- Структурная схема полиграфического производства в общем виде. Занятие 6

Содержание
- 2. Отделка оттисков Лакирование Ламинирование Тиснение Конгрев Термоподъём Бронзирование Механическая обработка Резание Высечка, Резание по контуру Биговка,
- 3. Определение Под отделкой будем понимать послепечатные технологии по существу очень близкие к технологиям печати, которые привносят
- 4. Задачи, решаемые при отделке оттисков (дополнительной обработке отпечатков) ● Создание специальных эффектов: глянец, матовая поверхность, специальные
- 5. Трудности проектирования изделий, включающих элементы отделки Элементы отделки оттисков придают печатной продукции дополнительные свойства, содавая визуальные
- 6. Технологии полиграфии. Отделка оттисков. Лакирование Занятие 6. Часть 1. Задачи, решаемые при отделке оттисков Лакирование Сплошное
- 7. Лакирование Лакирование позволяет решить в определенной степени каждую из задач отделки оттисков. Может выполняться «в линию»
- 8. Создание специальных эффектов. Оптические эффекты/глянец Высокоглянцевые оттиски выглядят более насыщенными по цвету, т. е. более красочными
- 9. Посредством гониофотометра можно весьма точно измерить в трехмерном пространстве направленное рассеяние света -- индикатрису рассеяния. Это
- 10. Глянец поверхности может оцениваться ее отражательной способностью. Принцип измерения основывается на изменении угла рассеяния света в
- 11. Сплошное и выборочное лакирование При сплошном лакировании лаком покрывается весь оттиск. При этом, как правило, лакирование
- 12. Форма для лакирования «в линию» на листовой офсетной машине На формном цилиндре устанавливается либо сплошная пластина,
- 13. Выборочное лакирование Выборочное лакирование используется для того, чтобы элементы изображения в противоположность нелакированной области были матовыми
- 14. Сплошное лакирование чаще всего используется для решения трех других задач отделки оттисков Защита запечатанной поверхности от
- 15. бумага для лакирования НЕ должна быть пористой, лакирование немелованных бумаг и картонов требует особого внимания. Если
- 16. Технологические ограничения выборочного лакирования Требования к изображению и документации (файлу ): В файле макета области для
- 17. Выборочное лакирование. Создание тактильных и обонятельных эффектов Кроме выделения отдельных элементов изображения, придавая поверхности матовый или
- 18. Защита запечатанного материала от воздействия окружающей среды. Защита от истирания Для решения таких задач используется, обычно,
- 19. Защита запечатанного материала от воздействия окружающей среды. Защита от влаги Для такой продукции, как упаковка, этикетки
- 20. Придание дополнительных свойств бумажной и картонной упаковке. Защита от влажного воздуха (хранение) Многие виды упаковки должны
- 21. Придание дополнительных свойств бумажной и картонной упаковке. Защита от загрязнения, от возгорания Лаки служат для защиты
- 22. Придание дополнительных свойств бумажной и картонной упаковке. Повышение устойчивости к воздействию продукта Барьерные лаки наносятся на
- 23. Технологические задачи лакирования. Снижение коэффициента трения поверхности оттиска Коэффициент трения поверхности запечатанных материалов играет важную роль
- 24. Технологические задачи лакирования. Снижение расхода противоотмарывающего порошка или отказ от его использования. Подготовка к последующему выборочному
- 25. Виды лаков Печатные лаки (масляные лаки); Водные лаки (дисперсионные лаки); УФ-отвеждаемые лаки; Лаки на основе растворителей
- 26. Журн. КомпьюАрт №6, 2005 «Лаки в производстве печатной продукции», Д.Гудилин
- 27. Водные лаки Водные лаки (в противоположность печатному лаку) смачивают сырой красочный слой хуже, чем высохший. Однородная
- 28. Печатные лаки Печатный лак состоит в значительной степени из непигментированной офсетной краски. Качество глянца при лакировании
- 29. Закрепление сольвентных лаков происходит за счет испарения летучих растворителей. Для ускорения закрепления, как правило, используется сушка
- 30. УФ-лаки В отличие от других видов УФ-лаки имеют то преимущество, что возможно их нанесение толстыми слоями
- 31. Связующим в лаках радикального отверждения являются акрилаты. Процесс полимеризации запускается свободными радикалами, генерируемыми в результате воздействия
- 32. На практике используются в основном УФ-лаки радикального отверждения. Лаковая поверхность обеспечивает хорошую защиту от воздействия воды
- 33. Основные достоинства УФ-лаков радикального отверждения очень малое время закрепления; очень высокая степень глянца; высокая физическая и
- 34. Остаточный запах лакированной поверхности объясняется наличием в порах бумаги остатков неполимеризовавшегося лака и может сохраняться в
- 35. ESH – Elektronen-Strahl-Härtung – лаки, отверждаемые под воздействием электронного излучения, не нуждаются в фотоинициаторах для начала
- 36. Лаки со специальными визуальными эффектами Необычный результат может быть достигнут благодаря красочному лакированию при бледном цветном
- 37. Все виды лаков позволяют реализовать в производственных условиях создание тех или иных специальных эффектов: глянец, матовая
- 38. Матовые лаки При использовании матового лака поверхность оттиска приобретает своеобразный бархатисто-шелковистый вид. Матовый эффект несколько менее
- 39. Лаки со специальными визуальными эффектами (продолжение). Справочный материал Перламутровые лаки Добавка в лак специальных перламутровых пигментов,
- 40. Глиттеры (блёстки) – это частички полиэстера, покрытые слоем алюминия с красителями. Глиттеры различаются по цвету, размеру,
- 41. Ароматизированные лаки Дополнительно к визуальному восприятию информации, передаваемой лакированной многокрасочной печатной продукцией, используют и способы передачи
- 42. Техника лакирования В зависимости от вида и решаемой задачи лак может наноситься: в обычной печатной секции
- 43. Способы печати и технологии лакирования Лакирование часто производится «в линию» с печатью. В офсетной листовой печати
- 44. Лакирование «в линию» на офсетной печатной машине С помощью обычной секции Лак заливается в красочный аппарат
- 45. Трафаретная печать Плоскопечатные машины трафаретной печати могут быть автоматическими с самонакладом и приемкой Плоскопечатная трафаретная машина
- 46. Вспомогательные операции при лакировании Горячее каландрирование применяется для дополнительного выравнивания (на микро уровне) лаковой пленки для
- 47. Технологии двойного лакирования (гибридное лакирование) TwinSpot и Drip-off Фактурная поверхность создается при использовании двух видов УФ
- 48. Лакирование в цифровой тонерной печати Относительно недавно появились лаковые тонеры, позволяющие выполнять выборочное и сплошное лакирование
- 49. Показатели качества лакового покрытия и методы его контроля ● Отсутствие липкости ● Равномерность (отсутствие полос, просветов,
- 50. Оттиски после лакирования не должны изменять своего цвета, лишь в отдельных случаях допускаются незначительные отклонения. Это
- 52. Скачать презентацию
Отделка оттисков
Лакирование
Ламинирование
Тиснение
Конгрев
Термоподъём
Бронзирование
Механическая обработка
Резание
Высечка, Резание по контуру
Биговка, Фальцовка
Перфорация
Сверление
Переплётно-брошюровочные процессы
Сборка многостраничных изделий
Изготовление упаковки
Отделка оттисков
Лакирование
Ламинирование
Тиснение
Конгрев
Термоподъём
Бронзирование
Механическая обработка
Резание
Высечка, Резание по контуру
Биговка, Фальцовка
Перфорация
Сверление
Переплётно-брошюровочные процессы
Сборка многостраничных изделий
Изготовление упаковки
Определение
Под отделкой будем понимать послепечатные технологии по существу очень близкие к
Определение
Под отделкой будем понимать послепечатные технологии по существу очень близкие к
Задачи, решаемые при отделке оттисков (дополнительной обработке отпечатков)
● Создание специальных эффектов:
Задачи, решаемые при отделке оттисков (дополнительной обработке отпечатков)
● Создание специальных эффектов:

Трудности проектирования изделий,
включающих элементы отделки
Элементы отделки оттисков придают печатной продукции дополнительные
Трудности проектирования изделий,
включающих элементы отделки
Элементы отделки оттисков придают печатной продукции дополнительные
Технологии полиграфии. Отделка оттисков. Лакирование Занятие 6. Часть 1.
Задачи, решаемые
Технологии полиграфии. Отделка оттисков. Лакирование Занятие 6. Часть 1.
Задачи, решаемые

Лакирование
Лакирование позволяет решить в определенной степени каждую из задач отделки оттисков.
Может
Лакирование
Лакирование позволяет решить в определенной степени каждую из задач отделки оттисков.
Может

Создание специальных эффектов. Оптические эффекты/глянец
Высокоглянцевые оттиски выглядят более насыщенными по цвету,
Создание специальных эффектов. Оптические эффекты/глянец
Высокоглянцевые оттиски выглядят более насыщенными по цвету,

Посредством гониофотометра можно весьма точно измерить
в трехмерном пространстве направленное рассеяние света
Посредством гониофотометра можно весьма точно измерить в трехмерном пространстве направленное рассеяние света
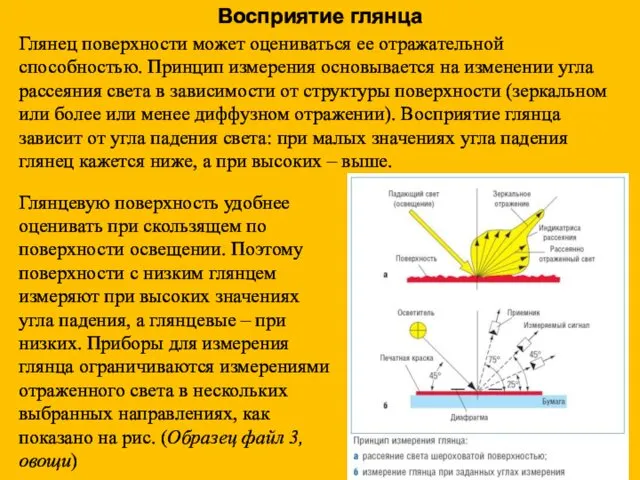
Глянец поверхности может оцениваться ее отражательной способностью. Принцип измерения основывается на
Глянец поверхности может оцениваться ее отражательной способностью. Принцип измерения основывается на
Сплошное и выборочное лакирование
При сплошном лакировании лаком покрывается весь оттиск.
При
Сплошное и выборочное лакирование
При сплошном лакировании лаком покрывается весь оттиск. При

Форма для лакирования «в линию» на листовой офсетной машине
На формном цилиндре
Форма для лакирования «в линию» на листовой офсетной машине
На формном цилиндре
Выборочное лакирование
Выборочное лакирование используется для того, чтобы элементы изображения в
Выборочное лакирование
Выборочное лакирование используется для того, чтобы элементы изображения в
Сплошное лакирование чаще всего используется для решения трех других задач отделки
Сплошное лакирование чаще всего используется для решения трех других задач отделки

бумага для лакирования НЕ должна быть пористой, лакирование немелованных бумаг и
бумага для лакирования НЕ должна быть пористой, лакирование немелованных бумаг и
Технологические ограничения выборочного лакирования
Требования к изображению и документации (файлу ):
В файле
Технологические ограничения выборочного лакирования
Требования к изображению и документации (файлу ):
В файле

Выборочное лакирование.
Создание тактильных и обонятельных эффектов
Кроме выделения отдельных элементов изображения,
Выборочное лакирование.
Создание тактильных и обонятельных эффектов
Кроме выделения отдельных элементов изображения,

Защита запечатанного материала
от воздействия окружающей среды.
Защита от истирания
Для решения таких задач
Защита запечатанного материала
от воздействия окружающей среды.
Защита от истирания
Для решения таких задач
Защита запечатанного материала от воздействия окружающей среды. Защита от влаги
Для такой
Защита запечатанного материала от воздействия окружающей среды. Защита от влаги
Для такой
Придание дополнительных свойств бумажной
и картонной упаковке.
Защита от влажного воздуха (хранение)
Многие виды
Придание дополнительных свойств бумажной
и картонной упаковке.
Защита от влажного воздуха (хранение)
Многие виды
Придание дополнительных свойств бумажной
и картонной упаковке.
Защита от загрязнения, от возгорания
Лаки служат
Придание дополнительных свойств бумажной
и картонной упаковке.
Защита от загрязнения, от возгорания
Лаки служат
Придание дополнительных свойств бумажной
и картонной упаковке.
Повышение устойчивости к воздействию продукта
Барьерные лаки
Придание дополнительных свойств бумажной
и картонной упаковке.
Повышение устойчивости к воздействию продукта
Барьерные лаки
Технологические задачи лакирования.
Снижение коэффициента трения поверхности оттиска
Коэффициент трения поверхности запечатанных
Технологические задачи лакирования.
Снижение коэффициента трения поверхности оттиска
Коэффициент трения поверхности запечатанных
Технологические задачи лакирования.
Снижение расхода противоотмарывающего порошка
или отказ от его использования. Подготовка
Технологические задачи лакирования. Снижение расхода противоотмарывающего порошка или отказ от его использования. Подготовка

Виды лаков
Печатные лаки (масляные лаки);
Водные лаки (дисперсионные лаки);
УФ-отвеждаемые лаки;
Лаки на основе
Виды лаков
Печатные лаки (масляные лаки);
Водные лаки (дисперсионные лаки);
УФ-отвеждаемые лаки;
Лаки на основе
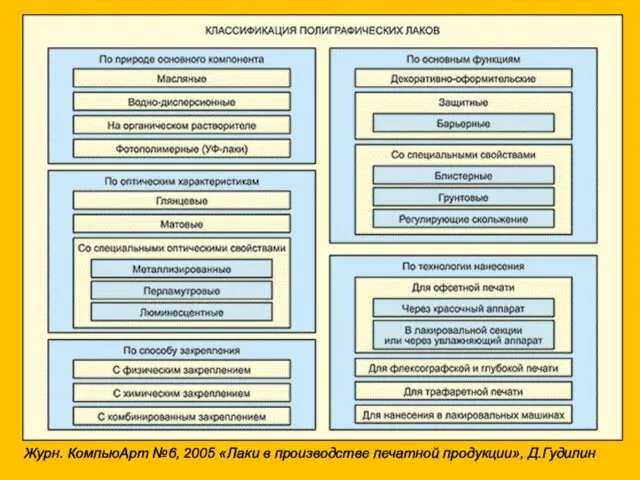
Журн. КомпьюАрт №6, 2005 «Лаки в производстве печатной продукции», Д.Гудилин
Журн. КомпьюАрт №6, 2005 «Лаки в производстве печатной продукции», Д.Гудилин
Водные лаки
Водные лаки (в противоположность печатному лаку) смачивают сырой красочный
Водные лаки
Водные лаки (в противоположность печатному лаку) смачивают сырой красочный
Печатные лаки
Печатный лак состоит в значительной степени из непигментированной офсетной
Печатные лаки
Печатный лак состоит в значительной степени из непигментированной офсетной
Закрепление сольвентных лаков происходит за счет испарения летучих растворителей. Для ускорения
Закрепление сольвентных лаков происходит за счет испарения летучих растворителей. Для ускорения

УФ-лаки
В отличие от других видов УФ-лаки имеют то преимущество, что возможно
УФ-лаки
В отличие от других видов УФ-лаки имеют то преимущество, что возможно
Связующим в лаках радикального отверждения являются акрилаты. Процесс полимеризации запускается свободными
Связующим в лаках радикального отверждения являются акрилаты. Процесс полимеризации запускается свободными
На практике используются в основном УФ-лаки радикального отверждения.
Лаковая поверхность обеспечивает
На практике используются в основном УФ-лаки радикального отверждения.
Лаковая поверхность обеспечивает

Основные достоинства УФ-лаков радикального отверждения
очень малое время закрепления;
очень высокая степень
Основные достоинства УФ-лаков радикального отверждения
очень малое время закрепления;
очень высокая степень
Остаточный запах лакированной поверхности объясняется наличием в порах бумаги остатков неполимеризовавшегося
Остаточный запах лакированной поверхности объясняется наличием в порах бумаги остатков неполимеризовавшегося

ESH – Elektronen-Strahl-Härtung – лаки, отверждаемые под воздействием электронного излучения, не
ESH – Elektronen-Strahl-Härtung – лаки, отверждаемые под воздействием электронного излучения, не

Лаки со специальными визуальными эффектами
Необычный результат может быть достигнут благодаря красочному
Лаки со специальными визуальными эффектами
Необычный результат может быть достигнут благодаря красочному
Все виды лаков позволяют реализовать в производственных условиях создание тех или
Все виды лаков позволяют реализовать в производственных условиях создание тех или
Матовые лаки
При использовании матового лака поверхность оттиска приобретает своеобразный бархатисто-шелковистый
Матовые лаки
При использовании матового лака поверхность оттиска приобретает своеобразный бархатисто-шелковистый
Лаки со специальными визуальными эффектами (продолжение).
Справочный материал
Перламутровые лаки
Добавка в лак
Лаки со специальными визуальными эффектами (продолжение).
Справочный материал
Перламутровые лаки
Добавка в лак
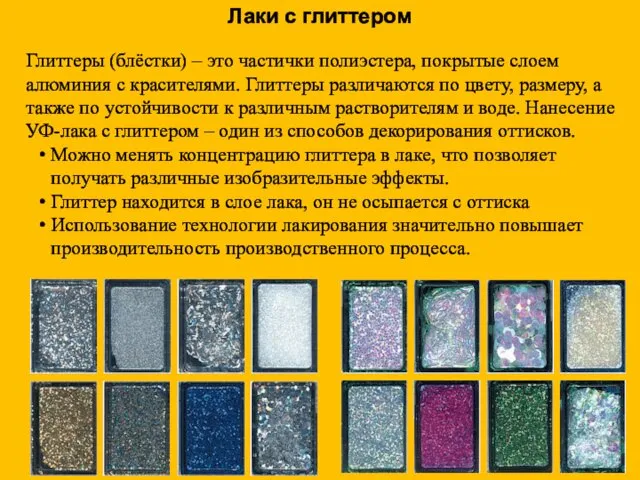
Глиттеры (блёстки) – это частички полиэстера, покрытые слоем алюминия с красителями.
Глиттеры (блёстки) – это частички полиэстера, покрытые слоем алюминия с красителями.
Ароматизированные лаки
Дополнительно к визуальному восприятию информации, передаваемой лакированной многокрасочной печатной продукцией,
Ароматизированные лаки
Дополнительно к визуальному восприятию информации, передаваемой лакированной многокрасочной печатной продукцией,
Техника лакирования
В зависимости от вида и решаемой задачи лак может наноситься:
в
Техника лакирования
В зависимости от вида и решаемой задачи лак может наноситься:
в

Способы печати и технологии лакирования
Лакирование часто производится «в линию» с печатью.
В
Способы печати и технологии лакирования
Лакирование часто производится «в линию» с печатью. В

Лакирование «в линию» на офсетной печатной машине
С помощью обычной секции
Лак заливается
Лакирование «в линию» на офсетной печатной машине
С помощью обычной секции
Лак заливается

Трафаретная печать
Плоскопечатные машины трафаретной печати могут быть автоматическими
с самонакладом
и приемкой
Плоскопечатная трафаретная
Трафаретная печать
Плоскопечатные машины трафаретной печати могут быть автоматическими
с самонакладом
и приемкой
Плоскопечатная трафаретная

Вспомогательные операции при лакировании
Горячее каландрирование применяется для дополнительного выравнивания (на микро
Вспомогательные операции при лакировании
Горячее каландрирование применяется для дополнительного выравнивания (на микро
Технологии двойного лакирования
(гибридное лакирование) TwinSpot и Drip-off
Фактурная поверхность создается при
Технологии двойного лакирования
(гибридное лакирование) TwinSpot и Drip-off
Фактурная поверхность создается при
Лакирование в цифровой тонерной печати
Относительно недавно появились лаковые тонеры, позволяющие выполнять
Лакирование в цифровой тонерной печати
Относительно недавно появились лаковые тонеры, позволяющие выполнять

Показатели качества лакового покрытия
и методы его контроля
● Отсутствие липкости
● Равномерность (отсутствие полос,
Показатели качества лакового покрытия
и методы его контроля
● Отсутствие липкости
● Равномерность (отсутствие полос,

Оттиски после лакирования не должны изменять своего цвета, лишь в отдельных
Оттиски после лакирования не должны изменять своего цвета, лишь в отдельных
 Рассеянный склероз
Рассеянный склероз Метод щелевой разгрузки пласта в призабойной зоне скважин
Метод щелевой разгрузки пласта в призабойной зоне скважин Литературные места России. Веркола - родина Ф.А. Абрамова
Литературные места России. Веркола - родина Ф.А. Абрамова Проблемы энерго- и ресурсосбережния в кожевенном производстве
Проблемы энерго- и ресурсосбережния в кожевенном производстве Задачи по теории вероятностей
Задачи по теории вероятностей Социальная информатика
Социальная информатика Шаблон курсовой работы
Шаблон курсовой работы Как создавать правильные презентации
Как создавать правильные презентации Конкурс чтецов, посвященный Дню Победы
Конкурс чтецов, посвященный Дню Победы Правила компьютерного набора текста
Правила компьютерного набора текста Новый Год шагает по планете. Викторина
Новый Год шагает по планете. Викторина British vs. American English
British vs. American English Театрализованные игры, драматизации
Театрализованные игры, драматизации Пропедевтика. Функциональные методы исследования и диагностики при заболеваниях сердечно-сосудистой системы
Пропедевтика. Функциональные методы исследования и диагностики при заболеваниях сердечно-сосудистой системы РРЯ 10.02
РРЯ 10.02 Культура и духовная жизнь общества
Культура и духовная жизнь общества День именинника. Поздравления в стихах
День именинника. Поздравления в стихах Произведения В. Берестов В магазине игрушек и Р. Сеф Совет
Произведения В. Берестов В магазине игрушек и Р. Сеф Совет CLT Технология - деревянное домостроение
CLT Технология - деревянное домостроение Проект Белый Голубь
Проект Белый Голубь Логопедический кабинет
Логопедический кабинет Великая Отечественная война
Великая Отечественная война Несимметричные КЗ. Нулевая последовательность
Несимметричные КЗ. Нулевая последовательность Презентация Пасху радостно встречаем!
Презентация Пасху радостно встречаем! Описание пространственного положения элементарной ячейки: ориентационные соотношения
Описание пространственного положения элементарной ячейки: ориентационные соотношения презентация классного часа День республики Башкортостан
презентация классного часа День республики Башкортостан Аномальді бүйректің гистоморфологиялық сипаттамасы
Аномальді бүйректің гистоморфологиялық сипаттамасы Follow Me
Follow Me