- Сварка меди

Содержание
- 2. ТЕМА УРОКА: Сварка меди ЦЕЛЬ УРОКА: Изучить технологию сварки меди и её сплавов
- 3. Свариваемость меди. Медь сваривается плохо ввиду ее высокой теплопроводности, жидкотекучести и повышенной склонности к образованию трещин
- 4. Теплопроводность меди при комнатной температуре в 6 раз больше теплопроводности технического железа, поэтому сварка меди и
- 5. При переходе из твердого состояния в жидкое медь выделяет большое количество тепла (скрытая теплота плавления), поэтому
- 6. Повышенная жидкотекучесть меди затрудняет ее сварку в вертикальном, горизонтальном и особенно в потолочном положениях.
- 7. Водород в присутствии кислорода оказывает отрицательное действие на свойства меди.
- 8. Водород, проникающий в медь при повышенных температурах сварки, образуя водяной пар, который, стремясь расшириться, приводит к
- 9. Это явление при сварке меди называют "водородной болезнью". Если сваривать медь покрытыми медными электродами без подогрева
- 10. При сварке с подогревом, создающим условия медленного охлаждения, водяной пар в большинстве случаев до затвердевания металла
- 11. Часть водяного пара остается между слоем сварочного шлака и поверхностью металла шва и после удаления шлака
- 12. Содержание вредных примесей (кислорода, висмута, свинца) в меди и в сварочных материалах - не должно быть
- 13. Коэффициент линейного расширения меди больше коэффициента линейного расширения железа, в связи с чем сварочные деформации при
- 14. Виды сварки меди. При изготовлении сварных конструкций из меди наибольшее распространение получили следующие виды сварки плавлением:
- 15. Дуговая сварка меди производится при повышенной силе сварочного тока, что обусловлено значительной теплопроводностью меди.
- 16. Сварка меди покрытыми металлическими электродами дает удовлетворительное качество в случаях, если свариваемая медь содержит кислорода не
- 17. Сварка меди покрытыми металлическими электродами дает удовлетворительное качество в случаях, если свариваемая медь содержит кислорода не
- 18. Металлическим электродом сваривают изделия из меди, толщиной более 2мм.
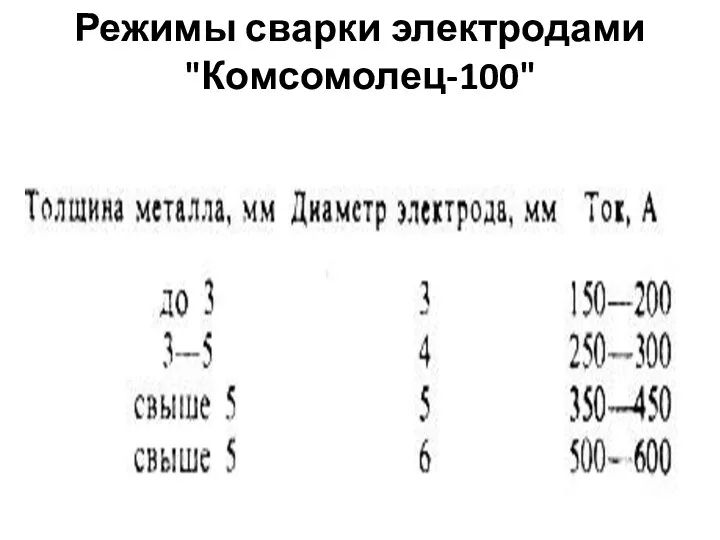
- 19. Для сварки меди применяют электроды марки "Комсомолец-100.
- 20. Режимы сварки электродами "Комсомолец-100"
- 21. Сварку ведут в нижнем положении на постоянном токе обратной полярности. При сварке листов толщиной более 6
- 22. Сварку выполняют короткой дугой.
- 23. Электроды МН – 5применяют для сварки трубопроводов из медноникелевого сплава МНЖ5-1 между собой, с латунью Л90
- 24. Сварку ведут короткой дугой на постоянном токе обратной полярности.
- 27. Скачать презентацию
ТЕМА УРОКА:
Сварка меди
ЦЕЛЬ УРОКА:
Изучить технологию сварки меди и её сплавов
ТЕМА УРОКА:
Сварка меди
ЦЕЛЬ УРОКА:
Изучить технологию сварки меди и её сплавов
Свариваемость меди.
Медь сваривается плохо ввиду ее высокой теплопроводности, жидкотекучести и повышенной
Свариваемость меди. Медь сваривается плохо ввиду ее высокой теплопроводности, жидкотекучести и повышенной
Теплопроводность меди при комнатной температуре в 6 раз больше теплопроводности технического
Теплопроводность меди при комнатной температуре в 6 раз больше теплопроводности технического
При переходе из твердого состояния в жидкое медь выделяет большое количество
При переходе из твердого состояния в жидкое медь выделяет большое количество
Повышенная жидкотекучесть меди затрудняет ее сварку в вертикальном, горизонтальном и особенно
Повышенная жидкотекучесть меди затрудняет ее сварку в вертикальном, горизонтальном и особенно
Водород в присутствии кислорода оказывает отрицательное действие на свойства меди.
Водород в присутствии кислорода оказывает отрицательное действие на свойства меди.
Водород, проникающий в медь при повышенных температурах сварки, образуя водяной пар,
Водород, проникающий в медь при повышенных температурах сварки, образуя водяной пар,

Это явление при сварке меди называют "водородной болезнью".
Если сваривать медь
Это явление при сварке меди называют "водородной болезнью". Если сваривать медь
При сварке с подогревом, создающим условия медленного охлаждения, водяной пар в
При сварке с подогревом, создающим условия медленного охлаждения, водяной пар в
Часть водяного пара остается между слоем сварочного шлака и поверхностью металла
Часть водяного пара остается между слоем сварочного шлака и поверхностью металла
Содержание вредных примесей (кислорода, висмута, свинца) в меди и в сварочных
Содержание вредных примесей (кислорода, висмута, свинца) в меди и в сварочных
Коэффициент линейного расширения меди больше коэффициента линейного расширения железа, в связи
Коэффициент линейного расширения меди больше коэффициента линейного расширения железа, в связи
Виды сварки меди.
При изготовлении сварных конструкций из меди наибольшее распространение получили
Виды сварки меди. При изготовлении сварных конструкций из меди наибольшее распространение получили

Дуговая сварка меди производится при повышенной силе сварочного тока, что обусловлено значительной
Дуговая сварка меди производится при повышенной силе сварочного тока, что обусловлено значительной
Сварка меди покрытыми металлическими электродами дает удовлетворительное качество в случаях, если свариваемая
Сварка меди покрытыми металлическими электродами дает удовлетворительное качество в случаях, если свариваемая
Сварка меди покрытыми металлическими электродами дает удовлетворительное качество в случаях, если свариваемая
Сварка меди покрытыми металлическими электродами дает удовлетворительное качество в случаях, если свариваемая
Металлическим электродом сваривают изделия из меди, толщиной более 2мм.
Металлическим электродом сваривают изделия из меди, толщиной более 2мм.
Для сварки меди применяют электроды марки
"Комсомолец-100.
Для сварки меди применяют электроды марки
"Комсомолец-100.
Режимы сварки электродами "Комсомолец-100"
Режимы сварки электродами "Комсомолец-100"
Сварку ведут в нижнем положении на постоянном токе обратной полярности. При
Сварку ведут в нижнем положении на постоянном токе обратной полярности. При
Сварку выполняют короткой дугой.
Сварку выполняют короткой дугой.
Электроды МН – 5применяют для сварки трубопроводов из медноникелевого сплава МНЖ5-1
Электроды МН – 5применяют для сварки трубопроводов из медноникелевого сплава МНЖ5-1
Сварку ведут короткой дугой на постоянном токе обратной полярности.
Сварку ведут короткой дугой на постоянном токе обратной полярности.
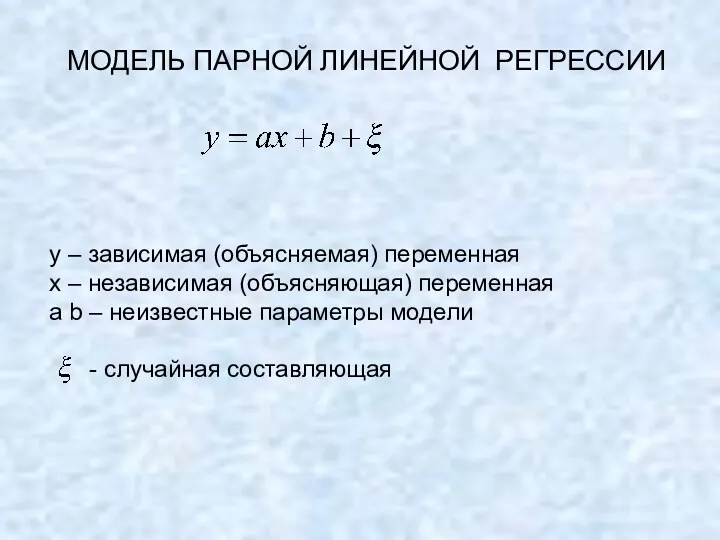 Модель парной линейной регрессии
Модель парной линейной регрессии Кейс. Прототип цифровой платформы для сети магазинов Водяной
Кейс. Прототип цифровой платформы для сети магазинов Водяной История развития педагогики
История развития педагогики Учебные программы коррекционной школы .
Учебные программы коррекционной школы . Гипердинамикалық септикалық шоктың еміндегі норадреналин немесе допамин
Гипердинамикалық септикалық шоктың еміндегі норадреналин немесе допамин валенки
валенки 5 класс обобщающий урок к разделу Вселенная
5 класс обобщающий урок к разделу Вселенная Что такое информация
Что такое информация Логарифм. Логарифмическая функция. Логарифмические уравнения и неравенства
Логарифм. Логарифмическая функция. Логарифмические уравнения и неравенства Звёздный час
Звёздный час Характер современных войн и вооруженных конфликтов
Характер современных войн и вооруженных конфликтов Искусство по шагам. Шаг 5. Арт-словарь ХХ века. Абстракционизм
Искусство по шагам. Шаг 5. Арт-словарь ХХ века. Абстракционизм International ice sculpture festival in Jelgava
International ice sculpture festival in Jelgava Портфолио учащегося
Портфолио учащегося Святая блаженная Матрона Московская
Святая блаженная Матрона Московская Хвороба поліомієліт
Хвороба поліомієліт Комплектующие ПК
Комплектующие ПК Русский язык, 2 класс (подготовка к ВПР)
Русский язык, 2 класс (подготовка к ВПР) Типы виброизоляторов (амортизаторов), их выбор и размещение
Типы виброизоляторов (амортизаторов), их выбор и размещение Психология двигательно-волевой сферы психической деятельности
Психология двигательно-волевой сферы психической деятельности Технология сохранения и стимуляция здоровья в подвижных играх в жизни дошкольников
Технология сохранения и стимуляция здоровья в подвижных играх в жизни дошкольников Игра Звёздный час
Игра Звёздный час Формирование имиджа современного педагога
Формирование имиджа современного педагога Промышленные здания
Промышленные здания Дизайн-концепция организации общественного пространства Тёплый дом
Дизайн-концепция организации общественного пространства Тёплый дом Занимательные задачи по черчению. 8 класс
Занимательные задачи по черчению. 8 класс Проблема государственной задолженности Украины
Проблема государственной задолженности Украины Краеведение. Город Колпино.
Краеведение. Город Колпино.