- Способы формования керамических изделий

Содержание
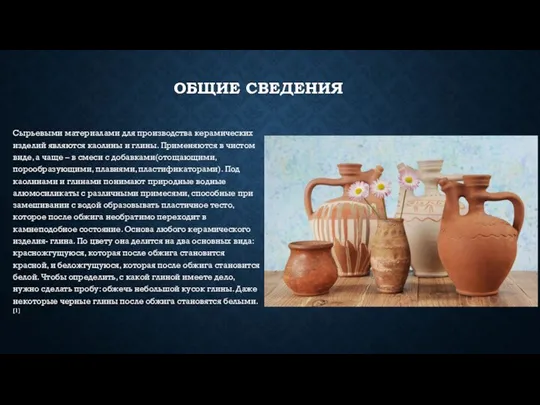
- 2. ОБЩИЕ СВЕДЕНИЯ Сырьевыми материалами для производства керамических изделий являются каолины и глины. Применяются в чистом виде,
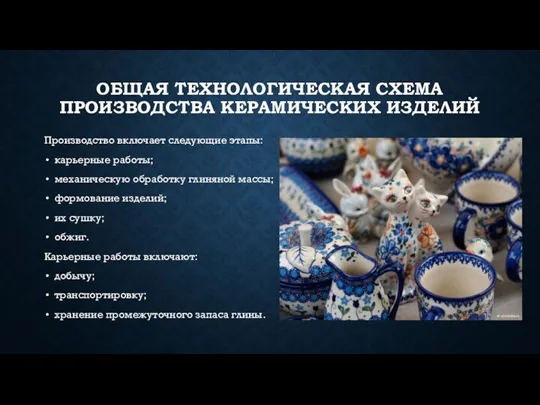
- 3. ОБЩАЯ ТЕХНОЛОГИЧЕСКАЯ СХЕМА ПРОИЗВОДСТВА КЕРАМИЧЕСКИХ ИЗДЕЛИЙ Производство включает следующие этапы: карьерные работы; механическую обработку глиняной массы;
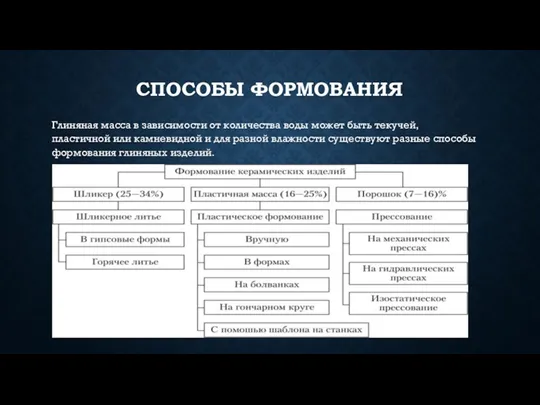
- 4. СПОСОБЫ ФОРМОВАНИЯ Глиняная масса в зависимости от количества воды может быть текучей, пластичной или камневидной и
- 5. ШЛИКЕРНОЕ ЛИТЬЕ Когда влажность массы от 25 до 35% — мы наблюдаем жидкое глиняное тесто —
- 6. ТЕХНОЛОГИЯ ШЛИКЕРНОГО ЛИТЬЯ Процесс шликерного литья базируется на двух физических явлениях: способности гипса впитывать воду и
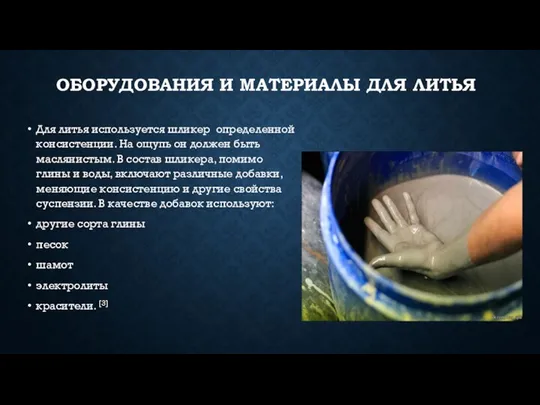
- 7. ОБОРУДОВАНИЯ И МАТЕРИАЛЫ ДЛЯ ЛИТЬЯ Для литья используется шликер определенной консистенции. На ощупь он должен быть
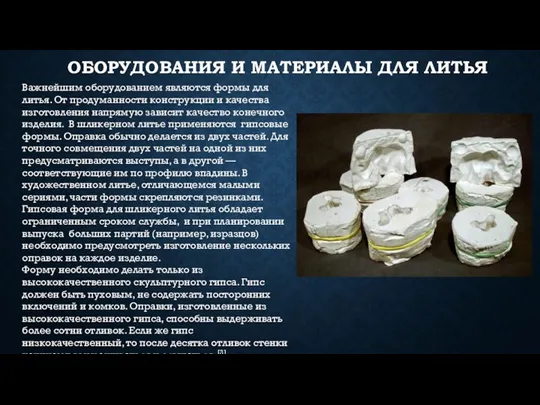
- 8. ОБОРУДОВАНИЯ И МАТЕРИАЛЫ ДЛЯ ЛИТЬЯ Важнейшим оборудованием являются формы для литья. От продуманности конструкции и качества
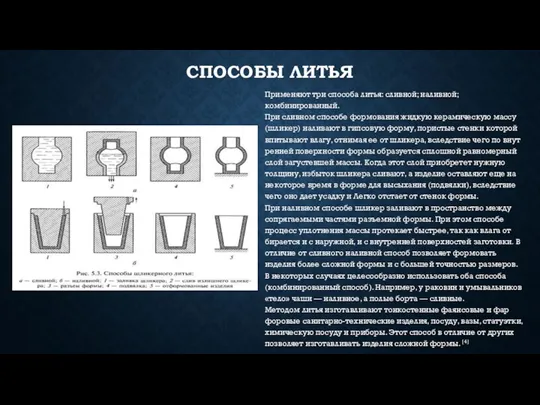
- 9. СПОСОБЫ ЛИТЬЯ Применяют три способа литья: сливной; наливной; комбинированный. При сливном способе формования жидкую керамическую массу
- 10. ОСНОВНЫЕ ПРОБЛЕМЫ ПРИ ШЛИКЕРНОМ ЛИТЬЕ Загустевание раствора в форме - раствор может загустеть, просто находясь в
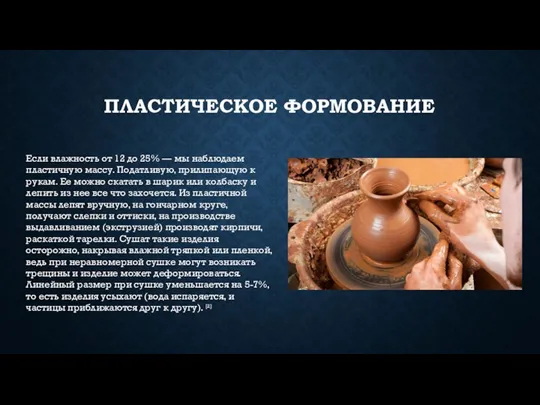
- 11. ПЛАСТИЧЕСКОЕ ФОРМОВАНИЕ Если влажность от 12 до 25% — мы наблюдаем пластичную массу. Податливую, прилипающую к
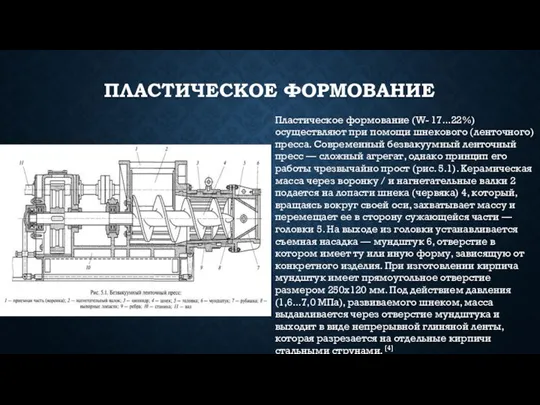
- 12. ПЛАСТИЧЕСКОЕ ФОРМОВАНИЕ Пластическое формование (W- 17...22%) осуществляют при помощи шнекового (ленточного) пресса. Современный безвакуумный ленточный пресс
- 13. Методом пластического формования изготавливают как полнотелый, так и пустотный (многодырчатый) кирпич, трубы, черепицу и другие изделия.
- 14. ДОСТОИНСТВА Способ пластического формования позволяет выпускать изделия в широком ассортименте, более крупных размеров, сложной формы и
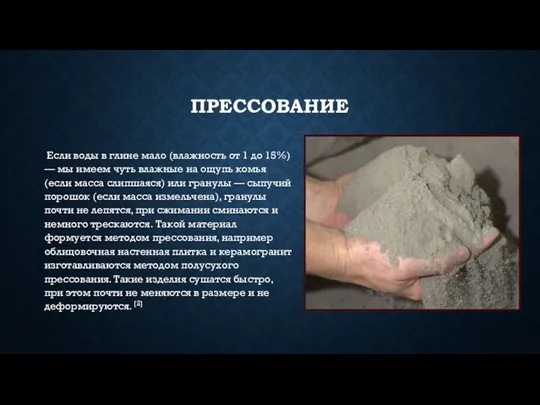
- 15. ПРЕССОВАНИЕ Если воды в глине мало (влажность от 1 до 15%) — мы имеем чуть влажные
- 16. ПРЕССОВАНИЕ Прессование заключается в получении изделия из керамической массы под действием внешнего давления. Различают следующие виды
- 17. ПОЛУСУХОЕ ПРЕССОВАНИЕ При полусухом прессовании изделия изготавливают из масс, содержащих от 7 до 12 % воды,
- 18. МОКРОЕ ПРЕССОВАНИЕ В магнитном поле обычно используют для изготовления анизотропных постоянных магнитов из магнитотвердых ферритов. Сущность
- 19. ГИДРОСТАТИЧЕСКОЕ ПРЕССОВАНИЕ Обеспечивает равномерное давление на пресспорошок по всей длине, что позволяет получать изделие с однородной
- 20. ГОРЯЧЕЕ ПРЕССОВАНИЕ Сочетает в себе 2 операции: прессование и спекание. Это позволяет получать новые свойства у
- 22. Скачать презентацию
ОБЩИЕ СВЕДЕНИЯ
Сырьевыми материалами для производства керамических изделий являются каолины и глины.
ОБЩИЕ СВЕДЕНИЯ
Сырьевыми материалами для производства керамических изделий являются каолины и глины.
ОБЩАЯ ТЕХНОЛОГИЧЕСКАЯ СХЕМА ПРОИЗВОДСТВА КЕРАМИЧЕСКИХ ИЗДЕЛИЙ
Производство включает следующие этапы:
карьерные работы;
механическую
ОБЩАЯ ТЕХНОЛОГИЧЕСКАЯ СХЕМА ПРОИЗВОДСТВА КЕРАМИЧЕСКИХ ИЗДЕЛИЙ
Производство включает следующие этапы:
карьерные работы;
механическую
СПОСОБЫ ФОРМОВАНИЯ
Глиняная масса в зависимости от количества воды может быть текучей,
СПОСОБЫ ФОРМОВАНИЯ
Глиняная масса в зависимости от количества воды может быть текучей,
ШЛИКЕРНОЕ ЛИТЬЕ
Когда влажность массы от 25 до 35% — мы наблюдаем
ШЛИКЕРНОЕ ЛИТЬЕ
Когда влажность массы от 25 до 35% — мы наблюдаем
ТЕХНОЛОГИЯ ШЛИКЕРНОГО ЛИТЬЯ
Процесс шликерного литья базируется на двух физических явлениях:
ТЕХНОЛОГИЯ ШЛИКЕРНОГО ЛИТЬЯ
Процесс шликерного литья базируется на двух физических явлениях:
ОБОРУДОВАНИЯ И МАТЕРИАЛЫ ДЛЯ ЛИТЬЯ
Для литья используется шликер определенной консистенции. На
ОБОРУДОВАНИЯ И МАТЕРИАЛЫ ДЛЯ ЛИТЬЯ
Для литья используется шликер определенной консистенции. На
ОБОРУДОВАНИЯ И МАТЕРИАЛЫ ДЛЯ ЛИТЬЯ
Важнейшим оборудованием являются формы для литья. От
ОБОРУДОВАНИЯ И МАТЕРИАЛЫ ДЛЯ ЛИТЬЯ
Важнейшим оборудованием являются формы для литья. От
СПОСОБЫ ЛИТЬЯ
Применяют три способа литья: сливной; наливной; комбинированный.
При сливном способе формования
СПОСОБЫ ЛИТЬЯ
Применяют три способа литья: сливной; наливной; комбинированный.
При сливном способе формования
ОСНОВНЫЕ ПРОБЛЕМЫ ПРИ ШЛИКЕРНОМ ЛИТЬЕ
Загустевание раствора в форме - раствор
ОСНОВНЫЕ ПРОБЛЕМЫ ПРИ ШЛИКЕРНОМ ЛИТЬЕ
Загустевание раствора в форме - раствор
ПЛАСТИЧЕСКОЕ ФОРМОВАНИЕ
Если влажность от 12 до 25% — мы наблюдаем пластичную
ПЛАСТИЧЕСКОЕ ФОРМОВАНИЕ
Если влажность от 12 до 25% — мы наблюдаем пластичную
ПЛАСТИЧЕСКОЕ ФОРМОВАНИЕ
Пластическое формование (W- 17...22%) осуществляют при помощи шнекового (ленточного) пресса.
ПЛАСТИЧЕСКОЕ ФОРМОВАНИЕ
Пластическое формование (W- 17...22%) осуществляют при помощи шнекового (ленточного) пресса.
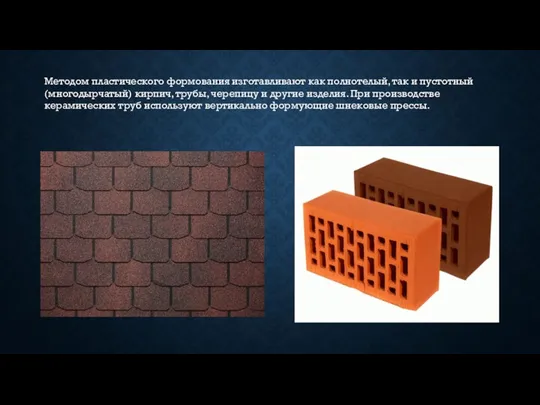
Методом пластического формования изготавливают как полнотелый, так и пустотный (многодырчатый) кирпич,
Методом пластического формования изготавливают как полнотелый, так и пустотный (многодырчатый) кирпич,
ДОСТОИНСТВА
Способ пластического формования позволяет выпускать изделия в широком ассортименте, более крупных
ДОСТОИНСТВА
Способ пластического формования позволяет выпускать изделия в широком ассортименте, более крупных
ПРЕССОВАНИЕ
Если воды в глине мало (влажность от 1 до 15%)
ПРЕССОВАНИЕ
Если воды в глине мало (влажность от 1 до 15%)
ПРЕССОВАНИЕ
Прессование заключается в получении изделия из керамической массы под действием внешнего
ПРЕССОВАНИЕ
Прессование заключается в получении изделия из керамической массы под действием внешнего
ПОЛУСУХОЕ ПРЕССОВАНИЕ
При полусухом прессовании изделия изготавливают из масс, содержащих от 7
ПОЛУСУХОЕ ПРЕССОВАНИЕ
При полусухом прессовании изделия изготавливают из масс, содержащих от 7
МОКРОЕ ПРЕССОВАНИЕ
В магнитном поле обычно используют для изготовления анизотропных постоянных магнитов
МОКРОЕ ПРЕССОВАНИЕ
В магнитном поле обычно используют для изготовления анизотропных постоянных магнитов
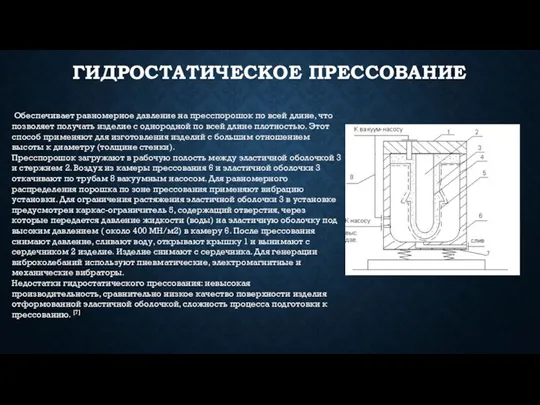
ГИДРОСТАТИЧЕСКОЕ ПРЕССОВАНИЕ
Обеспечивает равномерное давление на пресспорошок по всей длине, что
ГИДРОСТАТИЧЕСКОЕ ПРЕССОВАНИЕ
Обеспечивает равномерное давление на пресспорошок по всей длине, что
ГОРЯЧЕЕ ПРЕССОВАНИЕ
Сочетает в себе 2 операции: прессование и спекание. Это позволяет
ГОРЯЧЕЕ ПРЕССОВАНИЕ
Сочетает в себе 2 операции: прессование и спекание. Это позволяет
 Введення, редагування та форматування символів і абзаців
Введення, редагування та форматування символів і абзаців Профилактика вредных привычек
Профилактика вредных привычек Токио - столица Японии
Токио - столица Японии Основы социального проектирования
Основы социального проектирования Как определить падеж?
Как определить падеж? Овцеводство и козоводство
Овцеводство и козоводство 20200127_skazka_v_zhivopisi
20200127_skazka_v_zhivopisi Власть в системе общественной жизни
Власть в системе общественной жизни Пример анализа маркетинг-микс товара
Пример анализа маркетинг-микс товара Конструкции одноэтажных промышленных зданий
Конструкции одноэтажных промышленных зданий Исаакиевский собор
Исаакиевский собор Знаки дорожного движения
Знаки дорожного движения Физиология бактерий
Физиология бактерий Проблема патриотизма в молодежной среде (исследовательская работа)
Проблема патриотизма в молодежной среде (исследовательская работа) Трудовое право
Трудовое право Старинные русские меры в литературе
Старинные русские меры в литературе К вопросу о лечении острого инфаркта миокарда
К вопросу о лечении острого инфаркта миокарда 20200115_urok_snyatie_merok
20200115_urok_snyatie_merok Презентация проекта Бездомные собаки. Проблемы и пути решения.
Презентация проекта Бездомные собаки. Проблемы и пути решения. Крепление скважин обсадными колоннами. Бурение нефтяных и газовых скважин
Крепление скважин обсадными колоннами. Бурение нефтяных и газовых скважин Предметно-развивающая среда как средство построения здоровьесберегающего пространства в ДОУ
Предметно-развивающая среда как средство построения здоровьесберегающего пространства в ДОУ ФЗ Об электроэнергетике
ФЗ Об электроэнергетике футбольные фанаты
футбольные фанаты Учет капитала и резервов. (Тема 13)
Учет капитала и резервов. (Тема 13) Конкурс Каждому дереву – своя честь. Ёлочка
Конкурс Каждому дереву – своя честь. Ёлочка Понятие о культуре речи. Лекция 2
Понятие о культуре речи. Лекция 2 Студенческая футбольная лига
Студенческая футбольная лига Отмена с 01.01.2021 специального налогового режима
Отмена с 01.01.2021 специального налогового режима