- Самоходные и подвесные сварочные установки

Содержание
- 2. Сварочная головка считается основным узлом автомата для дуговой сварки. При помощи этого узла подается электродный материал
- 3. Существуют следующие производители сварочных установок
- 4. Lincoln Electric, США
- 5. Системы автоматической подачи проволоки NA-3, NA-4, NA-5 Автоматические системы подачи проволоки NA-3, NA-4, NA-5 позволяют повысить
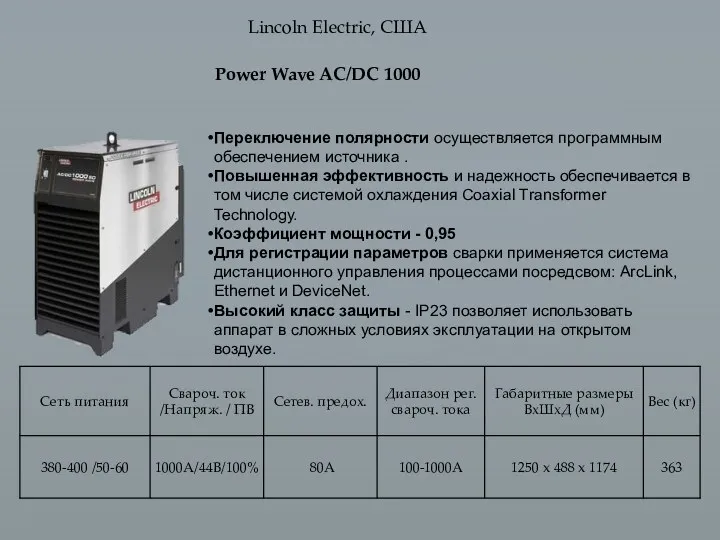
- 6. Power Wave AC/DC 1000 Переключение полярности осуществляется программным обеспечением источника . Повышенная эффективность и надежность обеспечивается
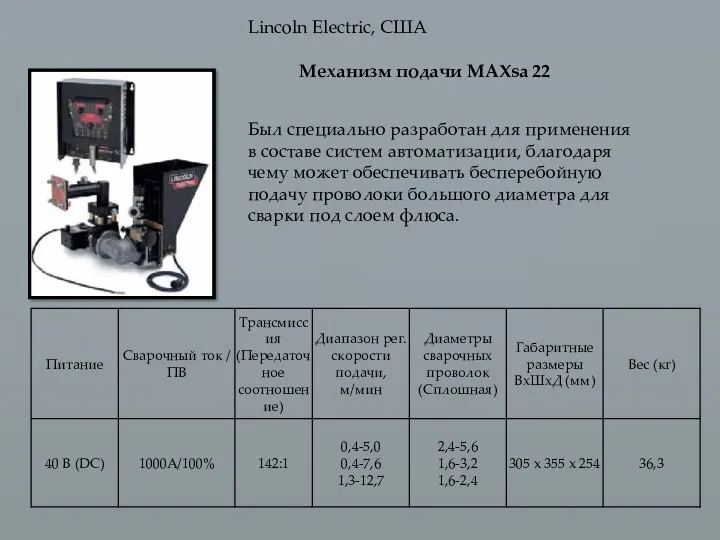
- 7. Механизм подачи MAXsa 22 Был специально разработан для применения в составе систем автоматизации, благодаря чему может
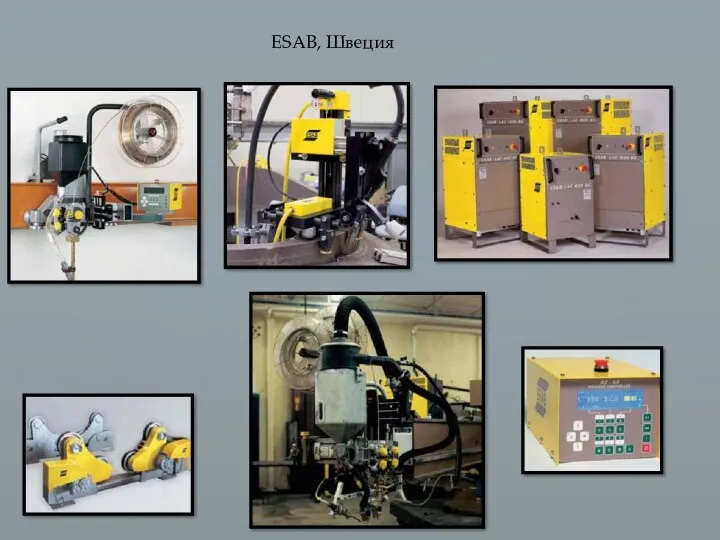
- 8. ESAB, Швеция
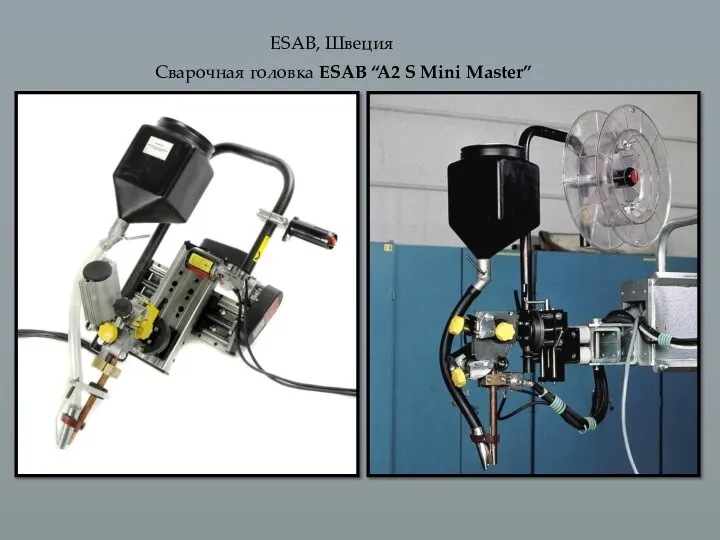
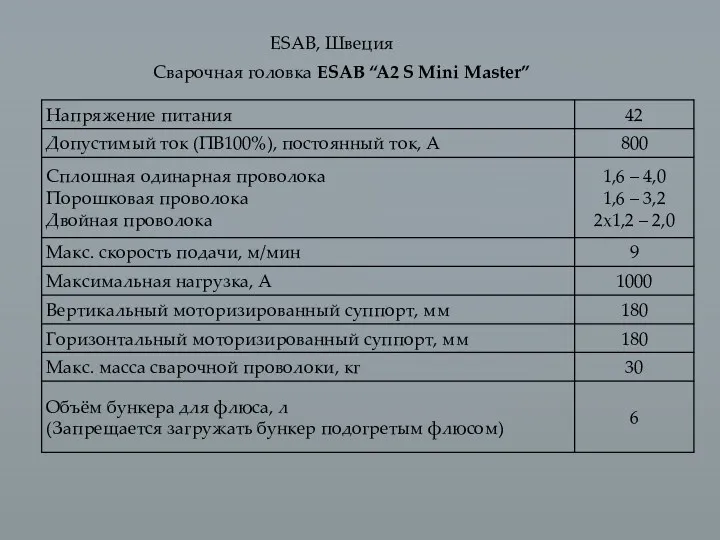
- 9. Сварочная головка ESAB “A2 S Mini Master” ESAB, Швеция
- 10. Представляет собой автоматическую сварочную систему, в конструкцию которой заложены требования малой массы, компактность, универсальность применения. Система
- 11. Сварочная головка ESAB “A2 S Mini Master” ESAB, Швеция
- 12. Блок управления сварочным процессом А2/А6 РЕK может применяться для автоматической сварки под флюсом или MIG/MAG –
- 13. Сварочные источники LAF имеют сварочные характеристики во всем диапазоне токов и напряжений. Плавное регулирование напряжения дуги
- 14. ИТС, Россия
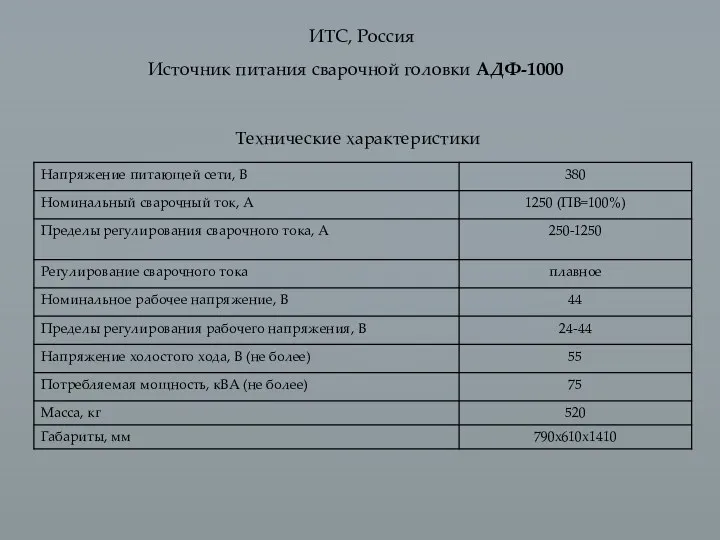
- 15. Сварочная головка АДФ-1000 Сварочная головка для дуговой сварки плавящимся электродом сварочного автомата АДФ-1000, с естественным охлаждением
- 16. Маховик, регулирующий усилие прижима разрезного наконечника к проволоке Контактная трубка Держатель сварочного кабеля Правильный ролик Прижимной
- 17. Флюсобункер Сварочная головка Механизированные моторизированные суппорты Система видеонаблюдения Система слежения по стыку
- 18. Технические характеристики ИТС, Россия
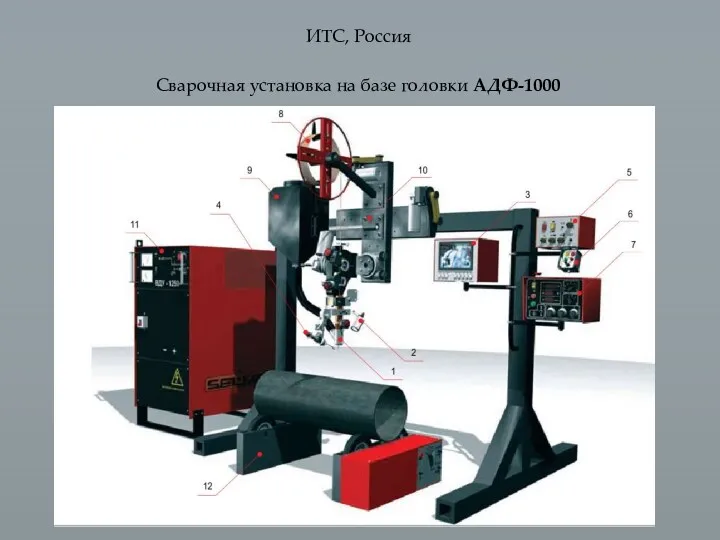
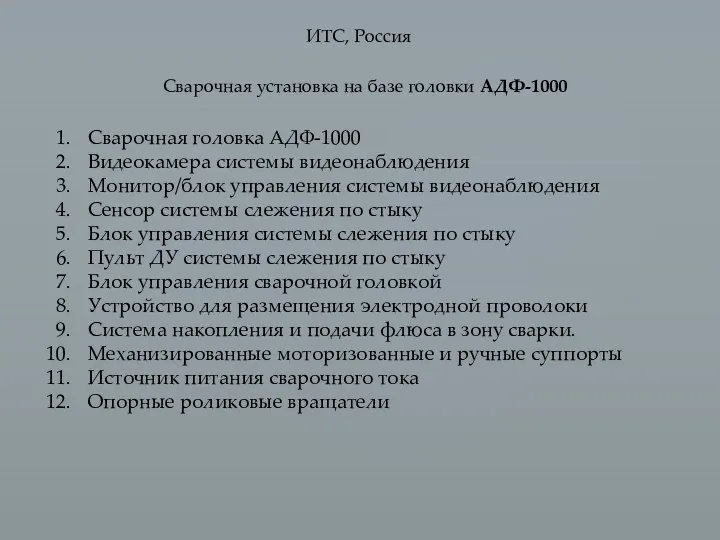
- 19. Сварочная установка на базе головки АДФ-1000 ИТС, Россия
- 20. Сварочная головка АДФ-1000 Видеокамера системы видеонаблюдения Монитор/блок управления системы видеонаблюдения Сенсор системы слежения по стыку Блок
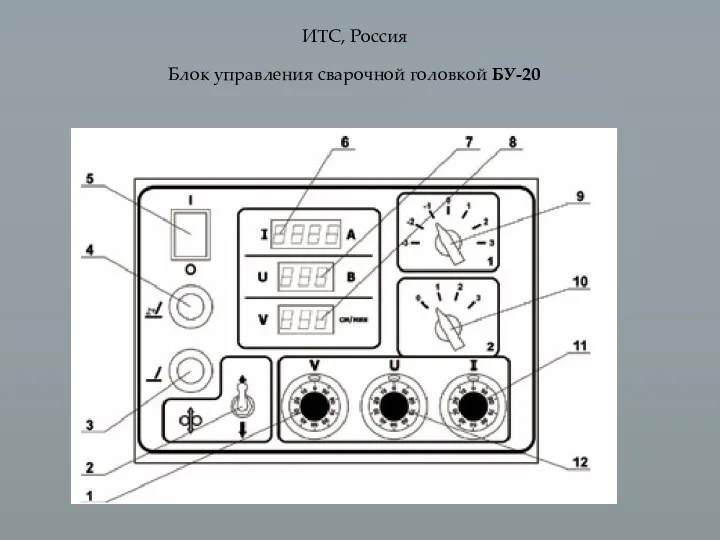
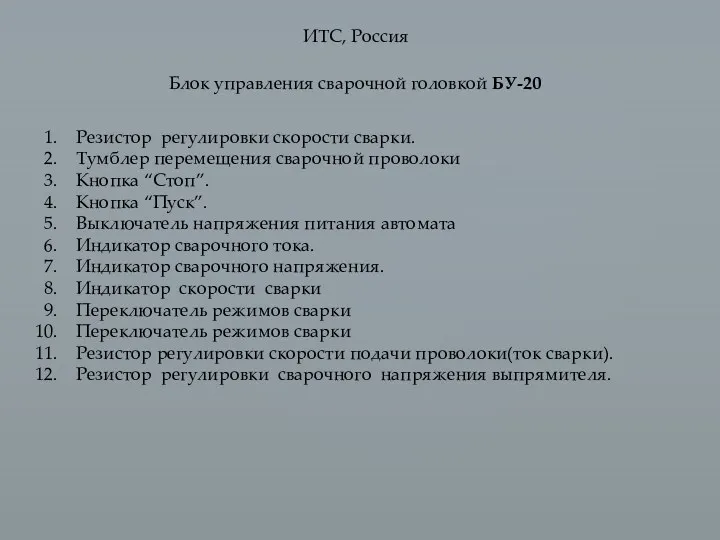
- 21. Блок управления сварочной головкой БУ-20 Блок управления предназначен для задания регулируемых режимов цикла сварки, индикации режимов
- 22. Блок управления сварочной головкой БУ-20 ИТС, Россия
- 23. Блок управления сварочной головкой БУ-20 Резистор регулировки скорости сварки. Тумблер перемещения сварочной проволоки Кнопка “Стоп”. Кнопка
- 24. Источник питания сварочной головки АДФ-1000 Выпрямитель сварочный ВДУ-1250 предназначен для комплектации автоматов для сварки под слоем
- 25. Источник питания сварочной головки АДФ-1000 Технические характеристики ИТС, Россия
- 26. КЗЭСО, Украина
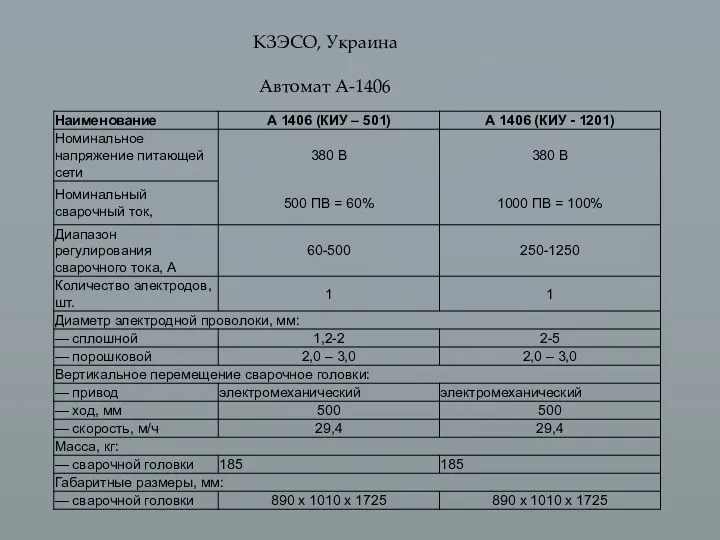
- 27. КЗЭСО, Украина Автомат А-1406 Автомат предназначен для электродуговой сварки или наплавки низкоуглеродистых и легированных сталей плавящимися
- 28. КЗЭСО, Украина Автомат А-1406
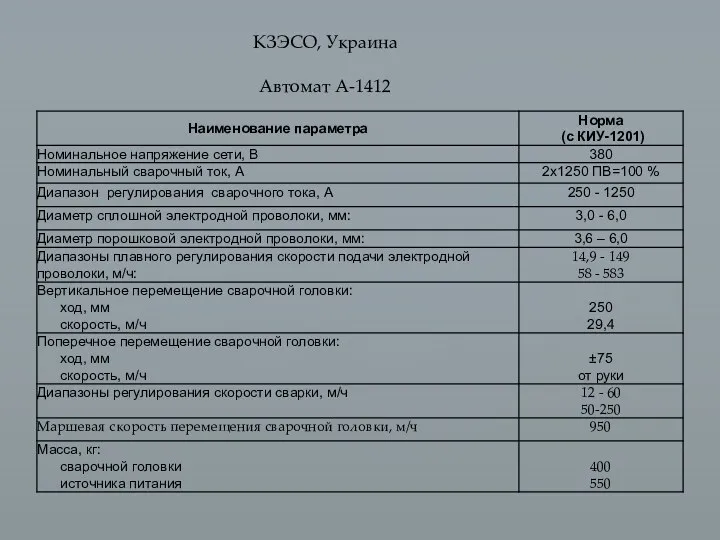
- 29. КЗЭСО, Украина Автомат А-1412 Автомат подвесной самоходный предназначен для двухдуговой сварки низкоуглеродистых и легированных сталей плавящимся
- 30. КЗЭСО, Украина Автомат А-1412
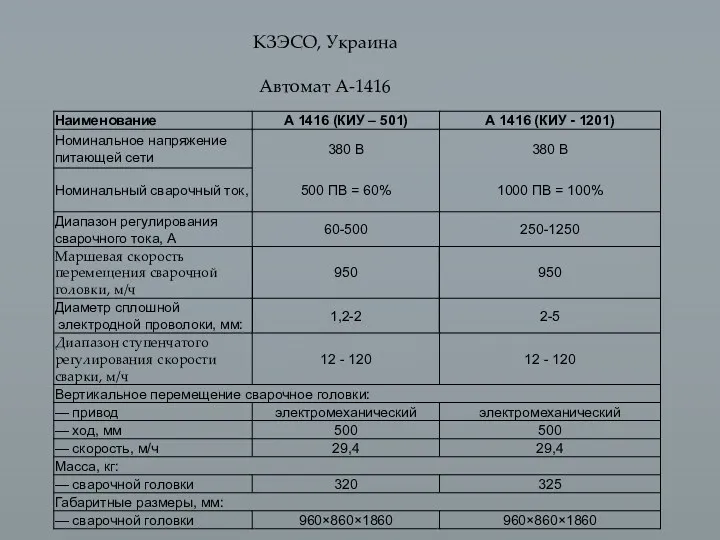
- 31. КЗЭСО, Украина Автомат А-1416 Подвесной самоходный автомат предназначен для дуговой сварки низкоуглеродистых и легированных сталей плавящимся
- 32. КЗЭСО, Украина Автомат А-1416
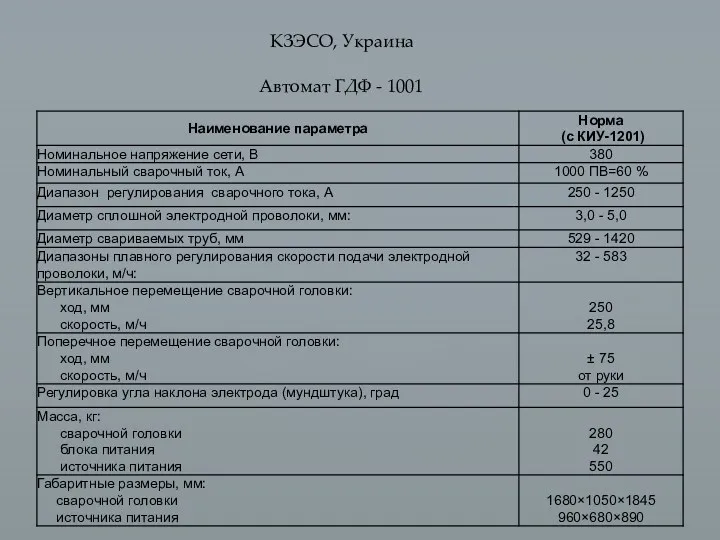
- 33. КЗЭСО, Украина Автомат ГДФ - 1001 Сварочная головка предназначена для дуговой автоматической сварки плавящимся электродом под
- 34. КЗЭСО, Украина Автомат ГДФ - 1001
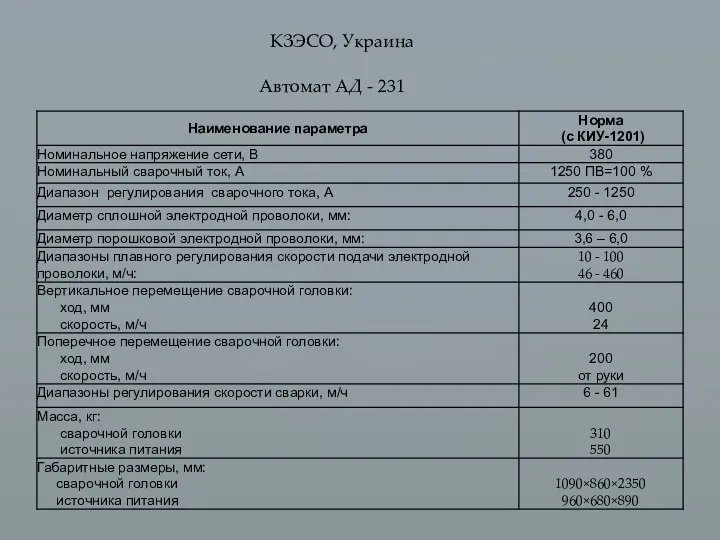
- 35. КЗЭСО, Украина Автомат АД - 231 Подвесной самоходный автомат предназначен для широкого круга наплавочных и сварочных
- 36. КЗЭСО, Украина Автомат АД - 231
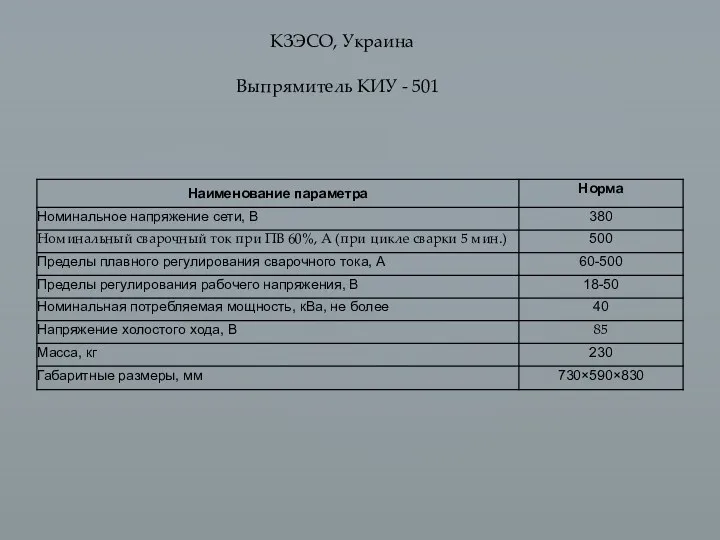
- 37. КЗЭСО, Украина Универсальный сварочный выпрямитель предназначен для автоматической и механизированной сварки в среде защитных газов и
- 38. КЗЭСО, Украина Выпрямитель КИУ - 501
- 39. имеет дополнительные веерные характеристики, предназначенные для расширения технологических возможностей. Может применяться как многопостовой источник при комплектации
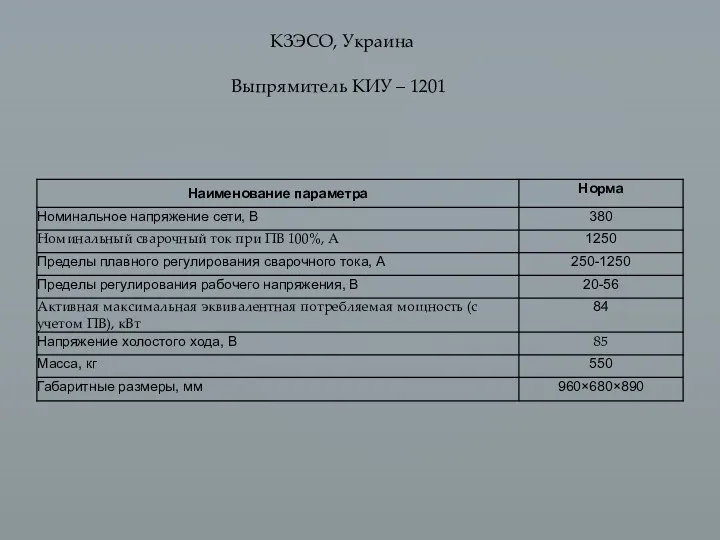
- 40. КЗЭСО, Украина Выпрямитель КИУ – 1201
- 41. KJELLBERG, Германия
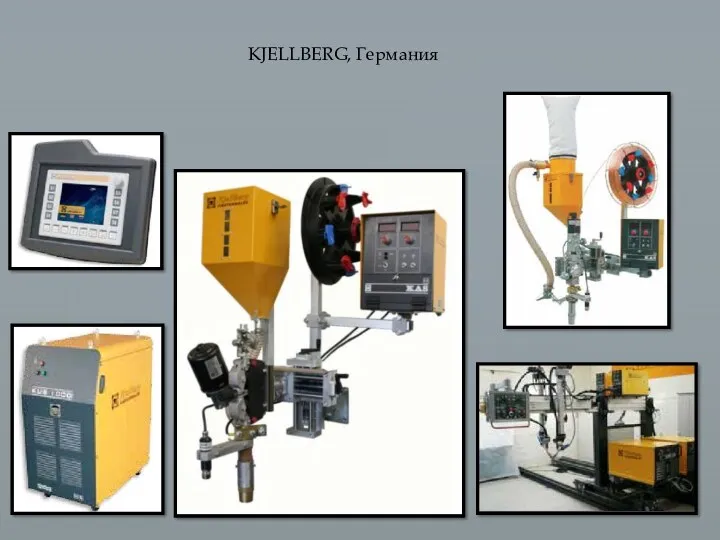
- 42. KJELLBERG, Германия Автомат KA 2-UP/UPP Автомат предлагается со сварочной головкой Как с одной, так и с
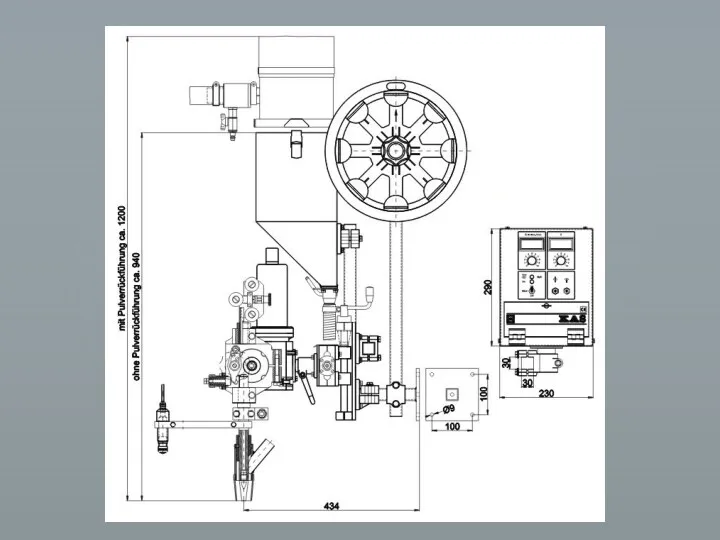
- 44. KJELLBERG, Германия Технические характеристики
- 46. Скачать презентацию
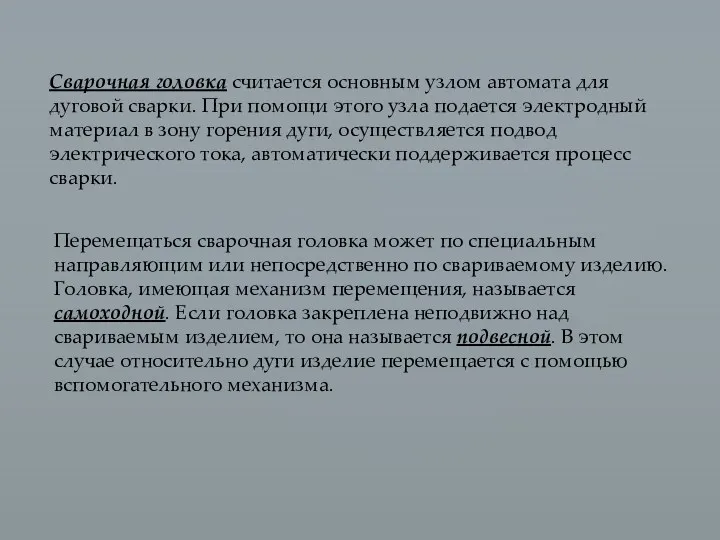
Сварочная головка считается основным узлом автомата для дуговой сварки. При помощи
Сварочная головка считается основным узлом автомата для дуговой сварки. При помощи
Существуют следующие производители сварочных установок
Существуют следующие производители сварочных установок

Lincoln Electric, США
Lincoln Electric, США

Системы автоматической подачи проволоки NA-3, NA-4, NA-5
Автоматические системы подачи проволоки NA-3,
Системы автоматической подачи проволоки NA-3, NA-4, NA-5
Автоматические системы подачи проволоки NA-3,
Power Wave AC/DC 1000
Переключение полярности осуществляется программным обеспечением источника .
Повышенная
Power Wave AC/DC 1000
Переключение полярности осуществляется программным обеспечением источника .
Повышенная
Механизм подачи MAXsa 22
Был специально разработан для применения
в составе систем
Механизм подачи MAXsa 22
Был специально разработан для применения
в составе систем
ESAB, Швеция
ESAB, Швеция
Сварочная головка ESAB “A2 S Mini Master”
ESAB, Швеция
Сварочная головка ESAB “A2 S Mini Master”
ESAB, Швеция
Представляет собой автоматическую сварочную систему, в конструкцию которой заложены требования малой
Представляет собой автоматическую сварочную систему, в конструкцию которой заложены требования малой
Сварочная головка ESAB “A2 S Mini Master”
ESAB, Швеция
Сварочная головка ESAB “A2 S Mini Master”
ESAB, Швеция

Блок управления сварочным процессом А2/А6 РЕK может применяться для автоматической сварки
Блок управления сварочным процессом А2/А6 РЕK может применяться для автоматической сварки

Сварочные источники LAF имеют сварочные характеристики во всем диапазоне токов и
Сварочные источники LAF имеют сварочные характеристики во всем диапазоне токов и
ИТС, Россия
ИТС, Россия
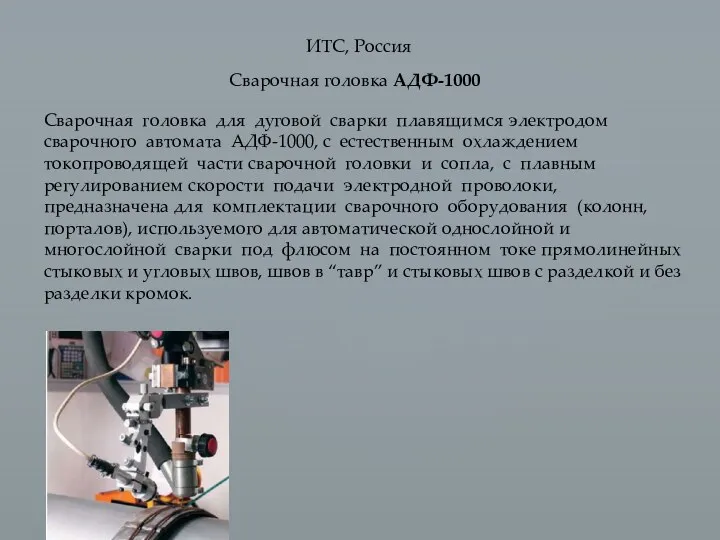
Сварочная головка АДФ-1000
Сварочная головка для дуговой сварки плавящимся электродом сварочного автомата
Сварочная головка АДФ-1000
Сварочная головка для дуговой сварки плавящимся электродом сварочного автомата
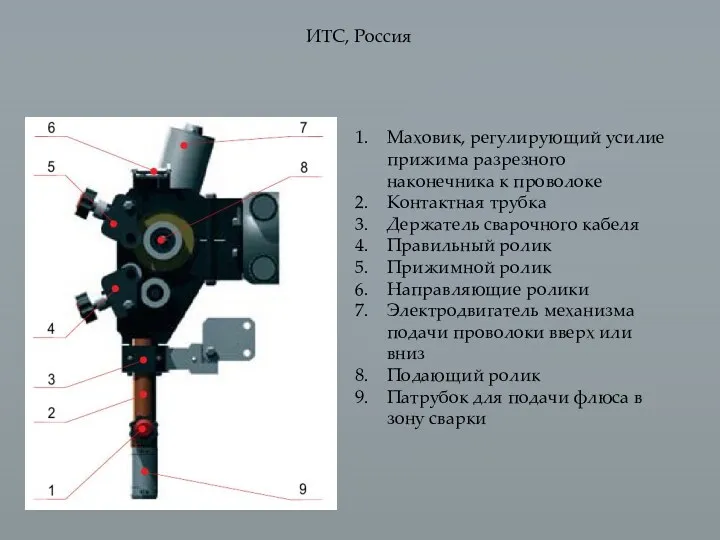
Маховик, регулирующий усилие прижима разрезного наконечника к проволоке
Контактная трубка
Держатель сварочного кабеля
Маховик, регулирующий усилие прижима разрезного наконечника к проволоке
Контактная трубка
Держатель сварочного кабеля
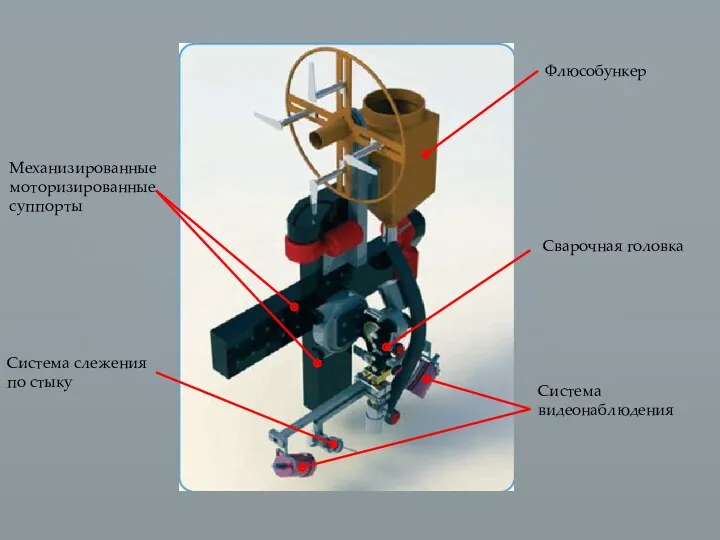
Флюсобункер
Сварочная головка
Механизированные
моторизированные
суппорты
Система
видеонаблюдения
Система слежения
по стыку
Флюсобункер
Сварочная головка
Механизированные
моторизированные
суппорты
Система
видеонаблюдения
Система слежения
по стыку
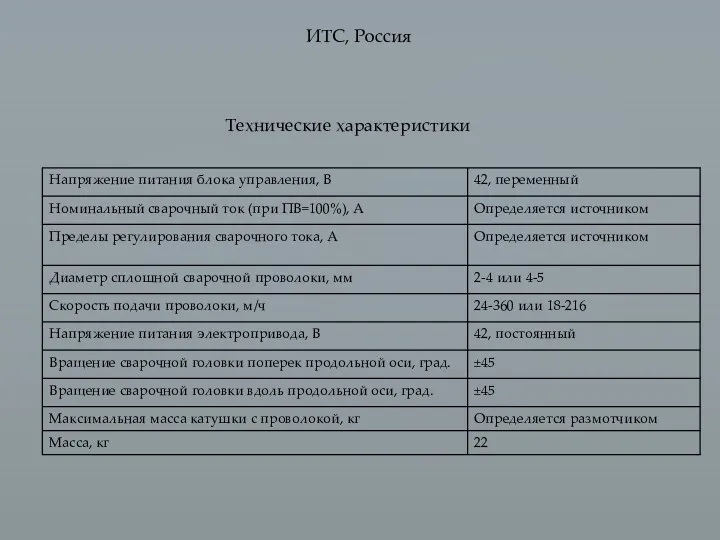
Технические характеристики
ИТС, Россия
Технические характеристики
ИТС, Россия
Сварочная установка на базе головки АДФ-1000
ИТС, Россия
Сварочная установка на базе головки АДФ-1000
ИТС, Россия
Сварочная головка АДФ-1000
Видеокамера системы видеонаблюдения
Монитор/блок управления системы видеонаблюдения
Сенсор системы слежения
Сварочная головка АДФ-1000
Видеокамера системы видеонаблюдения
Монитор/блок управления системы видеонаблюдения
Сенсор системы слежения

Блок управления сварочной головкой БУ-20
Блок управления предназначен для задания регулируемых режимов
Блок управления сварочной головкой БУ-20
Блок управления предназначен для задания регулируемых режимов
Блок управления сварочной головкой БУ-20
ИТС, Россия
Блок управления сварочной головкой БУ-20
ИТС, Россия
Блок управления сварочной головкой БУ-20
Резистор регулировки скорости сварки.
Тумблер перемещения сварочной проволоки
Блок управления сварочной головкой БУ-20
Резистор регулировки скорости сварки.
Тумблер перемещения сварочной проволоки

Источник питания сварочной головки АДФ-1000
Выпрямитель сварочный ВДУ-1250 предназначен для комплектации автоматов
Источник питания сварочной головки АДФ-1000
Выпрямитель сварочный ВДУ-1250 предназначен для комплектации автоматов
Источник питания сварочной головки АДФ-1000
Технические характеристики
ИТС, Россия
Источник питания сварочной головки АДФ-1000
Технические характеристики
ИТС, Россия

КЗЭСО, Украина
КЗЭСО, Украина

КЗЭСО, Украина
Автомат А-1406
Автомат предназначен для электродуговой сварки или наплавки низкоуглеродистых
КЗЭСО, Украина
Автомат А-1406
Автомат предназначен для электродуговой сварки или наплавки низкоуглеродистых
КЗЭСО, Украина
Автомат А-1406
КЗЭСО, Украина
Автомат А-1406

КЗЭСО, Украина
Автомат А-1412
Автомат подвесной самоходный предназначен для двухдуговой сварки
низкоуглеродистых
КЗЭСО, Украина
Автомат А-1412
Автомат подвесной самоходный предназначен для двухдуговой сварки
низкоуглеродистых
КЗЭСО, Украина
Автомат А-1412
КЗЭСО, Украина
Автомат А-1412

КЗЭСО, Украина
Автомат А-1416
Подвесной самоходный автомат предназначен для дуговой сварки низкоуглеродистых
КЗЭСО, Украина
Автомат А-1416
Подвесной самоходный автомат предназначен для дуговой сварки низкоуглеродистых
КЗЭСО, Украина
Автомат А-1416
КЗЭСО, Украина
Автомат А-1416

КЗЭСО, Украина
Автомат ГДФ - 1001
Сварочная головка предназначена для дуговой автоматической
КЗЭСО, Украина
Автомат ГДФ - 1001
Сварочная головка предназначена для дуговой автоматической
КЗЭСО, Украина
Автомат ГДФ - 1001
КЗЭСО, Украина
Автомат ГДФ - 1001

КЗЭСО, Украина
Автомат АД - 231
Подвесной самоходный автомат предназначен для широкого круга
КЗЭСО, Украина
Автомат АД - 231
Подвесной самоходный автомат предназначен для широкого круга
КЗЭСО, Украина
Автомат АД - 231
КЗЭСО, Украина
Автомат АД - 231

КЗЭСО, Украина
Универсальный сварочный выпрямитель предназначен для автоматической и механизированной сварки в
КЗЭСО, Украина
Универсальный сварочный выпрямитель предназначен для автоматической и механизированной сварки в
КЗЭСО, Украина
Выпрямитель КИУ - 501
КЗЭСО, Украина
Выпрямитель КИУ - 501

имеет дополнительные веерные характеристики, предназначенные для расширения технологических возможностей. Может применяться как многопостовой
имеет дополнительные веерные характеристики, предназначенные для расширения технологических возможностей. Может применяться как многопостовой
КЗЭСО, Украина
Выпрямитель КИУ – 1201
КЗЭСО, Украина
Выпрямитель КИУ – 1201
KJELLBERG, Германия
KJELLBERG, Германия

KJELLBERG, Германия
Автомат KA 2-UP/UPP
Автомат предлагается со сварочной головкой
Как с одной, так
KJELLBERG, Германия
Автомат KA 2-UP/UPP
Автомат предлагается со сварочной головкой
Как с одной, так

KJELLBERG, Германия
Технические характеристики
KJELLBERG, Германия
Технические характеристики
 Конфликты и пути их разрешения
Конфликты и пути их разрешения MPT_lektsia_2
MPT_lektsia_2 Сводка топ новостей 10 стран
Сводка топ новостей 10 стран Рекомендации по подготовке к ГИА
Рекомендации по подготовке к ГИА Российский стандарт профессиональной деятельности архитектора. Кодекс профессиональной этики архитектора. (Лекция 10)
Российский стандарт профессиональной деятельности архитектора. Кодекс профессиональной этики архитектора. (Лекция 10) Урок – игра Клеточное строение растение
Урок – игра Клеточное строение растение Исследовательская работа по краеведению
Исследовательская работа по краеведению European Prosper Summit. Preparing for Success with Rebecca Hintze
European Prosper Summit. Preparing for Success with Rebecca Hintze ПРОЕКТ Окно в природу
ПРОЕКТ Окно в природу Сценарий Прощание с 1-ым классом
Сценарий Прощание с 1-ым классом Экология города
Экология города Своя православия. Азы Православия
Своя православия. Азы Православия Внешность, эмоции
Внешность, эмоции Эмоционально-личностная сфера и сознание при локальных поражениях мозга
Эмоционально-личностная сфера и сознание при локальных поражениях мозга Итоговая презентация объеденений Волшебный бисер и Мастерица.
Итоговая презентация объеденений Волшебный бисер и Мастерица. Основы современной анестезиологии
Основы современной анестезиологии Оптимизация режима нейтрали сетей средних классов напряжения
Оптимизация режима нейтрали сетей средних классов напряжения Слово об Игоревой стеле.
Слово об Игоревой стеле. Заводское модульное домостроение
Заводское модульное домостроение Исторический процесс
Исторический процесс Путешественники древности
Путешественники древности Производственные процессы при разведении в прудах растительноядных рыб
Производственные процессы при разведении в прудах растительноядных рыб Конституционно-правовой статус человека и гражданина в РФ. Обеспечение прав человека в деятельности полиции. (Тема 2)
Конституционно-правовой статус человека и гражданина в РФ. Обеспечение прав человека в деятельности полиции. (Тема 2) электронная физминутка для глаз Игра с тигренком 2015 (программа POWER POINT)
электронная физминутка для глаз Игра с тигренком 2015 (программа POWER POINT) Представление проекта
Представление проекта Оформление путевой документации и порядок списания горюче-смазочных материалов
Оформление путевой документации и порядок списания горюче-смазочных материалов Понятие корня n-й степени из действительного числа
Понятие корня n-й степени из действительного числа Византийская империя
Византийская империя