- Структура предприятия и организация производственного процесса

Содержание
- 2. Структура предприятия – это состав и соотношение его внутренних звеньев: цехов, участков, отделов, лабораторий и других
- 3. Структура предприятия определяется следующими основными факторами: размером предприятия; отраслью производства; уровнем технологии и специализации.
- 4. Факторы формирования структуры предприятия
- 5. Общая структура предприятия – комплекс производственных подразделений, подразделений, обслуживающих работников, а также организационных звеньев управления предприятием,
- 6. Производственная структура предприятия – состав образующих его участков, цехов и служб, формы их взаимосвязи в процессе
- 7. Рабочим местом называется неделимое в организационном отношении для данных конкретных условий звено производственного процесса, обслуживаемое одним
- 8. Простое рабочее место предполагает, что один работник занят использованием конкретного оборудования. Оно может быть одно- и
- 9. Стационарное рабочее место расположено на закрепленной производственной площади, оснащенной соответствующим оборудованием, а предметы труда подаются к
- 10. Цех – обособленное в организационном, техническом и административном отношениях производственное звено, выполняющее определенную часть общего производственного
- 11. Производственные цехи (филиалы, участки, мастерские и др.) делятся на две группы: цехи (подразделения) основного производства; вспомогательные
- 12. Основное производство представлено цехами, в которых непосредственно изготавливается продукция, предназначенная для реализации потребителям. Здесь осуществляются все
- 13. На заготовительной стадии создаются заготовки, подвергающиеся дальнейшей обработке на предприятии. К числу заготовительных цехов относятся литейные,
- 14. Цеха вспомогательного и обслуживающего производства не принимают непосредственного участия в выпуске продукции. В их задачи входит
- 15. Вспомогательные и обслуживающие цеха, а также объекты коммуникаций, подъездные пути, инженерные сооружения на территории предприятия образуют
- 16. При предметной структуре цехи специализируются на изготовлении определенного изделия или его части (узла, агрегата, группы деталей),
- 17. Предметная структура имеет ряд существенных преимуществ: специализация рабочих мест даёт возможность применения высокопроизводительного оборудования, что повышает
- 18. Технологический тип структуры предполагает специализацию цехов на выполнении однородных технологических операций.
- 19. Технологическая специализация обладает следующими основными преимуществами: обеспечивается высокая загрузка оборудования; упрощается руководство цехом при выполнении одного
- 20. Сочетание преимуществ как технологической, так и предметной специализации цехов, позволяет при смешанном типе производственной структуры уменьшить
- 21. Территориальная структура предполагает, что каждое подразделение, цех или участок выполняют одинаковую работу и производят одну и
- 22. Производственная структура должна обеспечивать: пропорциональность всех подразделений предприятия; соответствие кадровому потенциалу предприятия; повышение эффективности работы предприятия
- 23. Организационная структура управления предприятием – упорядоченная совокупность служб, управляющих его деятельностью, с их взаимосвязями и соподчинением
- 24. Сущность линейной структуры управления состоит в том, что управляющие воздействия на объект передаются только одним лицом
- 25. Линейная структура управления
- 26. Функциональная структура управления
- 27. Линейно-функциональная структура предусматривает создание при основных звеньях линейной структуры функциональных подразделений (штабов), задача которых состоит в
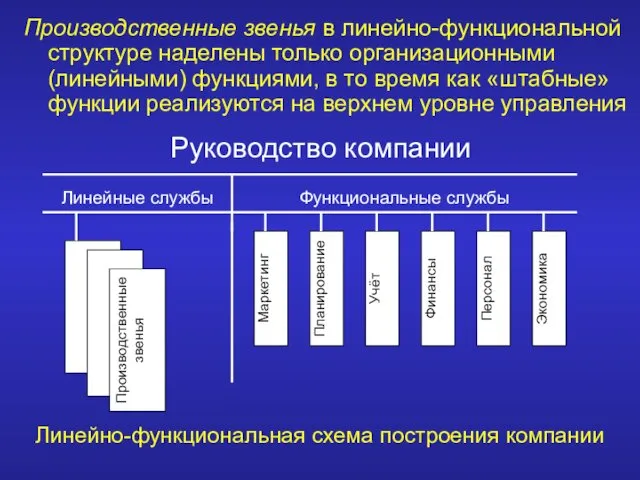
- 28. Производственные звенья в линейно-функциональной структуре наделены только организационными (линейными) функциями, в то время как «штабные» функции
- 29. В дивизиональных структурах часть или все «штабные» функции (финансы, планирование, учет и пр.) передаются производственным звеньям.
- 30. Руководство компании Линейные службы Дивизиональная схема построения компании
- 31. Структуризация по дивизионам осуществляется по одному из трёх критериев: по выпускаемой продукции (услугам); по группам потребителей;
- 32. В современной экономике структуры управления предприятием должны не только обеспечивать быструю реакцию предприятия на изменения внешней
- 33. Проектная структура формируется при разработке проектов, например, по модернизации производства, освоении новых изделий, строительстве и т.п.
- 34. Матричные структуры представляют собой решетчатую организацию, построенную на принципе двойного подчинения. Исполнители, с одной стороны, подчинены
- 35. Рациональная организационная структура управления предприятием должна отвечать следующим требованиям: быть адекватной производственному процессу; обеспечивать эффективное управление
- 36. Типы производства. Организация производственного процесса
- 37. Вопросы темы: 1. Производственный процесс и его основные характеристики 2. Формы и типы организации промышленного производства
- 38. Производство – это процесс создания материальных благ, необходимых для существования и развития общества. Его суть состоит
- 39. Путь от добычи или получения природного сырья до производства готового изделия называют сквозным производственным процессом. Производственный
- 40. Материальное производство включает ряд необходимых для его осуществления компонентов: профессионально подготовленный персонал; средства труда (машины и
- 41. Каждый производственный процесс можно рассматривать с двух сторон: как совокупность изменений, которые претерпевают предметы труда; как
- 42. Как часть производственного процесса, операция обычно выполняется на одном рабочем месте без переналадки оборудования и при
- 43. Ручные операции выполняются вручную с использованием простого инструмента (ручная окраска, наладка и регулировка, слесарная обработка и
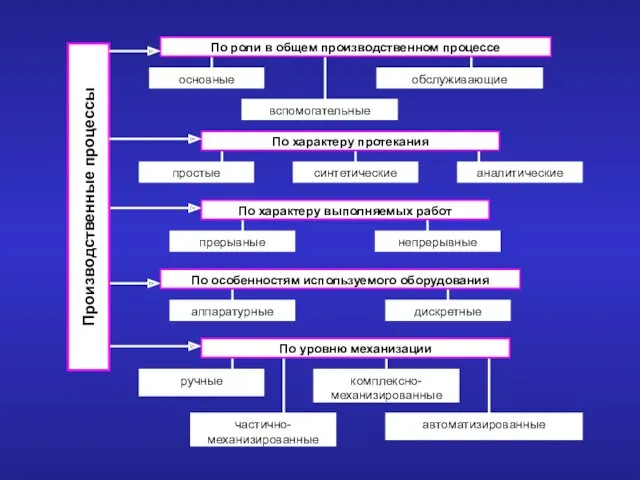
- 44. По роли в общем производственном процессе основные обслуживающие вспомогательные По характеру протекания простые синтетические аналитические По
- 45. Основные процессы – это такие производственные процессы, в ходе которых сырьё и материалы превращаются в готовую
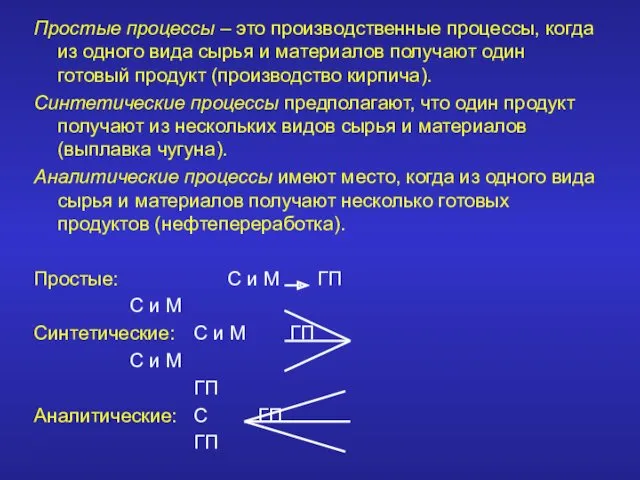
- 46. Простые процессы – это производственные процессы, когда из одного вида сырья и материалов получают один готовый
- 47. Прерывные процессы предполагают наличие перерывов в изготовлении продукции и работе оборудования без ущерба для качества продукции.
- 48. Ручными являются процессы, выполняемые без помощи машин и механизмов. Частично-механизированные процессы характеризуются заменой ручного труда машинами
- 49. Организация производства – система мер, направленных на рациональное сочетание в пространстве и времени вещественных элементов и
- 50. Технологическая специализация - обособление предприятий, цехов и участков по выполнению определенных операций или стадий производственного процесса
- 51. В основе кооперации лежат подетальная и технологическая формы специализации. Внутризаводское кооперирование состоит в передаче полуфабрикатов и
- 52. Тип организации производства – классификационная категория производства, выделяемая по признакам широты номенклатуры, регулярности, стабильности объема выпуска
- 53. r – среднее число операций, которые выполняются при изготовлении каждой детали; n – количество наименований деталей,
- 54. Сравнительная характеристика типов производства
- 55. Различают два вида массового производства: 1. узкоспециализированное (производство одной детали для автомобиля одного класса); 2. специализирующиеся
- 56. Под организацией производственного процесса понимают методы подбора и сочетания его элементов в пространстве и времени с
- 57. Организация производственного процесса должна обеспечить: качество продукции; производительность в соответствии со сроками поставок; удобство и простоту
- 58. Принципы рациональной организации производственных процессов можно разделить на две категории: общие, не зависящие от конкретного содержания
- 59. Специализация позволяет использовать другие основные принципы – непрерывности работы машин и оборудования и прямоточности движения обрабатываемых
- 60. Принцип непрерывности предполагает сокращение или сведение к нулю перерывов в процессе производства готовой продукции. Каждая следующая
- 61. Mmin – минимальная пропускная способность (мощность); Mmax – максимальная пропускная способность. Пропорциональность требует равной пропускной способности
- 62. Прямоточному движению свойственно устранение всех возвратных и встречных перемещений в процессе производства, что способствует сокращению времени
- 63. Ритмичность – это регулярное повторение процесса производства, т.е. обеспечение в равные промежутки времени равного или кратного
- 64. Индивидуальный метод организации производства характеризуется изготовлением продукции в единичных экземплярах или небольшими неповторяющимися партиями. В этом
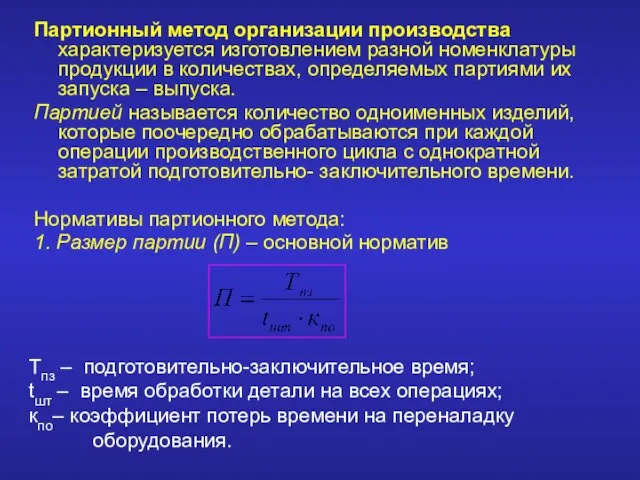
- 65. Партионный метод организации производства характеризуется изготовлением разной номенклатуры продукции в количествах, определяемых партиями их запуска –
- 66. П – размер партии, шт, м; Сд – среднедневной выпуск деталей. 3. Размер запаса незавершенного производства
- 67. Поточное производство – метод организации, основанный на ритмичной повторяемости времени выполнения основных и вспомогательных операций на
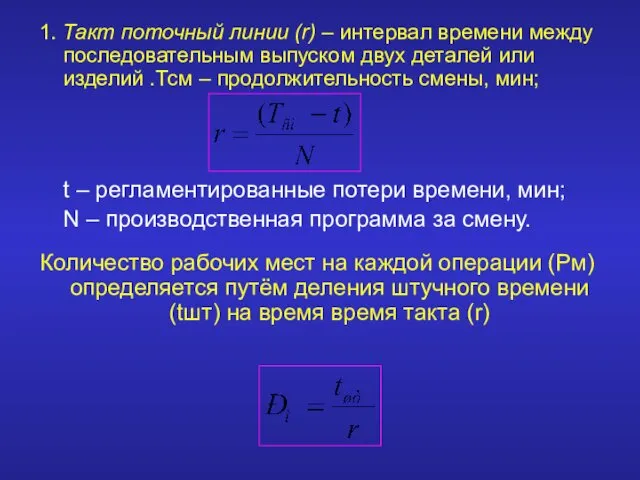
- 68. 1. Такт поточный линии (r) – интервал времени между последовательным выпуском двух деталей или изделий .Тсм
- 69. 2. Ритм поточной линии (время, обратное такту). Характеризует количество изделий, выпускаемых в единицу времени. 3. Шаг
- 70. Производственный процесс протекает во времени и в пространстве, поэтому производственный цикл можно измерять: длиной пути движения
- 71. Во времени производственный цикл определяется календарным периодом с момента запуска сырья и материалов в производство до
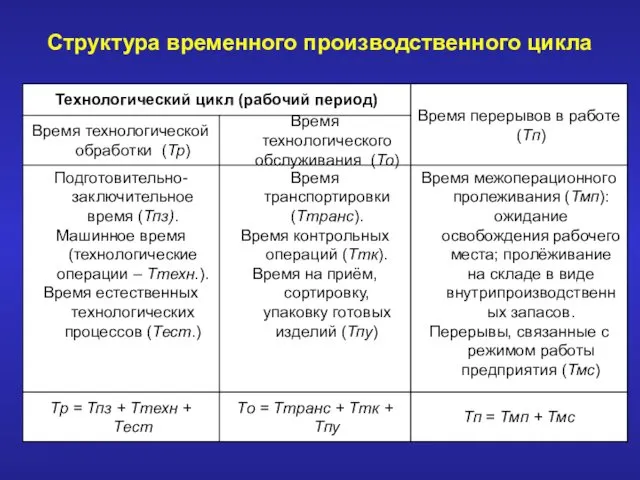
- 72. Структура производственного цикла включает : время технологической обработки (Тр); время технологического обслуживания производства (То); время перерывов
- 73. Структура временного производственного цикла
- 74. Подготовительно-заключительное время затрачивается рабочим на подготовку своего рабочего места к выполнению производственного задания, а также на
- 75. Время технологического обслуживания производства включает: стационарный контроль качества и определение годности обработки изделия; контроль режимов работы
- 76. Время перерывов в работе – это время, в течение которого не производится никакого воздействия на предмет
- 77. Межоперационные перерывы делятся на перерывы партионности, ожидания и комплектования. Перерывы партионности имеют место при обработке деталей
- 78. Междусменные перерывы определяются режимом работы (числом и продолжительностью смен). Это перерывы между рабочими сменами, выходные и
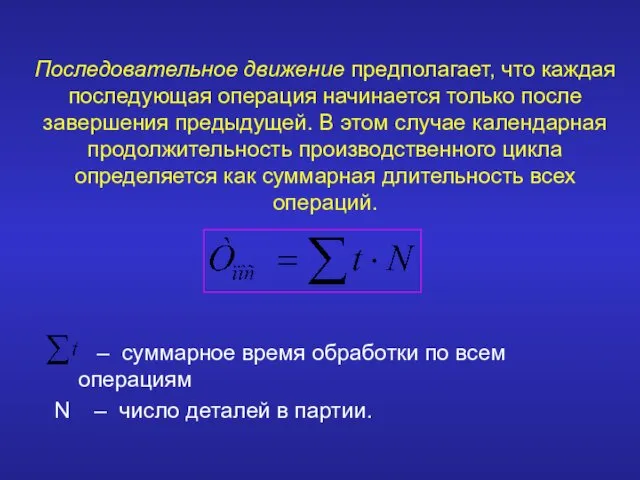
- 79. Последовательное движение предполагает, что каждая последующая операция начинается только после завершения предыдущей. В этом случае календарная
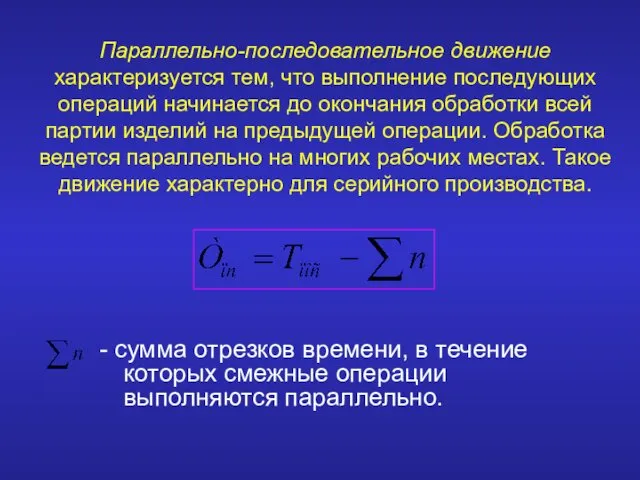
- 80. Параллельно-последовательное движение характеризуется тем, что выполнение последующих операций начинается до окончания обработки всей партии изделий на
- 82. Скачать презентацию

Структура предприятия – это состав и соотношение его внутренних звеньев: цехов,
Структура предприятия – это состав и соотношение его внутренних звеньев: цехов,
Структура предприятия определяется следующими основными факторами:
размером предприятия;
отраслью производства;
уровнем
Структура предприятия определяется следующими основными факторами:
размером предприятия;
отраслью производства;
уровнем
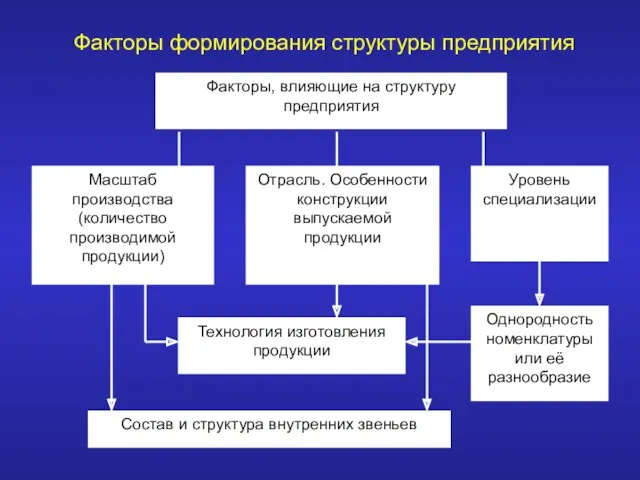
Факторы формирования структуры предприятия
Факторы формирования структуры предприятия
Общая структура предприятия – комплекс производственных подразделений, подразделений, обслуживающих работников, а
Общая структура предприятия – комплекс производственных подразделений, подразделений, обслуживающих работников, а
Производственная структура предприятия – состав образующих его участков, цехов и служб,
Производственная структура предприятия – состав образующих его участков, цехов и служб,
Рабочим местом называется неделимое в организационном отношении для данных конкретных условий
Рабочим местом называется неделимое в организационном отношении для данных конкретных условий
Простое рабочее место предполагает, что один работник занят использованием конкретного оборудования.
Простое рабочее место предполагает, что один работник занят использованием конкретного оборудования.
Стационарное рабочее место расположено на закрепленной производственной площади, оснащенной соответствующим оборудованием,
Стационарное рабочее место расположено на закрепленной производственной площади, оснащенной соответствующим оборудованием,
Цех – обособленное в организационном, техническом и административном отношениях производственное звено,
Цех – обособленное в организационном, техническом и административном отношениях производственное звено,
Производственные цехи
(филиалы, участки, мастерские и др.) делятся на две группы:
Производственные цехи
(филиалы, участки, мастерские и др.) делятся на две группы:
Основное производство представлено цехами, в которых непосредственно изготавливается продукция, предназначенная для
Основное производство представлено цехами, в которых непосредственно изготавливается продукция, предназначенная для
На заготовительной стадии создаются заготовки, подвергающиеся дальнейшей обработке на предприятии. К
На заготовительной стадии создаются заготовки, подвергающиеся дальнейшей обработке на предприятии. К
Цеха вспомогательного и обслуживающего производства не принимают непосредственного участия в выпуске
Цеха вспомогательного и обслуживающего производства не принимают непосредственного участия в выпуске
Вспомогательные и обслуживающие цеха, а также объекты коммуникаций, подъездные пути, инженерные
Вспомогательные и обслуживающие цеха, а также объекты коммуникаций, подъездные пути, инженерные
При предметной структуре цехи специализируются на изготовлении определенного изделия или его
При предметной структуре цехи специализируются на изготовлении определенного изделия или его
Предметная структура имеет ряд существенных преимуществ:
специализация рабочих мест даёт возможность применения
Предметная структура имеет ряд существенных преимуществ:
специализация рабочих мест даёт возможность применения
Технологический тип структуры предполагает специализацию цехов на выполнении однородных технологических операций.
Технологический тип структуры предполагает специализацию цехов на выполнении однородных технологических операций.
Технологическая специализация обладает следующими основными преимуществами:
обеспечивается высокая загрузка оборудования;
упрощается руководство цехом
Технологическая специализация обладает следующими основными преимуществами:
обеспечивается высокая загрузка оборудования;
упрощается руководство цехом
Сочетание преимуществ как технологической, так и предметной специализации цехов, позволяет при
Сочетание преимуществ как технологической, так и предметной специализации цехов, позволяет при
Территориальная структура предполагает, что каждое подразделение, цех или участок выполняют одинаковую
Территориальная структура предполагает, что каждое подразделение, цех или участок выполняют одинаковую
Производственная структура должна обеспечивать:
пропорциональность всех подразделений предприятия;
соответствие кадровому потенциалу предприятия;
повышение эффективности
Производственная структура должна обеспечивать:
пропорциональность всех подразделений предприятия;
соответствие кадровому потенциалу предприятия;
повышение эффективности
Организационная структура управления предприятием – упорядоченная совокупность служб, управляющих его деятельностью,
Организационная структура управления предприятием – упорядоченная совокупность служб, управляющих его деятельностью,
Сущность линейной структуры управления состоит в том, что управляющие воздействия на
Сущность линейной структуры управления состоит в том, что управляющие воздействия на
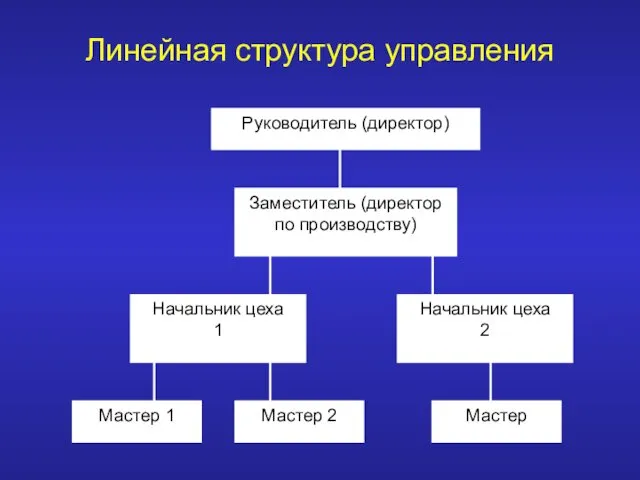
Линейная структура управления
Линейная структура управления
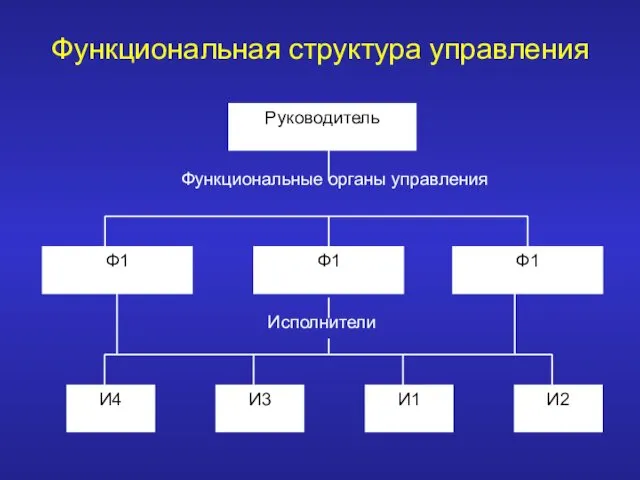
Функциональная структура управления
Функциональная структура управления
Линейно-функциональная структура предусматривает создание при основных звеньях линейной структуры функциональных подразделений
Линейно-функциональная структура предусматривает создание при основных звеньях линейной структуры функциональных подразделений
Производственные звенья в линейно-функциональной структуре наделены только организационными (линейными) функциями, в
Производственные звенья в линейно-функциональной структуре наделены только организационными (линейными) функциями, в
В дивизиональных структурах часть или все «штабные» функции (финансы, планирование, учет
В дивизиональных структурах часть или все «штабные» функции (финансы, планирование, учет

Руководство компании
Линейные службы
Дивизиональная схема построения компании
Руководство компании
Линейные службы
Дивизиональная схема построения компании
Структуризация по дивизионам осуществляется по одному из трёх критериев:
по выпускаемой
Структуризация по дивизионам осуществляется по одному из трёх критериев:
по выпускаемой
В современной экономике структуры управления предприятием должны не только обеспечивать быструю
В современной экономике структуры управления предприятием должны не только обеспечивать быструю
Проектная структура формируется при разработке проектов, например, по модернизации производства, освоении
Проектная структура формируется при разработке проектов, например, по модернизации производства, освоении
Матричные структуры представляют собой решетчатую организацию, построенную на принципе двойного подчинения.
Матричные структуры представляют собой решетчатую организацию, построенную на принципе двойного подчинения.
Рациональная организационная структура управления предприятием должна отвечать следующим требованиям:
быть адекватной производственному
Рациональная организационная структура управления предприятием должна отвечать следующим требованиям:
быть адекватной производственному
Типы производства. Организация производственного процесса
Типы производства. Организация производственного процесса
Вопросы темы:
1. Производственный процесс и его основные характеристики
2. Формы и типы
Вопросы темы:
1. Производственный процесс и его основные характеристики
2. Формы и типы
Производство – это процесс создания материальных благ, необходимых для существования и
Производство – это процесс создания материальных благ, необходимых для существования и
Путь от добычи или получения природного сырья до производства готового изделия
Путь от добычи или получения природного сырья до производства готового изделия
Материальное производство включает ряд необходимых для его осуществления компонентов:
профессионально подготовленный персонал;
средства
Материальное производство включает ряд необходимых для его осуществления компонентов:
профессионально подготовленный персонал;
средства
Каждый производственный процесс можно рассматривать с двух сторон:
как совокупность изменений, которые
Каждый производственный процесс можно рассматривать с двух сторон:
как совокупность изменений, которые
Как часть производственного процесса, операция обычно выполняется на одном рабочем месте
Как часть производственного процесса, операция обычно выполняется на одном рабочем месте
Ручные операции выполняются вручную с использованием простого инструмента (ручная окраска, наладка
Ручные операции выполняются вручную с использованием простого инструмента (ручная окраска, наладка
По роли в общем производственном процессе
основные
обслуживающие
вспомогательные
По характеру протекания
простые
синтетические
аналитические
По характеру выполняемых работ
прерывные
По роли в общем производственном процессе
основные
обслуживающие
вспомогательные
По характеру протекания
простые
синтетические
аналитические
По характеру выполняемых работ
прерывные
Основные процессы – это такие производственные процессы, в ходе которых сырьё
Основные процессы – это такие производственные процессы, в ходе которых сырьё
Простые процессы – это производственные процессы, когда из одного вида сырья
Простые процессы – это производственные процессы, когда из одного вида сырья
Прерывные процессы предполагают наличие перерывов в изготовлении продукции и работе оборудования
Прерывные процессы предполагают наличие перерывов в изготовлении продукции и работе оборудования
Ручными являются процессы, выполняемые без помощи машин и механизмов.
Частично-механизированные процессы
Ручными являются процессы, выполняемые без помощи машин и механизмов.
Частично-механизированные процессы
Организация производства – система мер, направленных на рациональное сочетание в пространстве
Организация производства – система мер, направленных на рациональное сочетание в пространстве
Технологическая специализация - обособление предприятий, цехов и участков по выполнению определенных
Технологическая специализация - обособление предприятий, цехов и участков по выполнению определенных
В основе кооперации лежат подетальная и технологическая формы специализации. Внутризаводское кооперирование
В основе кооперации лежат подетальная и технологическая формы специализации. Внутризаводское кооперирование
Тип организации производства – классификационная категория производства, выделяемая по признакам широты
Тип организации производства – классификационная категория производства, выделяемая по признакам широты
r – среднее число операций, которые выполняются при изготовлении каждой детали;
n
r – среднее число операций, которые выполняются при изготовлении каждой детали;
n

Сравнительная характеристика типов производства
Сравнительная характеристика типов производства
Различают два вида массового производства:
1. узкоспециализированное (производство одной детали для автомобиля
Различают два вида массового производства:
1. узкоспециализированное (производство одной детали для автомобиля
Под организацией производственного процесса понимают методы подбора и сочетания его элементов
Под организацией производственного процесса понимают методы подбора и сочетания его элементов
Организация производственного процесса должна обеспечить:
качество продукции;
производительность в соответствии со сроками поставок;
удобство
Организация производственного процесса должна обеспечить:
качество продукции;
производительность в соответствии со сроками поставок;
удобство
Принципы рациональной организации производственных процессов можно разделить на две категории:
общие, не
Принципы рациональной организации производственных процессов можно разделить на две категории:
общие, не
Специализация позволяет использовать другие основные принципы – непрерывности работы машин и
Специализация позволяет использовать другие основные принципы – непрерывности работы машин и
Принцип непрерывности предполагает сокращение или сведение к нулю перерывов в процессе
Принцип непрерывности предполагает сокращение или сведение к нулю перерывов в процессе
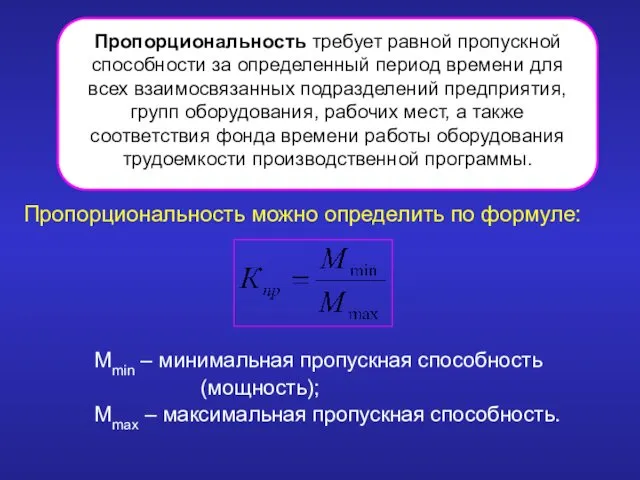
Mmin – минимальная пропускная способность
(мощность);
Mmax – максимальная пропускная
Mmin – минимальная пропускная способность
(мощность);
Mmax – максимальная пропускная
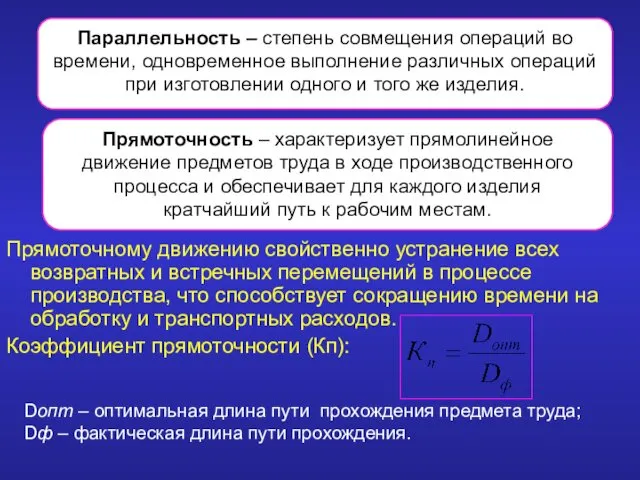
Прямоточному движению свойственно устранение всех возвратных и встречных перемещений в процессе
Прямоточному движению свойственно устранение всех возвратных и встречных перемещений в процессе
Ритмичность – это регулярное повторение процесса производства, т.е. обеспечение в равные
Ритмичность – это регулярное повторение процесса производства, т.е. обеспечение в равные
Индивидуальный метод организации производства характеризуется изготовлением продукции в единичных экземплярах или
Индивидуальный метод организации производства характеризуется изготовлением продукции в единичных экземплярах или
Партионный метод организации производства характеризуется изготовлением разной номенклатуры продукции в количествах,
Партионный метод организации производства характеризуется изготовлением разной номенклатуры продукции в количествах,
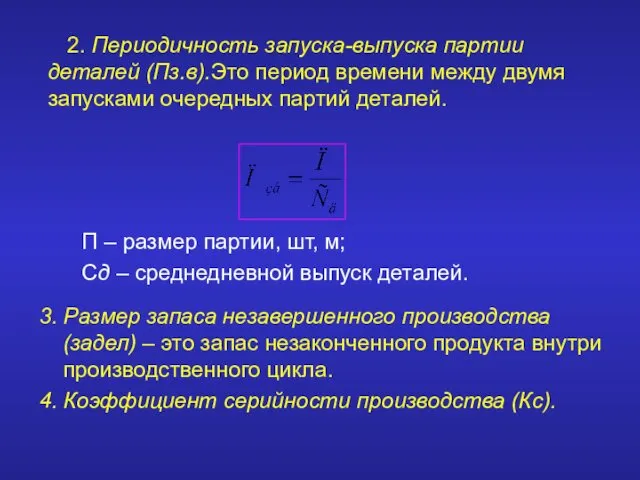
П – размер партии, шт, м;
Сд – среднедневной выпуск
П – размер партии, шт, м;
Сд – среднедневной выпуск
Поточное производство – метод организации, основанный на ритмичной повторяемости времени выполнения
Поточное производство – метод организации, основанный на ритмичной повторяемости времени выполнения
1. Такт поточный линии (r) – интервал времени между последовательным выпуском
1. Такт поточный линии (r) – интервал времени между последовательным выпуском
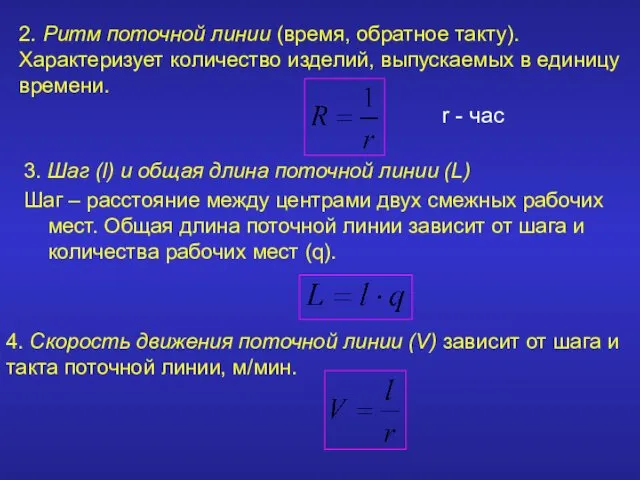
2. Ритм поточной линии (время, обратное такту). Характеризует количество изделий, выпускаемых
2. Ритм поточной линии (время, обратное такту). Характеризует количество изделий, выпускаемых
Производственный процесс протекает во времени и в пространстве, поэтому производственный цикл
Производственный процесс протекает во времени и в пространстве, поэтому производственный цикл
Во времени производственный цикл определяется календарным периодом с момента запуска сырья
Во времени производственный цикл определяется календарным периодом с момента запуска сырья
Структура производственного цикла включает :
время технологической обработки (Тр);
время технологического обслуживания производства
Структура производственного цикла включает :
время технологической обработки (Тр);
время технологического обслуживания производства
Структура временного производственного цикла
Структура временного производственного цикла
Подготовительно-заключительное время затрачивается рабочим на подготовку своего рабочего места к выполнению
Подготовительно-заключительное время затрачивается рабочим на подготовку своего рабочего места к выполнению
Время технологического обслуживания производства включает:
стационарный контроль качества и определение годности обработки
Время технологического обслуживания производства включает:
стационарный контроль качества и определение годности обработки
Время перерывов в работе – это время, в течение которого не
Время перерывов в работе – это время, в течение которого не
Межоперационные перерывы делятся на перерывы партионности, ожидания и комплектования.
Перерывы партионности имеют
Межоперационные перерывы делятся на перерывы партионности, ожидания и комплектования.
Перерывы партионности имеют
Междусменные перерывы определяются режимом работы (числом и продолжительностью смен). Это перерывы
Междусменные перерывы определяются режимом работы (числом и продолжительностью смен). Это перерывы
Последовательное движение предполагает, что каждая последующая операция начинается только после завершения
Последовательное движение предполагает, что каждая последующая операция начинается только после завершения
Параллельно-последовательное движение характеризуется тем, что выполнение последующих операций начинается до окончания
Параллельно-последовательное движение характеризуется тем, что выполнение последующих операций начинается до окончания
 Правила технической эксплуатации железных дорог Российской Федерации
Правила технической эксплуатации железных дорог Российской Федерации Декупаж
Декупаж Классификация средств измерений
Классификация средств измерений Ценообразование. Предмет, метод и задачи курса
Ценообразование. Предмет, метод и задачи курса Мониторинг и оценка эффективности наставничества участниками проекта Формула жизни
Мониторинг и оценка эффективности наставничества участниками проекта Формула жизни Дерево целей и систем автомобильного транспорта и технической эксплуатации. Понятие о дереве целей. Тема 4
Дерево целей и систем автомобильного транспорта и технической эксплуатации. Понятие о дереве целей. Тема 4 Конструирование одежды
Конструирование одежды Гиганты прошлого
Гиганты прошлого Основная ткань
Основная ткань Теории и технологии обучения
Теории и технологии обучения Правила технической эксплуатации железных дорог Российской Федерации, часть 2
Правила технической эксплуатации железных дорог Российской Федерации, часть 2 Сказочный домик
Сказочный домик Календарные Христианские праздники
Календарные Христианские праздники Презентация к программе внеурочной деятельности Бурейские родники
Презентация к программе внеурочной деятельности Бурейские родники 63715
63715 Сущность, формы и условия развития внешнеэкономических связей (ВЭД)
Сущность, формы и условия развития внешнеэкономических связей (ВЭД) Детские игры - школа здоровья
Детские игры - школа здоровья Реконструкция подстанции 110/10 кВ с разработкой релейной защиты силового трансформатора
Реконструкция подстанции 110/10 кВ с разработкой релейной защиты силового трансформатора Анализ эффективности работы эксплуатационного фонда столбового месторождения
Анализ эффективности работы эксплуатационного фонда столбового месторождения Презентация Дети блокадного Ленинграда
Презентация Дети блокадного Ленинграда Средняя общеобразовательная школа на 450 ученических мест в г. Краснослободске
Средняя общеобразовательная школа на 450 ученических мест в г. Краснослободске Физика поверхностных явлений. Свойства растворов
Физика поверхностных явлений. Свойства растворов Рождественский венок
Рождественский венок Презентация Использование технологии дидактического синквейна в работе со старшими дошкольниками с ОНР
Презентация Использование технологии дидактического синквейна в работе со старшими дошкольниками с ОНР Нормативно-правовые акты, регулирующие материальную и нематериальную мотивацию государственных гражданских служащих России
Нормативно-правовые акты, регулирующие материальную и нематериальную мотивацию государственных гражданских служащих России Погода - условия обитания человека.
Погода - условия обитания человека. Использование информационных технологий
Использование информационных технологий Слайд-презентация проекта Детский сад наш хорош, лучше сада не найдешь!
Слайд-презентация проекта Детский сад наш хорош, лучше сада не найдешь!