- Структурная схема металлургического завода

Содержание
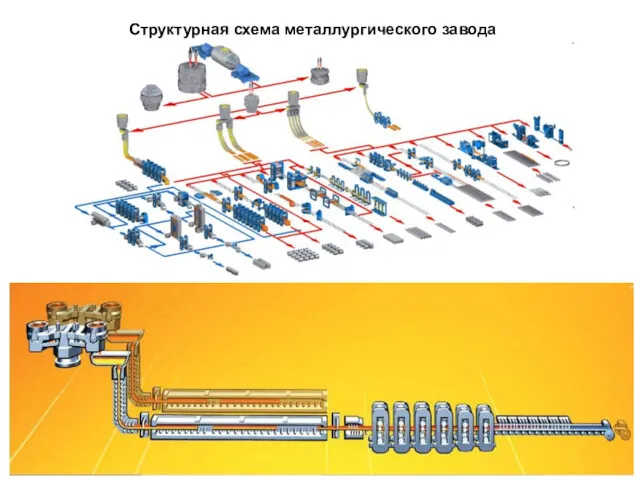
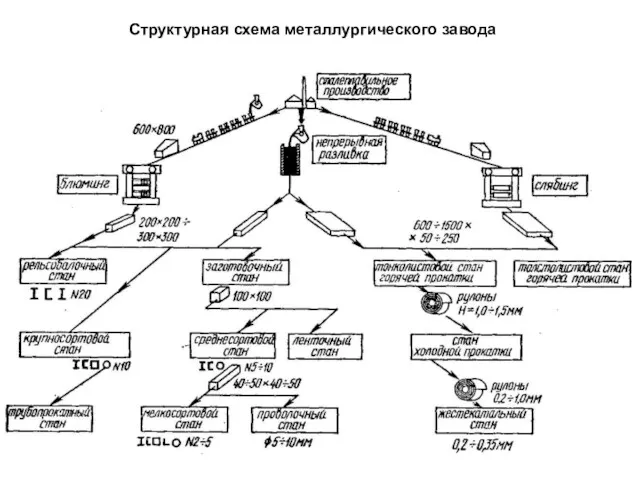
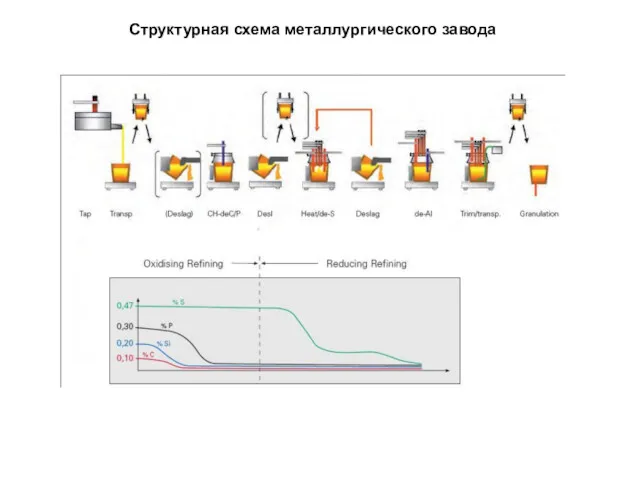
- 2. Доменная печь Конвертор Руда Кокс Металлолом Чугун Сталь Слитки Мартеновская печь МНЛЗ Блюминг Слябинг Заготовочный стан
- 3. Структурная схема металлургического завода
- 4. Структурная схема металлургического завода
- 5. Структурная схема металлургического завода
- 6. Структурная схема металлургического завода
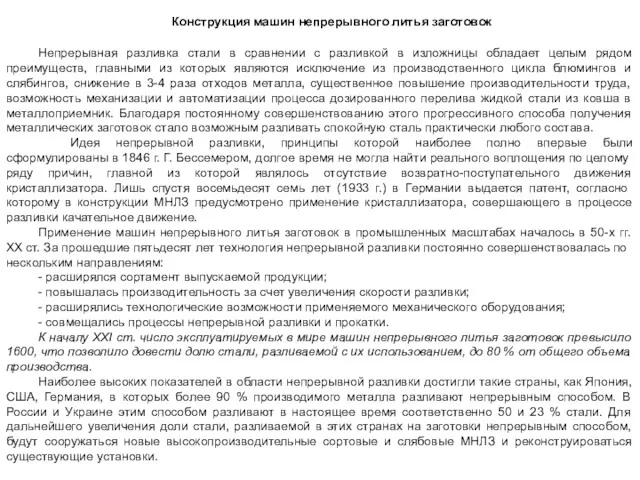
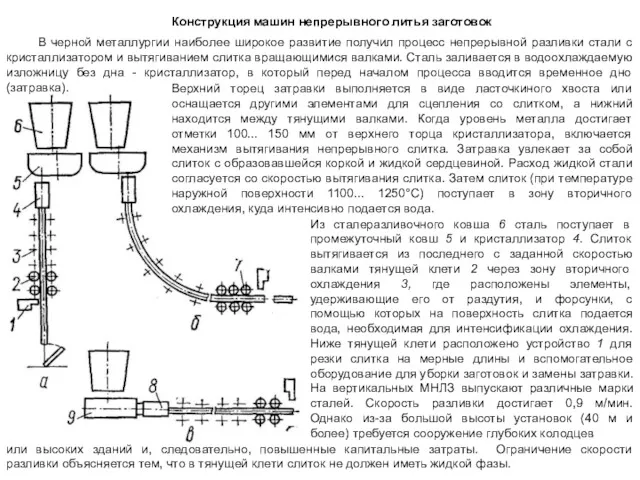
- 7. Конструкция машин непрерывного литья заготовок Непрерывная разливка стали в сравнении с разливкой в изложницы обладает целым
- 8. Конструкция машин непрерывного литья заготовок Верхний торец затравки выполняется в виде ласточкиного хвоста или оснащается другими
- 9. Максимальная скорость разливки определяется расстоянием L от мениска металла в кристаллизаторе до оси верхних валков тянущей
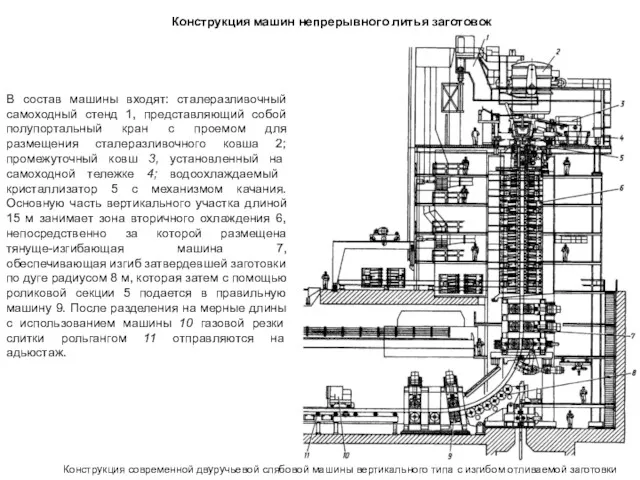
- 10. Конструкция машин непрерывного литья заготовок В состав машины входят: сталеразливочный самоходный стенд 1, представляющий собой полупортальный
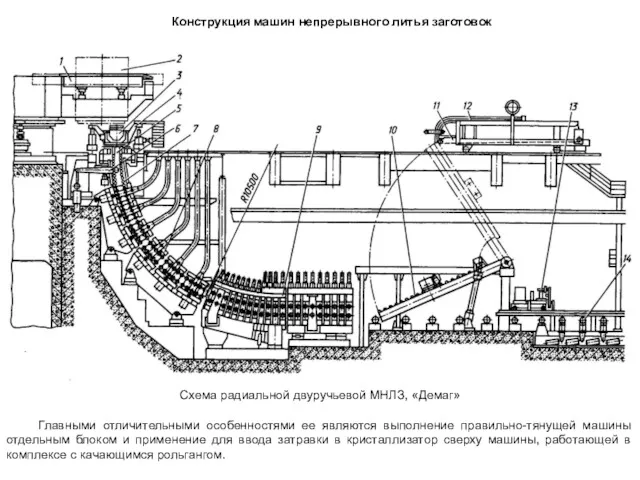
- 11. Конструкция машин непрерывного литья заготовок Схема радиальной двуручьевой МНЛЗ, «Демаг» Главными отличительными особенностями ее являются выполнение
- 12. Конструкция машин непрерывного литья заготовок Схема машины для ввода затравки в кристаллизатор сверху Схема машины для
- 13. Основная операция прокатки производится с помощью вращающихся валков, расположенных в рабочей клети, которая состоит из двух
- 14. Конструкция станов
- 15. Конструкция станов
- 16. Прокатные станы можно классифицировать по следующим признакам: назначению; количеству и расположению рабочих валков; количеству и расположению
- 17. Четырёхвалковая клеть (в) имеет два рабочих валка и два опорных, которые обеспечивают снижение упругой деформации рабочих
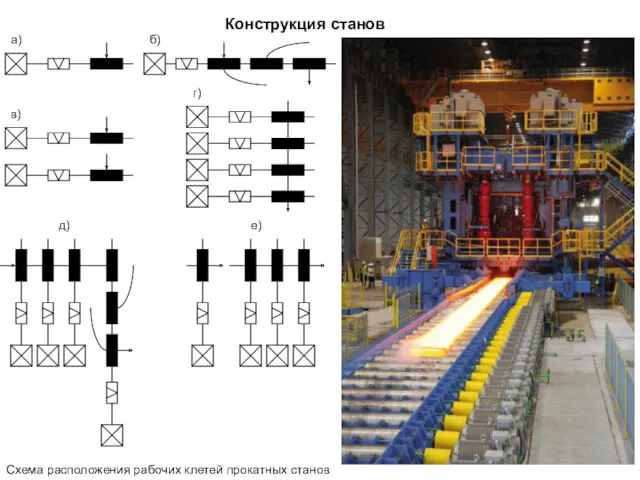
- 18. Конструкция станов Схема расположения рабочих клетей прокатных станов
- 19. Обработка металлов давлением. Теория прокатки Под обработкой металлов давлением понимают изменение формы или размеров металла в
- 20. Схема технологической линии стана горячей прокатки Блюминг − обжимной стан с квадратным сечением. Валки калиброванные, имеют
- 21. Вспомогательные механизмы прокатных станов Нажимное устройство служит для изменения расстояний между валками с целью получения заданного
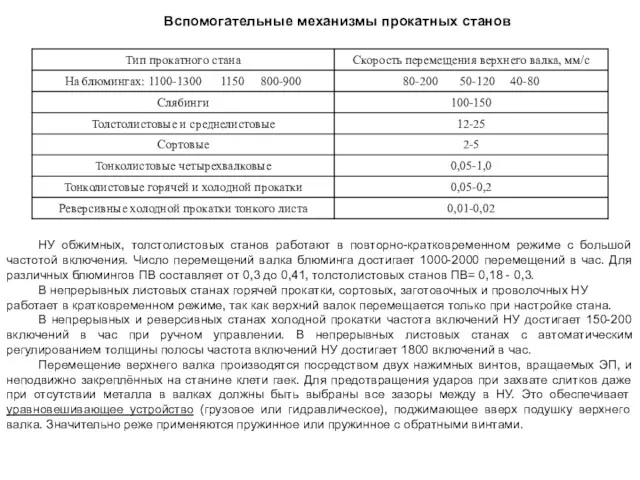
- 22. Вспомогательные механизмы прокатных станов НУ обжимных, толстолистовых станов работают в повторно-кратковременном режиме с большой частотой включения.
- 23. Грузовое уравновешивание применяют для быстроходных механизмов при перемещении верхнего валка на большую высоту (до 2000 мм
- 24. Рольганги предназначены: для транспортирования металла к прокатному стану; для задачи металла в валки и приема его
- 25. Основными параметрами рольгангов является диаметр и длина бочки, шаг между роликами и скорость их вращения. С
- 26. По конструктивному выполнению рольганги могут быть с групповым и индивидуальным ЭП роликов. Рольганг с групповым ЭП.
- 27. Рольганг с индивидуальным ЭП применяется для станинных роликов и транспортных рольгангов уже раскатанной заготовки. Этот привод
- 28. Вспомогательные механизмы прокатных станов
- 29. Вспомогательные механизмы прокатных станов Ножницы применяются для поперечного и продольного резания горячего и холодного металлопроката. Применяются
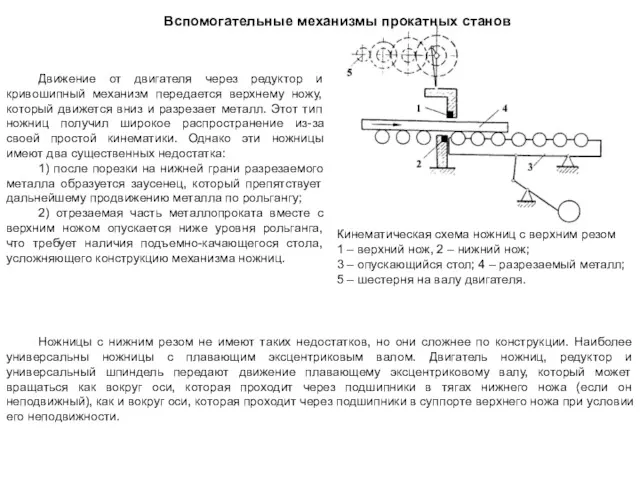
- 30. Вспомогательные механизмы прокатных станов Движение от двигателя через редуктор и кривошипный механизм передается верхнему ножу, который
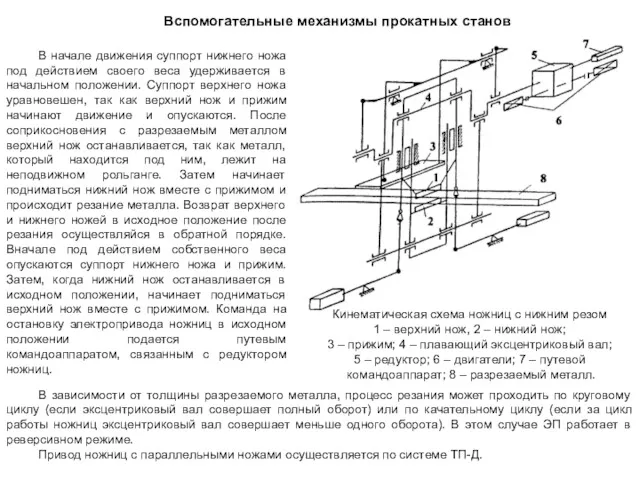
- 31. Вспомогательные механизмы прокатных станов В начале движения суппорт нижнего ножа под действием своего веса удерживается в
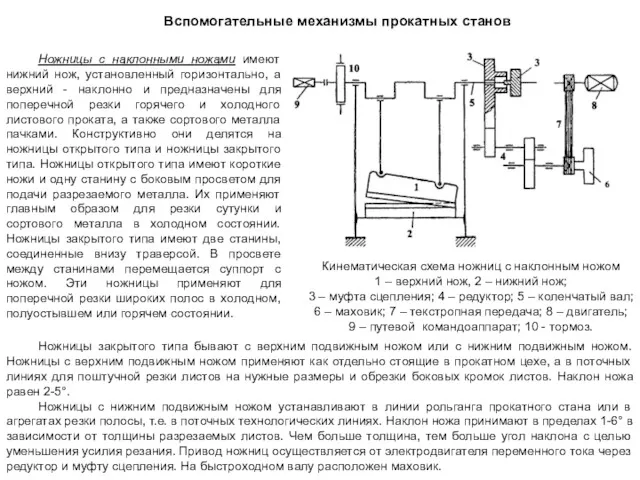
- 32. Вспомогательные механизмы прокатных станов Ножницы с наклонными ножами имеют нижний нож, установленный горизонтально, а верхний -
- 33. Вспомогательные механизмы прокатных станов Ножницы поперечной резки с катящимся резом предназначены для поперечной горячей и холодной
- 34. Вспомогательные механизмы прокатных станов Летучие ножницы предназначены для резки металла на ходу при его движении с
- 35. Вспомогательные механизмы прокатных станов Схема резания полосы Наиболее желательным является такой процесс резания, при котором горизонтальная
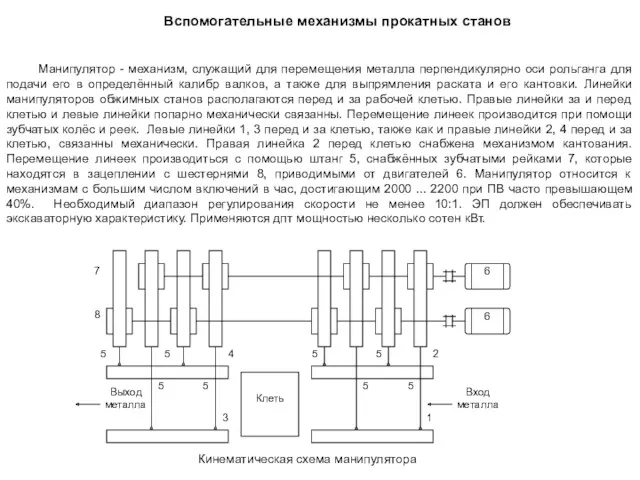
- 36. Манипулятор - механизм, служащий для перемещения металла перпендикулярно оси рольганга для подачи его в определённый калибр
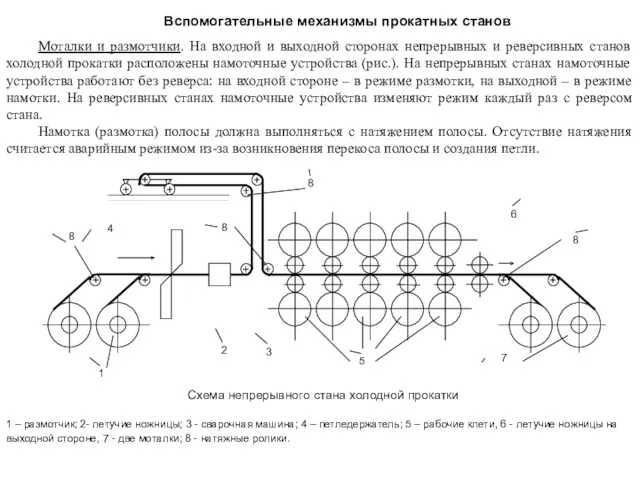
- 37. Вспомогательные механизмы прокатных станов Моталки и размотчики. На входной и выходной сторонах непрерывных и реверсивных станов
- 38. Схема реверсивного стана холодной прокатки Величина натяжения влияет на качество металла. Прокатка должна выполняться с постоянным
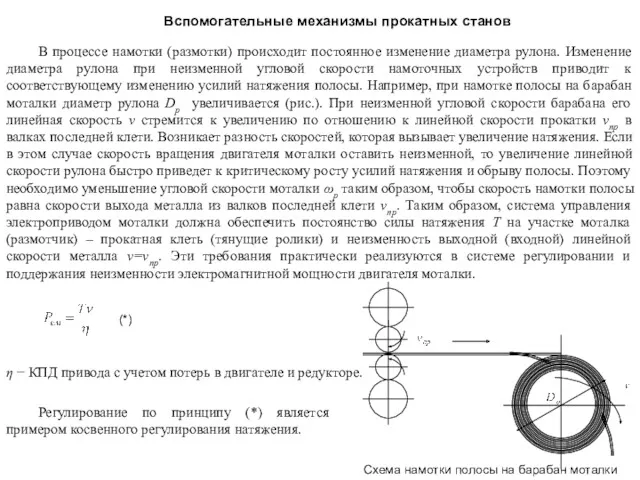
- 39. Вспомогательные механизмы прокатных станов В процессе намотки (размотки) происходит постоянное изменение диаметра рулона. Изменение диаметра рулона
- 40. Вспомогательные механизмы прокатных станов Требования к ЭП моталок и размотчиков. СУЭП намоточно-размоточных и натяжных механизмов должны
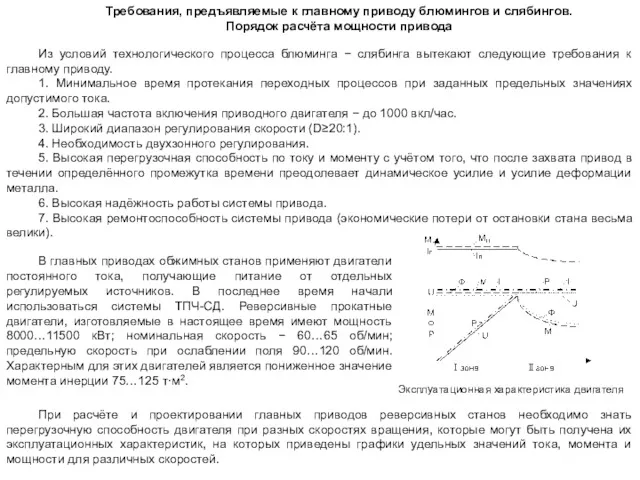
- 41. Требования, предъявляемые к главному приводу блюмингов и слябингов. Порядок расчёта мощности привода Из условий технологического процесса
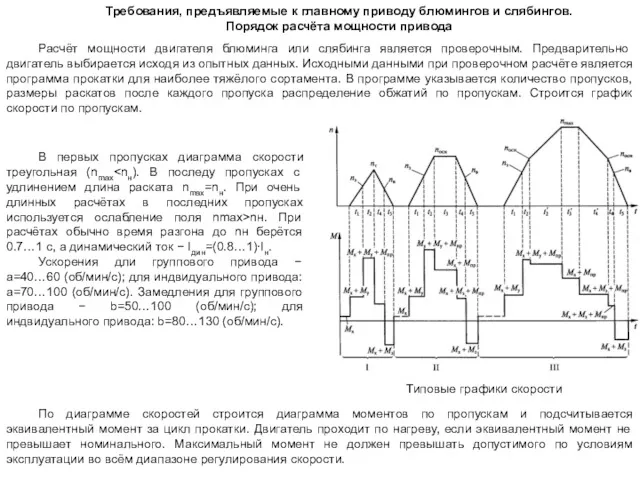
- 42. Требования, предъявляемые к главному приводу блюмингов и слябингов. Порядок расчёта мощности привода Расчёт мощности двигателя блюминга
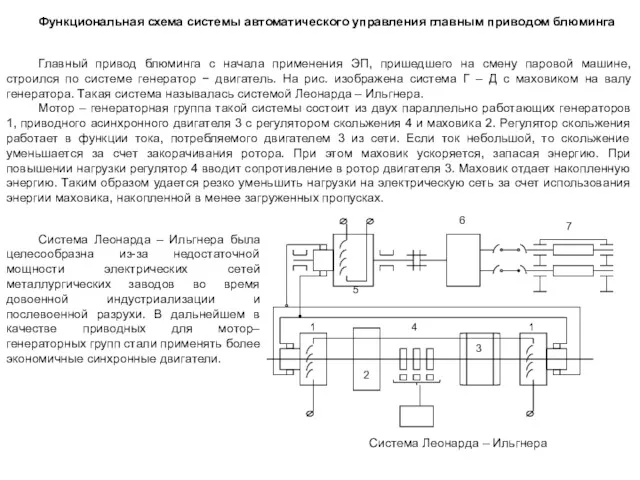
- 43. Главный привод блюминга с начала применения ЭП, пришедшего на смену паровой машине, строился по системе генератор
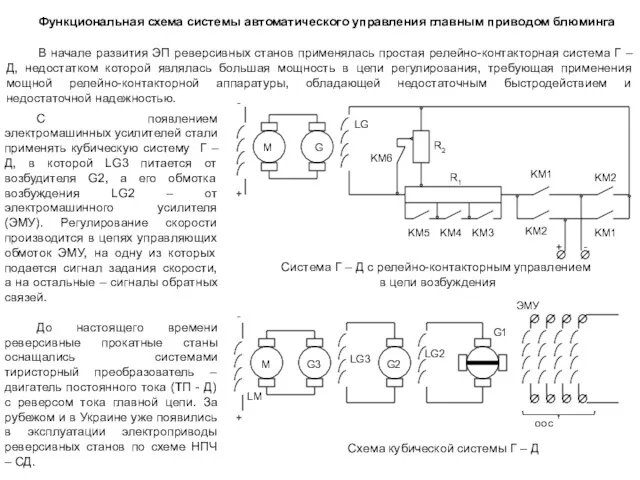
- 44. В начале развития ЭП реверсивных станов применялась простая релейно-контакторная система Г – Д, недостатком которой являлась
- 45. Функциональная схема системы автоматического управления главным приводом блюминга В настоящее время реверсивные прокатные станы оснащаются системами
- 46. Схема управления возбуждением двигателя зависимая двухконтурная, астатическая. Регулятор тока возбуждения РТВ интегрально-пропорциональный, а регулятор ЭДС двигателя
- 47. Функциональная схема системы автоматического управления главным приводом блюминга Силовая схема цепи генератора и двигателя
- 48. Функциональная схема системы автоматического управления главным приводом блюминга Функциональная схема взаимодействия САУ с внешним оборудованием
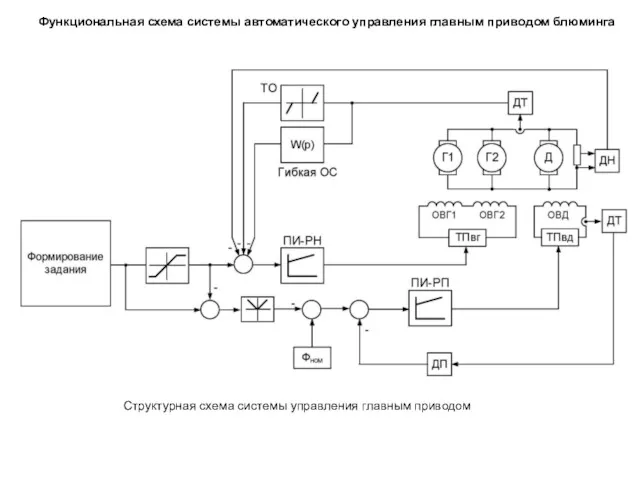
- 49. Функциональная схема системы автоматического управления главным приводом блюминга Структурная схема системы управления главным приводом
- 50. Функциональная схема системы автоматического управления главным приводом блюминга
- 51. Расчёт мощности электропривода ножниц с параллельным резом, наклонными ножами и требования к их электроприводу Чтобы построить
- 52. Расчёт мощности электропривода ножниц с параллельным резом, наклонными ножами и требования к их электроприводу При расчёте
- 53. Значение k определяется по графику (рис.) в зависимости от безразмерной величины λ: Расчёт мощности электропривода ножниц
- 54. Требования, предъявляемые к электроприводу и расчёт мощности двигателя дисковых ножниц При резании на дисковых ножницах учитывают
- 55. Требования, предъявляемые к электроприводу манипуляторов и расчёт его мощности В зависимости от расположения привода различают 2
- 56. Требования, предъявляемые к электроприводу манипуляторов и расчёт его мощности К его ЭП предъявляются следующие требования: 1)
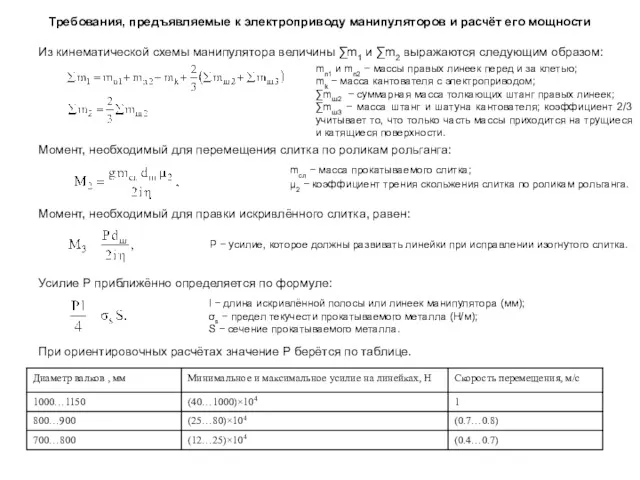
- 57. Требования, предъявляемые к электроприводу манипуляторов и расчёт его мощности Из кинематической схемы манипулятора величины ∑m1 и
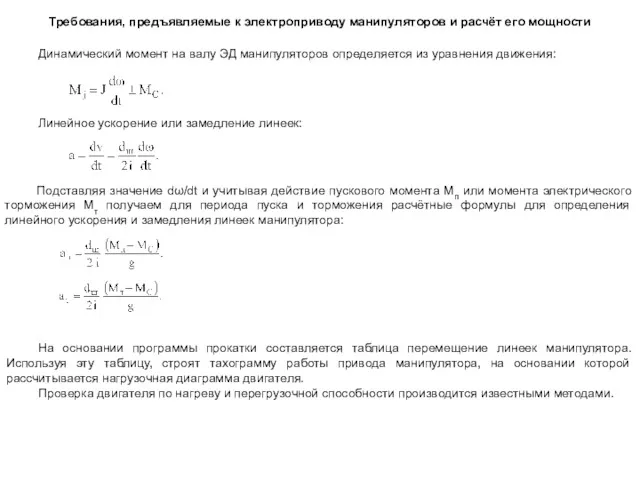
- 58. Требования, предъявляемые к электроприводу манипуляторов и расчёт его мощности Динамический момент на валу ЭД манипуляторов определяется
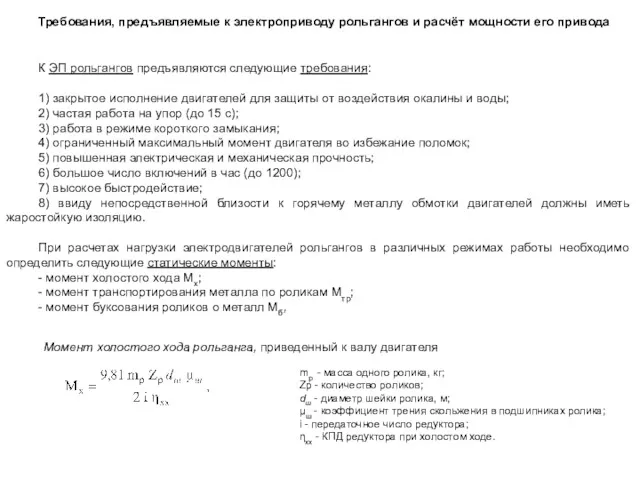
- 59. Требования, предъявляемые к электроприводу рольгангов и расчёт мощности его привода К ЭП рольгангов предъявляются следующие требования:
- 60. Момент транспортирования металла по роликам определяется следующим выражением: Требования, предъявляемые к электроприводу рольгангов и расчёт мощности
- 61. Требования, предъявляемые к электроприводу рольгангов и расчёт мощности его привода Можно сделать следующую разбивку рольгангов по
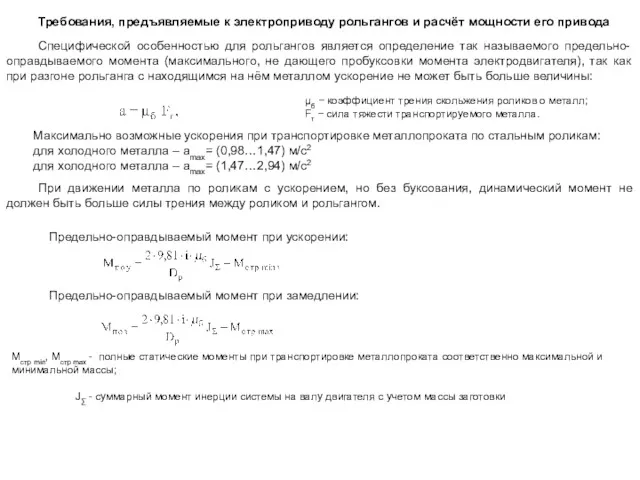
- 62. Требования, предъявляемые к электроприводу рольгангов и расчёт мощности его привода Предельно-оправдываемый момент при ускорении: Предельно-оправдываемый момент
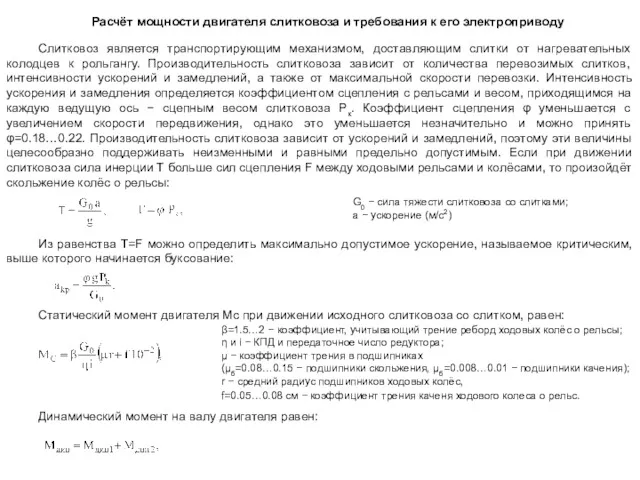
- 63. Расчёт мощности двигателя слитковоза и требования к его электроприводу Слитковоз является транспортирующим механизмом, доставляющим слитки от
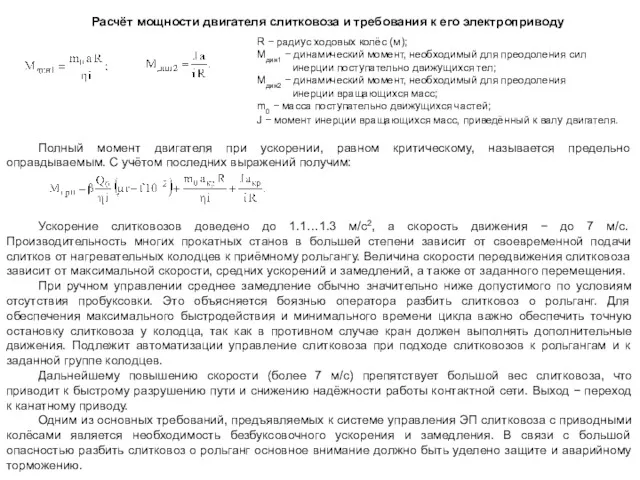
- 64. Расчёт мощности двигателя слитковоза и требования к его электроприводу R − радиус ходовых колёс (м); Мдин1
- 65. Расчёт мощности двигателя нажимного устройства и требования к его электроприводу При вращении нажимных винтов момент статического
- 66. Расчёт мощности двигателя нажимного устройства и требования к его электроприводу Если нажимной винт имеют не прямоугольную,
- 67. Откуда получим для периода пуска и торможения формулу для определения линейного ускорения и замедления нажимного винта:
- 68. Расчёт мощности двигателя нажимного устройства и требования к его электроприводу
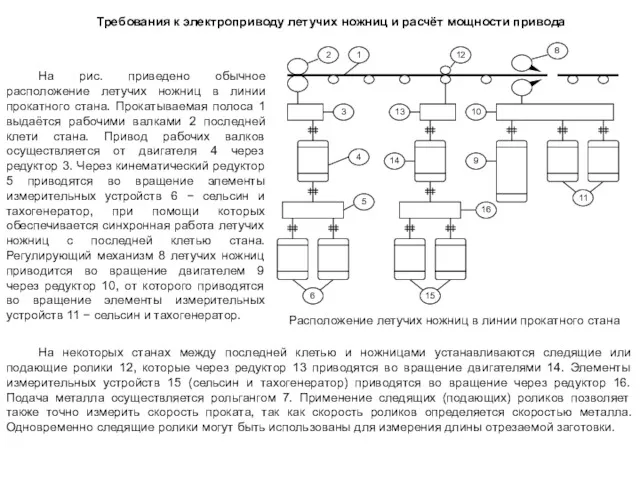
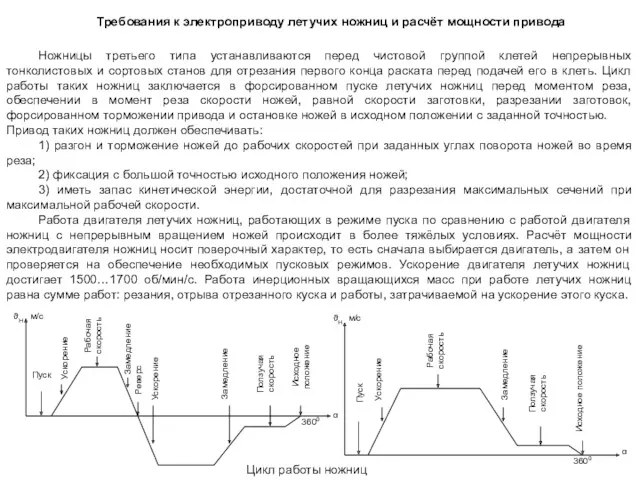
- 69. Требования к электроприводу летучих ножниц и расчёт мощности привода Расположение летучих ножниц в линии прокатного стана
- 70. Требования к электроприводу летучих ножниц и расчёт мощности привода Независимо от разнообразных условий работы можно выделить
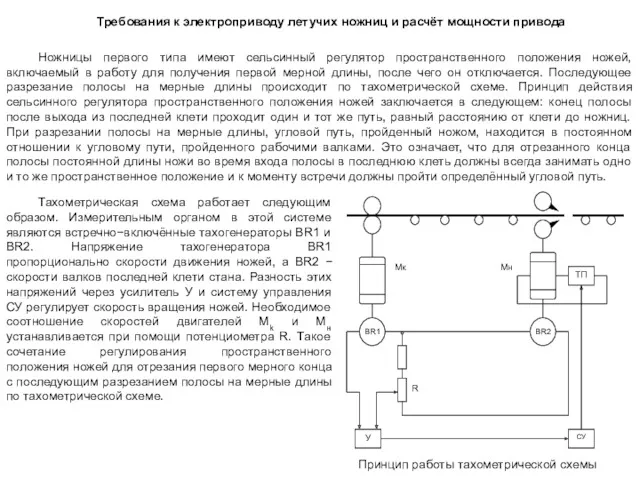
- 71. Требования к электроприводу летучих ножниц и расчёт мощности привода Ножницы первого типа имеют сельсинный регулятор пространственного
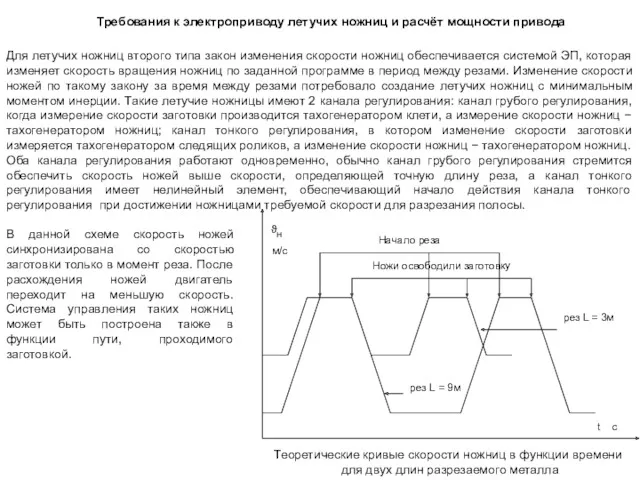
- 72. Требования к электроприводу летучих ножниц и расчёт мощности привода Для летучих ножниц второго типа закон изменения
- 73. Ножницы третьего типа устанавливаются перед чистовой группой клетей непрерывных тонколистовых и сортовых станов для отрезания первого
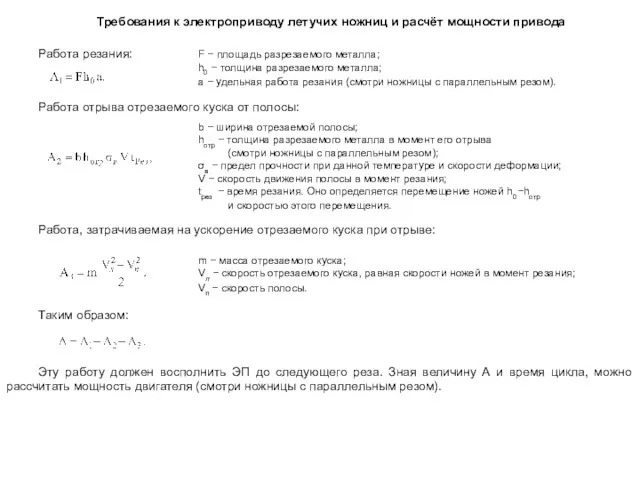
- 74. Требования к электроприводу летучих ножниц и расчёт мощности привода Работа резания: F − площадь разрезаемого металла;
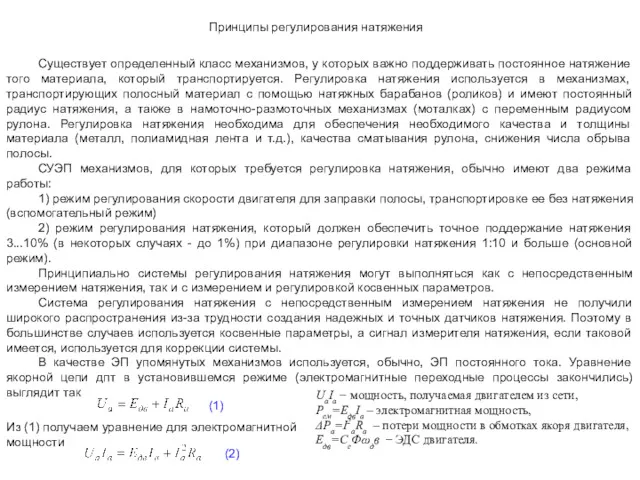
- 75. Принципы регулирования натяжения Существует определенный класс механизмов, у которых важно поддерживать постоянное натяжение того материала, который
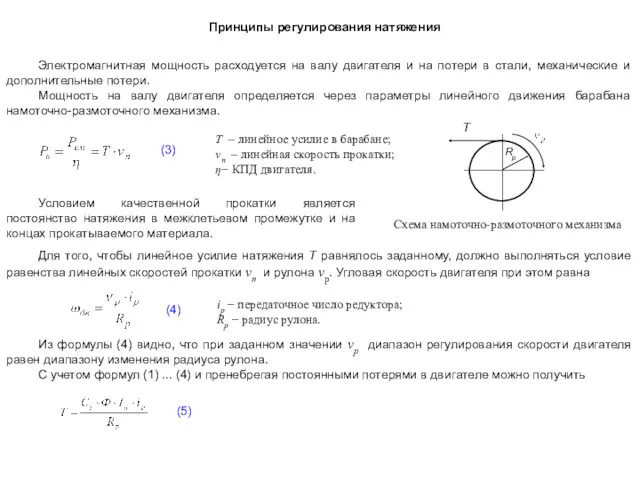
- 76. Принципы регулирования натяжения Электромагнитная мощность расходуется на валу двигателя и на потери в стали, механические и
- 77. Из условия T=const и формул (3) и (5) вытекают следующие законы косвенного управления ЭП намоточно-размоточных и
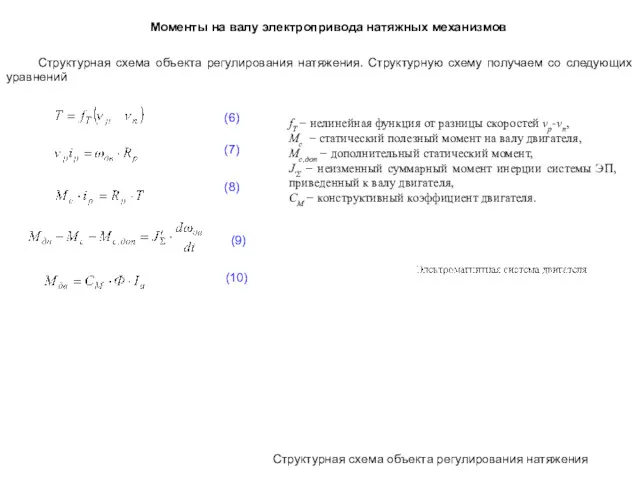
- 78. Моменты на валу электропривода натяжных механизмов Структурная схема объекта регулирования натяжения. Структурную схему получаем со следующих
- 79. Если разница в линейных скоростях νр-νn небольшая, то функция fT является линейной, а формула (6) соответствует
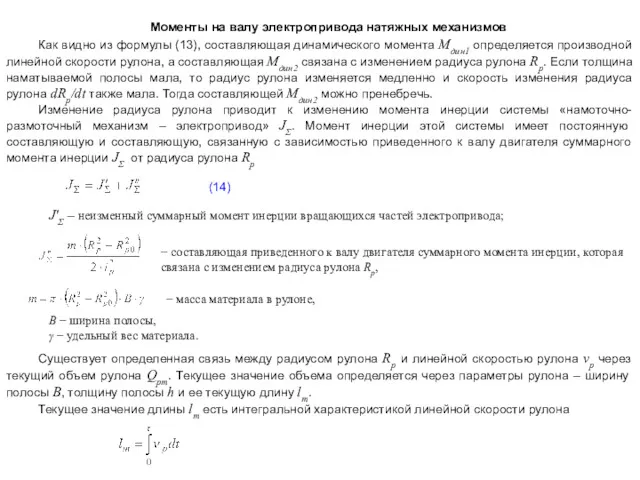
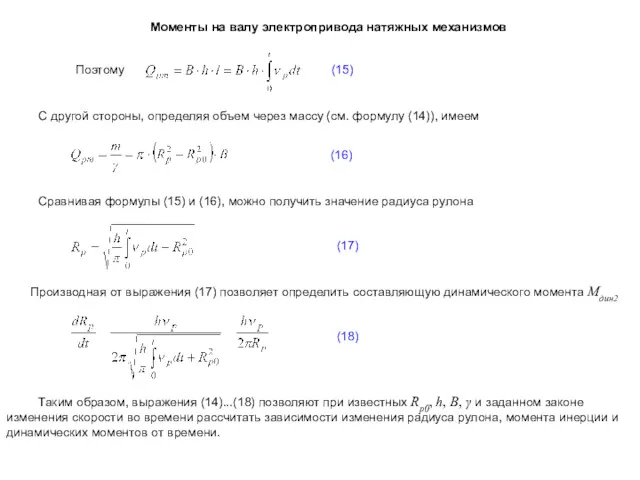
- 80. Моменты на валу электропривода натяжных механизмов Как видно из формулы (13), составляющая динамического момента Мдин1 определяется
- 81. Моменты на валу электропривода натяжных механизмов С другой стороны, определяя объем через массу (см. формулу (14)),
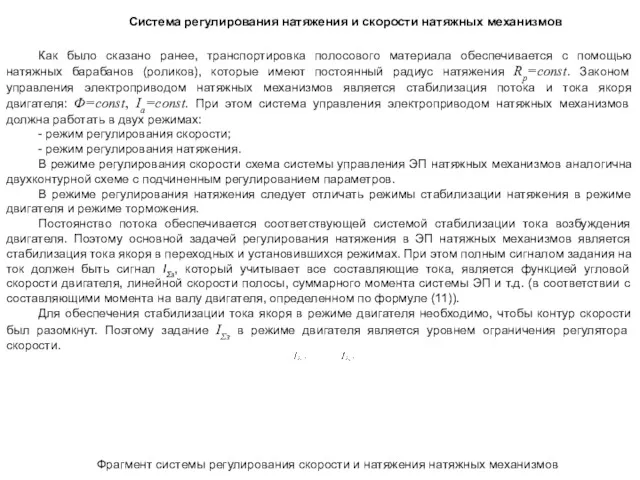
- 82. Система регулирования натяжения и скорости натяжных механизмов Как было сказано ранее, транспортировка полосового материала обеспечивается с
- 83. Система регулирования натяжения и скорости натяжных механизмов В режиме двигателя задание на скорость на входе регулятора
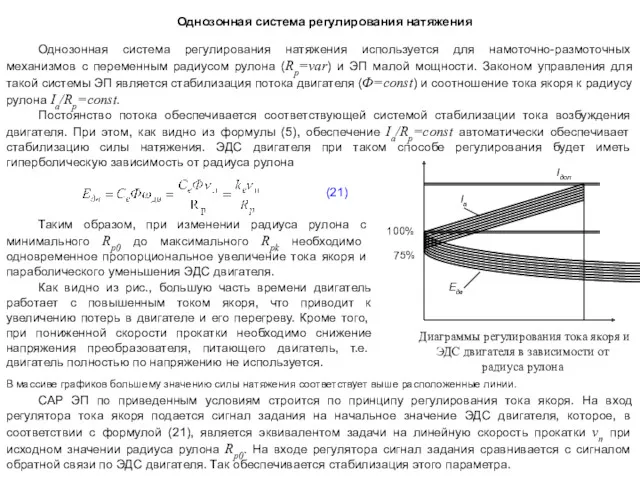
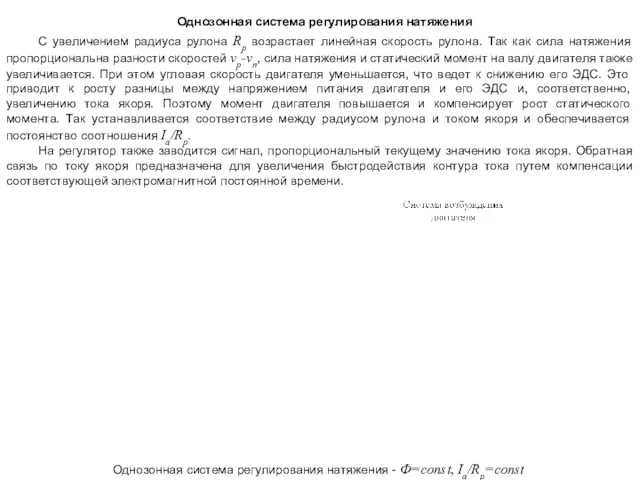
- 84. Однозонная система регулирования натяжения Однозонная система регулирования натяжения используется для намоточно-размоточных механизмов с переменным радиусом рулона
- 85. Однозонная система регулирования натяжения Однозонная система регулирования натяжения - Ф=const, Ia/Rр=const С увеличением радиуса рулона Rp
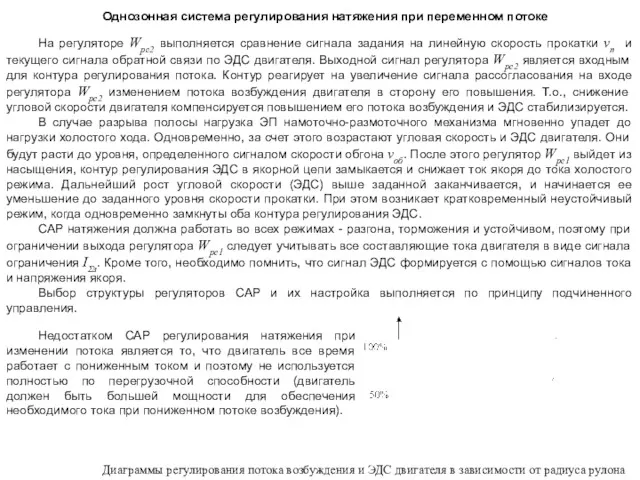
- 86. Однозонная система регулирования натяжения при переменном потоке Однозонная система регулирования натяжения при переменном потоке используется для
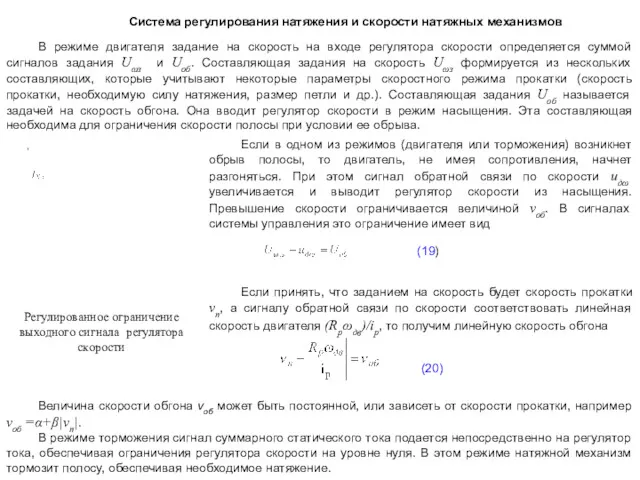
- 87. Однозонная система регулирования натяжения при переменном потоке На регуляторе Wpe2 выполняется сравнение сигнала задания на линейную
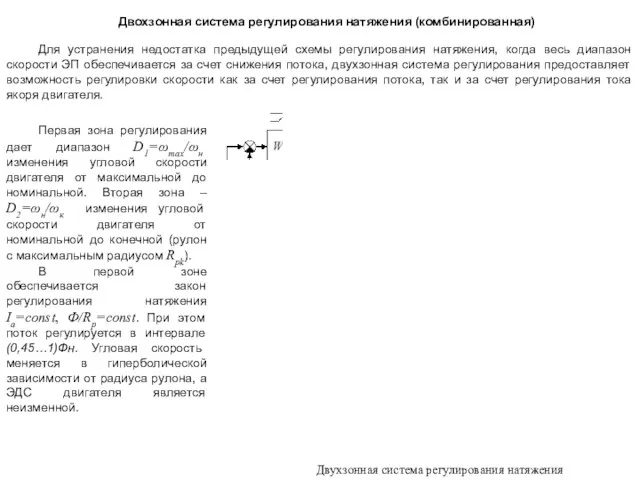
- 88. Двохзонная система регулирования натяжения (комбинированная) Двухзонная система регулирования натяжения Для устранения недостатка предыдущей схемы регулирования натяжения,
- 90. Скачать презентацию

Доменная печь
Конвертор
Руда
Кокс
Металлолом
Чугун
Сталь
Слитки
Мартеновская печь
МНЛЗ
Блюминг
Слябинг
Заготовочный стан
Рельсобалочный стан
Сортовой стан
Трубный стан
Проволочный стан
Толстолистовой стан
Среднелистовой стан
Тонколистовой стан
Тонколистовой
Доменная печь
Конвертор
Руда
Кокс
Металлолом
Чугун
Сталь
Слитки
Мартеновская печь
МНЛЗ
Блюминг
Слябинг
Заготовочный стан
Рельсобалочный стан
Сортовой стан
Трубный стан
Проволочный стан
Толстолистовой стан
Среднелистовой стан
Тонколистовой стан
Тонколистовой
Структурная схема металлургического завода
Структурная схема металлургического завода
Структурная схема металлургического завода
Структурная схема металлургического завода
Структурная схема металлургического завода
Структурная схема металлургического завода

Структурная схема металлургического завода
Структурная схема металлургического завода
Конструкция машин непрерывного литья заготовок
Непрерывная разливка стали в сравнении с
Конструкция машин непрерывного литья заготовок
Непрерывная разливка стали в сравнении с
Конструкция машин непрерывного литья заготовок
Верхний торец затравки выполняется в виде
Конструкция машин непрерывного литья заготовок
Верхний торец затравки выполняется в виде
Максимальная скорость разливки определяется расстоянием L от мениска металла в кристаллизаторе
Максимальная скорость разливки определяется расстоянием L от мениска металла в кристаллизаторе
Конструкция машин непрерывного литья заготовок
В состав машины входят: сталеразливочный самоходный
Конструкция машин непрерывного литья заготовок
В состав машины входят: сталеразливочный самоходный
Конструкция машин непрерывного литья заготовок
Схема радиальной двуручьевой МНЛЗ, «Демаг»
Главными отличительными
Конструкция машин непрерывного литья заготовок
Схема радиальной двуручьевой МНЛЗ, «Демаг»
Главными отличительными
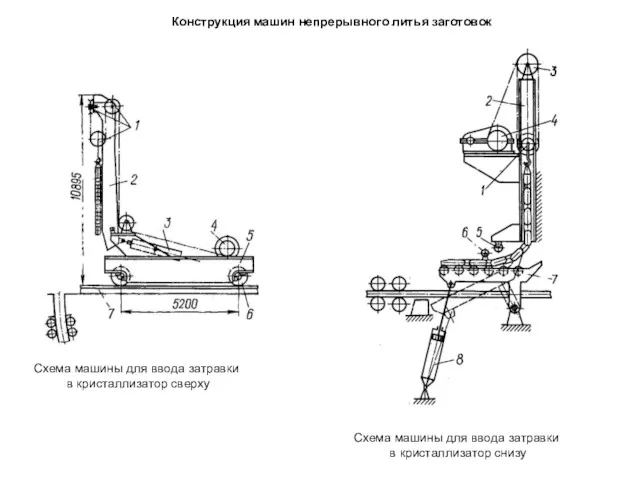
Конструкция машин непрерывного литья заготовок
Схема машины для ввода затравки
в
Конструкция машин непрерывного литья заготовок
Схема машины для ввода затравки
в
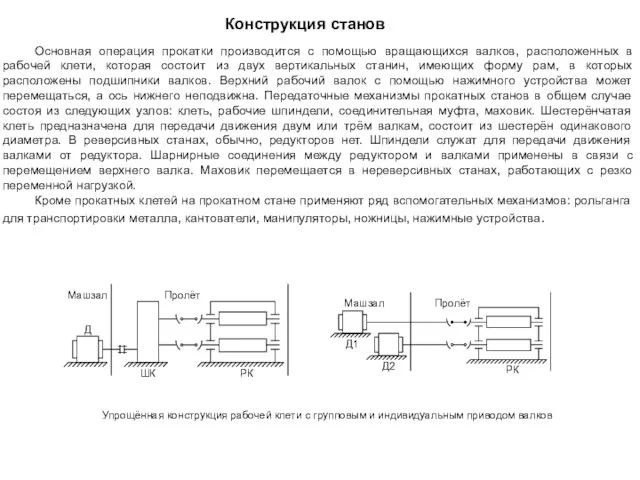
Основная операция прокатки производится с помощью вращающихся валков, расположенных в рабочей
Основная операция прокатки производится с помощью вращающихся валков, расположенных в рабочей
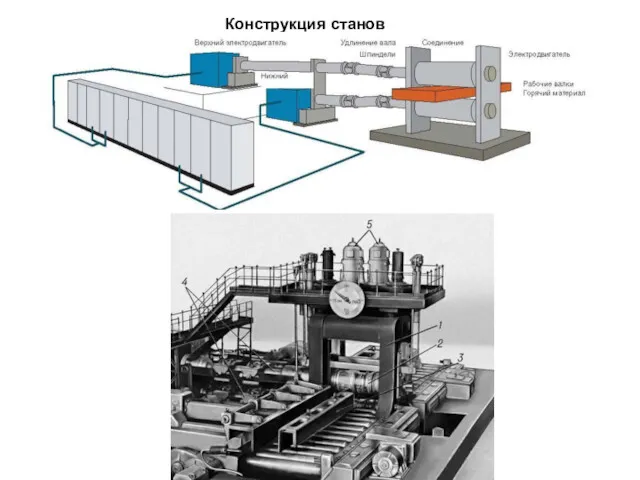
Конструкция станов
Конструкция станов
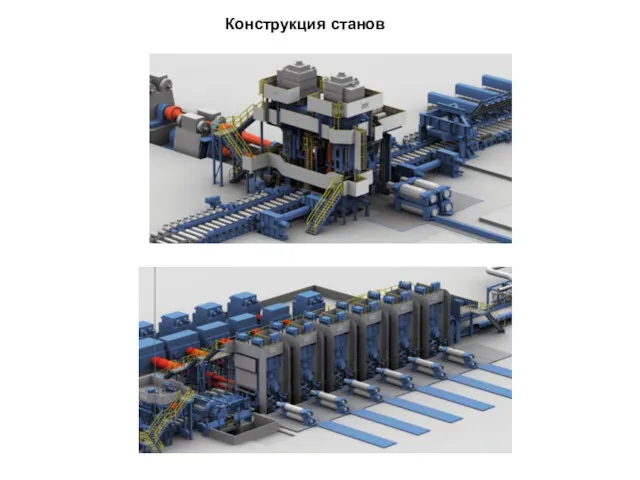
Конструкция станов
Конструкция станов
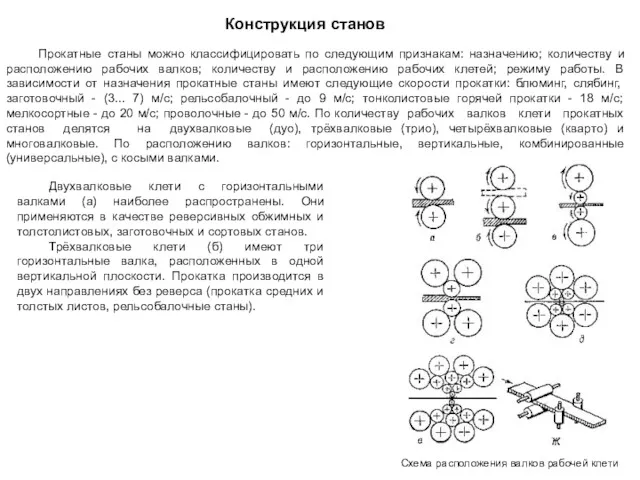
Прокатные станы можно классифицировать по следующим признакам: назначению; количеству и расположению
Прокатные станы можно классифицировать по следующим признакам: назначению; количеству и расположению
Четырёхвалковая клеть (в) имеет два рабочих валка и два опорных, которые
Четырёхвалковая клеть (в) имеет два рабочих валка и два опорных, которые
Конструкция станов
Схема расположения рабочих клетей прокатных станов
Конструкция станов
Схема расположения рабочих клетей прокатных станов
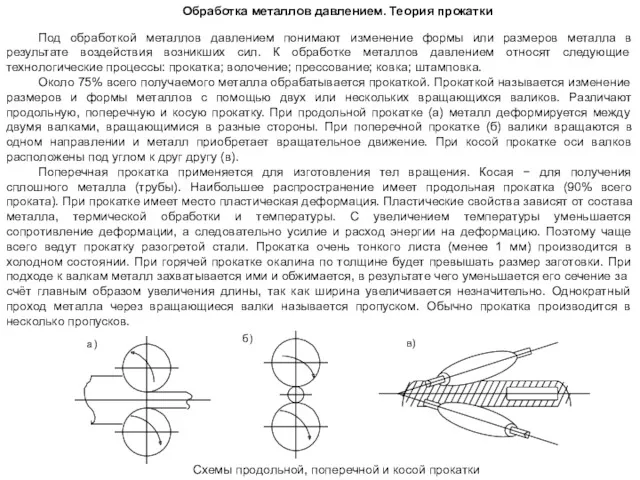
Обработка металлов давлением. Теория прокатки
Под обработкой металлов давлением понимают изменение
Обработка металлов давлением. Теория прокатки
Под обработкой металлов давлением понимают изменение
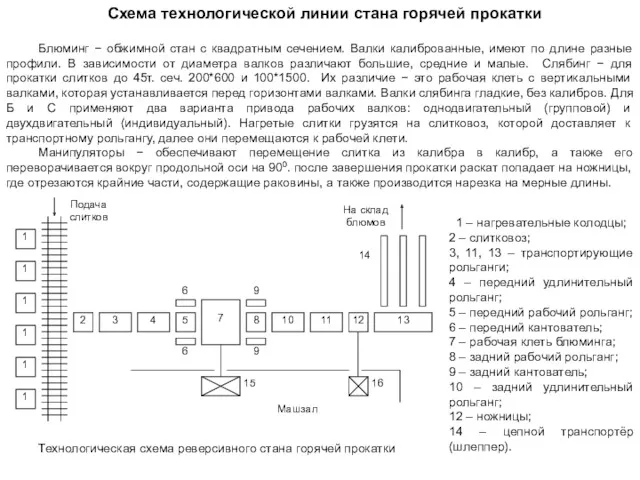
Схема технологической линии стана горячей прокатки
Блюминг − обжимной стан с
Схема технологической линии стана горячей прокатки
Блюминг − обжимной стан с

Вспомогательные механизмы прокатных станов
Нажимное устройство служит для изменения расстояний между
Вспомогательные механизмы прокатных станов
Нажимное устройство служит для изменения расстояний между
Вспомогательные механизмы прокатных станов
НУ обжимных, толстолистовых станов работают в повторно-кратковременном
Вспомогательные механизмы прокатных станов
НУ обжимных, толстолистовых станов работают в повторно-кратковременном
Грузовое уравновешивание применяют для быстроходных механизмов при перемещении верхнего валка на
Грузовое уравновешивание применяют для быстроходных механизмов при перемещении верхнего валка на
Рольганги предназначены:
для транспортирования металла к прокатному стану;
для задачи металла
Рольганги предназначены:
для транспортирования металла к прокатному стану;
для задачи металла
Основными параметрами рольгангов является диаметр и длина бочки, шаг между роликами
Основными параметрами рольгангов является диаметр и длина бочки, шаг между роликами
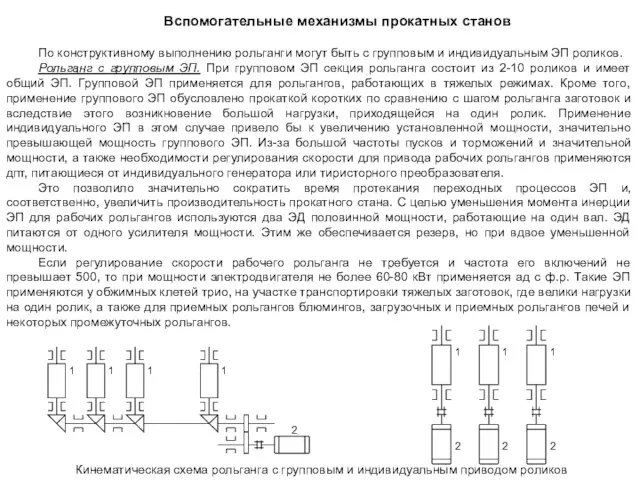
По конструктивному выполнению рольганги могут быть с групповым и индивидуальным ЭП
По конструктивному выполнению рольганги могут быть с групповым и индивидуальным ЭП
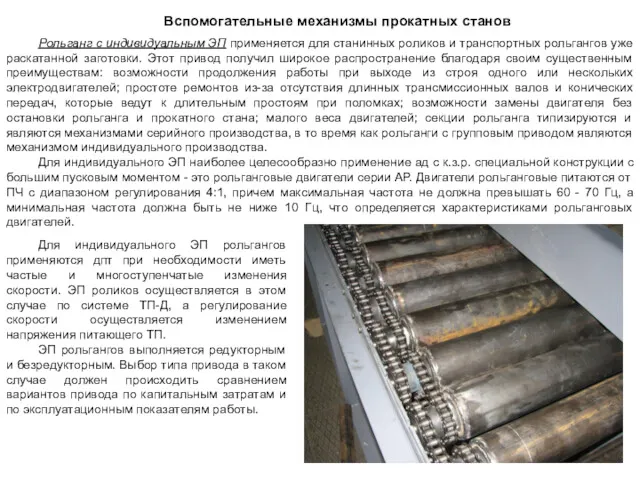
Рольганг с индивидуальным ЭП применяется для станинных роликов и транспортных рольгангов
Рольганг с индивидуальным ЭП применяется для станинных роликов и транспортных рольгангов

Вспомогательные механизмы прокатных станов
Вспомогательные механизмы прокатных станов
Вспомогательные механизмы прокатных станов
Ножницы применяются для поперечного и продольного резания
Вспомогательные механизмы прокатных станов
Ножницы применяются для поперечного и продольного резания
Вспомогательные механизмы прокатных станов
Движение от двигателя через редуктор и кривошипный
Вспомогательные механизмы прокатных станов
Движение от двигателя через редуктор и кривошипный
Вспомогательные механизмы прокатных станов
В начале движения суппорт нижнего ножа под
Вспомогательные механизмы прокатных станов
В начале движения суппорт нижнего ножа под
Вспомогательные механизмы прокатных станов
Ножницы с наклонными ножами имеют нижний нож,
Вспомогательные механизмы прокатных станов
Ножницы с наклонными ножами имеют нижний нож,

Вспомогательные механизмы прокатных станов
Ножницы поперечной резки с катящимся резом предназначены
Вспомогательные механизмы прокатных станов
Ножницы поперечной резки с катящимся резом предназначены

Вспомогательные механизмы прокатных станов
Летучие ножницы предназначены для резки металла на
Вспомогательные механизмы прокатных станов
Летучие ножницы предназначены для резки металла на

Вспомогательные механизмы прокатных станов
Схема резания полосы
Наиболее желательным является такой процесс
Вспомогательные механизмы прокатных станов
Схема резания полосы
Наиболее желательным является такой процесс
Манипулятор - механизм, служащий для перемещения металла перпендикулярно оси рольганга для
Манипулятор - механизм, служащий для перемещения металла перпендикулярно оси рольганга для
Вспомогательные механизмы прокатных станов
Моталки и размотчики. На входной и выходной
Вспомогательные механизмы прокатных станов
Моталки и размотчики. На входной и выходной
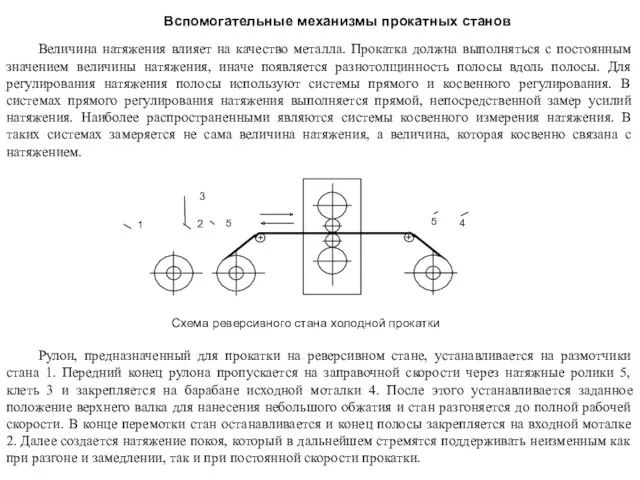
Схема реверсивного стана холодной прокатки
Величина натяжения влияет на качество металла.
Схема реверсивного стана холодной прокатки
Величина натяжения влияет на качество металла.
Вспомогательные механизмы прокатных станов
В процессе намотки (размотки) происходит постоянное изменение
Вспомогательные механизмы прокатных станов
В процессе намотки (размотки) происходит постоянное изменение
Вспомогательные механизмы прокатных станов
Требования к ЭП моталок и размотчиков. СУЭП
Вспомогательные механизмы прокатных станов
Требования к ЭП моталок и размотчиков. СУЭП
Требования, предъявляемые к главному приводу блюмингов и слябингов.
Порядок расчёта мощности
Требования, предъявляемые к главному приводу блюмингов и слябингов.
Порядок расчёта мощности
Требования, предъявляемые к главному приводу блюмингов и слябингов.
Порядок расчёта мощности
Требования, предъявляемые к главному приводу блюмингов и слябингов.
Порядок расчёта мощности
Главный привод блюминга с начала применения ЭП, пришедшего на смену паровой
Главный привод блюминга с начала применения ЭП, пришедшего на смену паровой
В начале развития ЭП реверсивных станов применялась простая релейно-контакторная система Г
В начале развития ЭП реверсивных станов применялась простая релейно-контакторная система Г
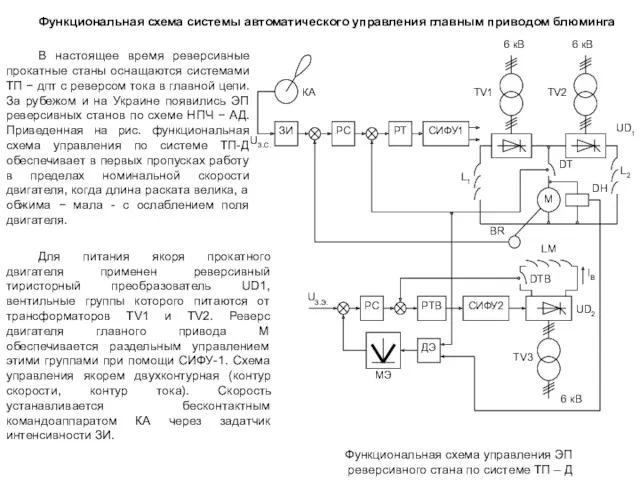
Функциональная схема системы автоматического управления главным приводом блюминга
В настоящее время
Функциональная схема системы автоматического управления главным приводом блюминга
В настоящее время
Схема управления возбуждением двигателя зависимая двухконтурная, астатическая. Регулятор тока возбуждения РТВ
Схема управления возбуждением двигателя зависимая двухконтурная, астатическая. Регулятор тока возбуждения РТВ
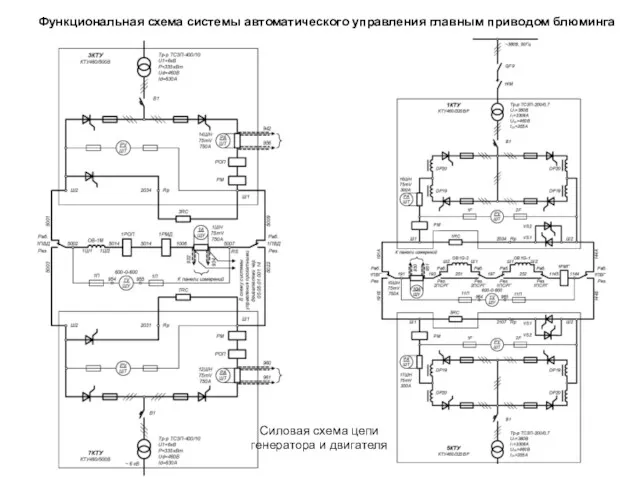
Функциональная схема системы автоматического управления главным приводом блюминга
Силовая схема цепи
Функциональная схема системы автоматического управления главным приводом блюминга
Силовая схема цепи
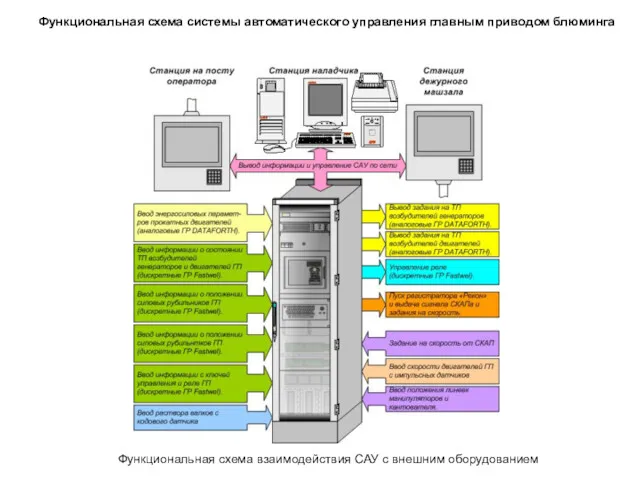
Функциональная схема системы автоматического управления главным приводом блюминга
Функциональная схема взаимодействия
Функциональная схема системы автоматического управления главным приводом блюминга
Функциональная схема взаимодействия
Функциональная схема системы автоматического управления главным приводом блюминга
Структурная схема системы
Функциональная схема системы автоматического управления главным приводом блюминга
Структурная схема системы
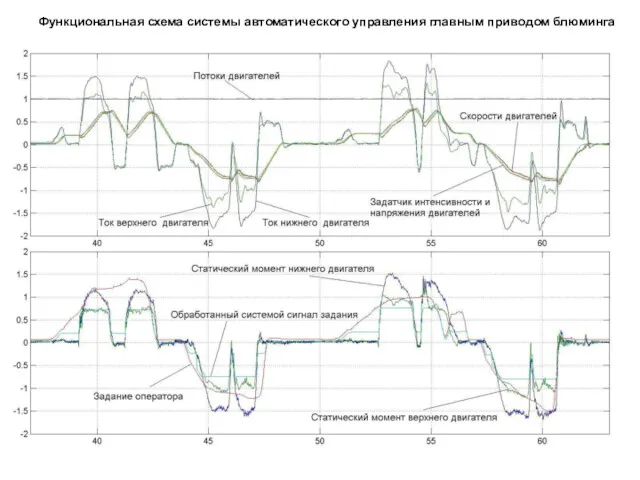
Функциональная схема системы автоматического управления главным приводом блюминга
Функциональная схема системы автоматического управления главным приводом блюминга
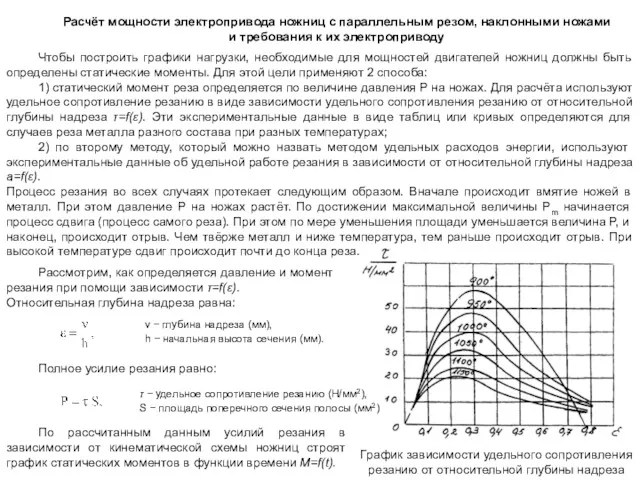
Расчёт мощности электропривода ножниц с параллельным резом, наклонными ножами
и требования
Расчёт мощности электропривода ножниц с параллельным резом, наклонными ножами
и требования
Расчёт мощности электропривода ножниц с параллельным резом, наклонными ножами
и требования
Расчёт мощности электропривода ножниц с параллельным резом, наклонными ножами
и требования
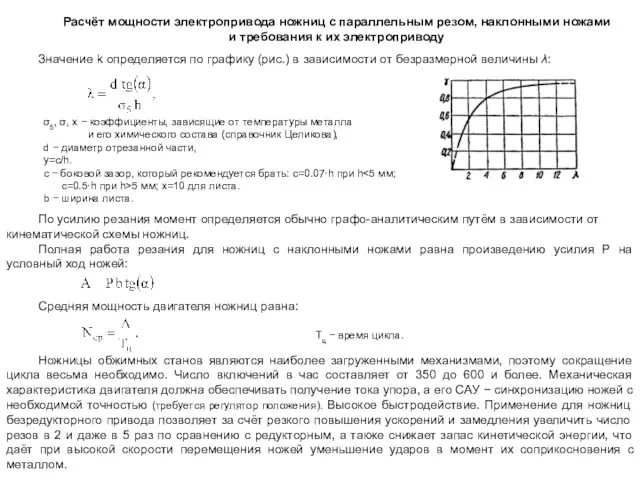
Значение k определяется по графику (рис.) в зависимости от безразмерной величины
Значение k определяется по графику (рис.) в зависимости от безразмерной величины
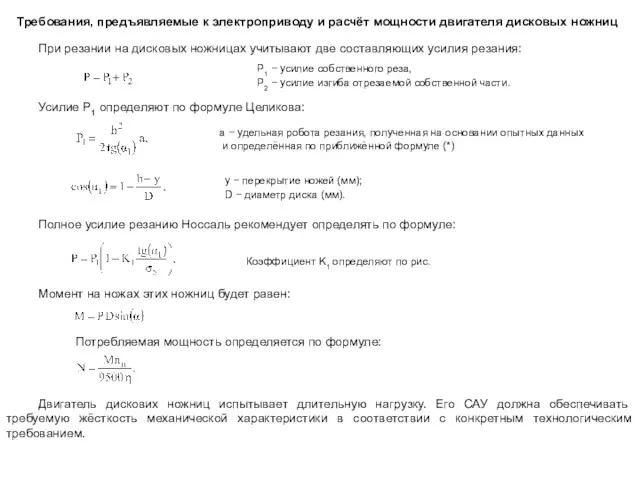
Требования, предъявляемые к электроприводу и расчёт мощности двигателя дисковых ножниц
При
Требования, предъявляемые к электроприводу и расчёт мощности двигателя дисковых ножниц
При
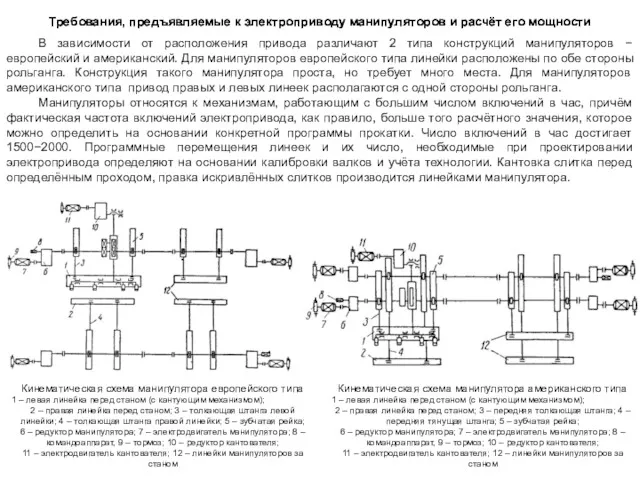
Требования, предъявляемые к электроприводу манипуляторов и расчёт его мощности
В зависимости
Требования, предъявляемые к электроприводу манипуляторов и расчёт его мощности
В зависимости
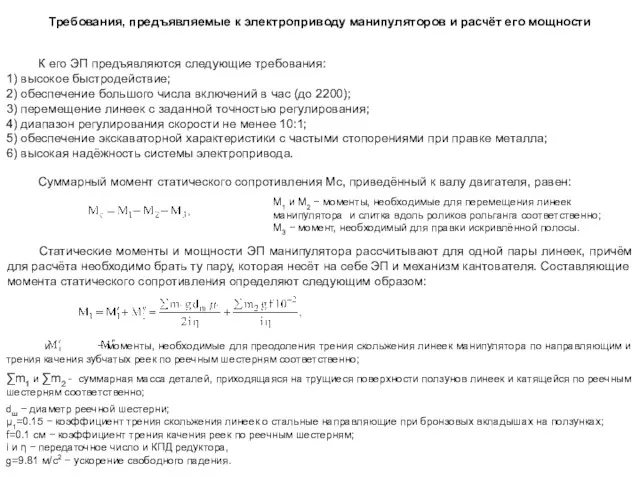
Требования, предъявляемые к электроприводу манипуляторов и расчёт его мощности
К его
Требования, предъявляемые к электроприводу манипуляторов и расчёт его мощности
К его
Требования, предъявляемые к электроприводу манипуляторов и расчёт его мощности
Из кинематической
Требования, предъявляемые к электроприводу манипуляторов и расчёт его мощности
Из кинематической
Требования, предъявляемые к электроприводу манипуляторов и расчёт его мощности
Динамический момент
Требования, предъявляемые к электроприводу манипуляторов и расчёт его мощности
Динамический момент
Требования, предъявляемые к электроприводу рольгангов и расчёт мощности его привода
К
Требования, предъявляемые к электроприводу рольгангов и расчёт мощности его привода
К
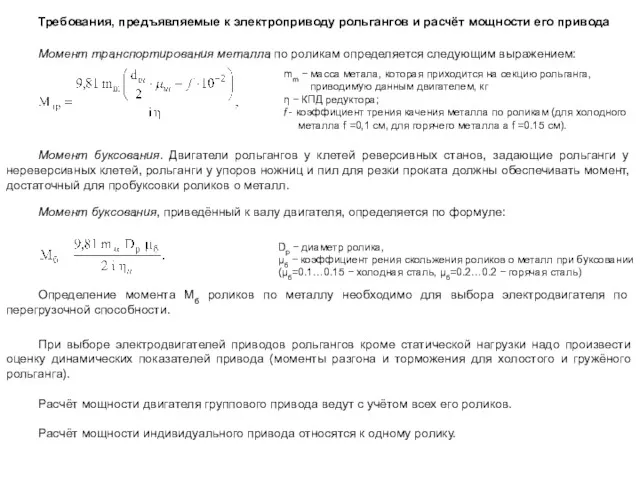
Момент транспортирования металла по роликам определяется следующим выражением:
Требования, предъявляемые к электроприводу
Момент транспортирования металла по роликам определяется следующим выражением:
Требования, предъявляемые к электроприводу
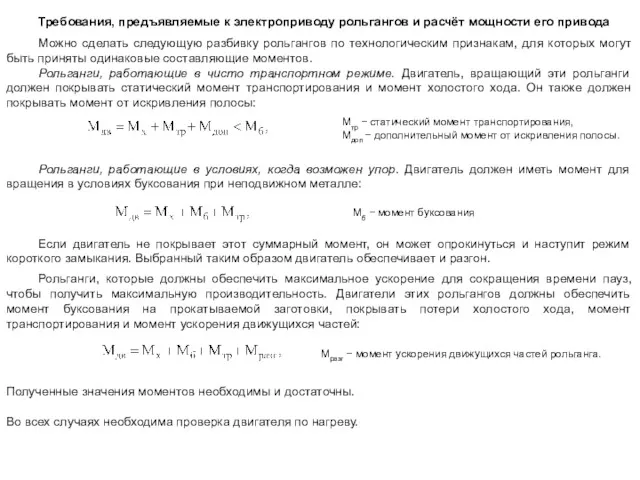
Требования, предъявляемые к электроприводу рольгангов и расчёт мощности его привода
Можно
Требования, предъявляемые к электроприводу рольгангов и расчёт мощности его привода
Можно
Требования, предъявляемые к электроприводу рольгангов и расчёт мощности его привода
Предельно-оправдываемый
Требования, предъявляемые к электроприводу рольгангов и расчёт мощности его привода
Предельно-оправдываемый
Расчёт мощности двигателя слитковоза и требования к его электроприводу
Слитковоз является
Расчёт мощности двигателя слитковоза и требования к его электроприводу
Слитковоз является
Расчёт мощности двигателя слитковоза и требования к его электроприводу
R −
Расчёт мощности двигателя слитковоза и требования к его электроприводу
R −
Расчёт мощности двигателя нажимного устройства и требования к его электроприводу
При
Расчёт мощности двигателя нажимного устройства и требования к его электроприводу
При
Расчёт мощности двигателя нажимного устройства и требования к его электроприводу
Если
Расчёт мощности двигателя нажимного устройства и требования к его электроприводу
Если
Откуда получим для периода пуска и торможения формулу для определения линейного
Откуда получим для периода пуска и торможения формулу для определения линейного
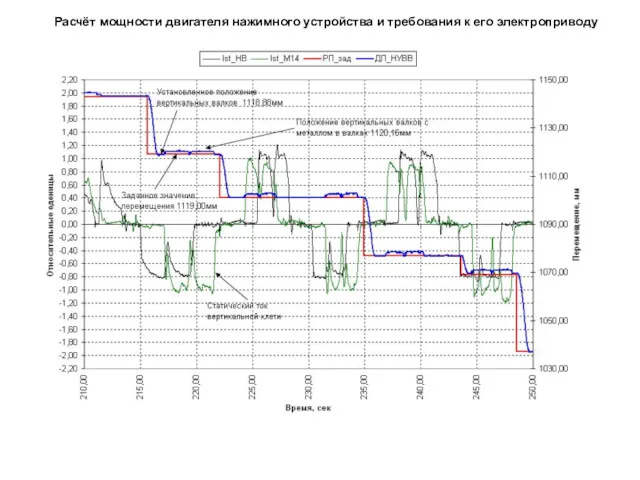
Расчёт мощности двигателя нажимного устройства и требования к его электроприводу
Расчёт мощности двигателя нажимного устройства и требования к его электроприводу
Требования к электроприводу летучих ножниц и расчёт мощности привода
Расположение летучих
Требования к электроприводу летучих ножниц и расчёт мощности привода
Расположение летучих
Требования к электроприводу летучих ножниц и расчёт мощности привода
Независимо от
Требования к электроприводу летучих ножниц и расчёт мощности привода
Независимо от
Требования к электроприводу летучих ножниц и расчёт мощности привода
Ножницы первого
Требования к электроприводу летучих ножниц и расчёт мощности привода
Ножницы первого
Требования к электроприводу летучих ножниц и расчёт мощности привода
Для летучих
Требования к электроприводу летучих ножниц и расчёт мощности привода
Для летучих
Ножницы третьего типа устанавливаются перед чистовой группой клетей непрерывных тонколистовых и
Ножницы третьего типа устанавливаются перед чистовой группой клетей непрерывных тонколистовых и
Требования к электроприводу летучих ножниц и расчёт мощности привода
Работа
Требования к электроприводу летучих ножниц и расчёт мощности привода
Работа
Принципы регулирования натяжения
Существует определенный класс механизмов, у которых важно поддерживать
Принципы регулирования натяжения
Существует определенный класс механизмов, у которых важно поддерживать
Принципы регулирования натяжения
Электромагнитная мощность расходуется на валу двигателя и на
Принципы регулирования натяжения
Электромагнитная мощность расходуется на валу двигателя и на
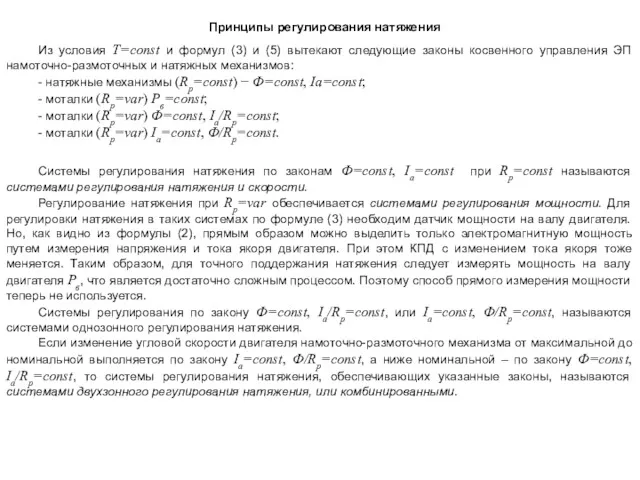
Из условия T=const и формул (3) и (5) вытекают следующие законы
Из условия T=const и формул (3) и (5) вытекают следующие законы
Моменты на валу электропривода натяжных механизмов
Структурная схема объекта регулирования натяжения. Структурную
Моменты на валу электропривода натяжных механизмов
Структурная схема объекта регулирования натяжения. Структурную
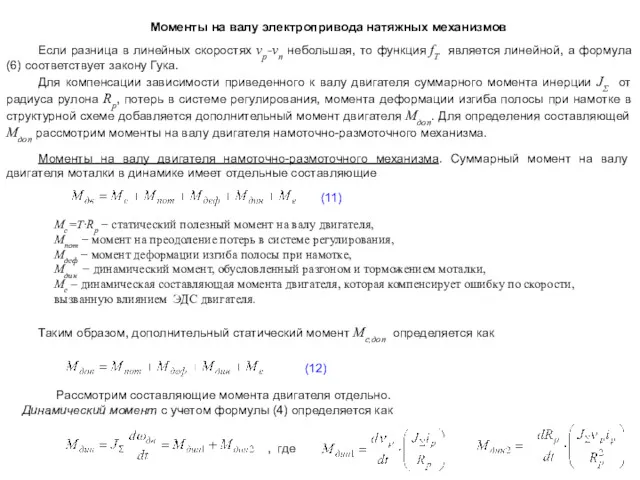
Если разница в линейных скоростях νр-νn небольшая, то функция fT является
Если разница в линейных скоростях νр-νn небольшая, то функция fT является
Моменты на валу электропривода натяжных механизмов
Как видно из формулы (13), составляющая
Моменты на валу электропривода натяжных механизмов
Как видно из формулы (13), составляющая
Моменты на валу электропривода натяжных механизмов
С другой стороны, определяя объем через
Моменты на валу электропривода натяжных механизмов
С другой стороны, определяя объем через
Система регулирования натяжения и скорости натяжных механизмов
Как было сказано ранее,
Система регулирования натяжения и скорости натяжных механизмов
Как было сказано ранее,
Система регулирования натяжения и скорости натяжных механизмов
В режиме двигателя задание
Система регулирования натяжения и скорости натяжных механизмов
В режиме двигателя задание
Однозонная система регулирования натяжения
Однозонная система регулирования натяжения используется для намоточно-размоточных
Однозонная система регулирования натяжения
Однозонная система регулирования натяжения используется для намоточно-размоточных
Однозонная система регулирования натяжения
Однозонная система регулирования натяжения - Ф=const, Ia/Rр=const
Однозонная система регулирования натяжения
Однозонная система регулирования натяжения - Ф=const, Ia/Rр=const

Однозонная система регулирования натяжения при переменном потоке
Однозонная система регулирования натяжения при
Однозонная система регулирования натяжения при переменном потоке
Однозонная система регулирования натяжения при
Однозонная система регулирования натяжения при переменном потоке
На регуляторе Wpe2 выполняется сравнение
Однозонная система регулирования натяжения при переменном потоке
На регуляторе Wpe2 выполняется сравнение
Двохзонная система регулирования натяжения (комбинированная)
Двухзонная система регулирования натяжения
Для устранения недостатка
Двохзонная система регулирования натяжения (комбинированная)
Двухзонная система регулирования натяжения
Для устранения недостатка
 Среднее арифметическое. Среднее значение величины
Среднее арифметическое. Среднее значение величины Теория управления
Теория управления Задание №9 ОГЭ. Обобщенный план варианта КИМ 2016 года для ГИА выпускников IХ классов по информатике и ИКТ
Задание №9 ОГЭ. Обобщенный план варианта КИМ 2016 года для ГИА выпускников IХ классов по информатике и ИКТ Пасха
Пасха Способы поверхностного упрочнения прокатных валков
Способы поверхностного упрочнения прокатных валков Номенклатура органических соединений
Номенклатура органических соединений Розробка інтегрованої автоматизованої системи управління виготовленням спирту з використанням хмарного середовища
Розробка інтегрованої автоматизованої системи управління виготовленням спирту з використанням хмарного середовища Проект Музей мяча. История, разновидности мяча, игры с мячом
Проект Музей мяча. История, разновидности мяча, игры с мячом Адаптивная физическая культура. Общие положения
Адаптивная физическая культура. Общие положения Чрезвычайные ситуации природного характера
Чрезвычайные ситуации природного характера Как запустить мейлинг с нулевым бюджетом
Как запустить мейлинг с нулевым бюджетом Открытое акционерное общество Холдинговая компания Якутуголь
Открытое акционерное общество Холдинговая компания Якутуголь Елді мекендердің су желісін төсеу
Елді мекендердің су желісін төсеу Презентация Музей истории села МОУ Лобанихинская СОШ
Презентация Музей истории села МОУ Лобанихинская СОШ Неопределенная форма глагола - инфинитив
Неопределенная форма глагола - инфинитив презентация педагогического проекта Учимся жить вместе
презентация педагогического проекта Учимся жить вместе Цифровой образовательный ресурс Социальное развитие детей дошкольного возраста (тест для педагогов дошкольных образовательных учреждений)
Цифровой образовательный ресурс Социальное развитие детей дошкольного возраста (тест для педагогов дошкольных образовательных учреждений) Сигнатурное комбо устройство MiVue™ i85
Сигнатурное комбо устройство MiVue™ i85 Судебная система в Российской Федерации
Судебная система в Российской Федерации Типы рыночных структур
Типы рыночных структур Ввод и редактирование текста
Ввод и редактирование текста Развитие познавательной активности у обучающихся средствами ИКТ в рамках ФГОС (на примере уроков географии)
Развитие познавательной активности у обучающихся средствами ИКТ в рамках ФГОС (на примере уроков географии) Цветы в нашей жизни. Диск
Цветы в нашей жизни. Диск Творческий проект Бисероплетение
Творческий проект Бисероплетение Добровольное медицинское страхование сотрудников ООО РДВ-СОФТ
Добровольное медицинское страхование сотрудников ООО РДВ-СОФТ Физминутка на движение Веселая зарядка
Физминутка на движение Веселая зарядка дифференциация гласных а я
дифференциация гласных а я Классный час .Тема 23 февраля - день защитника Отечества 1Б класс с творческими работами
Классный час .Тема 23 февраля - день защитника Отечества 1Б класс с творческими работами