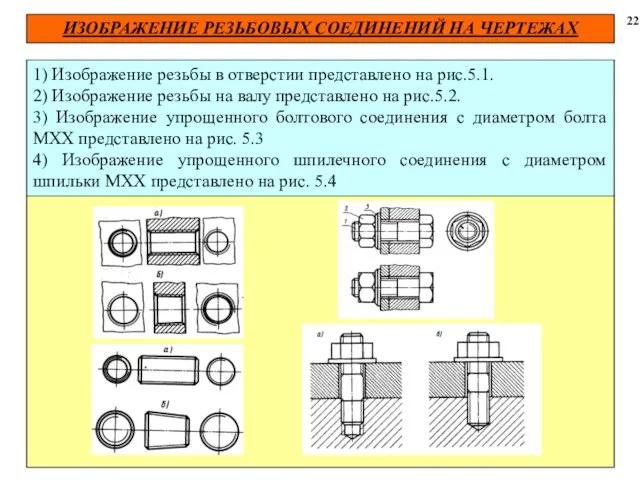
- 22. ИЗОБРАЖЕНИЕ РЕЗЬБОВЫХ СОЕДИНЕНИЙ НА ЧЕРТЕЖАХ 22 1) Изображение резьбы в отверстии представлено на рис.5.1. 2) Изображение
- 24. Скачать презентацию
ОБЩИЕ СВЕДЕНИЯ О СОЕДИНЕНИЯХ
2
В процессе изготовления машины некоторые ее
ОБЩИЕ СВЕДЕНИЯ О СОЕДИНЕНИЯХ
2
В процессе изготовления машины некоторые ее
ОБЩИЕ СВЕДЕНИЯ О РЕЗЬБОВЫХ СОЕДИНЕНИЯХ
3
Резьбовые соединения являются наиболее распространенными
ОБЩИЕ СВЕДЕНИЯ О РЕЗЬБОВЫХ СОЕДИНЕНИЯХ
3
Резьбовые соединения являются наиболее распространенными
Классификация резьб
4
В зависимости от формы поверхности, на которой образуется резьба,
Классификация резьб
4
В зависимости от формы поверхности, на которой образуется резьба,
Классификация резьб
5
В зависимости от числа заходов резьбы делятся на однозаходные
Классификация резьб
5
В зависимости от числа заходов резьбы делятся на однозаходные
Геометрические параметры резьбы
6
Основными геометрическими параметрами цилиндрической резьбы являются (рис.
Геометрические параметры резьбы
6
Основными геометрическими параметрами цилиндрической резьбы являются (рис.
Основные типы резьб
7
Метрическая резьба (см. рис. 3.6). Это наиболее
Основные типы резьб
7
Метрическая резьба (см. рис. 3.6). Это наиболее
Основные типы резьб
8
Дюймовая резьба (1 дюйм равен 25,4 мм).
Основные типы резьб
8
Дюймовая резьба (1 дюйм равен 25,4 мм).
Основные типы резьб
Упорная резьба (рис. 3.11). Имеет профиль в
Основные типы резьб
Упорная резьба (рис. 3.11). Имеет профиль в
Способы изготовления резьб.
10
Существует два основных способа изготовления резьб: нарезанием и
Способы изготовления резьб.
10
Существует два основных способа изготовления резьб: нарезанием и
Конструктивные формы резьбовых соединений.
11
Основными резьбовыми соединениями являются соединения
Конструктивные формы резьбовых соединений.
11
Основными резьбовыми соединениями являются соединения
Стандартные крепёжные детали
12
Многочисленными стандартами предусмотрены различные геометрические формы и
Стандартные крепёжные детали
12
Многочисленными стандартами предусмотрены различные геометрические формы и
Стандартные крепёжные детали
13
В зависимости от формы стержня болты и винты
Стандартные крепёжные детали
13
В зависимости от формы стержня болты и винты
Стандартные крепёжные детали
14
К специальным болтам относятся фундаментные (рис. 3.20, а),
Стандартные крепёжные детали
14
К специальным болтам относятся фундаментные (рис. 3.20, а),
Стандартные шайбы
15
Шайбы. Шайбы подкладываются под гайки; они служат для предохранения
Стандартные шайбы
15
Шайбы. Шайбы подкладываются под гайки; они служат для предохранения

СПОСОБЫ СТОПОРЕНИЯ РЕЗЬБОВЫХ СОЕДИНЕНИЙ
16
Все стандартные резьбы удовлетворяют условию самоторможения,
СПОСОБЫ СТОПОРЕНИЯ РЕЗЬБОВЫХ СОЕДИНЕНИЙ
16
Все стандартные резьбы удовлетворяют условию самоторможения,
МАТЕРИАЛЫ РЕЗЬБОВЫХ ДЕТАЛЕЙ
17
При выборе материала для резьбовых деталей учитывают
МАТЕРИАЛЫ РЕЗЬБОВЫХ ДЕТАЛЕЙ
17
При выборе материала для резьбовых деталей учитывают
ПРИМЕНЕНИЕ РЕЗЬБОВЫХ СОЕДИНЕНИЙ
18
Случай 1. Болт нагружен осевой растягивающей силой.
ПРИМЕНЕНИЕ РЕЗЬБОВЫХ СОЕДИНЕНИЙ
18
Случай 1. Болт нагружен осевой растягивающей силой.
ПРИМЕНЕНИЕ РЕЗЬБОВЫХ СОЕДИНЕНИЙ
19
Случай 3. Болтовое соединение нагружено поперечной силой.
ПРИМЕНЕНИЕ РЕЗЬБОВЫХ СОЕДИНЕНИЙ
19
Случай 3. Болтовое соединение нагружено поперечной силой.

ПРИМЕНЕНИЕ РЕЗЬБОВЫХ СОЕДИНЕНИЙ
20
Случай 4. Болтовое соединение предварительно затянуто при
ПРИМЕНЕНИЕ РЕЗЬБОВЫХ СОЕДИНЕНИЙ
20
Случай 4. Болтовое соединение предварительно затянуто при
ПРИМЕНЕНИЕ РЕЗЬБОВЫХ СОЕДИНЕНИЙ
21
Случай 5. Болтовое соединение предварительно затянуто при
ПРИМЕНЕНИЕ РЕЗЬБОВЫХ СОЕДИНЕНИЙ
21
Случай 5. Болтовое соединение предварительно затянуто при
ИЗОБРАЖЕНИЕ РЕЗЬБОВЫХ СОЕДИНЕНИЙ НА ЧЕРТЕЖАХ
22
1) Изображение резьбы в отверстии представлено
ИЗОБРАЖЕНИЕ РЕЗЬБОВЫХ СОЕДИНЕНИЙ НА ЧЕРТЕЖАХ
22
1) Изображение резьбы в отверстии представлено
 Правовые и организационные основы проведения судебных экспертиз (общие и ведомственные)
Правовые и организационные основы проведения судебных экспертиз (общие и ведомственные) Патриотическое воспитание дошкольников
Патриотическое воспитание дошкольников Моделирование лучистого теплообмена
Моделирование лучистого теплообмена Путешествие в сказочную страну сказок и книг для учащихся 1-3классов Диск
Путешествие в сказочную страну сказок и книг для учащихся 1-3классов Диск Принтеры. Принцип действия
Принтеры. Принцип действия Действия с обыкновенными дробями 5 класс
Действия с обыкновенными дробями 5 класс Растительный и животный мир России.
Растительный и животный мир России. Механизм дыхания
Механизм дыхания ВИЧ-инфекция. Группы риска
ВИЧ-инфекция. Группы риска Трансформация токов в трансформаторе при коротком замыкании
Трансформация токов в трансформаторе при коротком замыкании Физические и физиологические барьеры (иммунология, лекция 2)
Физические и физиологические барьеры (иммунология, лекция 2) Техническое обслуживание и ремонт передней подвески автомобиля Skoda Octavia
Техническое обслуживание и ремонт передней подвески автомобиля Skoda Octavia Устойчивые выражения
Устойчивые выражения Коррекция общей моторики у детей со стертой формой дизартрии.
Коррекция общей моторики у детей со стертой формой дизартрии. Весенние цветы. Урок технологии 3 класс
Весенние цветы. Урок технологии 3 класс Щелочноземельные металлы
Щелочноземельные металлы Образы русской природы. С.Я. Маршак Гроза днём, В лесу над росистой поляной
Образы русской природы. С.Я. Маршак Гроза днём, В лесу над росистой поляной Выступление начальника отдела организации выявления нарушений валютного законодательства
Выступление начальника отдела организации выявления нарушений валютного законодательства Развитие лексико - грамматического строя речи для детей (4 - 7 лет) презентация. Тема: Дикие животные наших лесов
Развитие лексико - грамматического строя речи для детей (4 - 7 лет) презентация. Тема: Дикие животные наших лесов Обустройство нефтяных месторождений
Обустройство нефтяных месторождений Масленица
Масленица Мероприятия 10 класс
Мероприятия 10 класс Строение органов дыхания животных
Строение органов дыхания животных Architecture in Uniform
Architecture in Uniform Лечебная физкультура при спастических и вялых параличах. Атаксия
Лечебная физкультура при спастических и вялых параличах. Атаксия Визуализация чистовой отделки 55 квадратных метров (с мебелью)
Визуализация чистовой отделки 55 квадратных метров (с мебелью) День открытых дверей в ТОГБПОУ Тамбовский областной медицинский колледж
День открытых дверей в ТОГБПОУ Тамбовский областной медицинский колледж Формы организации обучения. Урок, структура урока, требования к уроку
Формы организации обучения. Урок, структура урока, требования к уроку