- Системы координат станков с ЧПУ

Содержание
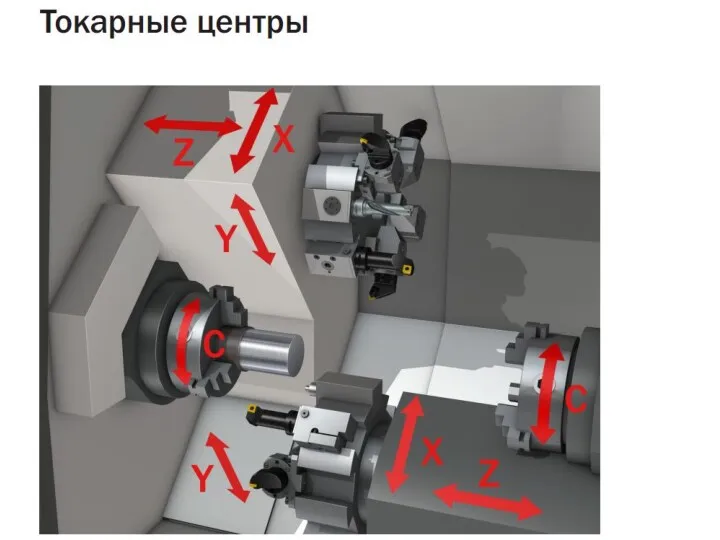
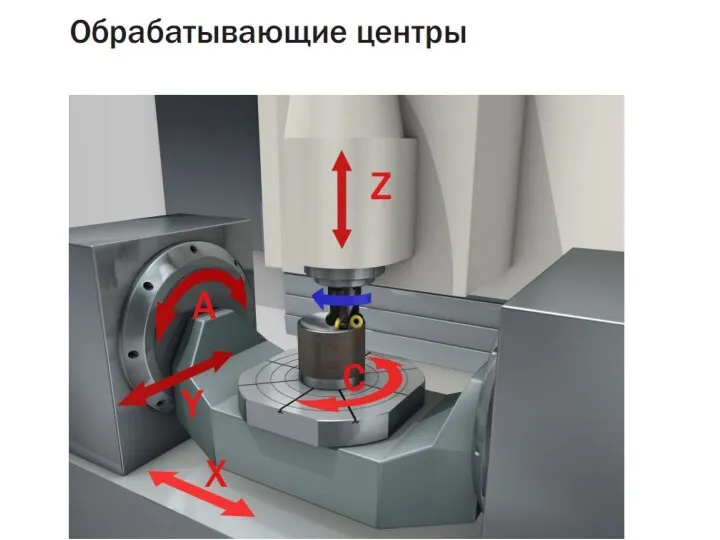
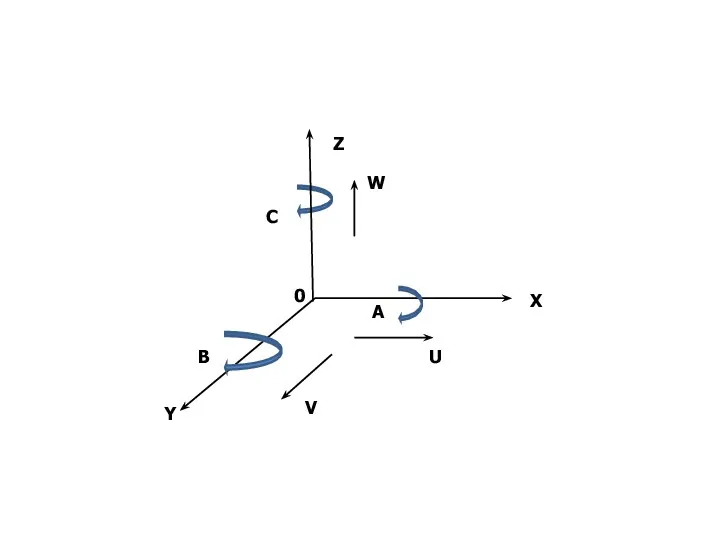
- 5. Z X Y U V W A B C 0
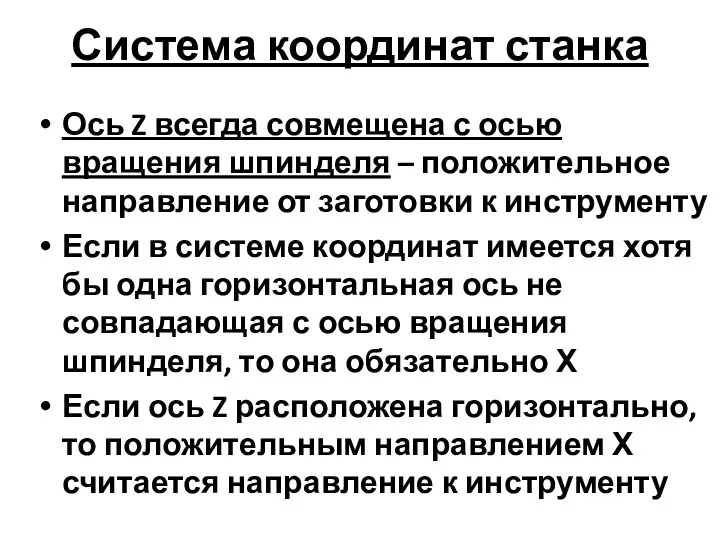
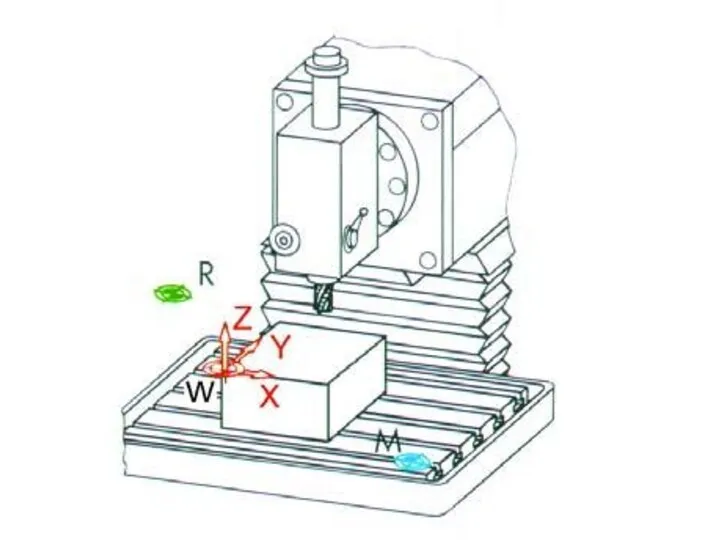
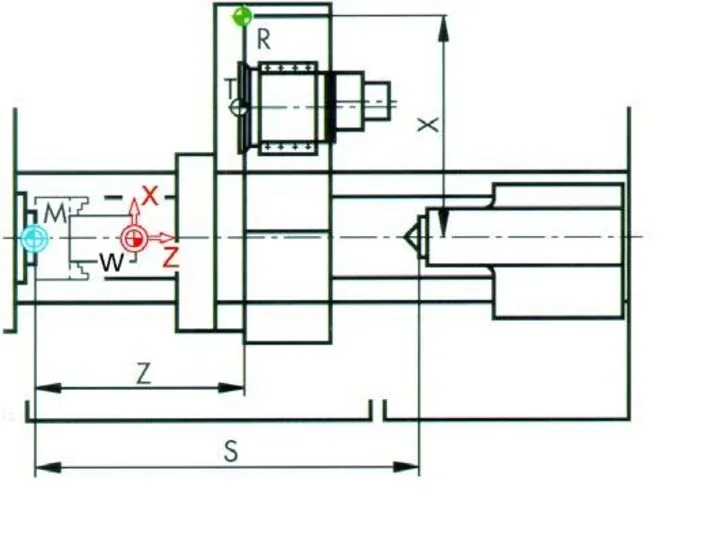
- 6. Система координат станка Ось Z всегда совмещена с осью вращения шпинделя – положительное направление от заготовки
- 7. 1. Система координат станка закладывается конструктором при проектировании. Она является главной расчетной системой, в которой определяются
- 8. Нулевая точка станка M устанавливается изготовителем и не может быть изменена. При фрезеровании она лежит в
- 11. Подвод к референтной точке R осуществляется для обнуления измерительной системы, так как подвод к нулевой точке
- 12. 2. Система координат инструмента предназначена для задания положения вершины относительно базовой точки резцедержки. Начало системы координат
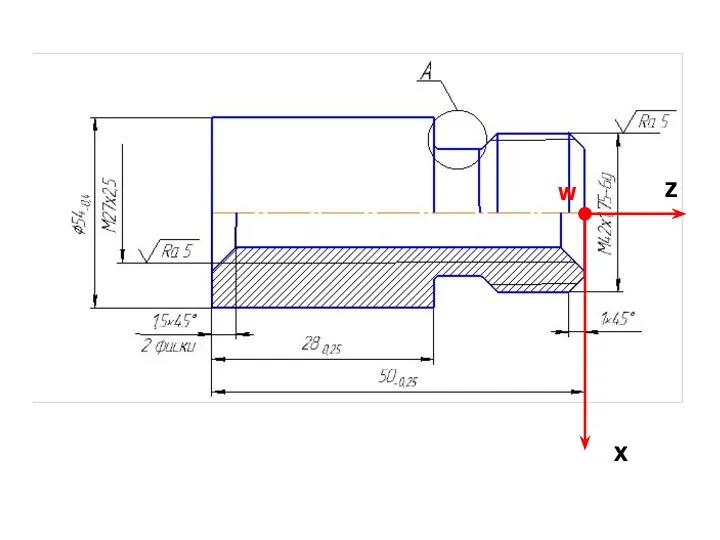
- 13. 3. Система координат детали выбирается программистом в соответствии с системой координат станка. W - ноль детали
- 14. Нулевая точка детали W, также называемая нулевой точкой программы, это начальная точка системы координат детали. Она
- 15. W Z X
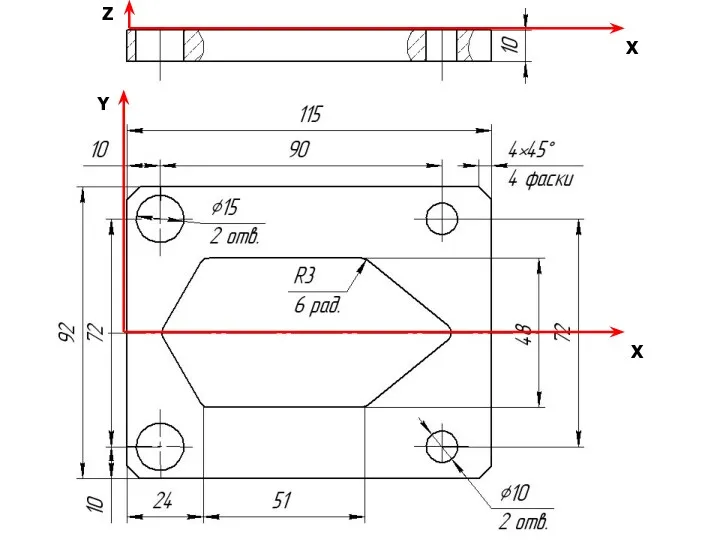
- 16. X X Y Z
- 18. ИТ – исходная точка, в которой происходит смена инструмента, начало отработки УП и в которую перемещается
- 19. Отсчет перемещений в системе ЧПУ Абсолютная система координат – все перемещения, выполняемые исполнительными органами, задаются в
- 21. Скачать презентацию

Z
X
Y
U
V
W
A
B
C
0
Z
X
Y
U
V
W
A
B
C
0
Система координат станка
Ось Z всегда совмещена с осью вращения шпинделя
Система координат станка
Ось Z всегда совмещена с осью вращения шпинделя
1. Система координат станка закладывается
конструктором при проектировании.
Она является главной расчетной
1. Система координат станка закладывается
конструктором при проектировании.
Она является главной расчетной
Нулевая точка станка M устанавливается изготовителем и не может быть изменена.
Нулевая точка станка M устанавливается изготовителем и не может быть изменена.
Подвод к референтной точке R осуществляется для обнуления измерительной системы, так
Подвод к референтной точке R осуществляется для обнуления измерительной системы, так
2. Система координат инструмента
предназначена для задания положения вершины относительно базовой
2. Система координат инструмента
предназначена для задания положения вершины относительно базовой
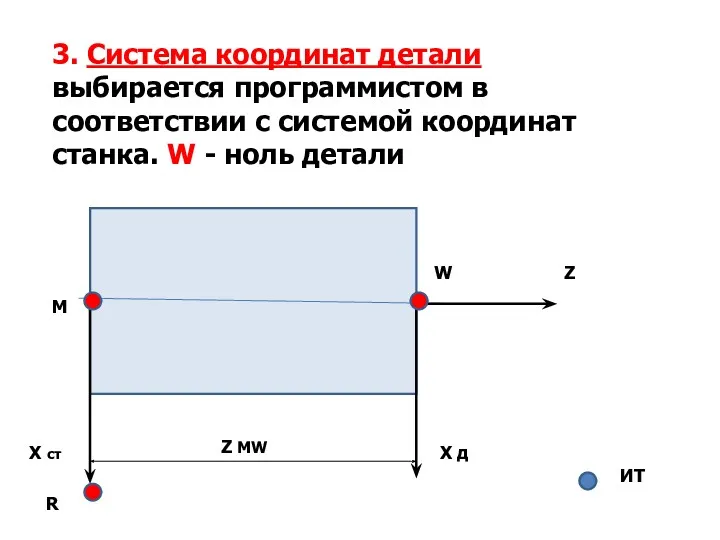
3. Система координат детали
выбирается программистом в соответствии с системой координат
3. Система координат детали
выбирается программистом в соответствии с системой координат
Нулевая точка детали W, также называемая нулевой точкой программы, это начальная
Нулевая точка детали W, также называемая нулевой точкой программы, это начальная
W
Z
X
W
Z
X
X
X
Y
Z
X
X
Y
Z
ИТ – исходная точка, в которой
происходит смена инструмента, начало отработки
ИТ – исходная точка, в которой
происходит смена инструмента, начало отработки
Отсчет перемещений в системе ЧПУ
Абсолютная система координат – все перемещения, выполняемые
Отсчет перемещений в системе ЧПУ
Абсолютная система координат – все перемещения, выполняемые
 Психология пищевого поведения подростков и взрослых
Психология пищевого поведения подростков и взрослых Колоректальный рак
Колоректальный рак Иерархия построения радиотехнической системы
Иерархия построения радиотехнической системы ПРЕЗЕНТАЦИЯ ДЛЯ ВОСПИТАТЕЛЕЙ ТРЕБОВАНИЯ К ОРГАНИЗАЦИИ КНИЖНОГО УГОЛКА
ПРЕЗЕНТАЦИЯ ДЛЯ ВОСПИТАТЕЛЕЙ ТРЕБОВАНИЯ К ОРГАНИЗАЦИИ КНИЖНОГО УГОЛКА Государство Украина
Государство Украина Краеведение - наука о местности, в которой мы живём. Предмет биологического краеведения.
Краеведение - наука о местности, в которой мы живём. Предмет биологического краеведения. Формы организации производства
Формы организации производства С днем рождения, Ксюша
С днем рождения, Ксюша Продолжение Электронное портфолио 23 февраля
Продолжение Электронное портфолио 23 февраля 17.04. Літ. чит. М. Трублаїні Шоколад
17.04. Літ. чит. М. Трублаїні Шоколад Сильвестр Ольшевский, архиепископ Омский
Сильвестр Ольшевский, архиепископ Омский Первичная обр.рыбы
Первичная обр.рыбы Виды и оформление организационно-распорядительной документации
Виды и оформление организационно-распорядительной документации Кубань в каменном веке
Кубань в каменном веке Детёныши животных
Детёныши животных Изображение фигуры человека
Изображение фигуры человека Ф. И. Тютчев. 1803 – 1873 гг. Страницы биографии и творчества
Ф. И. Тютчев. 1803 – 1873 гг. Страницы биографии и творчества Культура речи, как основа эффективного общения
Культура речи, как основа эффективного общения Пищевые связи в экосистеме. Трофические уровни. Типы пищевых цепей
Пищевые связи в экосистеме. Трофические уровни. Типы пищевых цепей Генеральный план. Благоустройство территории
Генеральный план. Благоустройство территории Великобритания на рубеже XIX-XX веков
Великобритания на рубеже XIX-XX веков Легендарный разведчик Николай Иванович Кузнецов
Легендарный разведчик Николай Иванович Кузнецов Кавказские Минеральные Воды
Кавказские Минеральные Воды карточка RGB Диск
карточка RGB Диск Методы медицинской генетики человека
Методы медицинской генетики человека Повышение надежности систем электроснабжения
Повышение надежности систем электроснабжения Древняя Индия
Древняя Индия Явление царя. Подвиг искупления
Явление царя. Подвиг искупления