- Сборка и сварка фермы ф2 полуавтоматической сваркой в среде углекислого газа

Содержание
- 2. Вводная часть Тема данной дипломной работы: разработать чертёж и описать цикл сборки и сварки фермы. Сварка
- 3. Основная часть. Описание конструкции, выбор сварки Решетчатая конструкция это система стержней из профильного проката или труб,
- 4. Материалы, необходимые для выполнения работ. Для сварки я выбрал прокат профильные трубы из листовой стали 09Г2С.
- 5. Для выполнения сварки я выбираю полуавтоматическую сварку в среде защитных газов. Где сварочным элементом будет проволока
- 6. Для полуавтоматической сварки в среде углекислого газе используют сварочную проволоку, обмедненую, диаметром 0,6-1мм, также нельзя использовать
- 7. Подготовка металла к сварке и выбор режима В процессе подготовки металл необходимо очистит от краски, влаги,
- 8. Технологический процесс сборки и сварки. Сборкой называется процесс последовательного соединения деталей между собой в порядке, предусмотренном
- 9. Средства защиты сварщика Индивидуальные средства защиты – необходимая составляющая при работе со сварочными аппаратами. Виды средств
- 11. Скачать презентацию
Вводная часть
Тема данной дипломной работы: разработать чертёж и описать цикл сборки
Вводная часть
Тема данной дипломной работы: разработать чертёж и описать цикл сборки
Основная часть.
Описание конструкции, выбор сварки
Решетчатая конструкция это система стержней из профильного
Основная часть.
Описание конструкции, выбор сварки
Решетчатая конструкция это система стержней из профильного
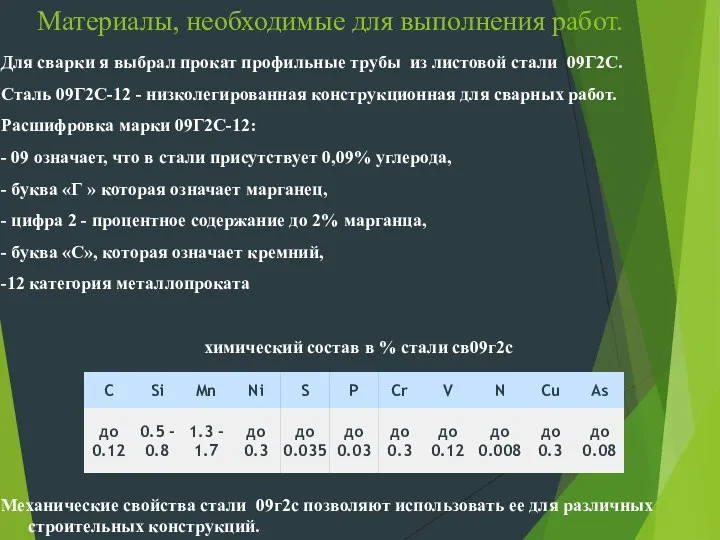
Материалы, необходимые для выполнения работ.
Для сварки я выбрал прокат профильные трубы
Материалы, необходимые для выполнения работ.
Для сварки я выбрал прокат профильные трубы
Для выполнения сварки я выбираю полуавтоматическую сварку в среде защитных газов.
Для выполнения сварки я выбираю полуавтоматическую сварку в среде защитных газов.
Для полуавтоматической сварки в среде углекислого газе используют сварочную проволоку, обмедненую,
Для полуавтоматической сварки в среде углекислого газе используют сварочную проволоку, обмедненую,
Подготовка металла к сварке и выбор режима
В процессе подготовки металл необходимо
Подготовка металла к сварке и выбор режима
В процессе подготовки металл необходимо
Технологический процесс сборки и сварки.
Сборкой называется процесс последовательного соединения деталей между
Технологический процесс сборки и сварки.
Сборкой называется процесс последовательного соединения деталей между

Средства защиты сварщика
Индивидуальные средства защиты – необходимая составляющая при работе со
Средства защиты сварщика
Индивидуальные средства защиты – необходимая составляющая при работе со
 Анатомо-физиологические особенности желудка, тонкого и толстого кишечника. (Лекция 13)
Анатомо-физиологические особенности желудка, тонкого и толстого кишечника. (Лекция 13) Структура градостроительных знаний. (Лекция 2)
Структура градостроительных знаний. (Лекция 2) Портфолио презентация
Портфолио презентация Применение опорных схем при изучении разделаАтмосфера!
Применение опорных схем при изучении разделаАтмосфера! Правила пожарной безопасности
Правила пожарной безопасности Интеллектуальные игры нового формата. Логика
Интеллектуальные игры нового формата. Логика Дистанционные методы исследования. Загрузка файлов MODIS уровня L1B
Дистанционные методы исследования. Загрузка файлов MODIS уровня L1B Факторы производства. (Тема 1)
Факторы производства. (Тема 1) Занятия в Сити-Клубе, г. Троицк
Занятия в Сити-Клубе, г. Троицк Сравнительный анализ работы параллельного алгоритма масштабирования графических изображений для многоядерных CPU
Сравнительный анализ работы параллельного алгоритма масштабирования графических изображений для многоядерных CPU Упражнения на укрепление костно-мышечной системы
Упражнения на укрепление костно-мышечной системы Добыча,транспортировка и переработка нефти и газа. Виды продукции, получаемой из нефти и газа
Добыча,транспортировка и переработка нефти и газа. Виды продукции, получаемой из нефти и газа Единица веса - килограмм
Единица веса - килограмм Марина Цветаева
Марина Цветаева Презентация -викторина внеклассного мероприятия в начальной школе Шаг во Вселенную
Презентация -викторина внеклассного мероприятия в начальной школе Шаг во Вселенную Animation in the modern media
Animation in the modern media Городской координационный центр по физкультурно-спортивной работе в образовательных организациях Санкт-Петербурга
Городской координационный центр по физкультурно-спортивной работе в образовательных организациях Санкт-Петербурга Специализированный подвижной состав
Специализированный подвижной состав Итоговое сочинение в 10 классе
Итоговое сочинение в 10 классе Генеральная совокупность, выборка, среднее арифметическое, медиана
Генеральная совокупность, выборка, среднее арифметическое, медиана Презентация по технологии 3 класс ОС Школа 2100
Презентация по технологии 3 класс ОС Школа 2100 Глобальная сеть Интернет
Глобальная сеть Интернет Детский сад Радуга комбинированного вида
Детский сад Радуга комбинированного вида Корея Республикасы мен ҚР арасындағы келіссөздер мен іс-сапарларға байланысты дайындалатын дипломатиялық қүжаттар
Корея Республикасы мен ҚР арасындағы келіссөздер мен іс-сапарларға байланысты дайындалатын дипломатиялық қүжаттар Психоэмоциональное напряжение как фактор риска соматических заболеваний детей в условиях Арктического региона
Психоэмоциональное напряжение как фактор риска соматических заболеваний детей в условиях Арктического региона Сокращение дробей, 6 класс
Сокращение дробей, 6 класс Архитектурные конструкции общественных зданий (часть 2 - структура как архитектура)
Архитектурные конструкции общественных зданий (часть 2 - структура как архитектура) Гибкие протезы
Гибкие протезы