- Сварка чугуна. Билет 7 (1)

Содержание
- 2. чугун это сплав железа с углеродом при содержании последнего более 2,0%. В зависимости от состояния, в
- 4. При сварке серых чугунов проявляется целый ряд их специфических свойств, значительно осложняющих процесс. 1. Чувствительность чугуна
- 5. Горячая сварка чугуна Особенность горячей сварки чугуна заключается в необходимости создания условий для относительно равномерного нагрева
- 6. Закончив процесс сварки, деталь тщательно закрывают (например, асбестом) и засыпают песком, чтобы обеспечить медленное ее остывание,
- 7. Полугорячая сварка чугуна Способ полугорячей сварки в известной мере представляет видоизменение горячей сварки чугуна. Сущность его
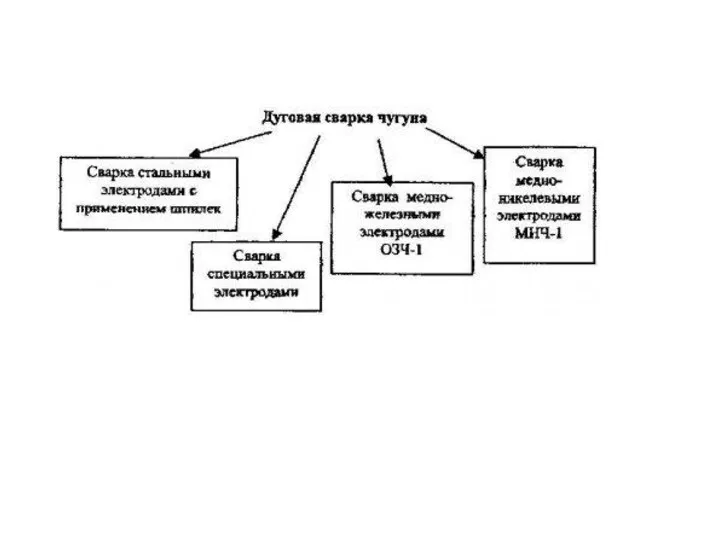
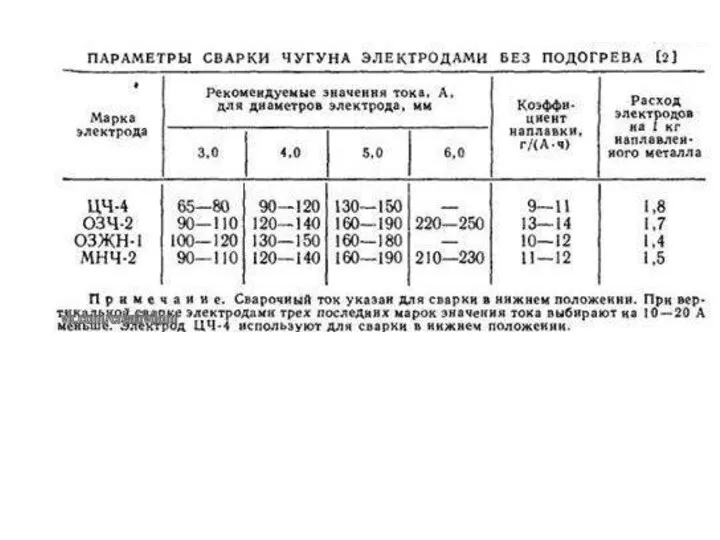
- 8. Холодная сварка чугуна Особенность холодной сварки чугуна заключается в том, что сварка ведется без всякого предварительного
- 17. полуавтоматическая сварка в среде защитного газа Билет7 (2)
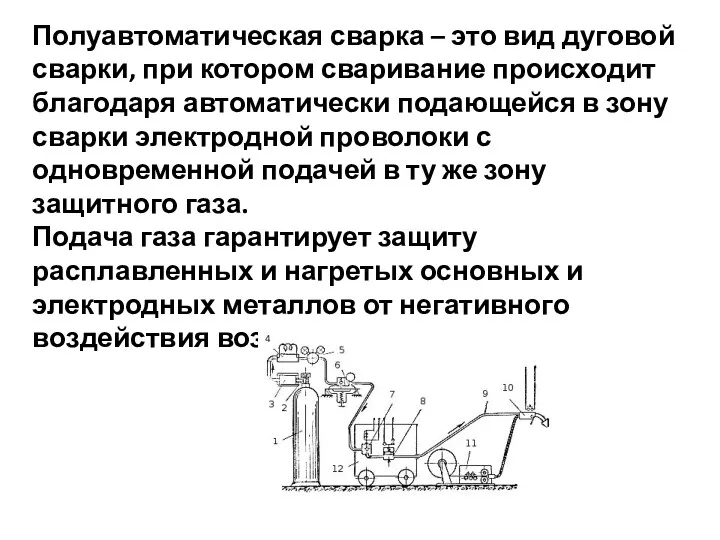
- 18. Полуавтоматическая сварка – это вид дуговой сварки, при котором сваривание происходит благодаря автоматически подающейся в зону
- 19. Одним из самых перспективных направлений в этой области считается сварка полуавтоматом без газа, которая производится с
- 20. для работы в среде защитного газа является относительно новым видом сварки, которая получила широкое распространение за
- 23. Скачать презентацию
чугун это сплав железа с углеродом при содержании последнего более 2,0%.
чугун это сплав железа с углеродом при содержании последнего более 2,0%.

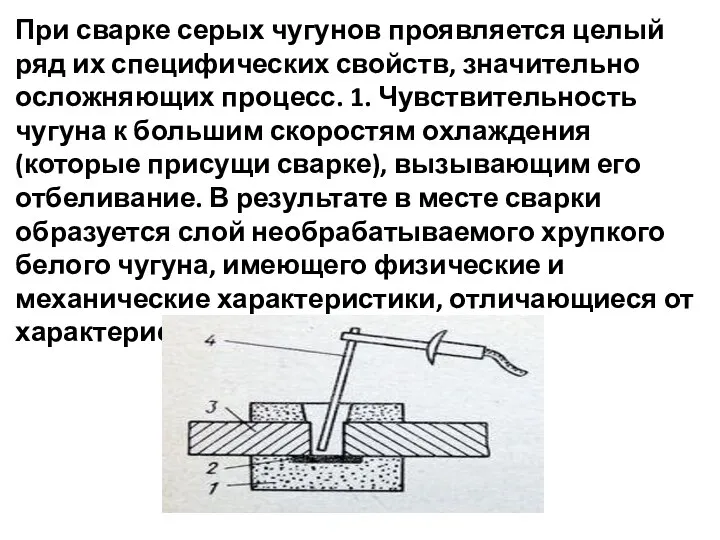
При сварке серых чугунов проявляется целый ряд их специфических свойств, значительно
При сварке серых чугунов проявляется целый ряд их специфических свойств, значительно
Горячая сварка чугуна
Особенность горячей сварки чугуна заключается в необходимости создания условий
Горячая сварка чугуна
Особенность горячей сварки чугуна заключается в необходимости создания условий

Закончив процесс сварки, деталь тщательно закрывают (например, асбестом) и засыпают песком,
Закончив процесс сварки, деталь тщательно закрывают (например, асбестом) и засыпают песком,
Полугорячая сварка чугуна
Способ полугорячей сварки в известной мере представляет видоизменение горячей
Полугорячая сварка чугуна
Способ полугорячей сварки в известной мере представляет видоизменение горячей
Холодная сварка чугуна
Особенность холодной сварки чугуна заключается в том, что сварка
Холодная сварка чугуна
Особенность холодной сварки чугуна заключается в том, что сварка



полуавтоматическая сварка в среде защитного газа
Билет7 (2)
полуавтоматическая сварка в среде защитного газа
Билет7 (2)
Полуавтоматическая сварка – это вид дуговой сварки, при котором сваривание происходит
Полуавтоматическая сварка – это вид дуговой сварки, при котором сваривание происходит

Одним из самых перспективных направлений в этой области считается сварка полуавтоматом
Одним из самых перспективных направлений в этой области считается сварка полуавтоматом
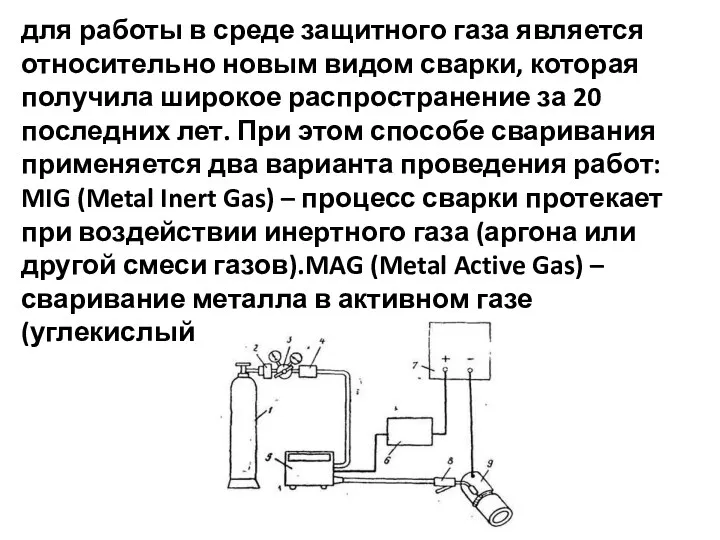
для работы в среде защитного газа является относительно новым видом сварки,
для работы в среде защитного газа является относительно новым видом сварки,

 Основной капитал и его роль в производстве
Основной капитал и его роль в производстве Обеспечение анестезиологического пособия при операциях на печени
Обеспечение анестезиологического пособия при операциях на печени Видеоряд к уроку этики Добро и зло
Видеоряд к уроку этики Добро и зло Мой прадед участник ВОВ
Мой прадед участник ВОВ Задачі на рівняння по хімії (7 клас)
Задачі на рівняння по хімії (7 клас) Диагностика и лечение глаукомы
Диагностика и лечение глаукомы Отчет за июль 2015. ProStor
Отчет за июль 2015. ProStor Презентация Развитие мышления младших школьников
Презентация Развитие мышления младших школьников Сарайкина Н. Рекультивация нефтезагрязненных почв
Сарайкина Н. Рекультивация нефтезагрязненных почв Анимационная открытка к Новому 2015 году. Диск
Анимационная открытка к Новому 2015 году. Диск Приглашение на конференцию Ассоциации Юных Лидеров
Приглашение на конференцию Ассоциации Юных Лидеров СП Ветошкиной К.А. 37 группа
СП Ветошкиной К.А. 37 группа Основы православной культуры. Христианская семья
Основы православной культуры. Христианская семья Культура Беларуси
Культура Беларуси Биполярные транзисторы. Устройство, классификация и принцип действия
Биполярные транзисторы. Устройство, классификация и принцип действия презентация родительского собрания
презентация родительского собрания Образовательная деятельность в разновозрастном детском сообществе Светлячок (Центр развития ребёнка - детский сад № 5 Колокольчик города Белёв Тульской области)
Образовательная деятельность в разновозрастном детском сообществе Светлячок (Центр развития ребёнка - детский сад № 5 Колокольчик города Белёв Тульской области) Группы крови по системе AB0
Группы крови по системе AB0 Равнобедренный треугольник
Равнобедренный треугольник Главные параметры карьера
Главные параметры карьера Организация производства на предприятиях общественного питания
Организация производства на предприятиях общественного питания Авиастроение и авиационный транспорт
Авиастроение и авиационный транспорт Геоморфология. Факторы рельефообразования
Геоморфология. Факторы рельефообразования Развивающая игра кто где живет? для детей от 2.5 лет.
Развивающая игра кто где живет? для детей от 2.5 лет. Электронный задачник по генетике. Часть 2
Электронный задачник по генетике. Часть 2 Clothes
Clothes Computer System Overview
Computer System Overview Головоломка пентамино
Головоломка пентамино