- Режущий инструмент

Содержание
- 2. 1. Геометрические параметры режущего инструмента Головка - (пластинка твердосплавная или быстрорежущая рабочая (режущая) часть резца). Тело
- 3. Опорная поверхность – служит для крепления резца в резцедержателе и горизонтального положения. Передняя поверхность – служит
- 4. Вершина резца – это точка соприкосновения обрабатываемого материала и режущего инструмента. Главная задняя поверхность – служит
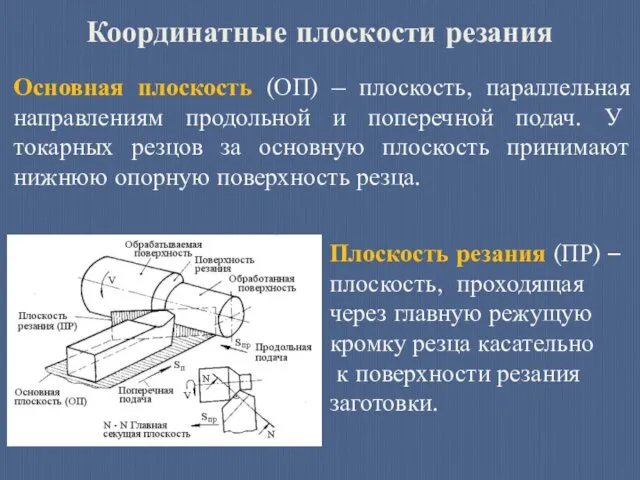
- 5. Координатные плоскости резания Основная плоскость (ОП) – плоскость, параллельная направлениям продольной и поперечной подач. У токарных
- 6. Главная секущая плоскость (N - N) – плоскость, перпендикулярная к проекции главной режущей кромки на основную
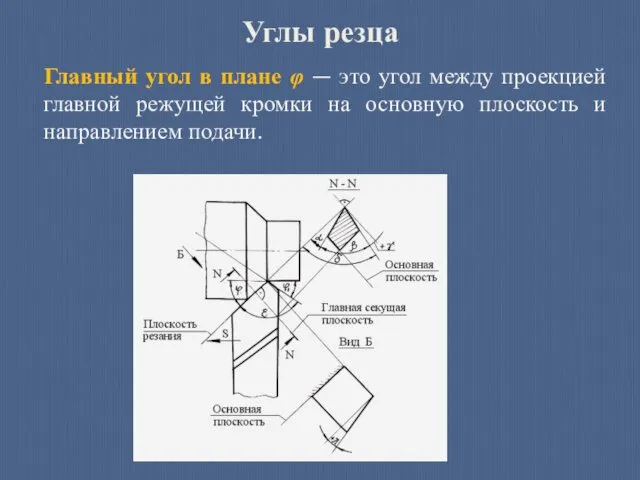
- 7. Углы резца Главный угол в плане φ — это угол между проекцией главной режущей кромки на
- 8. Главный угол в плане φ определяет соотношение между толщиной и шириной срезаемого слоя. При уменьшении угла
- 9. Передний угол γ – это угол между основной плоскостью и плоскостью, касательной к передней поверхности
- 10. Величина переднего угла γ оказывает влияние, на степень деформации металла при переходе в стружку, силовая и
- 11. Задний угол α – это угол между плоскостью резания и плоскостью, касательной к задней поверхности.
- 12. Задний угол α служит для уменьшения трения между задней поверхностью резца и деталью. Он влияет на
- 13. Угол наклона главной режущей кромки λ – это угол между основной плоскостью, проведенной через вершину резца,
- 14. Угол наклона главной режущей кромки λ измеряется в плоскости резания и служит для предохранения вершины резца
- 15. Угол заострения β — угол между передней и главной задней поверхностями. Чем меньше угол заострения, тем
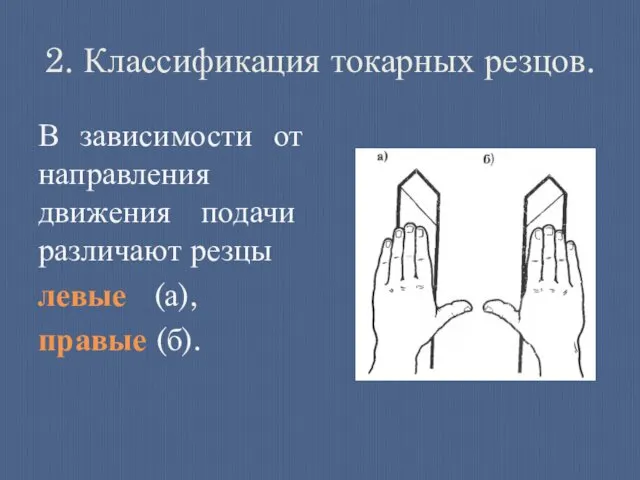
- 16. 2. Классификация токарных резцов. В зависимости от направления движения подачи различают резцы левые (а), правые (б).
- 17. По форме и расположению головки относительно стержня резцы могут быть прямые (а), отогнутые (б), оттянутые (в).
- 18. По назначению различают Проходные резцы Применяются для обработки (точения) наружных цилиндрических поверхностей тел вращения. Применяют три
- 19. Расточные токарные резцы Используют для растачивания внутренних отверстий необходимого диаметра. Существует два основных вида токарных расточных
- 20. Резьбовые токарные резцы Применяются для нарезания резьбы как на наружных поверхностях заготовок так и внутренних. Бывают
- 21. Токарный отрезной резец Отрезные резцы применяются как для отрезания заготовки так и для образования канавок в
- 22. Фасонные резцы Фасонный призматический резец Предназначены для обработки фасонных поверхностей Фасонный круглый (дисковый) резец
- 24. Скачать презентацию
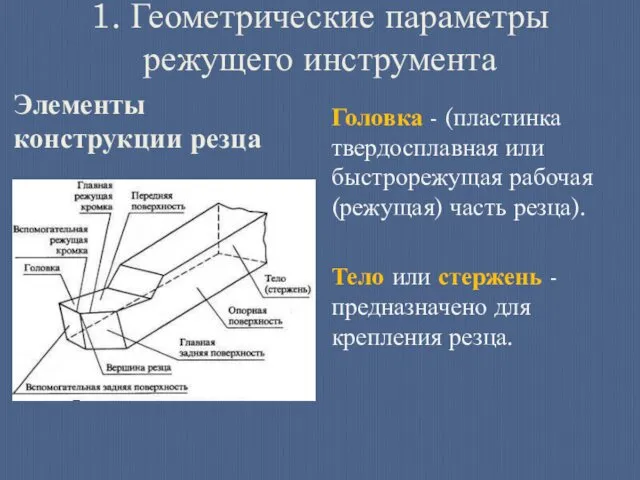
1. Геометрические параметры режущего инструмента
Головка - (пластинка твердосплавная или быстрорежущая рабочая
1. Геометрические параметры режущего инструмента
Головка - (пластинка твердосплавная или быстрорежущая рабочая
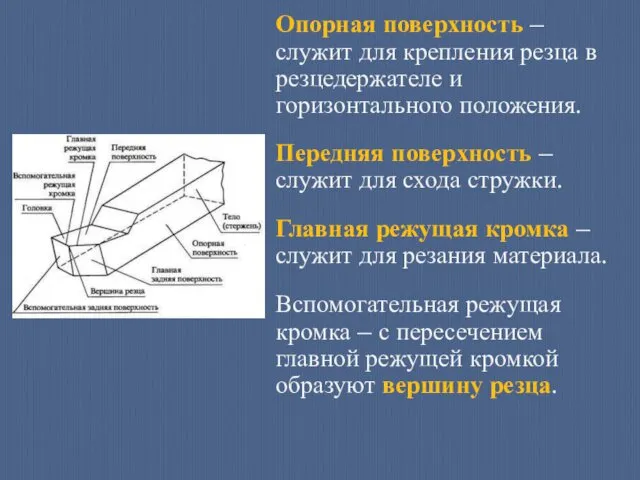
Опорная поверхность – служит для крепления резца в резцедержателе и горизонтального
Опорная поверхность – служит для крепления резца в резцедержателе и горизонтального
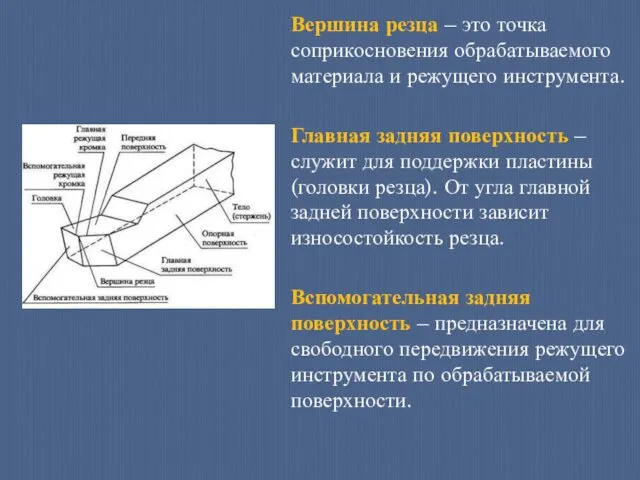
Вершина резца – это точка соприкосновения обрабатываемого материала и режущего инструмента.
Вершина резца – это точка соприкосновения обрабатываемого материала и режущего инструмента.
Координатные плоскости резания
Основная плоскость (ОП) – плоскость, параллельная направлениям продольной и
Координатные плоскости резания
Основная плоскость (ОП) – плоскость, параллельная направлениям продольной и
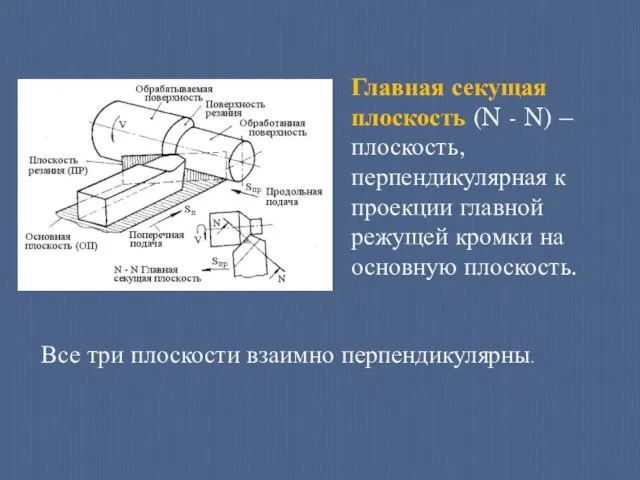
Главная секущая плоскость (N - N) – плоскость, перпендикулярная к проекции
Главная секущая плоскость (N - N) – плоскость, перпендикулярная к проекции
Углы резца
Главный угол в плане φ — это угол между проекцией
Углы резца
Главный угол в плане φ — это угол между проекцией
Главный угол в плане φ определяет соотношение между толщиной и шириной
Главный угол в плане φ определяет соотношение между толщиной и шириной
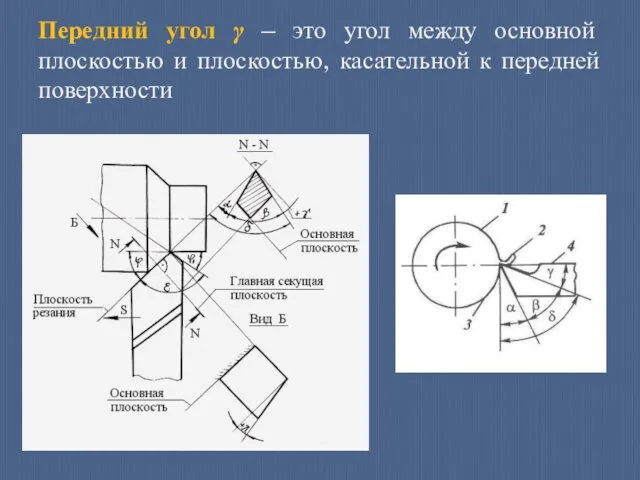
Передний угол γ – это угол между основной плоскостью и плоскостью,
Передний угол γ – это угол между основной плоскостью и плоскостью,
Величина переднего угла γ оказывает влияние, на степень деформации металла при
Величина переднего угла γ оказывает влияние, на степень деформации металла при
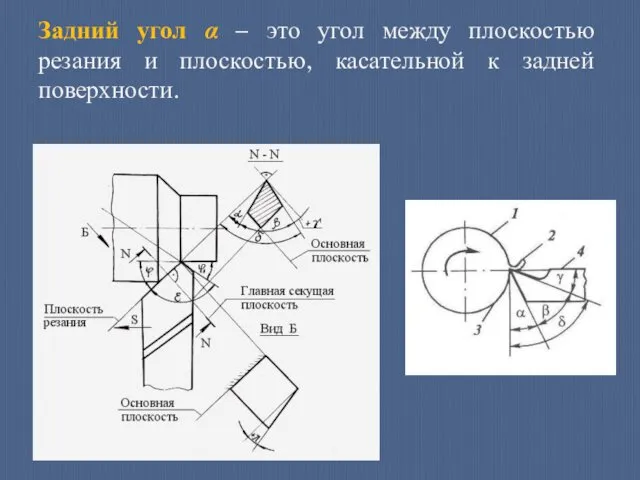
Задний угол α – это угол между плоскостью резания и плоскостью,
Задний угол α – это угол между плоскостью резания и плоскостью,
Задний угол α служит для уменьшения трения между задней поверхностью резца
Задний угол α служит для уменьшения трения между задней поверхностью резца

Угол наклона главной режущей кромки λ – это угол между основной
Угол наклона главной режущей кромки λ – это угол между основной
Угол наклона главной режущей кромки λ измеряется в плоскости резания и
Угол наклона главной режущей кромки λ измеряется в плоскости резания и
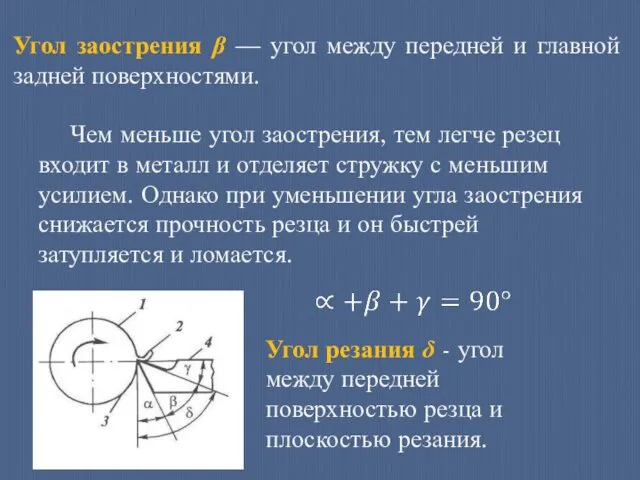
Угол заострения β — угол между передней и главной задней поверхностями.
Угол заострения β — угол между передней и главной задней поверхностями.
2. Классификация токарных резцов.
В зависимости от направления движения подачи различают резцы
левые
2. Классификация токарных резцов.
В зависимости от направления движения подачи различают резцы
левые
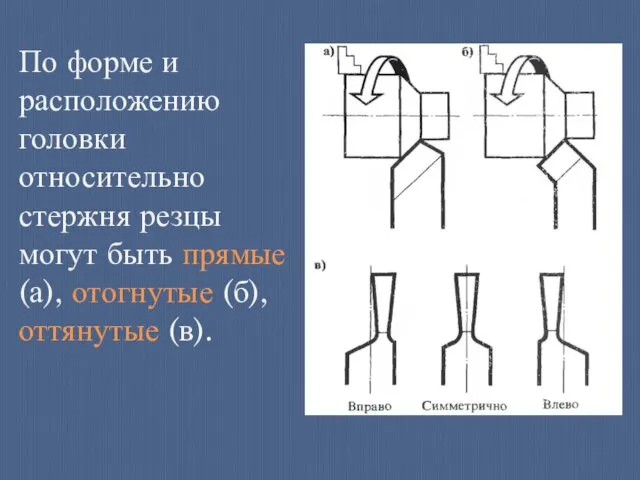
По форме и расположению головки относительно стержня резцы могут быть прямые
По форме и расположению головки относительно стержня резцы могут быть прямые

По назначению различают
Проходные резцы
Применяются для обработки (точения) наружных цилиндрических поверхностей
По назначению различают
Проходные резцы
Применяются для обработки (точения) наружных цилиндрических поверхностей

Расточные токарные резцы
Используют для растачивания внутренних отверстий необходимого диаметра. Существует два
Расточные токарные резцы
Используют для растачивания внутренних отверстий необходимого диаметра. Существует два

Резьбовые токарные резцы
Применяются для нарезания резьбы как на наружных поверхностях заготовок
Резьбовые токарные резцы
Применяются для нарезания резьбы как на наружных поверхностях заготовок

Токарный отрезной резец
Отрезные резцы применяются как для отрезания заготовки так и
Токарный отрезной резец
Отрезные резцы применяются как для отрезания заготовки так и

Фасонные резцы
Фасонный призматический
резец
Предназначены для обработки фасонных
поверхностей
Фасонный круглый
(дисковый) резец
Фасонные резцы
Фасонный призматический
резец
Предназначены для обработки фасонных
поверхностей
Фасонный круглый
(дисковый) резец
 State sysstem of Ukraine
State sysstem of Ukraine Объекты Range и Selection
Объекты Range и Selection Профилактика дисграфии
Профилактика дисграфии Классификация звуков речи. Система фонем
Классификация звуков речи. Система фонем Движение воздуха. Ветер
Движение воздуха. Ветер Режими адресації МП 8086
Режими адресації МП 8086 Кодирование информации
Кодирование информации Октябрьская революция. Политическая и социально-экономическая ситуация накануне Октябрьской революции
Октябрьская революция. Политическая и социально-экономическая ситуация накануне Октябрьской революции Clothes. Words
Clothes. Words Выбор расположения дополнительного водосброса в ходе комплексной реконструкции Майнского гидроузла
Выбор расположения дополнительного водосброса в ходе комплексной реконструкции Майнского гидроузла Организация образовательной деятельности. Управление образованием
Организация образовательной деятельности. Управление образованием Обстоятельства, исключающие преступность деяния. Понятия и виды обстоятельств, исключающие преступность деяния
Обстоятельства, исключающие преступность деяния. Понятия и виды обстоятельств, исключающие преступность деяния Классный час Радоваться жизни
Классный час Радоваться жизни презентация Взаимосвязь и взаимодействие специалистов и педагогов
презентация Взаимосвязь и взаимодействие специалистов и педагогов Презентация к уроку по теме Дробные выражения
Презентация к уроку по теме Дробные выражения Xit test. Spotlight 4
Xit test. Spotlight 4 ЧС военного характера. Основные источники ЧС военного характера. Современные средства поражения
ЧС военного характера. Основные источники ЧС военного характера. Современные средства поражения ДЕНЬ ЗЕМЛИ
ДЕНЬ ЗЕМЛИ Презентация В гостях у сказки
Презентация В гостях у сказки 1. 6 клас .Коло. Довжина кола. Число пі
1. 6 клас .Коло. Довжина кола. Число пі 1.DVIZH_Spotlight_4_m6_11a
1.DVIZH_Spotlight_4_m6_11a Расширение представления детей об осени, как времени года
Расширение представления детей об осени, как времени года Сыктывкар - мой родной город!
Сыктывкар - мой родной город! Электронный задачник по генетике. Часть 2
Электронный задачник по генетике. Часть 2 Осложнения повреждений опорно-двигательного аппарата
Осложнения повреждений опорно-двигательного аппарата Организм и среда. Природные сообщества
Организм и среда. Природные сообщества Если друг оказался вдруг (3). Крах банка Берингс
Если друг оказался вдруг (3). Крах банка Берингс Воздушный змей
Воздушный змей