- Сварка и пайка конструкционных материалов

Содержание
- 2. Модуль 5. Технология конструкционных материалов. Слайд 17.01
- 3. Сварка конструкционных материалов Сварка – это технологический процесс, при помощи которого получают неразъёмные соединения деталей в
- 4. Сварка конструкционных материалов Сварка широко используется для соединения деталей из: 1. металлов; 2. пластмасс (термопластов) 3.
- 5. Виды сварки металлов Все способы сварки металлов можно разбить на три группы: Сварка плавлением основана на
- 6. Сварка плавлением Для соединения металлов и пластмасс наиболее часто используется сварка плавлением. Источником тепла служат: электрическая
- 7. При электродуговой сварке (электросварка) местный разогрев деталей, подлежащих сварке, осуществляется сварочной дугой, которая вызывается путём касания
- 8. Электросварка (сварка электрической дугой) Для сварки электрической дугой необходимы: 1. источник тока (трансформатор или выпрямитель); 2.
- 9. Сварка электрической дугой Сварка плавящимся электродом Процессы, протекающие при сварке: Выгорание Si и Mn (особенно металла
- 10. Сварка электрической дугой Покрытие на плавящемся электроде: 1. стабилизирует дугу; 2. разлагаясь и вытесняя воздух из
- 11. Электросварка При сварке неплавящимся электродом используют: 1. Угольный электрод; 2. Вольфрамовый электрод Присадочным материалом является проволока
- 12. Виды сварки по расположению свариваемых деталей Виды сварки: а) сварка в стык; б) тавровое соединение в,
- 13. Газовая сварка металлов Ацетилено-кислородное пламя (температура около 2621 °C в 2—3 мм от ядра) Тепло необходимое
- 14. Схема газовой сварки
- 15. Газовая сварка и резка металла Применяется для сварки и резки стали и цветных металлов
- 16. Контактная (точечная сварка) При контактной сварке используется тепло, выделяющееся при прохождении тока большой силы через контакт,
- 17. Электрическая дуговая сварка. Слайд 17.05 При сварке постоянным током применяются однопостовые сварочные преобразователи, при сварке переменным
- 18. Контактная сварка. Слайд 17.06 При контактной сварке используется тепло, выделяющееся при прохождении тока большой силы через
- 19. Газовая сварка. Слайд 17.08 При газовой сварке местный разогрев деталей осуществляют газовым пламенем. Образуется жидкая сварочная
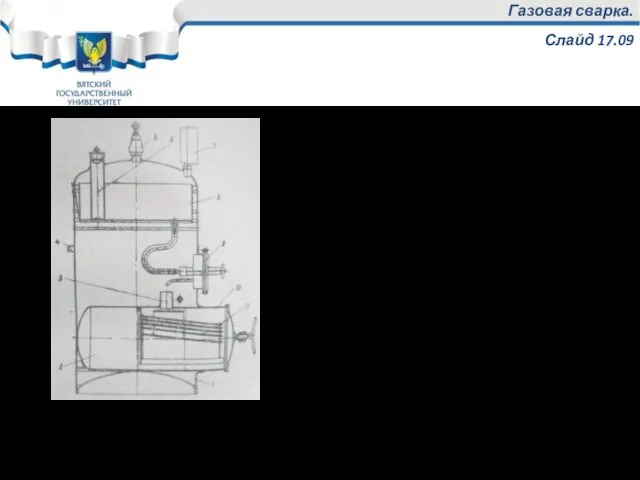
- 20. Газовая сварка. Слайд 17.09 Ацетилен получают в ацетиленовых генераторах, где происходит взаимодействие между карбидом кальция и
- 21. Пайка металлов. Слайд 17.10 При пайке в зазор между соединяемыми деталями вводится присадочный металл, называемый припоем.
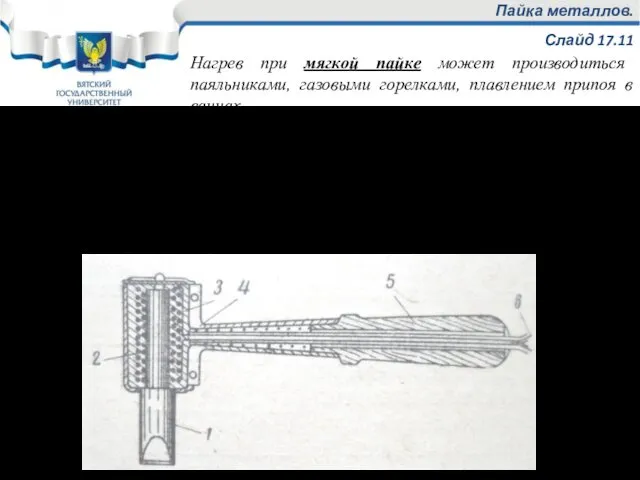
- 22. Пайка металлов. Слайд 17.11 Нагрев при мягкой пайке может производиться паяльниками, газовыми горелками, плавлением припоя в
- 24. Скачать презентацию
Модуль 5. Технология конструкционных материалов.
Слайд 17.01
Модуль 5. Технология конструкционных материалов.
Слайд 17.01

Сварка конструкционных материалов
Сварка – это технологический процесс, при помощи которого получают
Сварка конструкционных материалов
Сварка – это технологический процесс, при помощи которого получают
Сварка конструкционных материалов
Сварка широко используется для соединения деталей из:
1. металлов;
Сварка конструкционных материалов
Сварка широко используется для соединения деталей из:
1. металлов;
Виды сварки металлов
Все способы сварки металлов можно разбить на три группы:
Виды сварки металлов
Все способы сварки металлов можно разбить на три группы:
Сварка плавлением
Для соединения металлов и пластмасс наиболее часто используется сварка плавлением.
Источником
Сварка плавлением
Для соединения металлов и пластмасс наиболее часто используется сварка плавлением.
Источником
При электродуговой сварке (электросварка) местный разогрев деталей, подлежащих сварке, осуществляется сварочной
При электродуговой сварке (электросварка) местный разогрев деталей, подлежащих сварке, осуществляется сварочной

Электросварка (сварка электрической дугой)
Для сварки электрической дугой необходимы:
1. источник тока
Электросварка (сварка электрической дугой)
Для сварки электрической дугой необходимы:
1. источник тока

Сварка электрической дугой
Сварка плавящимся электродом
Процессы, протекающие
при сварке:
Выгорание Si и Mn
Сварка электрической дугой
Сварка плавящимся электродом
Процессы, протекающие
при сварке:
Выгорание Si и Mn
Сварка электрической дугой
Покрытие на плавящемся электроде:
1. стабилизирует дугу;
2. разлагаясь
Сварка электрической дугой
Покрытие на плавящемся электроде:
1. стабилизирует дугу;
2. разлагаясь
Электросварка
При сварке неплавящимся электродом используют:
1. Угольный электрод;
2. Вольфрамовый электрод
Присадочным
Электросварка
При сварке неплавящимся электродом используют:
1. Угольный электрод;
2. Вольфрамовый электрод
Присадочным

Виды сварки по расположению свариваемых деталей
Виды сварки:
а) сварка в стык;
б) тавровое
Виды сварки по расположению свариваемых деталей
Виды сварки:
а) сварка в стык;
б) тавровое
Газовая сварка металлов
Ацетилено-кислородное пламя (температура около 2621 °C в 2—3 мм от ядра)
Тепло
Газовая сварка металлов
Ацетилено-кислородное пламя (температура около 2621 °C в 2—3 мм от ядра)
Тепло
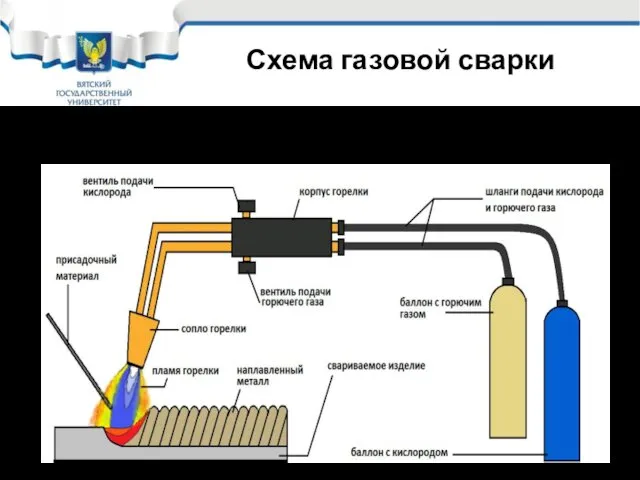
Схема газовой сварки
Схема газовой сварки

Газовая сварка и резка металла
Применяется для сварки и резки стали и
Газовая сварка и резка металла
Применяется для сварки и резки стали и
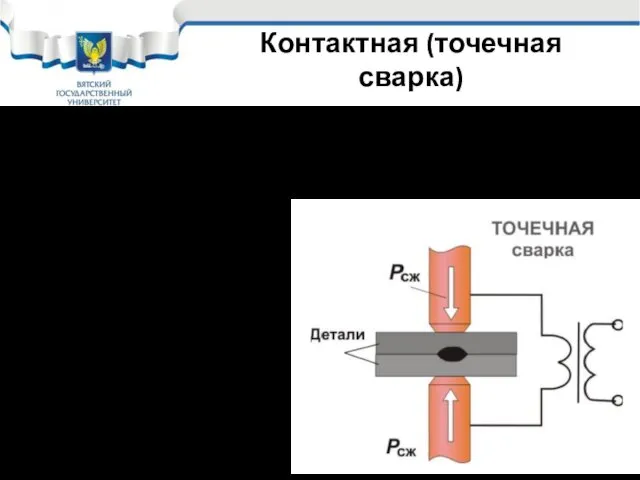
Контактная (точечная сварка)
При контактной сварке используется тепло, выделяющееся при прохождении тока
Контактная (точечная сварка)
При контактной сварке используется тепло, выделяющееся при прохождении тока
Электрическая дуговая сварка.
Слайд 17.05
При сварке постоянным током применяются однопостовые сварочные преобразователи,
Электрическая дуговая сварка.
Слайд 17.05
При сварке постоянным током применяются однопостовые сварочные преобразователи,
Контактная сварка.
Слайд 17.06
При контактной сварке используется тепло, выделяющееся при прохождении тока
Контактная сварка.
Слайд 17.06
При контактной сварке используется тепло, выделяющееся при прохождении тока
Газовая сварка.
Слайд 17.08
При газовой сварке местный разогрев деталей осуществляют газовым пламенем.
Газовая сварка.
Слайд 17.08
При газовой сварке местный разогрев деталей осуществляют газовым пламенем.
Газовая сварка.
Слайд 17.09
Ацетилен получают в ацетиленовых генераторах, где происходит взаимодействие между
Газовая сварка.
Слайд 17.09
Ацетилен получают в ацетиленовых генераторах, где происходит взаимодействие между
Пайка металлов.
Слайд 17.10
При пайке в зазор между соединяемыми деталями вводится присадочный
Пайка металлов.
Слайд 17.10
При пайке в зазор между соединяемыми деталями вводится присадочный
Пайка металлов.
Слайд 17.11
Нагрев при мягкой пайке может производиться паяльниками, газовыми горелками,
Пайка металлов.
Слайд 17.11
Нагрев при мягкой пайке может производиться паяльниками, газовыми горелками,
 Методы и формы работы с одарёнными детьми
Методы и формы работы с одарёнными детьми Презентация Виды транспорта
Презентация Виды транспорта Организация складских процессов с элементами логистики
Организация складских процессов с элементами логистики Галеев М.Ш
Галеев М.Ш Подготовительные работы к текущему и капитальному ремонту скважин
Подготовительные работы к текущему и капитальному ремонту скважин Grammar in Use. Present Perfect and Present Continuous
Grammar in Use. Present Perfect and Present Continuous Оздоровительная detox-программа
Оздоровительная detox-программа лепка из соленого теста
лепка из соленого теста Афферентік иннервацияға әсер ететін дәрілік заттар:Ментол, қыша қағазы ,қолдануы , химиялық әсері ,жанама әсері
Афферентік иннервацияға әсер ететін дәрілік заттар:Ментол, қыша қағазы ,қолдануы , химиялық әсері ,жанама әсері Доклад Организация информационной безопасности в образовательном учреждении
Доклад Организация информационной безопасности в образовательном учреждении Численность и воспроизводство населения. Демографическая политика
Численность и воспроизводство населения. Демографическая политика Сценарий праздника Рождество Христово
Сценарий праздника Рождество Христово Understanding CSS essentials: content flow, positioning, and styling
Understanding CSS essentials: content flow, positioning, and styling Электронные образовательные ресурсы на уроках искусства
Электронные образовательные ресурсы на уроках искусства Горячий ветер Востока (ислам)
Горячий ветер Востока (ислам) Орфограммы в окончаниях слов
Орфограммы в окончаниях слов Презентация для детей Зеленая аптека
Презентация для детей Зеленая аптека коктейль здоровья
коктейль здоровья Успешный менеджер Амансио Ортега
Успешный менеджер Амансио Ортега Стратегічний план на 2020-2022 роки
Стратегічний план на 2020-2022 роки Эксплуатация баллонов, предназначенных для сжатых, сжиженных и растворенных под давлением газов
Эксплуатация баллонов, предназначенных для сжатых, сжиженных и растворенных под давлением газов Кня́жество Мона́ко
Кня́жество Мона́ко Европейская мозаика. Зарубежная Европа
Европейская мозаика. Зарубежная Европа Мұқағали Мақатаев (1931-1976)
Мұқағали Мақатаев (1931-1976) Самые необычные налоги в мире
Самые необычные налоги в мире Технопарк Инмаш
Технопарк Инмаш Изучение Библии в субботней школе
Изучение Библии в субботней школе Геология нефти и газа
Геология нефти и газа