- Советы при наплавке

Содержание
- 2. Чтобы технология восстановительно-упрочняющей наплавки стала рациональным и эффективным способом и оправдала ваши надежды, воспользуйтесь советами по
- 3. 1. Перемешивание металла шва при сварке Металл сварного шва является смесью основного и присадочного металла. Для
- 4. Факторы, влияющие на перемешивание металлов при сварке: Скорость сварки Низкая скорость - сильное перемешивание; высокая скорость
- 5. 2. Твердость наплавленного металла Никогда не считайте, что чем выше твердость наплавленного металла, тем больше его
- 6. Общим правилом является: чем выше твердость наплавленного металла, тем меньшее количество слоев допускается наплавлять им. Наплавленный
- 7. 3. Разбавление металла Если при наплавке в один слой необходимо получить максимальную износостойкость, необходимо брать во
- 8. 4. Промежуточные слои Если рабочая поверхность детали сильно изношена, то первоначально следует восстановить геометрию детали сплавами,
- 9. 5. Буферные слои Буферные слои являются промежуточными прослойками между основным и наплавленным металлом. Буферные слои позволяют:
- 10. В зависимости от марки основного металла могут рекомендоваться разные типы буферных слоев. Наплавочные материалы с аустенитной
- 11. При упрочняющей наплавке материалами, легированными хрупкими элементами, такими как карбиды хрома, сплавами на основе кобальта, рекомендуется
- 12. Эта тенденция наиболее сильно проявляется, когда основной металл является высокопрочной сталью. Поэтому использование пластичных буферных слоев
- 13. Материалы для упрочняющей наплавки Упрочняющая наплавка применяется как при ремонте изношенных деталей, так и при изготовлении
- 14. Структура обозначения сварочных материалов: 1. Способ сварки 17.11.2017
- 15. 2. Тип присадочного материала или металла шва 17.11.2017
- 17. Скачать презентацию
Чтобы технология восстановительно-упрочняющей наплавки стала рациональным и эффективным способом и оправдала
Чтобы технология восстановительно-упрочняющей наплавки стала рациональным и эффективным способом и оправдала
1. Перемешивание металла шва при сварке
Металл сварного шва является смесью основного
1. Перемешивание металла шва при сварке
Металл сварного шва является смесью основного
Факторы, влияющие на перемешивание металлов при сварке:
Скорость сварки
Низкая скорость - сильное
Факторы, влияющие на перемешивание металлов при сварке:
Скорость сварки
Низкая скорость - сильное
2. Твердость наплавленного металла
Никогда не считайте, что чем выше твердость наплавленного
2. Твердость наплавленного металла
Никогда не считайте, что чем выше твердость наплавленного
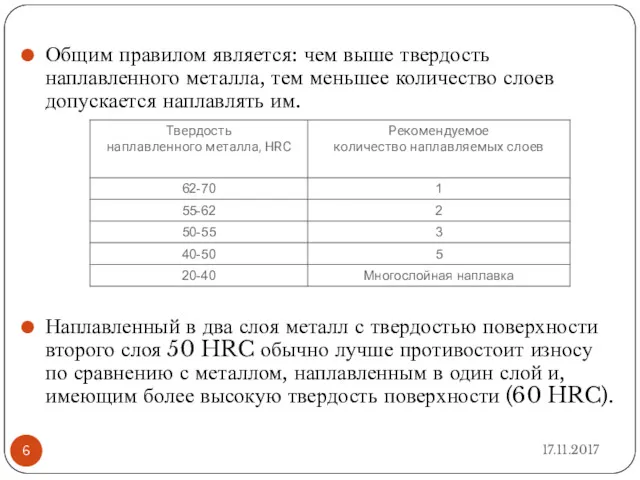
Общим правилом является: чем выше твердость наплавленного металла, тем меньшее количество
Общим правилом является: чем выше твердость наплавленного металла, тем меньшее количество
3. Разбавление металла
Если при наплавке в один слой необходимо получить максимальную
3. Разбавление металла
Если при наплавке в один слой необходимо получить максимальную
4. Промежуточные слои
Если рабочая поверхность детали сильно изношена, то первоначально следует
4. Промежуточные слои
Если рабочая поверхность детали сильно изношена, то первоначально следует
5. Буферные слои
Буферные слои являются промежуточными прослойками между основным и наплавленным
5. Буферные слои
Буферные слои являются промежуточными прослойками между основным и наплавленным
В зависимости от марки основного металла могут рекомендоваться разные типы буферных
В зависимости от марки основного металла могут рекомендоваться разные типы буферных
При упрочняющей наплавке материалами, легированными хрупкими элементами, такими как карбиды хрома,
При упрочняющей наплавке материалами, легированными хрупкими элементами, такими как карбиды хрома,
Эта тенденция наиболее сильно проявляется, когда основной металл является высокопрочной сталью.
Эта тенденция наиболее сильно проявляется, когда основной металл является высокопрочной сталью.
Материалы для упрочняющей наплавки
Упрочняющая наплавка применяется как при ремонте изношенных деталей, так
Материалы для упрочняющей наплавки
Упрочняющая наплавка применяется как при ремонте изношенных деталей, так
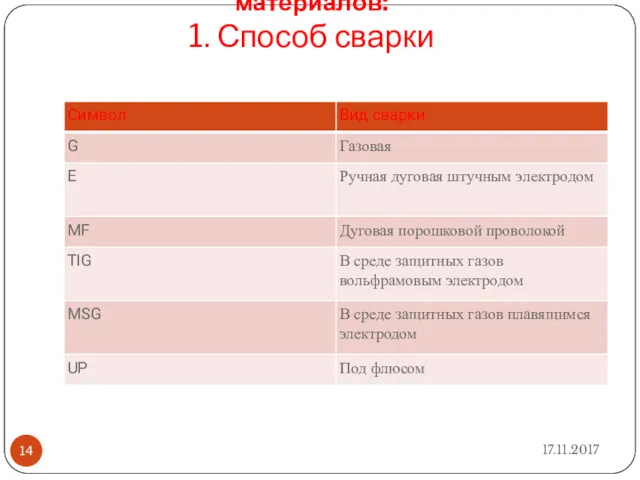
Структура обозначения сварочных материалов:
1. Способ сварки
17.11.2017
Структура обозначения сварочных материалов:
1. Способ сварки
17.11.2017
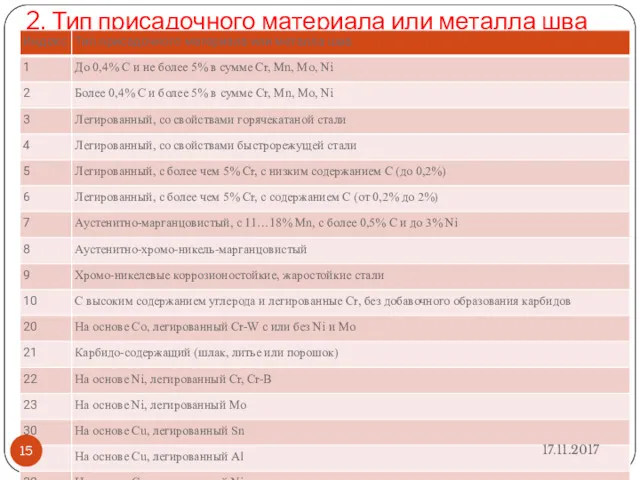
2. Тип присадочного материала или металла шва
17.11.2017
2. Тип присадочного материала или металла шва
17.11.2017
 State sysstem of Ukraine
State sysstem of Ukraine Объекты Range и Selection
Объекты Range и Selection Профилактика дисграфии
Профилактика дисграфии Классификация звуков речи. Система фонем
Классификация звуков речи. Система фонем Движение воздуха. Ветер
Движение воздуха. Ветер Режими адресації МП 8086
Режими адресації МП 8086 Кодирование информации
Кодирование информации Октябрьская революция. Политическая и социально-экономическая ситуация накануне Октябрьской революции
Октябрьская революция. Политическая и социально-экономическая ситуация накануне Октябрьской революции Clothes. Words
Clothes. Words Выбор расположения дополнительного водосброса в ходе комплексной реконструкции Майнского гидроузла
Выбор расположения дополнительного водосброса в ходе комплексной реконструкции Майнского гидроузла Организация образовательной деятельности. Управление образованием
Организация образовательной деятельности. Управление образованием Обстоятельства, исключающие преступность деяния. Понятия и виды обстоятельств, исключающие преступность деяния
Обстоятельства, исключающие преступность деяния. Понятия и виды обстоятельств, исключающие преступность деяния Классный час Радоваться жизни
Классный час Радоваться жизни презентация Взаимосвязь и взаимодействие специалистов и педагогов
презентация Взаимосвязь и взаимодействие специалистов и педагогов Презентация к уроку по теме Дробные выражения
Презентация к уроку по теме Дробные выражения Xit test. Spotlight 4
Xit test. Spotlight 4 ЧС военного характера. Основные источники ЧС военного характера. Современные средства поражения
ЧС военного характера. Основные источники ЧС военного характера. Современные средства поражения ДЕНЬ ЗЕМЛИ
ДЕНЬ ЗЕМЛИ Презентация В гостях у сказки
Презентация В гостях у сказки 1. 6 клас .Коло. Довжина кола. Число пі
1. 6 клас .Коло. Довжина кола. Число пі 1.DVIZH_Spotlight_4_m6_11a
1.DVIZH_Spotlight_4_m6_11a Расширение представления детей об осени, как времени года
Расширение представления детей об осени, как времени года Сыктывкар - мой родной город!
Сыктывкар - мой родной город! Электронный задачник по генетике. Часть 2
Электронный задачник по генетике. Часть 2 Осложнения повреждений опорно-двигательного аппарата
Осложнения повреждений опорно-двигательного аппарата Организм и среда. Природные сообщества
Организм и среда. Природные сообщества Если друг оказался вдруг (3). Крах банка Берингс
Если друг оказался вдруг (3). Крах банка Берингс Воздушный змей
Воздушный змей