- Сварка металлов. Классификация

Содержание
- 2. ВИДЫ СВАРКИ деление по физическим признакам
- 3. ПЛАВЛЕНИЕМ (физический процесс) - Дуговая - Газовая - Плазменная - Электрошлаковая - Электронно-лучевая - Лазерная -
- 4. С ПРИМЕНЕНИЕМ ДАВЛЕНИЯ (физико-механический процесс) - Контактная - Диффузионная - Стыковая контактная - Высокочастотная - Дугопрессовая
- 5. ДАВЛЕНИЕМ (механический процесс) - Холодная - Взрывом - Ультразвуковая - Трением - Магнито-импульсная и другие
- 6. ДУГОВАЯ СВАРКА - По виду электрода и применению присадочной проволоки - По виду дуги и степени
- 7. Ручная дуговая сварка
- 8. 1- Прямой сварочный привод 2 – Электрододержатель 3 – Покрытый электрод 4 – Металлический стержень электрода
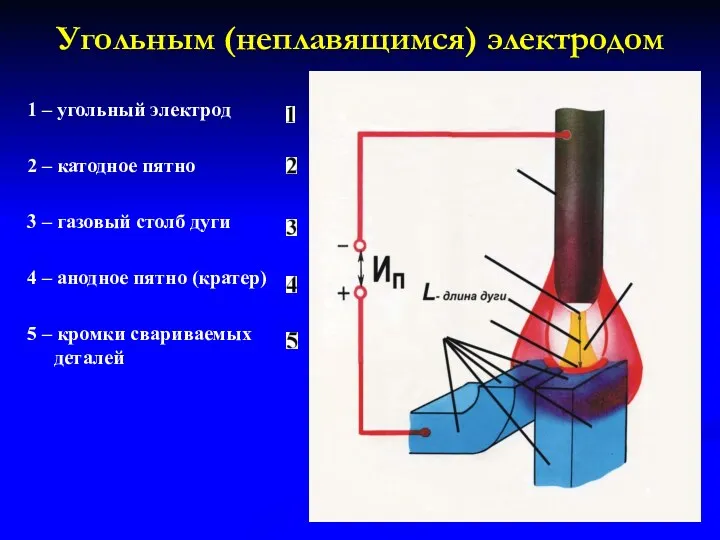
- 9. Угольным (неплавящимся) электродом 1 – угольный электрод 2 – катодное пятно 3 – газовый столб дуги
- 10. Ручная аргонодуговая сварка неплавящимся (вольфрамовым) электродом
- 11. Принцип действия 1. Источник питания дуги постоянным и перемененным током 2. Прямой сварочный провод 3. Вольфрамовый
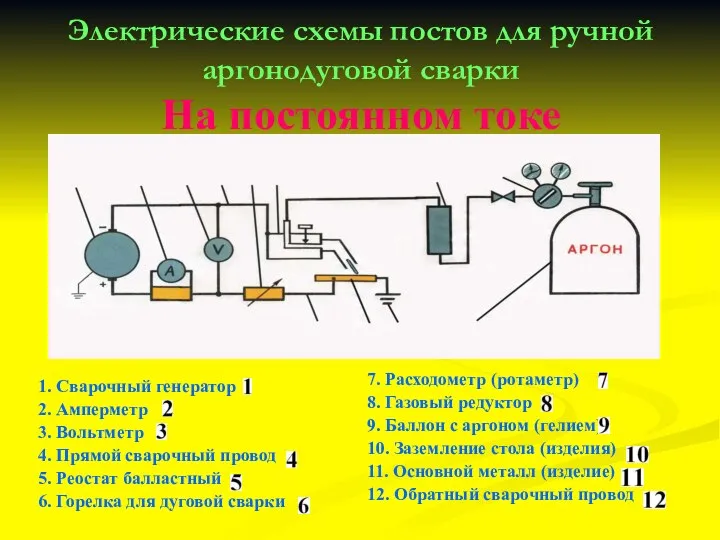
- 12. Электрические схемы постов для ручной аргонодуговой сварки На постоянном токе 1. Сварочный генератор 2. Амперметр 3.
- 13. Электрические схемы постов для ручной аргонодуговой сварки На переменном токе 1. Сварочный трансформатор 2. Осциллятор 3.
- 14. Специализированные установки для аргонодуговой сварки (ТИР, УДГ, ИПП, АП, ГИД и др.)
- 15. РУЧНАЯ ПЛАЗМЕННАЯ СВАРКА
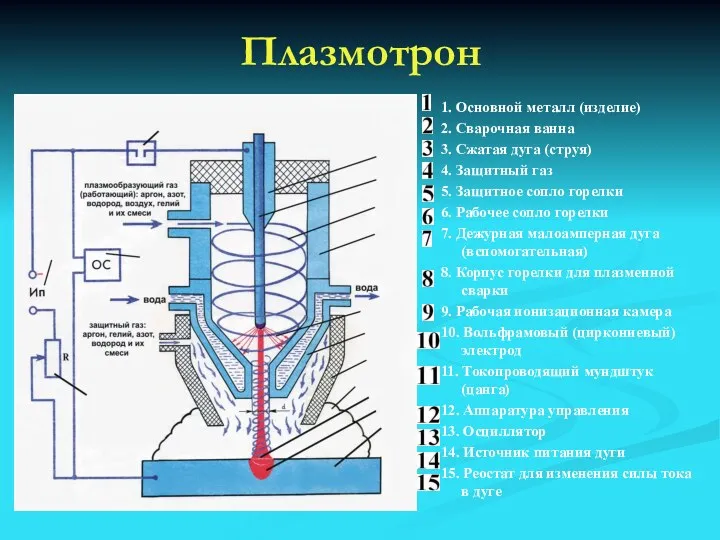
- 16. Плазмотрон 1. Основной металл (изделие) 2. Сварочная ванна 3. Сжатая дуга (струя) 4. Защитный газ 5.
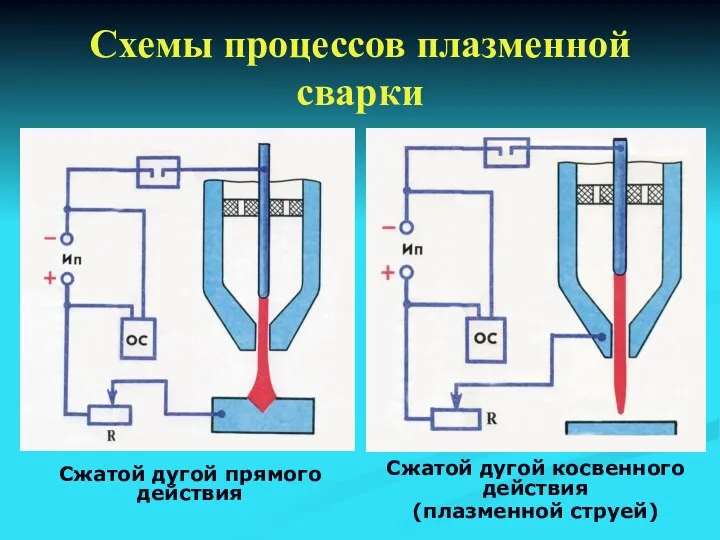
- 17. Схемы процессов плазменной сварки Сжатой дугой прямого действия Сжатой дугой косвенного действия (плазменной струей)
- 18. СВАРНЫЕ СОЕДИНЕНИЯ (НЕРАЗЬЁМНЫЕ, ВЫПОЛНЕННЫЕ СВАРКОЙ)
- 19. Условное обозначение соединений Сварное соединение Стыковое Условное обозначение Стыковое – С1…С45
- 20. Условное обозначение соединений Сварное соединение Угловое Условное обозначение Угловое – У1…У10
- 21. Условное обозначение соединений Сварное соединение Тавровое Условное обозначение Тавровое – Т1…Т9
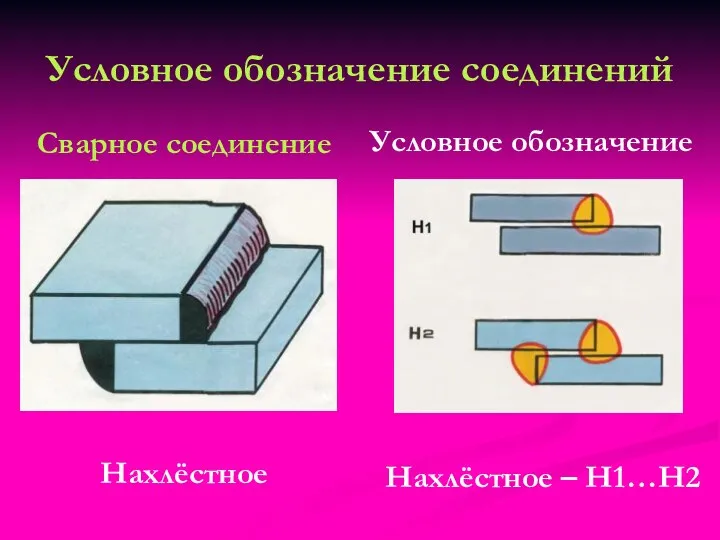
- 22. Условное обозначение соединений Сварное соединение Нахлёстное Условное обозначение Нахлёстное – Н1…Н2
- 23. Условное обозначение соединений Сварное соединение Торцовое Условное обозначение Нет обозначений
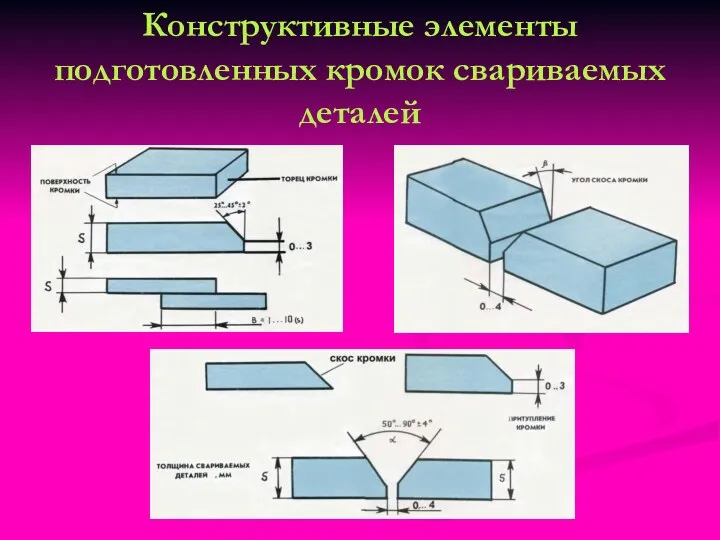
- 24. Конструктивные элементы подготовленных кромок свариваемых деталей
- 25. ШВЫ СВАРНЫХ СОЕДИНЕНИЙ Условное деление швов
- 26. По типу соединения Стыковые Угловые Точечные
- 27. По промежуткам в длине Непрерывные Прерывистые Прерывистые цепные Прерывистые шахматные
- 28. По количеству слоёв (валиков) Многослойные Однослойные
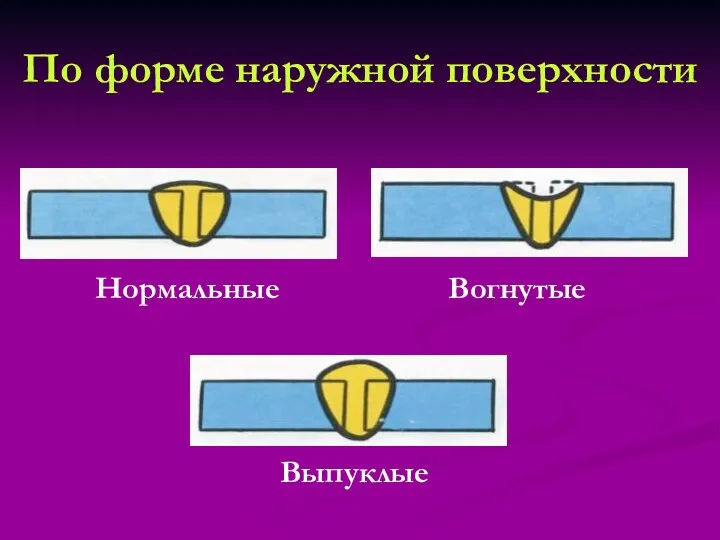
- 29. По форме наружной поверхности Нормальные Вогнутые Выпуклые
- 30. По отношению к нагрузкам Рабочие стыковые и угловые Связующие Фланговые Лобовые Комбинированные Косые
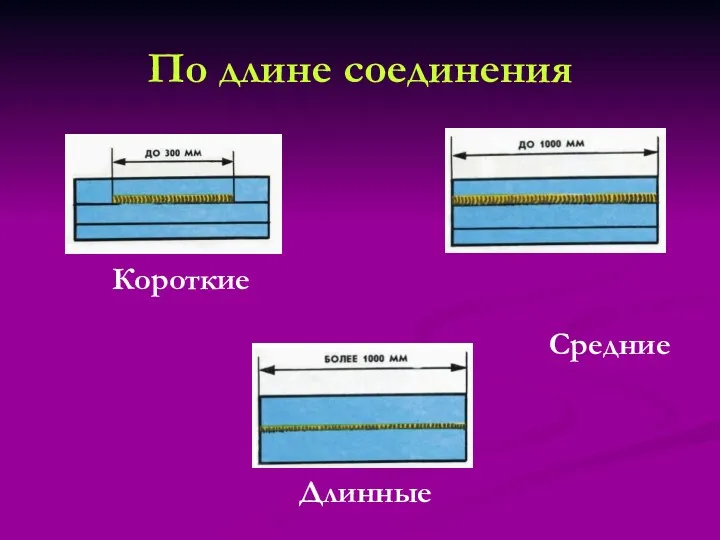
- 31. По длине соединения Короткие Средние Длинные
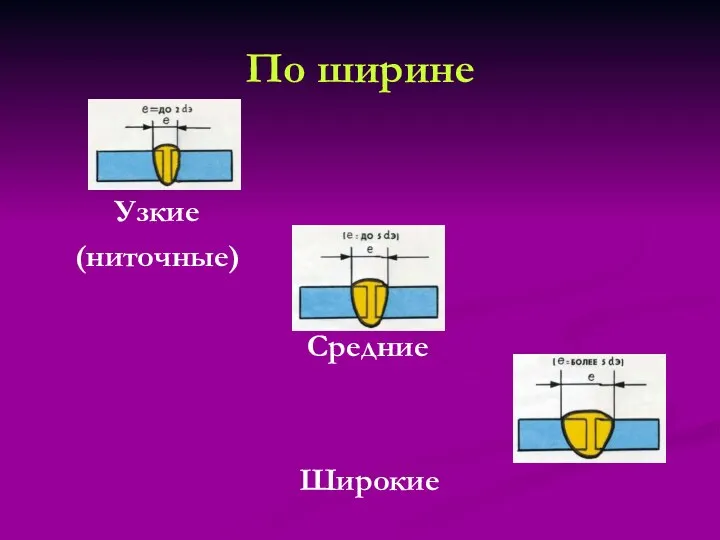
- 32. Узкие (ниточные) Средние Широкие По ширине
- 33. По характеру выполнения Односторонние Двухсторонние
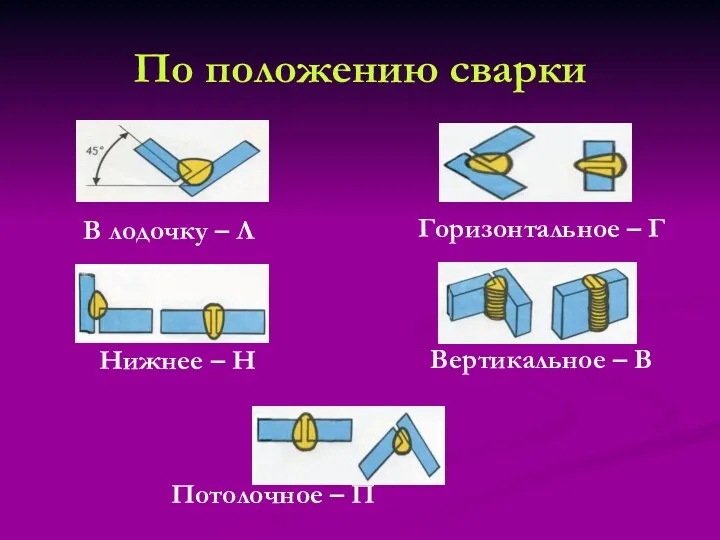
- 34. По положению сварки В лодочку – Л Нижнее – Н Потолочное – П Горизонтальное – Г
- 35. По конфигурации (направлению) Прямолинейные Криволинейные (фигурные) Кольцевые Кольцевые спиральные
- 36. По способу удержания сварочной ванны На весу На подкладке
- 37. ЭЛЕКТРИЧЕСКАЯ СХЕМА СВАРОЧНОГО ТРАНСФОРМАТОРА И ПОСТА (ИСТОЧНИКИ ПЕРЕМЕННОГО ТОКА)
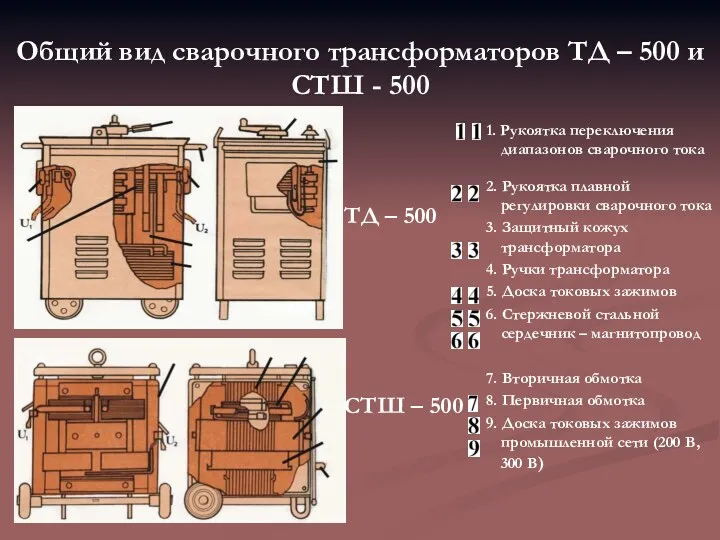
- 38. Общий вид сварочного трансформаторов ТД – 500 и СТШ - 500 1. Рукоятка переключения диапазонов сварочного
- 39. Электрическая схема сварочного трансформатора типа ТД (ТДМ) с подвижной вторичной катушкой и поста 1. Рубильник (S)
- 40. Рукоятка переключателя диапазонов тока Положение 1 – Соединение треугольником – большой ток Положение 2 - Соединение
- 41. Схема ручного передвижения магнитного шунта А) Сила тока наименьшая (шунт помещён между катушками, магнитный поток проходит
- 42. Схема ручного передвижения вторичной катушки трансформатора с помощью винтового устройства
- 43. Схема внешних характеристик источников питания 1. Крутопадающая 2. Пологопадающая 3. Жёсткая 4. Возрастающая
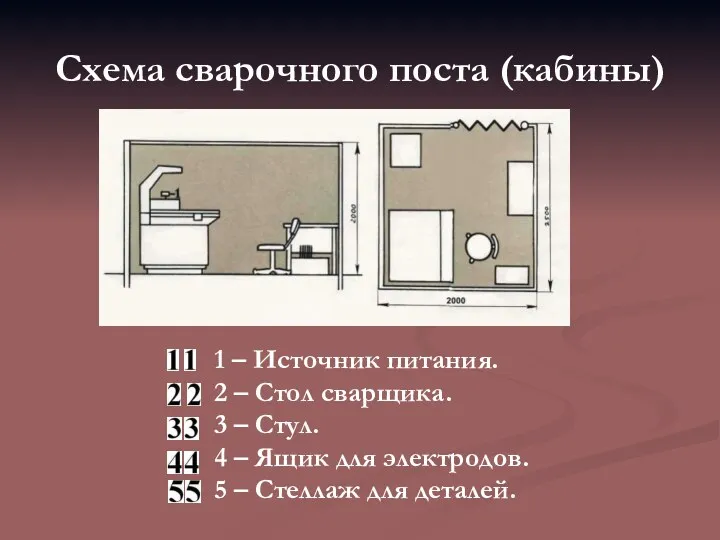
- 44. Схема сварочного поста (кабины) 1 – Источник питания. 2 – Стол сварщика. 3 – Стул. 4
- 45. Сварщику ЗАПРЕЩАЕТСЯ подключать трансформатор к промышленной сети
- 46. ЭЛЕКТРИЧЕСКАЯ СХЕМА СВАРОЧНОГО ВЫПРЯМИТЕЛЯ И ПОСТА (источники постоянного тока)
- 47. Общий вид выпрямителя типа ВД – 306 1. Вентилятор для охлаждения выпрямительного блока 2. Выпрямительный блок
- 48. Электрическая схема сварочного выпрямителя типа ВД и поста Питающая промышленная сеть трёхфазного переменного тока: 3…50 Гц,
- 49. Общий вид балластного реостата (РБ - 300) Электрическая схема реостата (РБ - 300)
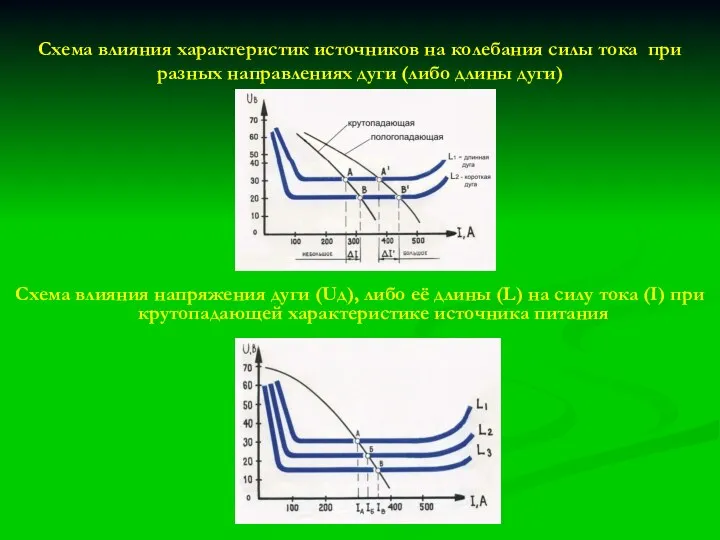
- 50. Схема влияния характеристик источников на колебания силы тока при разных направлениях дуги (либо длины дуги) Схема
- 51. СВАРЩИКУ ЗАПРЕЩАЕТСЯ подключать выпрямитель к промышленной сети
- 52. ЭЛЕКТРИЧЕСКАЯ СХЕМА СВАРОЧНОГО ГЕНЕРАТОРА И ПОСТА (ИСТОЧНИКИ ПОСТОЯННОГО ТОКА)
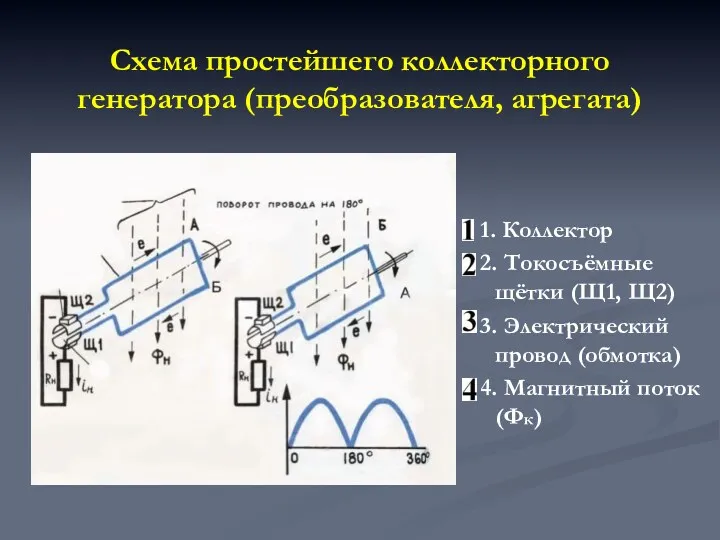
- 53. Схема простейшего коллекторного генератора (преобразователя, агрегата) 1. Коллектор 2. Токосъёмные щётки (Щ1, Щ2) 3. Электрический провод
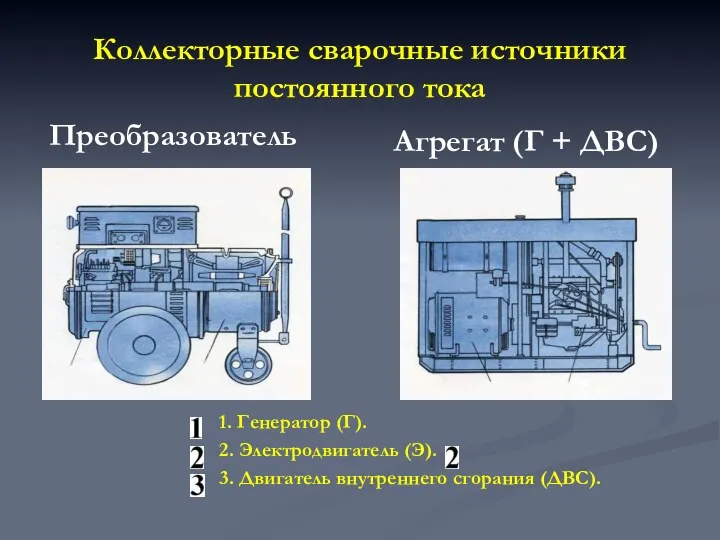
- 54. Коллекторные сварочные источники постоянного тока Генератор (Г) 1. Вентилятор 2. Якорь 3. Электромагнитные полюса 4. Распределительное
- 55. Агрегат (Г + ДВС) 1. Генератор (Г). 2. Электродвигатель (Э). 3. Двигатель внутреннего сгорания (ДВС). Коллекторные
- 56. Электрические схемы сварочных генераторов Электрическая схема вентильного генератора (преобразователя, агрегата) 1. Выпрямительный блок (V1…V6). 2. Неподвижный
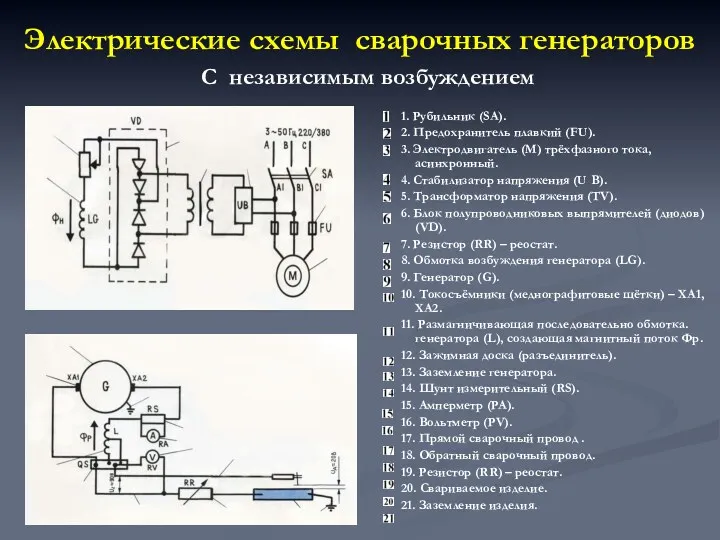
- 57. Электрические схемы сварочных генераторов С независимым возбуждением 1. Рубильник (SA). 2. Предохранитель плавкий (FU). 3. Электродвигатель
- 58. Электрические схемы сварочных генераторов С самовозбуждением 1. Двигатель внутреннего сгорания (дизельный или карбюраторный). 2. Резистор (RR
- 59. ЭЛЕКТРИЧЕСКАЯ СВАРОЧНАЯ ДУГА
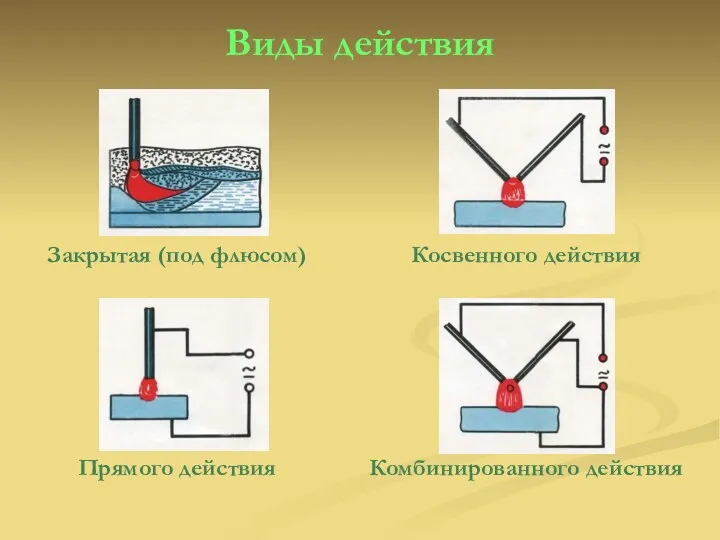
- 60. Виды действия Закрытая (под флюсом) Прямого действия Косвенного действия Комбинированного действия
- 61. Виды действия Открытая погружённая – вольфрамовым неплавящимся электродом Покрытым электродом
- 62. Схема объемной ионизации газа и падение напряжения в дуге Uд – напряжение дуги, В Uк –
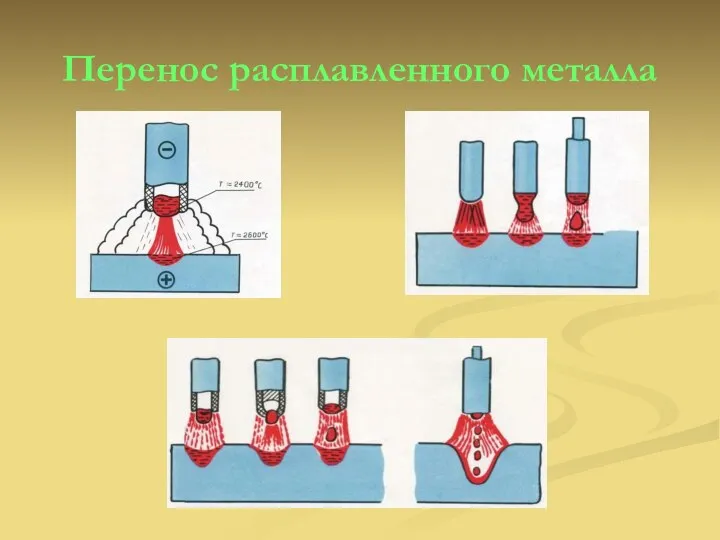
- 63. Перенос расплавленного металла
- 64. Выполнение сварки Неправильно Правильно
- 65. СХЕМА ТИПОВОЙ ТЕХНОЛОГИИ ИЗГОТОВЛЕНИЯ СВАРНЫХ КОНСТРУКЦИЙ И КОНТРОЛЬ ТЕХНОЛОГИИ
- 66. Основные технологические операции в производственном процессе, выполняемые последовательно по разработанным инструкциям, техническим условиям, операционным или маршрутными
- 67. ПОДГОТОВКА сварочного оборудования, приспособлений (оснастки) и исходных сварочных материалов ПРЕДВАРИТЕЛЬНЫЙ КОНТРОЛЬ 1. КОНТРОЛЬ оборудования и оснастки
- 68. СБОРКА ДЕТАЛЕЙ ПОД СВАРКУ ПРЕДВАРИТЕЛЬНЫЙ КОНТРОЛЬ 1. КОНТРОЛЬ разделки и чистоты свариваемых кромок 2. КОНТРОЛЬ габаритных
- 69. ВЫБОР ОРИЕНТИРОВОЧНЫХ РЕЖИМОВ СВАРКИ ТЕКУЩИЙ КОНТРОЛЬ 1. КОНТРОЛЬ сварочного оборудования и аппаратуры, инструмента, приборов и самого
- 70. ПРОЦЕСС СВАРКИ технические приёмы сварки и последовательность заполнения швов ТЕКУЩИЙ КОНТРОЛЬ 1. КОНТРОЛЬ техники сварки 2.
- 71. КОНТРОЛЬ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ (готовых изделий и конструкций) ГОСТ 3242 - 79 1) НЕРАЗРУШАЮЩИЕ методы контроля
- 72. ТЕХНИКА РУЧНОЙ ДУГОВОЙ СВАРКИ
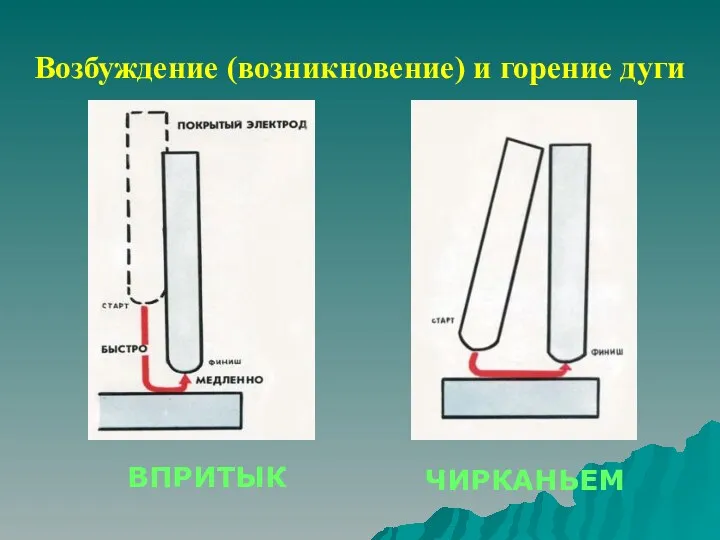
- 73. Возбуждение (возникновение) и горение дуги ВПРИТЫК ЧИРКАНЬЕМ
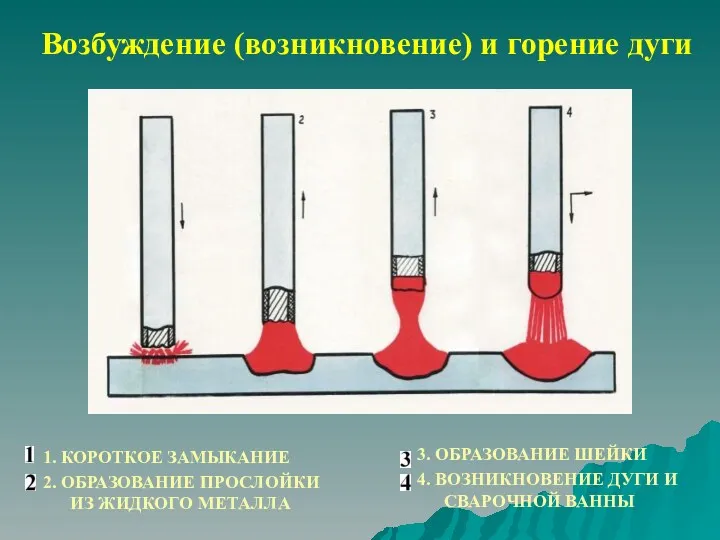
- 74. Возбуждение (возникновение) и горение дуги 1. КОРОТКОЕ ЗАМЫКАНИЕ 2. ОБРАЗОВАНИЕ ПРОСЛОЙКИ ИЗ ЖИДКОГО МЕТАЛЛА 3. ОБРАЗОВАНИЕ
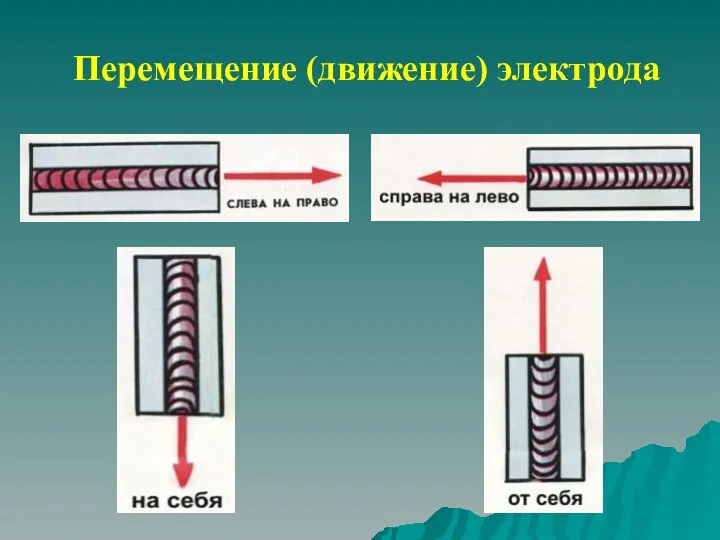
- 75. Перемещение (движение) электрода
- 76. Многослойная Многослойная многопроходная Стыковые соединения Угловые швы В лодочку (сварка только угловых швов) углы 30, 45,
- 77. Сварка в различных основных положениях Вертикальное Угол наклона покрытого электрода при сварке на подъем Угол наклона
- 78. Сварка в различных основных положениях Горизонтальное
- 79. Угол наклона покрытого электрода, горелки для дуговой сварки и присадочной проволоки При сварке покрытым электродом При
- 80. Схема зажигания дуги после её обрыва Техника движения торцом электрода
- 81. СВАРОЧНЫЕ НАПРЯЖЕНИЯ И ДЕФОРМАЦИИ (ИНОГДА НАЗЫВАЕМЫЕ СОБСТВЕННЫМИ И ВНУТРЕННИМИ)
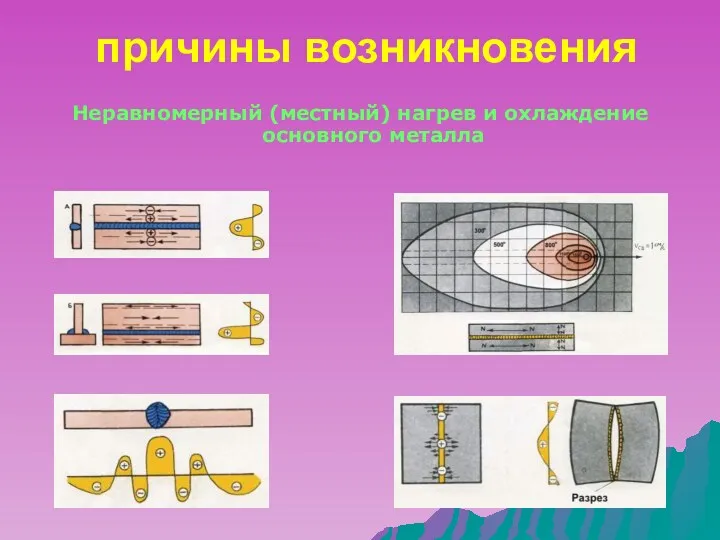
- 82. причины возникновения Неравномерный (местный) нагрев и охлаждение основного металла
- 83. причины возникновения Усадка расплавленного металла (литейная усадка)
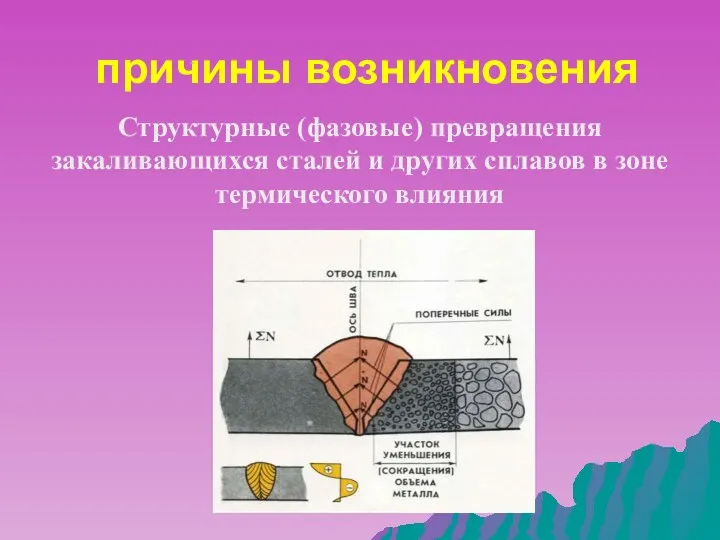
- 84. причины возникновения Структурные (фазовые) превращения закаливающихся сталей и других сплавов в зоне термического влияния
- 85. Способы уменьшения собственных деформаций и напряжений 1. Использовать пластичный основной металл, покрытые электроды и присадочную проволоку.
- 86. Способы уменьшения собственных деформаций и напряжений Технологические 1. Использовать секционную сборку. 2. Правильно выбирать вид, режим
- 87. МЕТАЛЛУРГИЧЕСКИЕ ПРОЦЕССЫ ДУГОВОЙ СВАРКИ
- 88. Способы снижения основных реакций при сварке 1. Выполнять сварку короткой дугой; 2. Защищать и обезжиривать кромки
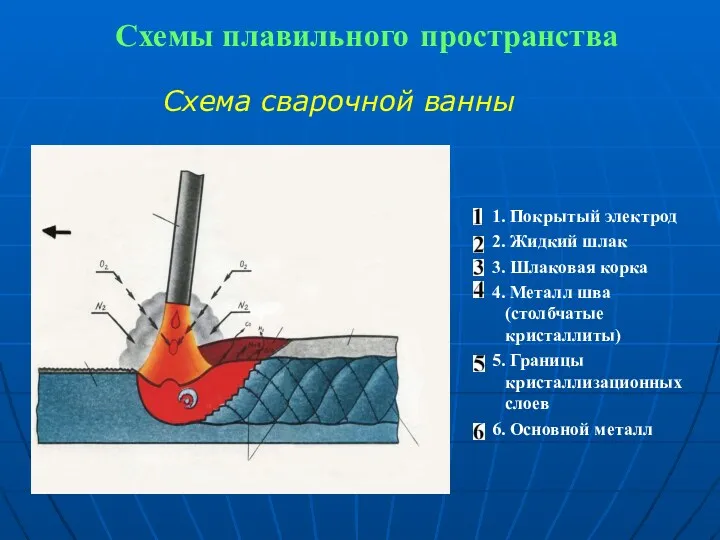
- 89. Схемы плавильного пространства 1. Покрытый электрод 2. Жидкий шлак 3. Шлаковая корка 4. Металл шва (столбчатые
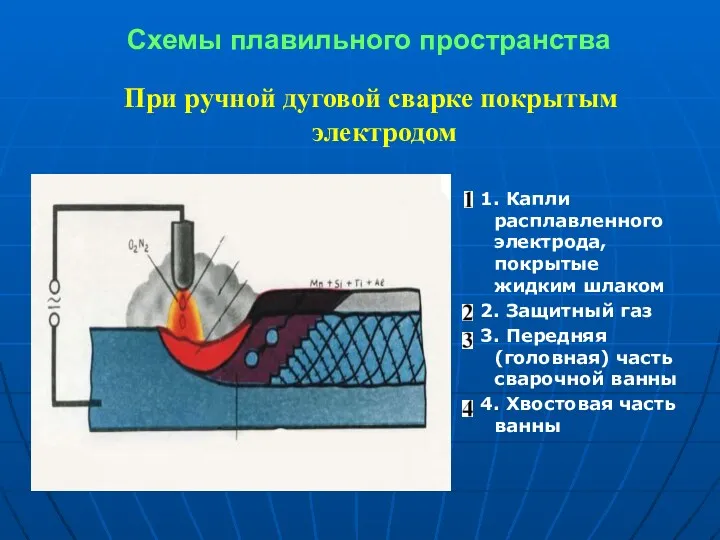
- 90. Схемы плавильного пространства При ручной дуговой сварке покрытым электродом 1. Капли расплавленного электрода, покрытые жидким шлаком
- 91. Схемы плавильного пространства При ручной дуговой сварке покрытым электродом При рекомендуемом расходе защитных (инертных) газов можно
- 92. Схемы плавильного пространства При ручной аргонодуговой сварке 1. Сопло 2. Вольфрамовый электрод 3. Сварочная ванна 4.
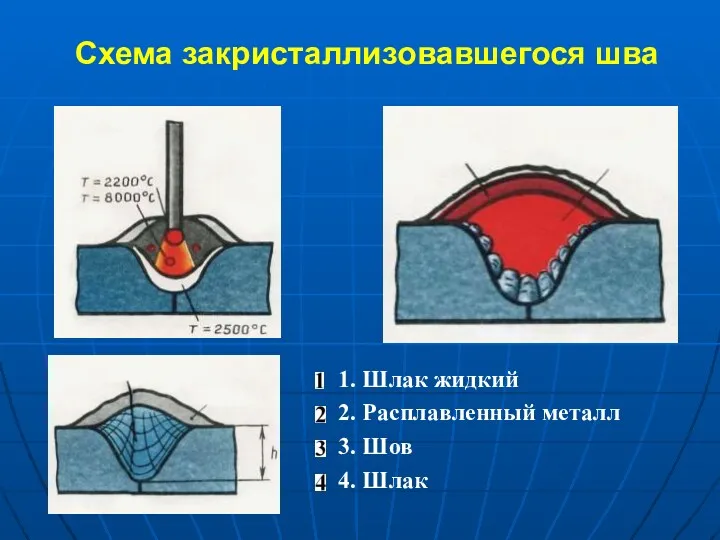
- 93. Схема закристаллизовавшегося шва 1. Шлак жидкий 2. Расплавленный металл 3. Шов 4. Шлак
- 94. Влияние дуги при дуговой сварке покрытым электродом Короткая дуга Длинная дуга
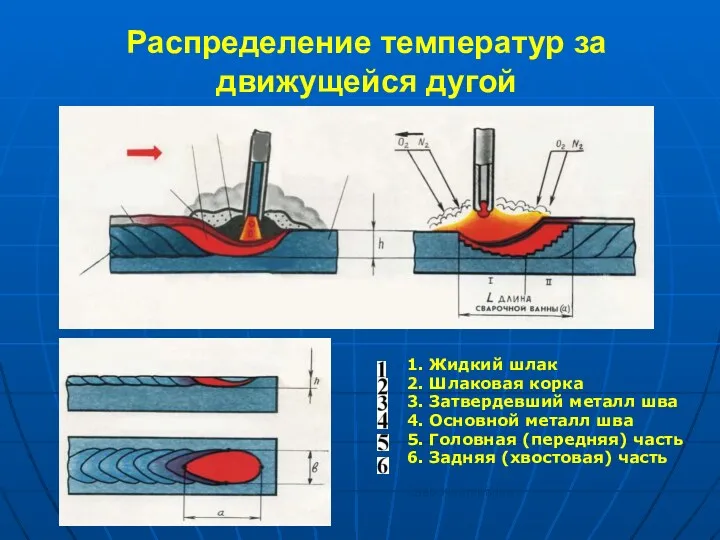
- 95. Распределение температур за движущейся дугой 1. Жидкий шлак 2. Шлаковая корка 3. Затвердевший металл шва 4.
- 96. Состав струи аргона, истекающего из сопла горелки Влияние расхода газа, скорости сварки (Vсв), типа сварного соединения
- 97. КРИСТАЛЛИЗАЦИЯ И СТРОЕНИЕ СВАРНОГО СОЕДИНЕНИЯ
- 98. Схема образования кристаллов (кристаллитов или зерен металла) 1,2,3,4,5 – свободный рост кристаллов и прекращение их роста
- 99. Схема роста кристаллитов Кристаллизационные слои в металле однослойного шва (химическая неоднородность металла по слоям)
- 100. Схема кристаллизации и строения металла шва разной ширины и глубины проплавления 1- кристаллиты с большой скоростью
- 101. Схема влияния режима сварки на направление роста кристаллитов при затвердении 1. Большая сила сварочного тока, низкое
- 102. Схема строения сварного соединения 1. Наплавленный металл; 2. Зона сплавления; 3. Участок перегрева 4. Участок нормализации
- 103. ДУГОВАЯ СВАРКА ПОКРЫТЫМ ЭЛЕКТРОДОМ УГЛЕРОДИСТОЙ СТАЛИ
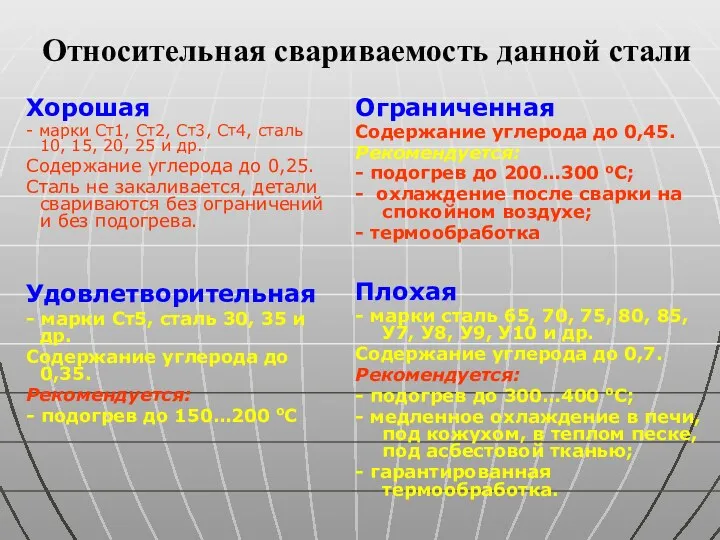
- 104. Относительная свариваемость данной стали Хорошая - марки Ст1, Ст2, Ст3, Ст4, сталь 10, 15, 20, 25
- 105. Пример типовой разработки технологии ручной дуговой сварки балки из низкоуглеродистой стали Операции технологического процесса сварки и
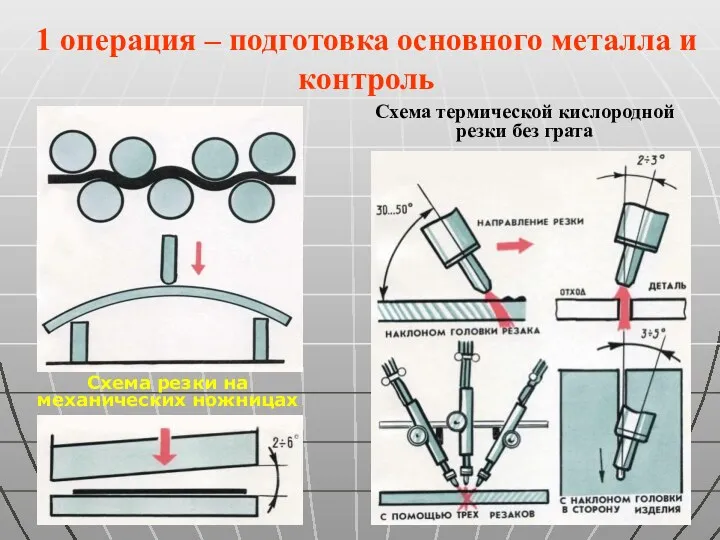
- 106. 1 операция – подготовка основного металла и контроль Схема резки на механических ножницах Схема термической кислородной
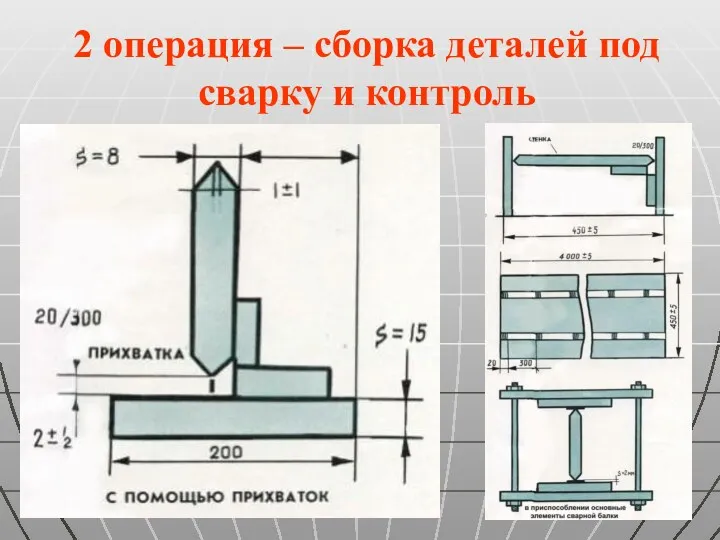
- 107. 2 операция – сборка деталей под сварку и контроль
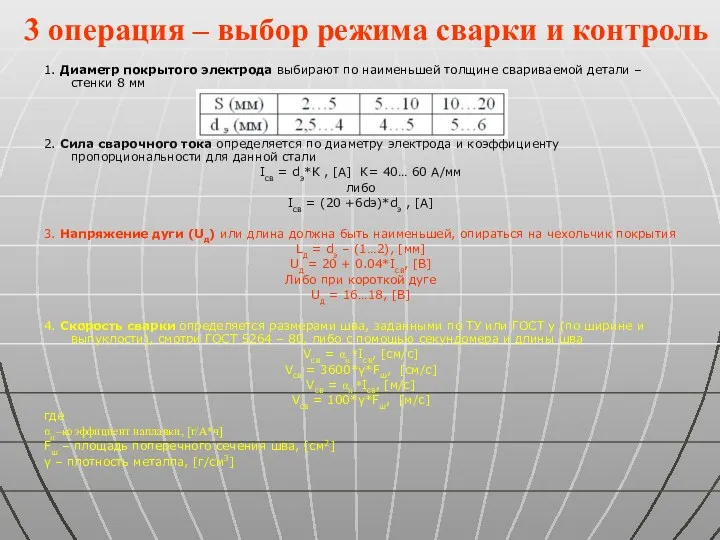
- 108. 3 операция – выбор режима сварки и контроль 1. Диаметр покрытого электрода выбирают по наименьшей толщине
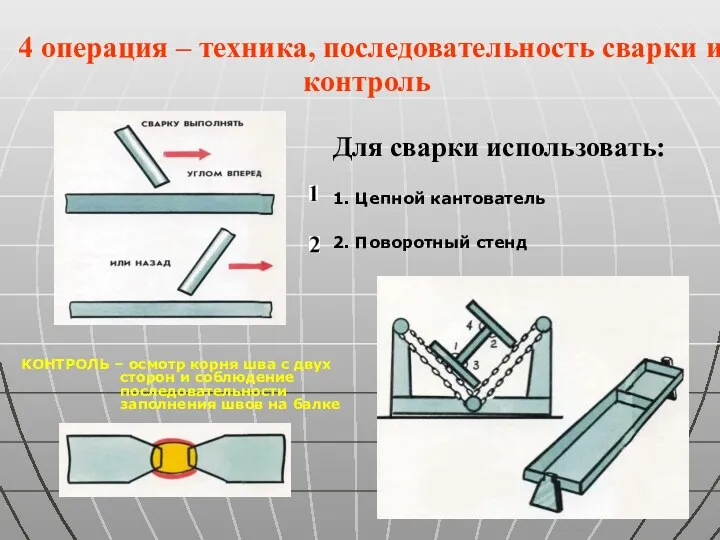
- 109. 4 операция – техника, последовательность сварки и контроль КОНТРОЛЬ – осмотр корня шва с двух сторон
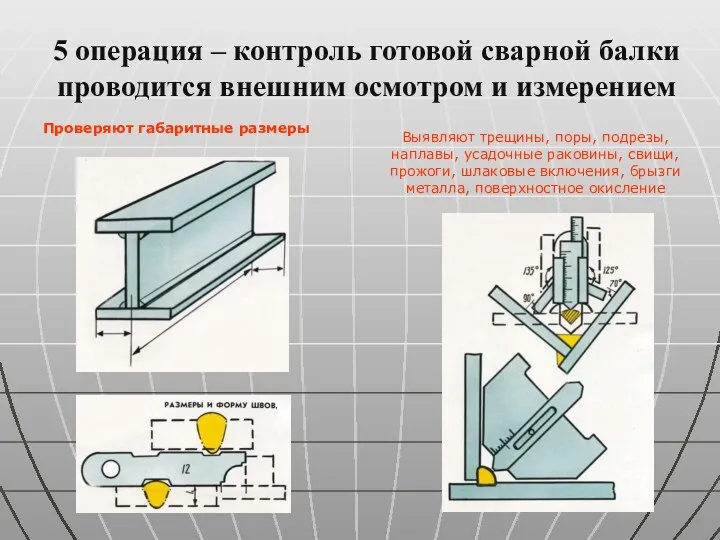
- 110. 5 операция – контроль готовой сварной балки проводится внешним осмотром и измерением Проверяют габаритные размеры Выявляют
- 111. ТЕХНОЛОГИЯ ДУГОВОЙ СВАРКИ ЛЕГИРОВАННОЙ СТАЛИ
- 112. Относительная свариваемость легированной стали ХОРОШАЯ УДОВЛЕТВОРИТЕЛЬНАЯ ОГРАНИЧЕННАЯ ПЛОХОЯ - если содержание углерода до 0,2% и легирующих
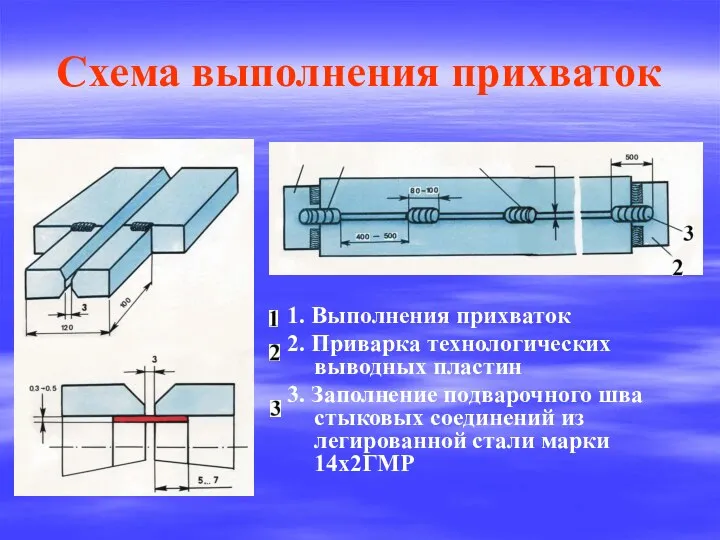
- 113. Схема выполнения прихваток 1. Выполнения прихваток 2. Приварка технологических выводных пластин 3. Заполнение подварочного шва стыковых
- 114. Схемы сварки угловых швов С большим объемом сварочной ванны и отсутствием зазора С малым объемом сварочной
- 115. Схема выполнения корневых швов с перевязкой l – длина шва, выполняемого одним электродом Схема предварительного подогрева
- 116. Схема порядка заполнения швов с применением отжигающего валика 1. Отжигающий валик; 2. Зоны отпуска, полученные в
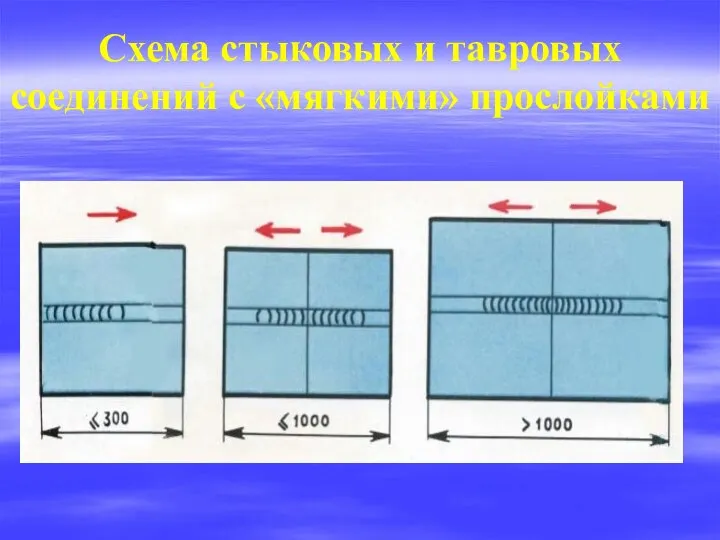
- 117. Схема стыковых и тавровых соединений с «мягкими» прослойками
- 118. ТЕХНОЛОГИЯ РУЧНОЙ ДУГОВОЙ СВАРКИ ЧУГУНА
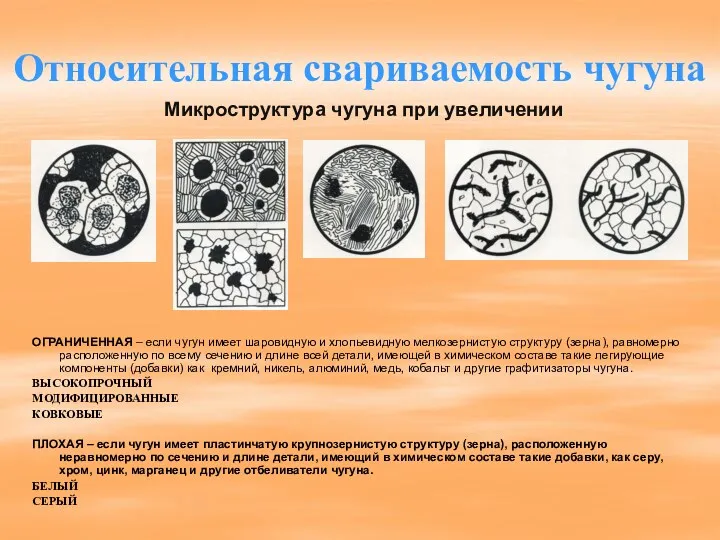
- 119. Относительная свариваемость чугуна Микроструктура чугуна при увеличении ОГРАНИЧЕННАЯ – если чугун имеет шаровидную и хлопьевидную мелкозернистую
- 120. Холодная сварка Без предварительного подогрева деталей
- 121. Схема сварки чугуна по стальным шпилькам (ввертышам) 1. Расположение шпилек; 2. Последовательность обварки шпилек; 3. Установка
- 122. Горячая сварка с подогревом Холодная Перегретая Нормальная Формы сварочной ванны в зависимости от её нагрева
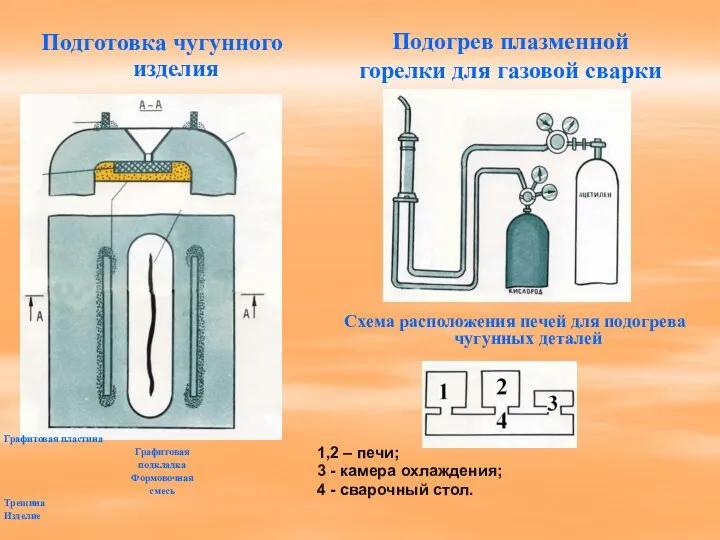
- 123. Подогрев плазменной горелки для газовой сварки Подготовка чугунного изделия Графитовая пластина Графитовая подкладка Формовочная смесь Трещина
- 124. Покрытые комбинированные электроды Стальной стержень Медный стержень Готовый покрытый электрод Покрытие Прихватки Пучок комбинированных электродов
- 125. ТЕХНОЛОГИЯ ДУГОВОЙ СВАРКИ ЦВЕТНЫХ МЕТАЛЛОВ (СПЛАВОВ)
- 126. Основные особенности (трудности) сварки данных металлов (сплавов) МЕДЬ И ЕЁ СПЛАВЫ 1- Легкое образование оксида в
- 127. Основные особенности (трудности) сварки данных металлов (сплавов) АЛЮМИНИЙ И ЕГО СПЛАВЫ 1- Образование тугоплавкого и тяжелого
- 128. Основные особенности (трудности) сварки данных металлов (сплавов) МАГНИЙ И ЕГО СПЛАВЫ 1- Образование тугоплавкого оксида; 2-
- 129. Основные особенности (трудности) сварки данных металлов (сплавов) ТИТАН И ЕГО СПЛАВЫ 1- Интенсивное поглощение вредных газов
- 130. ВСЕ ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ ТРЕБУЮТ ВЫСОКОЙ КУЛЬТУРЫ ПРОИЗВОДСТВА
- 131. Участки зачистки и обезжиривания Подогрев медных деталей до 150…250 оС Проковка швов после сварки
- 132. Схема аргонодуговой сварки изделий 1. Вольфрам 2. Сопло аргона 3. Сопло азота Подача защитных газов в
- 133. Схема аргонодуговой сварки изделий с применением приспособлений Клавишного прерывистого типа
- 134. Схема аргонодуговой сварки изделий с применением приспособлений Прижимов непрерывного типа
- 135. Схема защиты лицевой и обратной стороны шва (корня шва) при сварке 1. Стыковых соединений 2. Тавровых
- 136. Схема сварки титана в камерах и боксах с контролируемой средой 1. Камера (бокс)4 2. Защитное стекло;
- 137. ВЫСОКОПРОИЗВОДИТЕЛЬНЫЕ СПОСОБЫ ДУГОВОЙ СВАРКИ ПОКРЫТЫМ ЭЛЕКТРОДОМ
- 138. Схема использования рациональной разделки кромок Способы соединений
- 139. Схема сварки наклонным электродом Схема сварки лежачим электродом Сварка трёхфазной дугой
- 140. Схема сварки с глубоким проплавлением (с опиранием на чехольчик покрытия) Угловых швов Стыковых швов Погружённой дугой
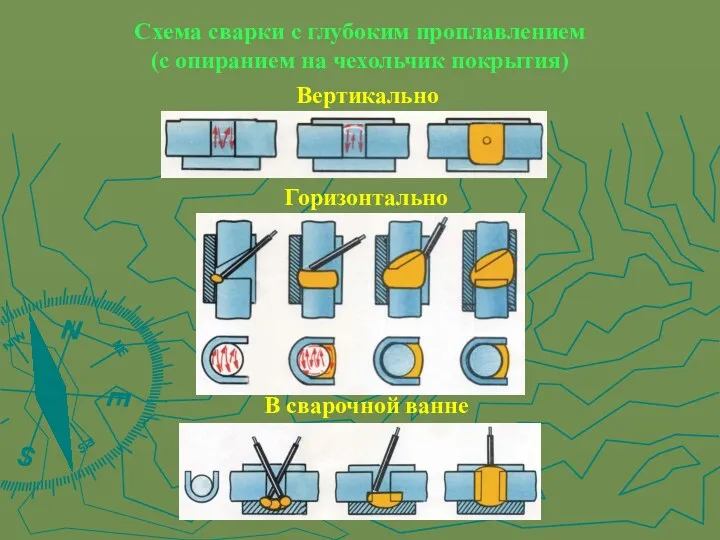
- 141. Схема сварки с глубоким проплавлением (с опиранием на чехольчик покрытия) Вертикально Горизонтально В сварочной ванне
- 142. Устройство бункера для безогарковой сварки
- 143. ТЕХНОЛОГИЯ РУЧНОЙ ДУГОВОЙ НАПЛАВКИ
- 144. Угольным электродом, используя порошковые и зернистые смеси, керамику, керамические легирующие флюсы, чугунные опилки (крошку) Вольфрамовым электродом
- 145. Покрытым электродом 1- графитовые пластины; 2- слой прокаленной буры; 3- слой твердого сплава; 4- наплавленный слой.
- 146. Схема наплавки валиков Наплавка твёрдыми сплавами m – шаг наплавки; Е – ширина шва; h –
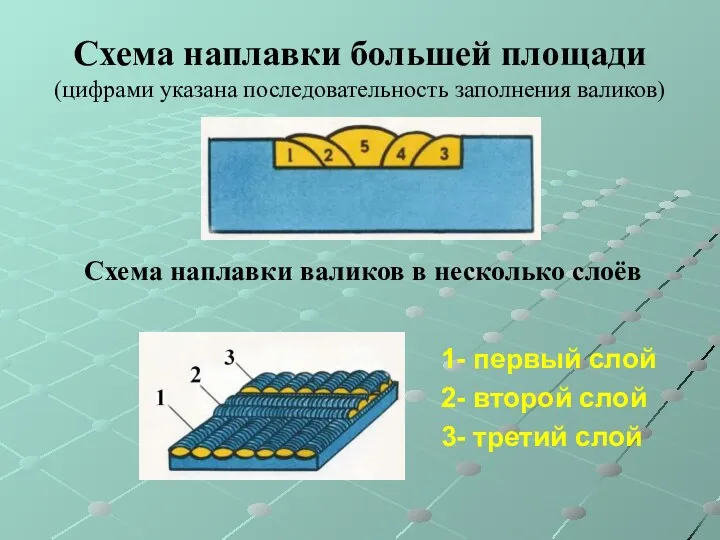
- 147. Схема наплавки большей площади (цифрами указана последовательность заполнения валиков) Схема наплавки валиков в несколько слоёв 1-
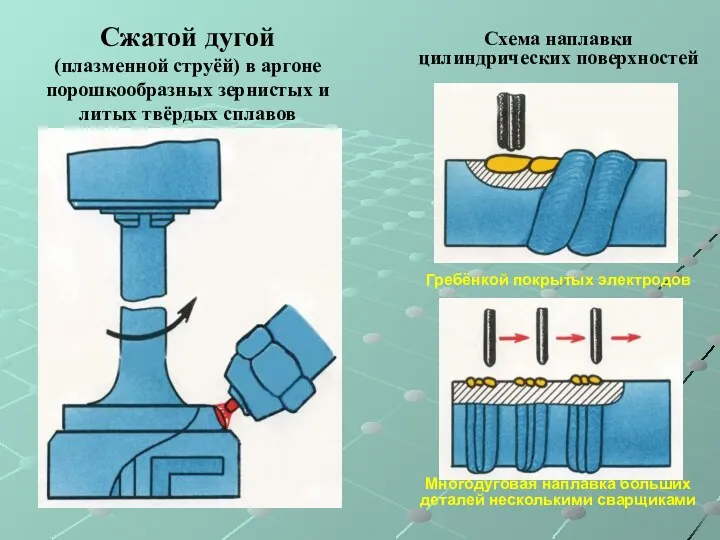
- 148. Сжатой дугой (плазменной струёй) в аргоне порошкообразных зернистых и литых твёрдых сплавов Схема наплавки цилиндрических поверхностей
- 149. Дефекты сварных соединений
- 150. Внешние Трещины 1. Продольные 2. Поперечные 3. Разветвление 4. В зоне термического влияния
- 151. Внешние 1. Дефекты формы и размеров шва 2. Поры 3. Цепочки пор 4. Усадочные раковины 5.
- 152. Внутренние 1. Непровары 2. Поры 3. Скрытые наплывы 4. Трещины 5. Шлаковые включения
- 153. Сквозные 1. Местные несплавления кромок 2. Прожог 3. Трещины 4. Шлаковые включения
- 154. КОНТРОЛЬ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ
- 155. Неразрушающие виды и методы контроля Технический осмотр включает один метод – внешний осмотр измерение поверхностных и
- 156. Неразрушающие виды и методы контроля Радиационный 1. Фотоплёнка 2. Кассета 3. Экраны 4. Рентгеновские лучи 5.
- 157. Неразрушающие виды и методы контроля Магнитный Схема распределения магнитного потока по сечению сварного шва Без дефекта
- 158. Неразрушающие виды и методы контроля Схема магнитографического метода Характер импульсов на экране осциллографа 1. Сварной шов
- 159. Неразрушающие виды и методы контроля Течеискание Схема манометрического метода 1- Сжатый воздух 2- Аммиак 3- Закрытая
- 160. Неразрушающие виды и методы контроля Течеискание Схема пузырьковой проверки 1. Сжатый воздух (от сети) 2. Газовый
- 161. Неразрушающие виды и методы контроля Течеискание Схема установки для контроля газоаналитическим методом с помощью гелиевого течеискателя
- 162. Разрушающие методы контроля Схема механических испытаний сварных соединений Круглые образцы до и после испытаний Схема вырезки
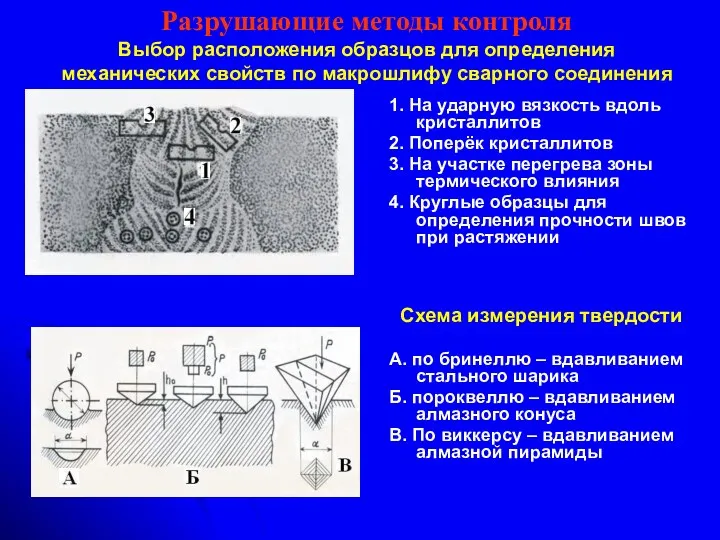
- 163. Разрушающие методы контроля Выбор расположения образцов для определения механических свойств по макрошлифу сварного соединения 1. На
- 165. Скачать презентацию
ВИДЫ СВАРКИ
деление по физическим признакам
ВИДЫ СВАРКИ
деление по физическим признакам
ПЛАВЛЕНИЕМ
(физический процесс)
- Дуговая
- Газовая
- Плазменная
- Электрошлаковая
- Электронно-лучевая
- Лазерная
- Световая
- Термитная
ПЛАВЛЕНИЕМ
(физический процесс)
- Дуговая
- Газовая
- Плазменная
- Электрошлаковая
- Электронно-лучевая
- Лазерная
- Световая
- Термитная
С ПРИМЕНЕНИЕМ ДАВЛЕНИЯ
(физико-механический процесс)
- Контактная
- Диффузионная
- Стыковая контактная
- Высокочастотная
- Дугопрессовая
- Газопрессовая
- Шлакопрессовая и
С ПРИМЕНЕНИЕМ ДАВЛЕНИЯ
(физико-механический процесс)
- Контактная
- Диффузионная
- Стыковая контактная
- Высокочастотная
- Дугопрессовая
- Газопрессовая
- Шлакопрессовая и
ДАВЛЕНИЕМ
(механический процесс)
- Холодная
- Взрывом
- Ультразвуковая
- Трением
- Магнито-импульсная и другие
ДАВЛЕНИЕМ
(механический процесс)
- Холодная
- Взрывом
- Ультразвуковая
- Трением
- Магнито-импульсная и другие
ДУГОВАЯ СВАРКА
- По виду электрода и применению присадочной проволоки
- По виду дуги и
ДУГОВАЯ СВАРКА
- По виду электрода и применению присадочной проволоки
- По виду дуги и
Ручная дуговая
сварка
Ручная дуговая
сварка
1- Прямой сварочный привод
2 – Электрододержатель
3 – Покрытый электрод
4 – Металлический стержень электрода
5
1- Прямой сварочный привод
2 – Электрододержатель
3 – Покрытый электрод
4 – Металлический стержень электрода
5

Угольным (неплавящимся) электродом
1 – угольный электрод
2 – катодное пятно
3 – газовый столб дуги
4
Угольным (неплавящимся) электродом
1 – угольный электрод
2 – катодное пятно
3 – газовый столб дуги
4
Ручная аргонодуговая сварка неплавящимся (вольфрамовым) электродом
Ручная аргонодуговая сварка неплавящимся (вольфрамовым) электродом
Принцип действия
1. Источник питания дуги постоянным и перемененным током
2. Прямой сварочный провод
3. Вольфрамовый
Принцип действия
1. Источник питания дуги постоянным и перемененным током
2. Прямой сварочный провод
3. Вольфрамовый

Электрические схемы постов для ручной аргонодуговой сварки
На постоянном токе
1. Сварочный генератор
2. Амперметр
3.
Электрические схемы постов для ручной аргонодуговой сварки
На постоянном токе
1. Сварочный генератор
2. Амперметр
3.
Электрические схемы постов для ручной аргонодуговой сварки
На переменном токе
1. Сварочный трансформатор
Электрические схемы постов для ручной аргонодуговой сварки
На переменном токе
1. Сварочный трансформатор

Специализированные установки для аргонодуговой сварки
(ТИР, УДГ, ИПП, АП, ГИД и др.)
Специализированные установки для аргонодуговой сварки
(ТИР, УДГ, ИПП, АП, ГИД и др.)

РУЧНАЯ ПЛАЗМЕННАЯ СВАРКА
РУЧНАЯ ПЛАЗМЕННАЯ СВАРКА
Плазмотрон
1. Основной металл (изделие)
2. Сварочная ванна
3. Сжатая дуга (струя)
4. Защитный газ
5. Защитное сопло
Плазмотрон
1. Основной металл (изделие)
2. Сварочная ванна
3. Сжатая дуга (струя)
4. Защитный газ
5. Защитное сопло
Схемы процессов плазменной сварки
Сжатой дугой прямого действия
Сжатой дугой косвенного действия
(плазменной струей)
Схемы процессов плазменной сварки
Сжатой дугой прямого действия
Сжатой дугой косвенного действия
(плазменной струей)
СВАРНЫЕ СОЕДИНЕНИЯ
(НЕРАЗЬЁМНЫЕ, ВЫПОЛНЕННЫЕ СВАРКОЙ)
СВАРНЫЕ СОЕДИНЕНИЯ
(НЕРАЗЬЁМНЫЕ, ВЫПОЛНЕННЫЕ СВАРКОЙ)
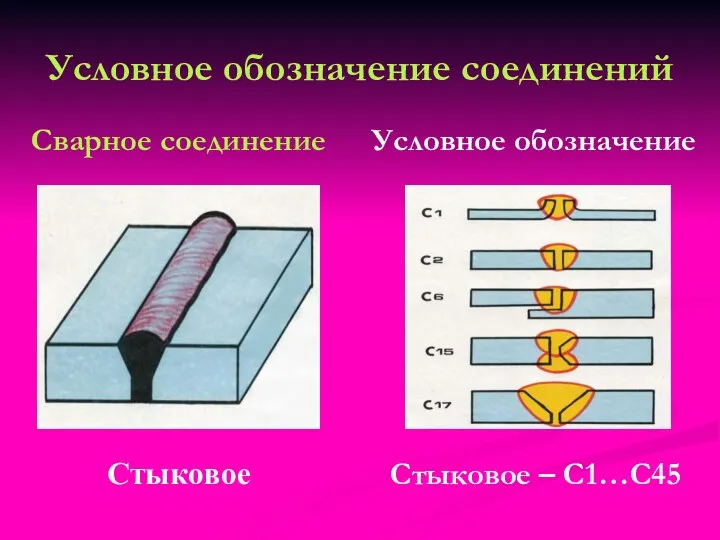
Условное обозначение соединений
Сварное соединение
Стыковое
Условное обозначение
Стыковое – С1…С45
Условное обозначение соединений
Сварное соединение
Стыковое
Условное обозначение
Стыковое – С1…С45
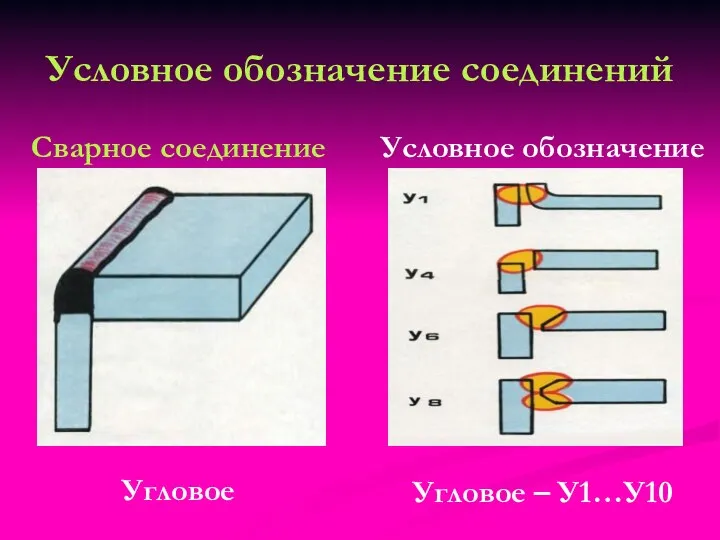
Условное обозначение соединений
Сварное соединение
Угловое
Условное обозначение
Угловое – У1…У10
Условное обозначение соединений
Сварное соединение
Угловое
Условное обозначение
Угловое – У1…У10
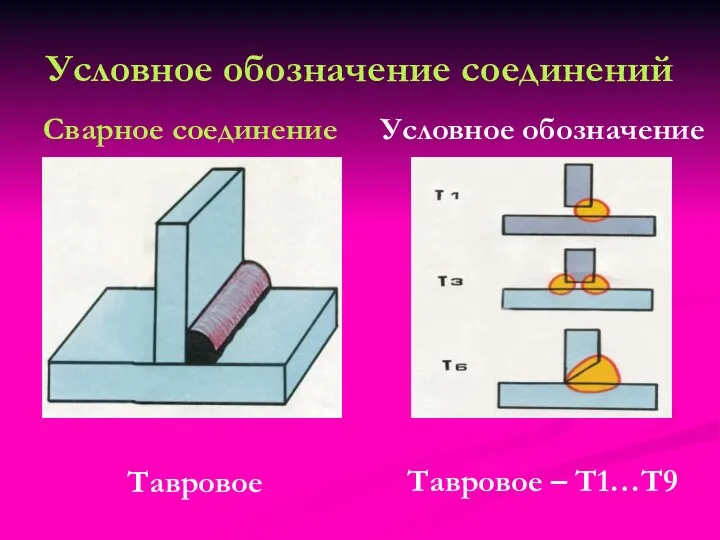
Условное обозначение соединений
Сварное соединение
Тавровое
Условное обозначение
Тавровое – Т1…Т9
Условное обозначение соединений
Сварное соединение
Тавровое
Условное обозначение
Тавровое – Т1…Т9
Условное обозначение соединений
Сварное соединение
Нахлёстное
Условное обозначение
Нахлёстное – Н1…Н2
Условное обозначение соединений
Сварное соединение
Нахлёстное
Условное обозначение
Нахлёстное – Н1…Н2
Условное обозначение соединений
Сварное соединение
Торцовое
Условное обозначение
Нет обозначений
Условное обозначение соединений
Сварное соединение
Торцовое
Условное обозначение
Нет обозначений

Конструктивные элементы подготовленных кромок свариваемых деталей
Конструктивные элементы подготовленных кромок свариваемых деталей
ШВЫ СВАРНЫХ СОЕДИНЕНИЙ
Условное деление швов
ШВЫ СВАРНЫХ СОЕДИНЕНИЙ
Условное деление швов
По типу соединения
Стыковые
Угловые
Точечные
По типу соединения
Стыковые
Угловые
Точечные

По промежуткам в длине
Непрерывные
Прерывистые
Прерывистые цепные
Прерывистые шахматные
По промежуткам в длине
Непрерывные
Прерывистые
Прерывистые цепные
Прерывистые шахматные

По количеству слоёв (валиков)
Многослойные
Однослойные
По количеству слоёв (валиков)
Многослойные
Однослойные

По форме наружной поверхности
Нормальные Вогнутые
Выпуклые
По форме наружной поверхности
Нормальные Вогнутые
Выпуклые
По отношению к нагрузкам
Рабочие стыковые
и угловые
Связующие
Фланговые
Лобовые
Комбинированные
Косые
По отношению к нагрузкам
Рабочие стыковые
и угловые
Связующие
Фланговые
Лобовые
Комбинированные
Косые

По длине соединения
Короткие
Средние
Длинные
По длине соединения
Короткие
Средние
Длинные
Узкие
(ниточные)
Средние
Широкие
По ширине
(ниточные)
Средние
Широкие
По ширине
По характеру выполнения
Односторонние
Двухсторонние
По характеру выполнения
Односторонние
Двухсторонние

По положению сварки
В лодочку – Л
Нижнее – Н
Потолочное – П
Горизонтальное – Г
Вертикальное
По положению сварки
В лодочку – Л
Нижнее – Н
Потолочное – П
Горизонтальное – Г
Вертикальное
По конфигурации (направлению)
Прямолинейные
Криволинейные
(фигурные)
Кольцевые
Кольцевые спиральные
По конфигурации (направлению)
Прямолинейные
Криволинейные
(фигурные)
Кольцевые
Кольцевые спиральные

По способу удержания сварочной ванны
На весу
На подкладке
По способу удержания сварочной ванны
На весу
На подкладке

ЭЛЕКТРИЧЕСКАЯ СХЕМА СВАРОЧНОГО ТРАНСФОРМАТОРА И ПОСТА
(ИСТОЧНИКИ ПЕРЕМЕННОГО ТОКА)
ЭЛЕКТРИЧЕСКАЯ СХЕМА СВАРОЧНОГО ТРАНСФОРМАТОРА И ПОСТА
(ИСТОЧНИКИ ПЕРЕМЕННОГО ТОКА)
Общий вид сварочного трансформаторов ТД – 500 и СТШ - 500
1. Рукоятка переключения
Общий вид сварочного трансформаторов ТД – 500 и СТШ - 500
1. Рукоятка переключения
Электрическая схема сварочного трансформатора типа ТД (ТДМ) с подвижной вторичной катушкой и поста
1.
Электрическая схема сварочного трансформатора типа ТД (ТДМ) с подвижной вторичной катушкой и поста
1.

Рукоятка переключателя диапазонов тока
Положение 1 – Соединение треугольником – большой ток
Положение 2 -
Рукоятка переключателя диапазонов тока
Положение 1 – Соединение треугольником – большой ток
Положение 2 -
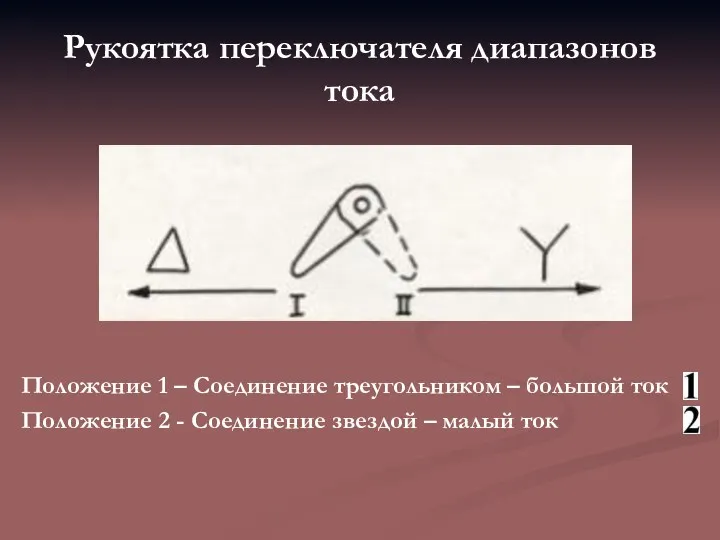
Схема ручного передвижения магнитного шунта
А) Сила тока наименьшая (шунт помещён между катушками, магнитный
Схема ручного передвижения магнитного шунта
А) Сила тока наименьшая (шунт помещён между катушками, магнитный
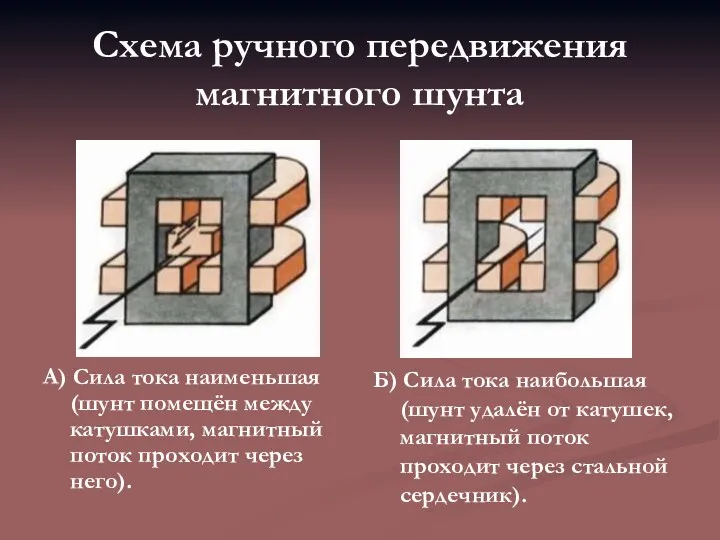
Схема ручного передвижения вторичной катушки трансформатора с помощью винтового устройства
Схема ручного передвижения вторичной катушки трансформатора с помощью винтового устройства

Схема внешних характеристик источников питания
1. Крутопадающая
2. Пологопадающая
3. Жёсткая
4. Возрастающая
Схема внешних характеристик источников питания
1. Крутопадающая
2. Пологопадающая
3. Жёсткая
4. Возрастающая
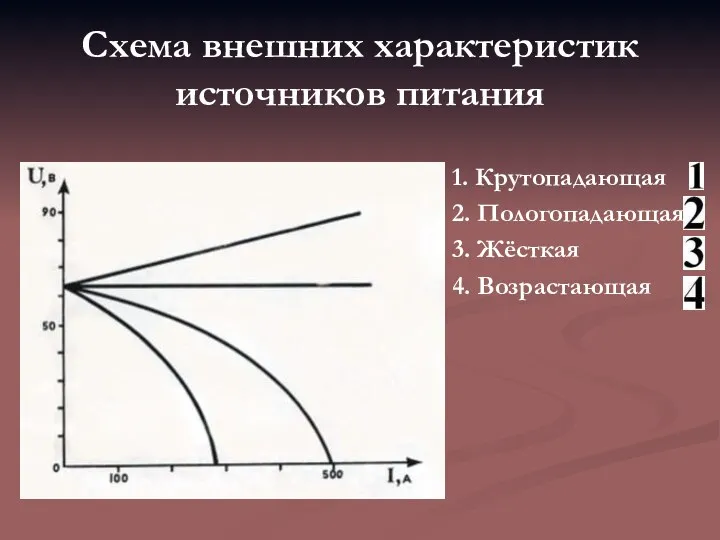
Схема сварочного поста (кабины)
1 – Источник питания.
2 – Стол сварщика.
3 – Стул.
4
Схема сварочного поста (кабины)
1 – Источник питания.
2 – Стол сварщика.
3 – Стул.
4
Сварщику
ЗАПРЕЩАЕТСЯ
подключать трансформатор к промышленной сети
Сварщику
ЗАПРЕЩАЕТСЯ
подключать трансформатор к промышленной сети
ЭЛЕКТРИЧЕСКАЯ СХЕМА СВАРОЧНОГО ВЫПРЯМИТЕЛЯ И ПОСТА
(источники постоянного тока)
ЭЛЕКТРИЧЕСКАЯ СХЕМА СВАРОЧНОГО ВЫПРЯМИТЕЛЯ И ПОСТА
(источники постоянного тока)
Общий вид выпрямителя типа ВД – 306
1. Вентилятор для охлаждения выпрямительного блока
2. Выпрямительный
Общий вид выпрямителя типа ВД – 306
1. Вентилятор для охлаждения выпрямительного блока
2. Выпрямительный

Электрическая схема сварочного выпрямителя типа ВД и поста
Питающая промышленная сеть трёхфазного переменного тока:
3…50
Электрическая схема сварочного выпрямителя типа ВД и поста
Питающая промышленная сеть трёхфазного переменного тока:
3…50

Общий вид балластного реостата (РБ - 300)
Электрическая схема реостата (РБ - 300)
Общий вид балластного реостата (РБ - 300)
Электрическая схема реостата (РБ - 300)

Схема влияния характеристик источников на колебания силы тока при разных направлениях дуги (либо
Схема влияния характеристик источников на колебания силы тока при разных направлениях дуги (либо
СВАРЩИКУ
ЗАПРЕЩАЕТСЯ
подключать выпрямитель к промышленной сети
ЗАПРЕЩАЕТСЯ
подключать выпрямитель к промышленной сети

ЭЛЕКТРИЧЕСКАЯ СХЕМА СВАРОЧНОГО ГЕНЕРАТОРА И ПОСТА
(ИСТОЧНИКИ ПОСТОЯННОГО ТОКА)
ЭЛЕКТРИЧЕСКАЯ СХЕМА СВАРОЧНОГО ГЕНЕРАТОРА И ПОСТА
(ИСТОЧНИКИ ПОСТОЯННОГО ТОКА)
Схема простейшего коллекторного генератора (преобразователя, агрегата)
1. Коллектор
2. Токосъёмные щётки (Щ1, Щ2)
3. Электрический провод
Схема простейшего коллекторного генератора (преобразователя, агрегата)
1. Коллектор
2. Токосъёмные щётки (Щ1, Щ2)
3. Электрический провод
Коллекторные сварочные источники постоянного тока
Генератор (Г)
1. Вентилятор
2. Якорь
3. Электромагнитные полюса
4. Распределительное устройство
Коллекторные сварочные источники постоянного тока
Генератор (Г)
1. Вентилятор
2. Якорь
3. Электромагнитные полюса
4. Распределительное устройство

Агрегат (Г + ДВС)
1. Генератор (Г).
2. Электродвигатель (Э).
3. Двигатель внутреннего сгорания (ДВС).
Коллекторные
Агрегат (Г + ДВС)
1. Генератор (Г).
2. Электродвигатель (Э).
3. Двигатель внутреннего сгорания (ДВС).
Коллекторные
Электрические схемы сварочных генераторов
Электрическая схема вентильного генератора (преобразователя, агрегата)
1. Выпрямительный блок (V1…V6).
2. Неподвижный
Электрические схемы сварочных генераторов
Электрическая схема вентильного генератора (преобразователя, агрегата)
1. Выпрямительный блок (V1…V6).
2. Неподвижный

Электрические схемы сварочных генераторов
С независимым возбуждением
1. Рубильник (SA).
2. Предохранитель плавкий (FU).
3. Электродвигатель (М)
Электрические схемы сварочных генераторов
С независимым возбуждением
1. Рубильник (SA).
2. Предохранитель плавкий (FU).
3. Электродвигатель (М)
Электрические схемы сварочных генераторов
С самовозбуждением
1. Двигатель внутреннего сгорания (дизельный или карбюраторный).
2. Резистор (RR
Электрические схемы сварочных генераторов
С самовозбуждением
1. Двигатель внутреннего сгорания (дизельный или карбюраторный).
2. Резистор (RR

ЭЛЕКТРИЧЕСКАЯ СВАРОЧНАЯ ДУГА
ЭЛЕКТРИЧЕСКАЯ СВАРОЧНАЯ ДУГА
Виды действия
Закрытая (под флюсом)
Прямого действия
Косвенного действия
Комбинированного действия
Виды действия
Закрытая (под флюсом)
Прямого действия
Косвенного действия
Комбинированного действия
Виды действия
Открытая
погружённая – вольфрамовым неплавящимся электродом
Покрытым электродом
Виды действия
Открытая
погружённая – вольфрамовым неплавящимся электродом
Покрытым электродом
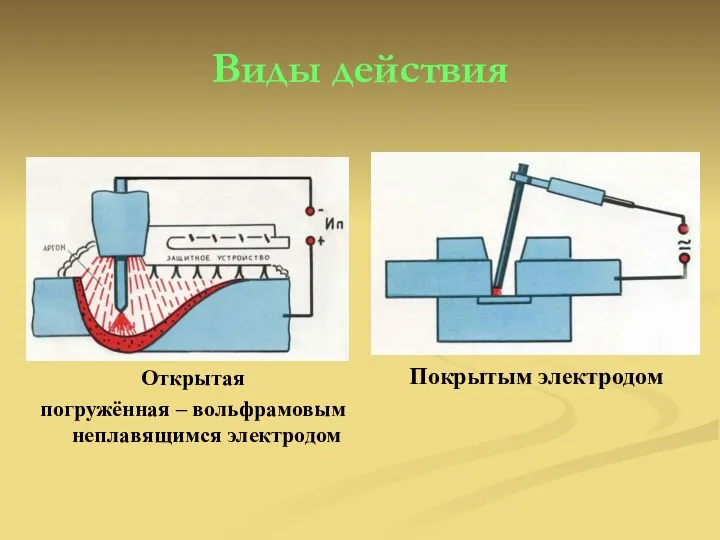
Схема объемной ионизации газа и падение напряжения в дуге
Uд – напряжение дуги,
Схема объемной ионизации газа и падение напряжения в дуге
Uд – напряжение дуги,

Перенос расплавленного металла
Перенос расплавленного металла
Выполнение сварки
Неправильно
Правильно
Выполнение сварки
Неправильно
Правильно

СХЕМА ТИПОВОЙ ТЕХНОЛОГИИ ИЗГОТОВЛЕНИЯ СВАРНЫХ КОНСТРУКЦИЙ И КОНТРОЛЬ ТЕХНОЛОГИИ
СХЕМА ТИПОВОЙ ТЕХНОЛОГИИ ИЗГОТОВЛЕНИЯ СВАРНЫХ КОНСТРУКЦИЙ И КОНТРОЛЬ ТЕХНОЛОГИИ
Основные технологические операции в производственном процессе, выполняемые последовательно по разработанным инструкциям, техническим условиям,
Основные технологические операции в производственном процессе, выполняемые последовательно по разработанным инструкциям, техническим условиям,
ПОДГОТОВКА сварочного оборудования, приспособлений (оснастки) и исходных сварочных материалов
ПРЕДВАРИТЕЛЬНЫЙ КОНТРОЛЬ
1. КОНТРОЛЬ оборудования и
ПОДГОТОВКА сварочного оборудования, приспособлений (оснастки) и исходных сварочных материалов
ПРЕДВАРИТЕЛЬНЫЙ КОНТРОЛЬ
1. КОНТРОЛЬ оборудования и
СБОРКА ДЕТАЛЕЙ ПОД СВАРКУ
ПРЕДВАРИТЕЛЬНЫЙ КОНТРОЛЬ
1. КОНТРОЛЬ разделки и чистоты свариваемых кромок
2. КОНТРОЛЬ габаритных
СБОРКА ДЕТАЛЕЙ ПОД СВАРКУ
ПРЕДВАРИТЕЛЬНЫЙ КОНТРОЛЬ
1. КОНТРОЛЬ разделки и чистоты свариваемых кромок
2. КОНТРОЛЬ габаритных
ВЫБОР ОРИЕНТИРОВОЧНЫХ РЕЖИМОВ СВАРКИ
ТЕКУЩИЙ КОНТРОЛЬ
1. КОНТРОЛЬ сварочного оборудования и аппаратуры, инструмента, приборов и
ВЫБОР ОРИЕНТИРОВОЧНЫХ РЕЖИМОВ СВАРКИ
ТЕКУЩИЙ КОНТРОЛЬ
1. КОНТРОЛЬ сварочного оборудования и аппаратуры, инструмента, приборов и
ПРОЦЕСС СВАРКИ технические приёмы сварки и последовательность заполнения швов
ТЕКУЩИЙ КОНТРОЛЬ
1. КОНТРОЛЬ техники сварки
2.
ПРОЦЕСС СВАРКИ технические приёмы сварки и последовательность заполнения швов
ТЕКУЩИЙ КОНТРОЛЬ
1. КОНТРОЛЬ техники сварки
2.
КОНТРОЛЬ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ (готовых изделий и конструкций) ГОСТ 3242 - 79
1) НЕРАЗРУШАЮЩИЕ
КОНТРОЛЬ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ (готовых изделий и конструкций) ГОСТ 3242 - 79
1) НЕРАЗРУШАЮЩИЕ
ТЕХНИКА РУЧНОЙ ДУГОВОЙ СВАРКИ
ТЕХНИКА РУЧНОЙ ДУГОВОЙ СВАРКИ
Возбуждение (возникновение) и горение дуги
ВПРИТЫК
ЧИРКАНЬЕМ
Возбуждение (возникновение) и горение дуги
ВПРИТЫК
ЧИРКАНЬЕМ
Возбуждение (возникновение) и горение дуги
1. КОРОТКОЕ ЗАМЫКАНИЕ
2. ОБРАЗОВАНИЕ ПРОСЛОЙКИ ИЗ ЖИДКОГО МЕТАЛЛА
3. ОБРАЗОВАНИЕ
Возбуждение (возникновение) и горение дуги
1. КОРОТКОЕ ЗАМЫКАНИЕ
2. ОБРАЗОВАНИЕ ПРОСЛОЙКИ ИЗ ЖИДКОГО МЕТАЛЛА
3. ОБРАЗОВАНИЕ
Перемещение (движение) электрода
Перемещение (движение) электрода
Многослойная
Многослойная многопроходная
Стыковые соединения
Угловые швы
В лодочку (сварка только угловых швов)
углы 30, 45, 60
Схема
Многослойная
Многослойная многопроходная
Стыковые соединения
Угловые швы
В лодочку (сварка только угловых швов)
углы 30, 45, 60
Схема

Сварка в различных основных положениях
Вертикальное
Угол наклона покрытого электрода при сварке на подъем
Угол наклона
Сварка в различных основных положениях
Вертикальное
Угол наклона покрытого электрода при сварке на подъем
Угол наклона

Сварка в различных основных положениях
Горизонтальное
Сварка в различных основных положениях
Горизонтальное

Угол наклона покрытого электрода, горелки для дуговой сварки и присадочной проволоки
При сварке
Угол наклона покрытого электрода, горелки для дуговой сварки и присадочной проволоки
При сварке

Схема зажигания дуги после её обрыва
Техника движения торцом электрода
Схема зажигания дуги после её обрыва
Техника движения торцом электрода

СВАРОЧНЫЕ НАПРЯЖЕНИЯ И ДЕФОРМАЦИИ
(ИНОГДА НАЗЫВАЕМЫЕ СОБСТВЕННЫМИ И ВНУТРЕННИМИ)
СВАРОЧНЫЕ НАПРЯЖЕНИЯ И ДЕФОРМАЦИИ
(ИНОГДА НАЗЫВАЕМЫЕ СОБСТВЕННЫМИ И ВНУТРЕННИМИ)
причины возникновения
Неравномерный (местный) нагрев и охлаждение основного металла
причины возникновения
Неравномерный (местный) нагрев и охлаждение основного металла
причины возникновения
Усадка расплавленного металла (литейная усадка)
причины возникновения
Усадка расплавленного металла (литейная усадка)

причины возникновения
Структурные (фазовые) превращения закаливающихся сталей и других сплавов в зоне термического влияния
причины возникновения
Структурные (фазовые) превращения закаливающихся сталей и других сплавов в зоне термического влияния
Способы уменьшения собственных деформаций и напряжений
1. Использовать пластичный основной металл, покрытые электроды и
Способы уменьшения собственных деформаций и напряжений
1. Использовать пластичный основной металл, покрытые электроды и

Способы уменьшения собственных деформаций и напряжений
Технологические
1. Использовать секционную сборку.
2. Правильно выбирать вид,
Способы уменьшения собственных деформаций и напряжений
Технологические
1. Использовать секционную сборку.
2. Правильно выбирать вид,

МЕТАЛЛУРГИЧЕСКИЕ ПРОЦЕССЫ ДУГОВОЙ СВАРКИ
МЕТАЛЛУРГИЧЕСКИЕ ПРОЦЕССЫ ДУГОВОЙ СВАРКИ
Способы снижения основных реакций при сварке
1. Выполнять сварку короткой дугой;
2. Защищать и обезжиривать
Способы снижения основных реакций при сварке
1. Выполнять сварку короткой дугой;
2. Защищать и обезжиривать
Схемы плавильного пространства
1. Покрытый электрод
2. Жидкий шлак
3. Шлаковая корка
4. Металл шва (столбчатые кристаллиты)
5.
Схемы плавильного пространства
1. Покрытый электрод
2. Жидкий шлак
3. Шлаковая корка
4. Металл шва (столбчатые кристаллиты)
5.
Схемы плавильного пространства
При ручной дуговой сварке покрытым электродом
1. Капли расплавленного электрода, покрытые жидким
Схемы плавильного пространства
При ручной дуговой сварке покрытым электродом
1. Капли расплавленного электрода, покрытые жидким
Схемы плавильного пространства
При ручной дуговой сварке покрытым электродом
При рекомендуемом расходе защитных (инертных) газов
Схемы плавильного пространства
При ручной дуговой сварке покрытым электродом
При рекомендуемом расходе защитных (инертных) газов

Схемы плавильного пространства
При ручной аргонодуговой сварке
1. Сопло
2. Вольфрамовый электрод
3. Сварочная ванна
4. Сжатая дуга
Схемы плавильного пространства
При ручной аргонодуговой сварке
1. Сопло
2. Вольфрамовый электрод
3. Сварочная ванна
4. Сжатая дуга
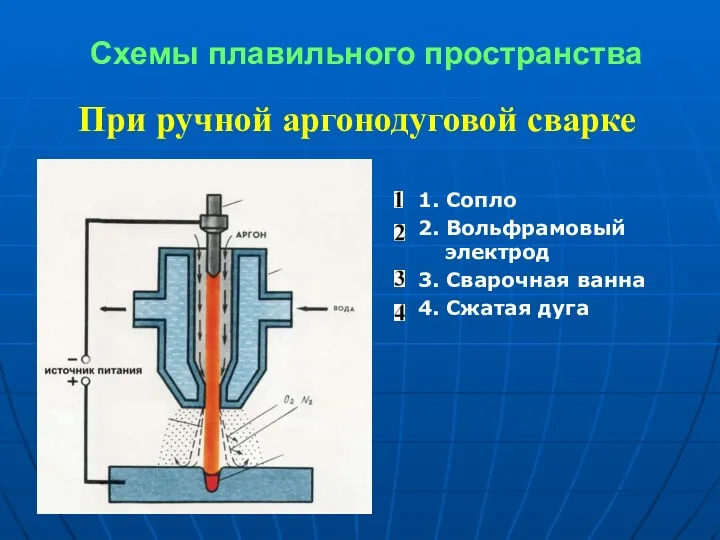
Схема закристаллизовавшегося шва
1. Шлак жидкий
2. Расплавленный металл
3. Шов
4. Шлак
Схема закристаллизовавшегося шва
1. Шлак жидкий
2. Расплавленный металл
3. Шов
4. Шлак
Влияние дуги при дуговой сварке покрытым электродом
Короткая дуга
Длинная дуга
Влияние дуги при дуговой сварке покрытым электродом
Короткая дуга
Длинная дуга

Распределение температур за движущейся дугой
1. Жидкий шлак
2. Шлаковая корка
3. Затвердевший металл шва
4.
Распределение температур за движущейся дугой
1. Жидкий шлак
2. Шлаковая корка
3. Затвердевший металл шва
4.
Состав струи аргона, истекающего из сопла горелки
Влияние расхода газа, скорости сварки (Vсв),
Состав струи аргона, истекающего из сопла горелки
Влияние расхода газа, скорости сварки (Vсв),

КРИСТАЛЛИЗАЦИЯ И СТРОЕНИЕ СВАРНОГО СОЕДИНЕНИЯ
КРИСТАЛЛИЗАЦИЯ И СТРОЕНИЕ СВАРНОГО СОЕДИНЕНИЯ
Схема образования кристаллов (кристаллитов или зерен металла)
1,2,3,4,5 – свободный рост кристаллов и прекращение
Схема образования кристаллов (кристаллитов или зерен металла)
1,2,3,4,5 – свободный рост кристаллов и прекращение
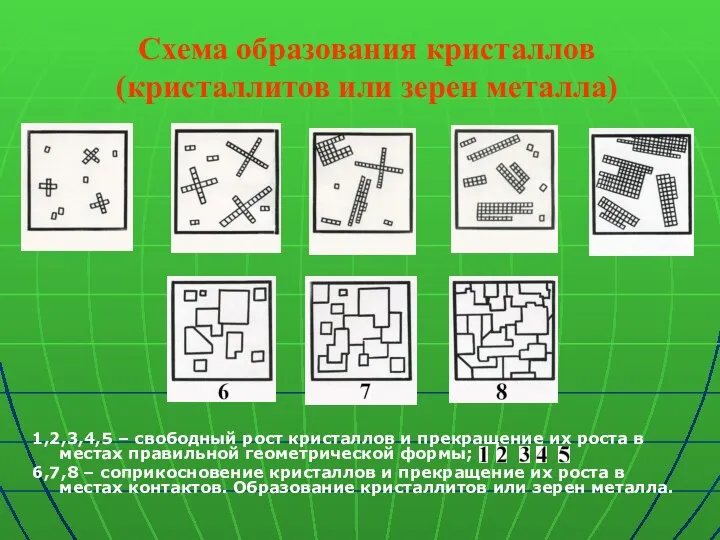
Схема роста кристаллитов
Кристаллизационные слои в металле однослойного шва (химическая неоднородность металла по слоям)
Схема роста кристаллитов
Кристаллизационные слои в металле однослойного шва (химическая неоднородность металла по слоям)
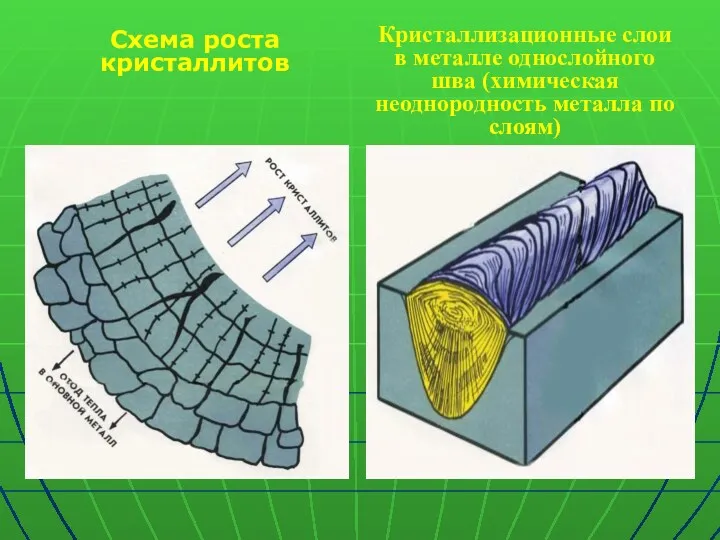
Схема кристаллизации и строения металла шва разной ширины и глубины проплавления
1- кристаллиты с
Схема кристаллизации и строения металла шва разной ширины и глубины проплавления
1- кристаллиты с

Схема влияния режима сварки на направление роста кристаллитов при затвердении
1. Большая сила сварочного
Схема влияния режима сварки на направление роста кристаллитов при затвердении
1. Большая сила сварочного
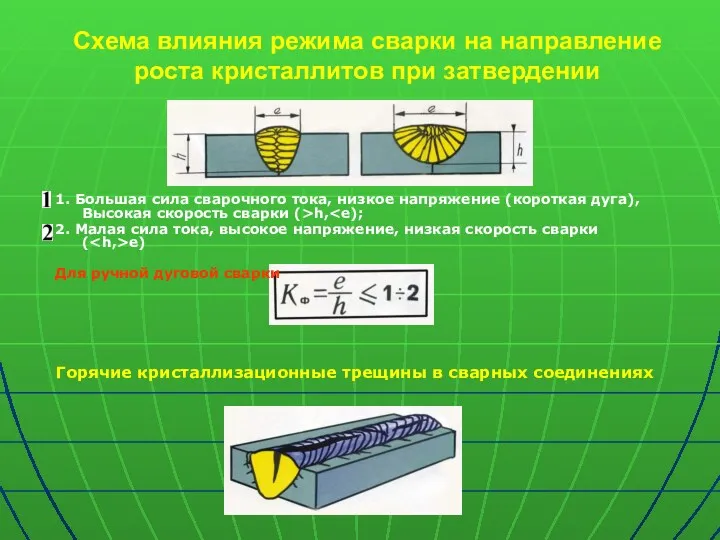
Схема строения сварного соединения
1. Наплавленный металл;
2. Зона сплавления;
3. Участок перегрева
4. Участок нормализации
5.
Схема строения сварного соединения
1. Наплавленный металл;
2. Зона сплавления;
3. Участок перегрева
4. Участок нормализации
5.

ДУГОВАЯ СВАРКА ПОКРЫТЫМ ЭЛЕКТРОДОМ УГЛЕРОДИСТОЙ СТАЛИ
ДУГОВАЯ СВАРКА ПОКРЫТЫМ ЭЛЕКТРОДОМ УГЛЕРОДИСТОЙ СТАЛИ
Относительная свариваемость данной стали
Хорошая
- марки Ст1, Ст2, Ст3, Ст4, сталь 10, 15, 20,
Относительная свариваемость данной стали
Хорошая
- марки Ст1, Ст2, Ст3, Ст4, сталь 10, 15, 20,
Пример типовой разработки технологии ручной дуговой сварки балки из низкоуглеродистой стали
Операции технологического процесса
Пример типовой разработки технологии ручной дуговой сварки балки из низкоуглеродистой стали
Операции технологического процесса
1 операция – подготовка основного металла и контроль
Схема резки на механических ножницах
Схема термической
1 операция – подготовка основного металла и контроль
Схема резки на механических ножницах
Схема термической
2 операция – сборка деталей под сварку и контроль
2 операция – сборка деталей под сварку и контроль
3 операция – выбор режима сварки и контроль
1. Диаметр покрытого электрода выбирают по
3 операция – выбор режима сварки и контроль
1. Диаметр покрытого электрода выбирают по
4 операция – техника, последовательность сварки и контроль
КОНТРОЛЬ – осмотр корня шва
4 операция – техника, последовательность сварки и контроль
КОНТРОЛЬ – осмотр корня шва
5 операция – контроль готовой сварной балки проводится внешним осмотром и измерением
Проверяют габаритные
5 операция – контроль готовой сварной балки проводится внешним осмотром и измерением
Проверяют габаритные
ТЕХНОЛОГИЯ ДУГОВОЙ СВАРКИ ЛЕГИРОВАННОЙ СТАЛИ
ТЕХНОЛОГИЯ ДУГОВОЙ СВАРКИ ЛЕГИРОВАННОЙ СТАЛИ
Относительная свариваемость легированной стали
ХОРОШАЯ
УДОВЛЕТВОРИТЕЛЬНАЯ
ОГРАНИЧЕННАЯ
ПЛОХОЯ
- если содержание углерода до 0,2% и легирующих компонентов
Относительная свариваемость легированной стали
ХОРОШАЯ
УДОВЛЕТВОРИТЕЛЬНАЯ
ОГРАНИЧЕННАЯ
ПЛОХОЯ
- если содержание углерода до 0,2% и легирующих компонентов
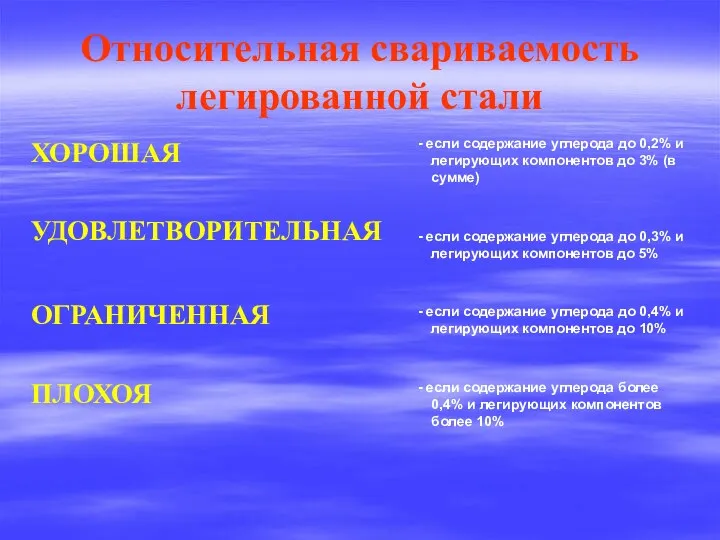
Схема выполнения прихваток
1. Выполнения прихваток
2. Приварка технологических выводных пластин
3. Заполнение подварочного шва стыковых
Схема выполнения прихваток
1. Выполнения прихваток
2. Приварка технологических выводных пластин
3. Заполнение подварочного шва стыковых
Схемы сварки угловых швов
С большим объемом сварочной ванны и отсутствием зазора
С малым объемом
Схемы сварки угловых швов
С большим объемом сварочной ванны и отсутствием зазора
С малым объемом
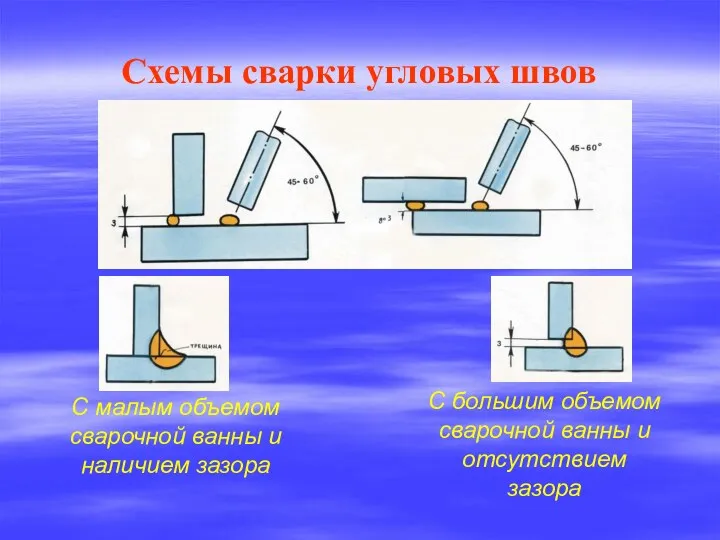
Схема выполнения корневых швов с перевязкой
l – длина шва, выполняемого одним электродом
Схема предварительного
Схема выполнения корневых швов с перевязкой
l – длина шва, выполняемого одним электродом
Схема предварительного

Схема порядка заполнения швов с применением отжигающего валика
1. Отжигающий валик;
2. Зоны отпуска, полученные
Схема порядка заполнения швов с применением отжигающего валика
1. Отжигающий валик;
2. Зоны отпуска, полученные
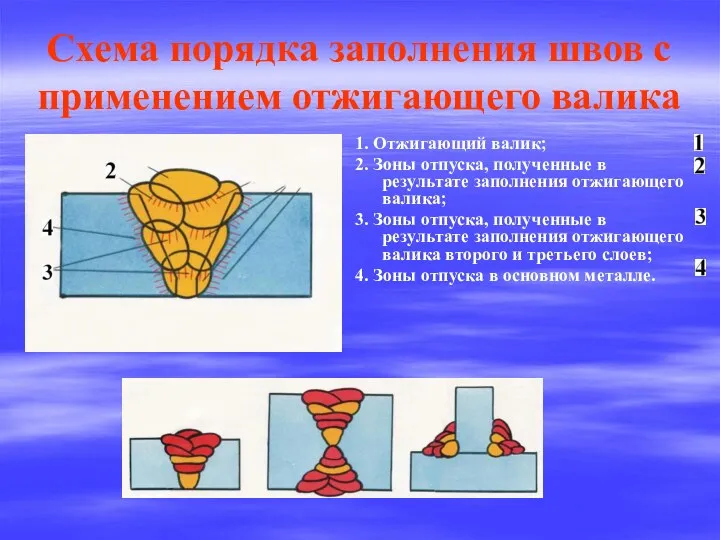
Схема стыковых и тавровых соединений с «мягкими» прослойками
Схема стыковых и тавровых соединений с «мягкими» прослойками
ТЕХНОЛОГИЯ РУЧНОЙ ДУГОВОЙ СВАРКИ ЧУГУНА
ТЕХНОЛОГИЯ РУЧНОЙ ДУГОВОЙ СВАРКИ ЧУГУНА
Относительная свариваемость чугуна
Микроструктура чугуна при увеличении
ОГРАНИЧЕННАЯ – если чугун имеет шаровидную и хлопьевидную
Относительная свариваемость чугуна
Микроструктура чугуна при увеличении
ОГРАНИЧЕННАЯ – если чугун имеет шаровидную и хлопьевидную
Холодная сварка
Без предварительного подогрева деталей
Холодная сварка
Без предварительного подогрева деталей

Схема сварки чугуна по стальным шпилькам (ввертышам)
1. Расположение шпилек;
2. Последовательность обварки шпилек;
3. Установка
Схема сварки чугуна по стальным шпилькам (ввертышам)
1. Расположение шпилек;
2. Последовательность обварки шпилек;
3. Установка

Горячая сварка с подогревом
Холодная
Перегретая
Нормальная
Формы сварочной ванны в зависимости от её нагрева
Горячая сварка с подогревом
Холодная
Перегретая
Нормальная
Формы сварочной ванны в зависимости от её нагрева

Подогрев плазменной горелки для газовой сварки
Подготовка чугунного изделия
Графитовая пластина
Графитовая
подкладка
Формовочная
смесь
Трещина
Изделие
Схема расположения печей
Подогрев плазменной горелки для газовой сварки
Подготовка чугунного изделия
Графитовая пластина
Графитовая
подкладка
Формовочная
смесь
Трещина
Изделие
Схема расположения печей
Покрытые комбинированные электроды
Стальной стержень
Медный стержень
Готовый покрытый электрод
Покрытие
Прихватки
Пучок комбинированных электродов
Покрытые комбинированные электроды
Стальной стержень
Медный стержень
Готовый покрытый электрод
Покрытие
Прихватки
Пучок комбинированных электродов

ТЕХНОЛОГИЯ ДУГОВОЙ СВАРКИ ЦВЕТНЫХ МЕТАЛЛОВ (СПЛАВОВ)
ТЕХНОЛОГИЯ ДУГОВОЙ СВАРКИ ЦВЕТНЫХ МЕТАЛЛОВ (СПЛАВОВ)
Основные особенности (трудности) сварки данных металлов (сплавов)
МЕДЬ И ЕЁ СПЛАВЫ
1- Легкое образование
Основные особенности (трудности) сварки данных металлов (сплавов)
МЕДЬ И ЕЁ СПЛАВЫ
1- Легкое образование
Основные особенности (трудности) сварки данных металлов (сплавов)
АЛЮМИНИЙ И ЕГО СПЛАВЫ
1- Образование тугоплавкого и
Основные особенности (трудности) сварки данных металлов (сплавов)
АЛЮМИНИЙ И ЕГО СПЛАВЫ
1- Образование тугоплавкого и
Основные особенности (трудности) сварки данных металлов (сплавов)
МАГНИЙ И ЕГО СПЛАВЫ
1- Образование тугоплавкого оксида;
2-
Основные особенности (трудности) сварки данных металлов (сплавов)
МАГНИЙ И ЕГО СПЛАВЫ
1- Образование тугоплавкого оксида;
2-
Основные особенности (трудности) сварки данных металлов (сплавов)
ТИТАН И ЕГО СПЛАВЫ
1- Интенсивное поглощение вредных
Основные особенности (трудности) сварки данных металлов (сплавов)
ТИТАН И ЕГО СПЛАВЫ
1- Интенсивное поглощение вредных
ВСЕ ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ ТРЕБУЮТ ВЫСОКОЙ КУЛЬТУРЫ ПРОИЗВОДСТВА
ВСЕ ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ ТРЕБУЮТ ВЫСОКОЙ КУЛЬТУРЫ ПРОИЗВОДСТВА
Участки зачистки и обезжиривания
Подогрев медных деталей до 150…250 оС
Проковка швов после сварки
Участки зачистки и обезжиривания
Подогрев медных деталей до 150…250 оС
Проковка швов после сварки

Схема аргонодуговой сварки изделий
1. Вольфрам
2. Сопло аргона
3. Сопло азота
Подача защитных газов в зону
Схема аргонодуговой сварки изделий
1. Вольфрам
2. Сопло аргона
3. Сопло азота
Подача защитных газов в зону

Схема аргонодуговой сварки изделий с применением приспособлений
Клавишного прерывистого типа
Схема аргонодуговой сварки изделий с применением приспособлений
Клавишного прерывистого типа
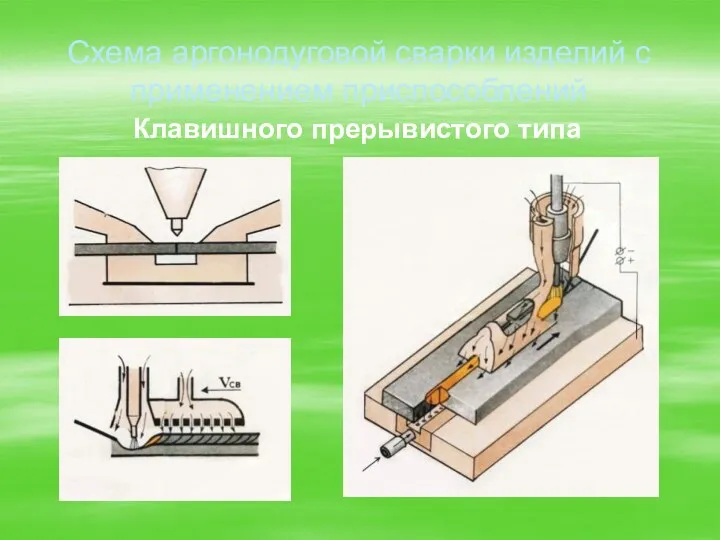
Схема аргонодуговой сварки изделий с применением приспособлений
Прижимов непрерывного типа
Схема аргонодуговой сварки изделий с применением приспособлений
Прижимов непрерывного типа

Схема защиты лицевой и обратной стороны шва (корня шва) при сварке
1. Стыковых соединений
2.
Схема защиты лицевой и обратной стороны шва (корня шва) при сварке
1. Стыковых соединений
2.

Схема сварки титана в камерах и боксах с контролируемой средой
1. Камера (бокс)4
2. Защитное
Схема сварки титана в камерах и боксах с контролируемой средой
1. Камера (бокс)4
2. Защитное

ВЫСОКОПРОИЗВОДИТЕЛЬНЫЕ СПОСОБЫ ДУГОВОЙ СВАРКИ ПОКРЫТЫМ ЭЛЕКТРОДОМ
ВЫСОКОПРОИЗВОДИТЕЛЬНЫЕ СПОСОБЫ ДУГОВОЙ СВАРКИ ПОКРЫТЫМ ЭЛЕКТРОДОМ
Схема использования рациональной разделки кромок
Способы соединений
Схема использования рациональной разделки кромок
Способы соединений
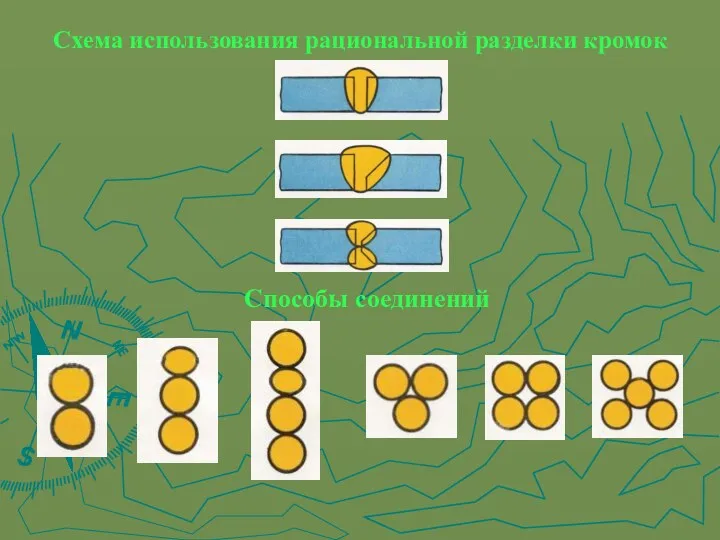
Схема сварки наклонным электродом
Схема сварки лежачим электродом
Сварка трёхфазной дугой
Схема сварки наклонным электродом
Схема сварки лежачим электродом
Сварка трёхфазной дугой
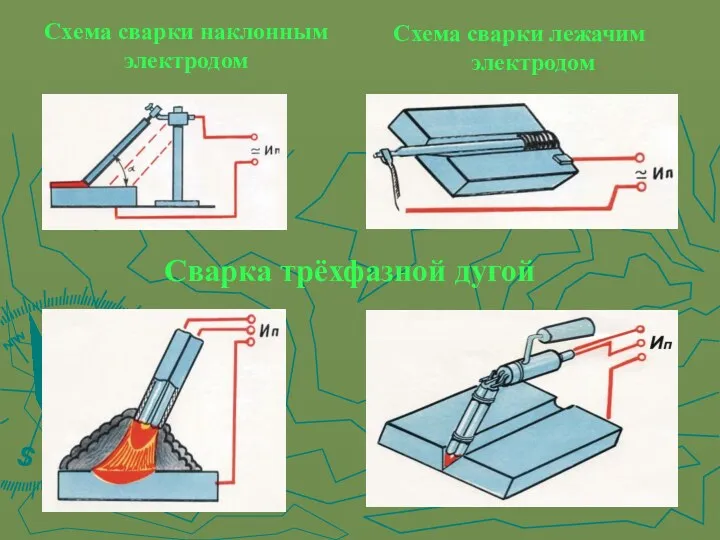
Схема сварки с глубоким проплавлением (с опиранием на чехольчик покрытия)
Угловых швов
Стыковых швов
Погружённой дугой
Схема сварки с глубоким проплавлением (с опиранием на чехольчик покрытия)
Угловых швов
Стыковых швов
Погружённой дугой
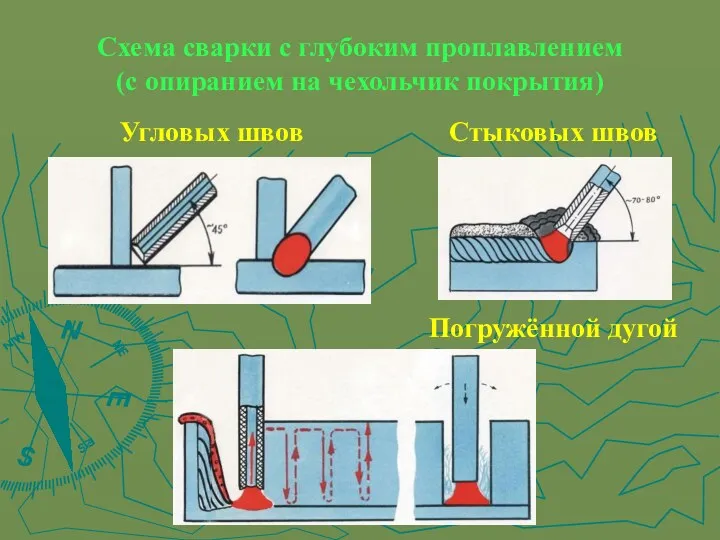
Схема сварки с глубоким проплавлением (с опиранием на чехольчик покрытия)
Вертикально
Горизонтально
В сварочной ванне
Схема сварки с глубоким проплавлением (с опиранием на чехольчик покрытия)
Вертикально
Горизонтально
В сварочной ванне
Устройство бункера для безогарковой сварки
Устройство бункера для безогарковой сварки

ТЕХНОЛОГИЯ РУЧНОЙ ДУГОВОЙ НАПЛАВКИ
ТЕХНОЛОГИЯ РУЧНОЙ ДУГОВОЙ НАПЛАВКИ
Угольным электродом,
используя порошковые и зернистые смеси, керамику, керамические легирующие флюсы, чугунные опилки (крошку)
Вольфрамовым
Угольным электродом,
используя порошковые и зернистые смеси, керамику, керамические легирующие флюсы, чугунные опилки (крошку)
Вольфрамовым

Покрытым электродом
1- графитовые пластины;
2- слой прокаленной буры;
3- слой твердого сплава;
4- наплавленный слой.
Движение электрода
Покрытым электродом
1- графитовые пластины;
2- слой прокаленной буры;
3- слой твердого сплава;
4- наплавленный слой.
Движение электрода
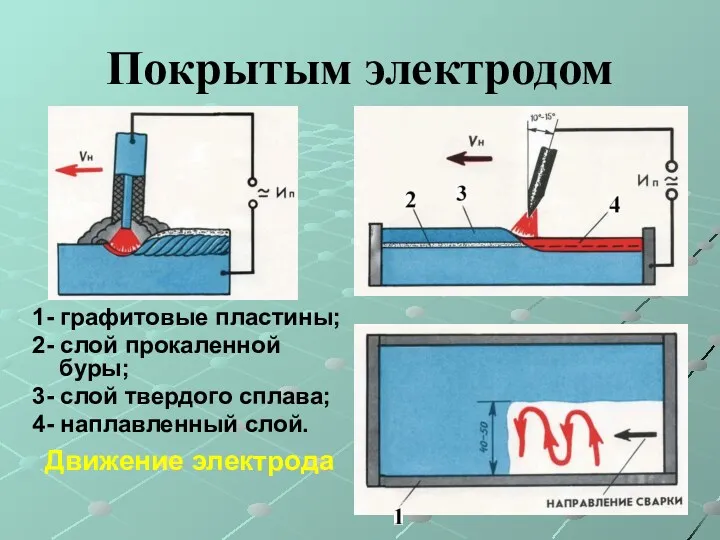
Схема наплавки валиков
Наплавка твёрдыми сплавами
m – шаг наплавки;
Е – ширина шва;
h – глубина
Схема наплавки валиков
Наплавка твёрдыми сплавами
m – шаг наплавки;
Е – ширина шва;
h – глубина
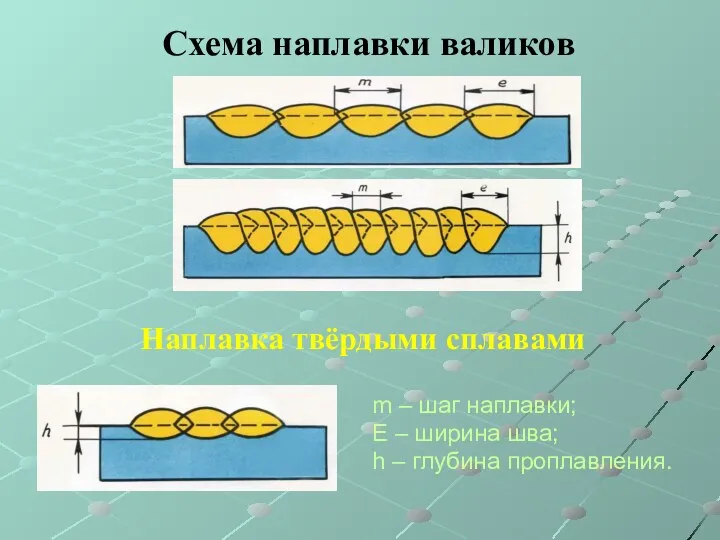
Схема наплавки большей площади
(цифрами указана последовательность заполнения валиков)
Схема наплавки валиков в несколько слоёв
1-
Схема наплавки большей площади
(цифрами указана последовательность заполнения валиков)
Схема наплавки валиков в несколько слоёв
1-
Сжатой дугой
(плазменной струёй) в аргоне порошкообразных зернистых и литых твёрдых сплавов
Схема наплавки цилиндрических
Сжатой дугой
(плазменной струёй) в аргоне порошкообразных зернистых и литых твёрдых сплавов
Схема наплавки цилиндрических
Дефекты сварных соединений
Дефекты сварных соединений
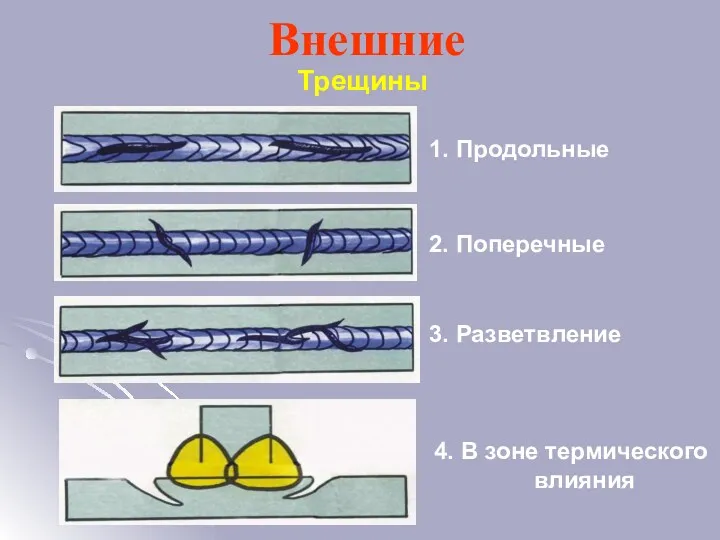
Внешние
Трещины
1. Продольные
2. Поперечные
3. Разветвление
4. В зоне термического влияния
Внешние
Трещины
1. Продольные
2. Поперечные
3. Разветвление
4. В зоне термического влияния
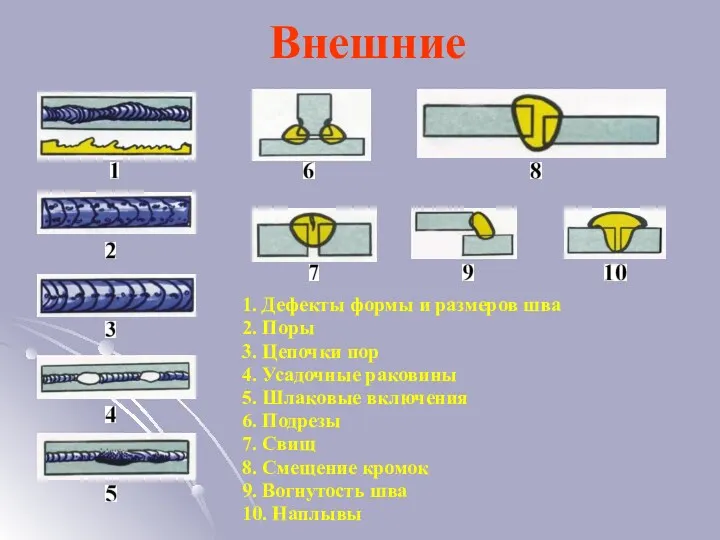
Внешние
1. Дефекты формы и размеров шва
2. Поры
3. Цепочки пор
4. Усадочные раковины
5. Шлаковые включения
6.
Внешние
1. Дефекты формы и размеров шва
2. Поры
3. Цепочки пор
4. Усадочные раковины
5. Шлаковые включения
6.
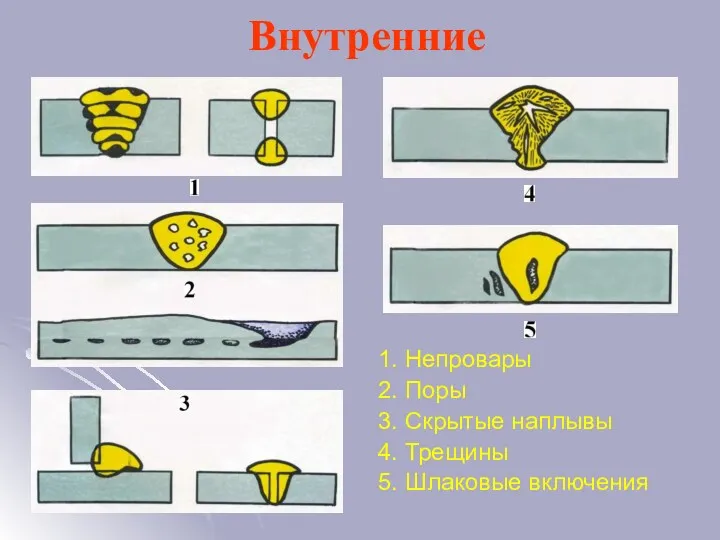
Внутренние
1. Непровары
2. Поры
3. Скрытые наплывы
4. Трещины
5. Шлаковые включения
Внутренние
1. Непровары
2. Поры
3. Скрытые наплывы
4. Трещины
5. Шлаковые включения
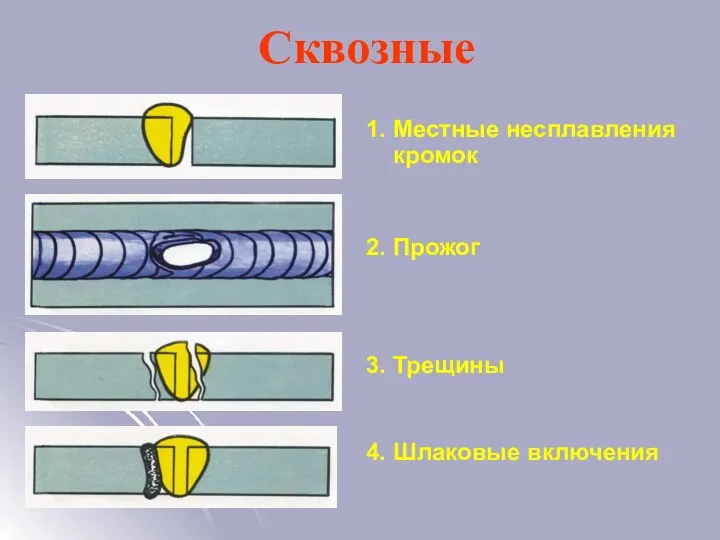
Сквозные
1. Местные несплавления кромок
2. Прожог
3. Трещины
4. Шлаковые включения
Сквозные
1. Местные несплавления кромок
2. Прожог
3. Трещины
4. Шлаковые включения
КОНТРОЛЬ
КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ
КОНТРОЛЬ
КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ

Неразрушающие виды и методы контроля
Технический осмотр
включает один метод – внешний осмотр измерение поверхностных
Неразрушающие виды и методы контроля
Технический осмотр
включает один метод – внешний осмотр измерение поверхностных

Неразрушающие виды и методы контроля
Радиационный
1. Фотоплёнка
2. Кассета
3. Экраны
4. Рентгеновские лучи
5. Гамма-лучи
6. Рентгеновская трубка
7.
Неразрушающие виды и методы контроля
Радиационный
1. Фотоплёнка
2. Кассета
3. Экраны
4. Рентгеновские лучи
5. Гамма-лучи
6. Рентгеновская трубка
7.

Неразрушающие виды и методы контроля
Магнитный
Схема распределения магнитного потока по сечению сварного шва
Без
Неразрушающие виды и методы контроля
Магнитный
Схема распределения магнитного потока по сечению сварного шва
Без

Неразрушающие виды и методы контроля
Схема магнитографического метода
Характер импульсов на экране осциллографа
1. Сварной
Неразрушающие виды и методы контроля
Схема магнитографического метода
Характер импульсов на экране осциллографа
1. Сварной

Неразрушающие виды и методы контроля
Течеискание
Схема манометрического метода
1- Сжатый воздух
2- Аммиак
3- Закрытая конструкция (сосуд)
4-
Неразрушающие виды и методы контроля
Течеискание
Схема манометрического метода
1- Сжатый воздух
2- Аммиак
3- Закрытая конструкция (сосуд)
4-

Неразрушающие виды и методы контроля
Течеискание
Схема пузырьковой проверки
1. Сжатый воздух (от сети)
2. Газовый редуктор
3.
Неразрушающие виды и методы контроля
Течеискание
Схема пузырьковой проверки
1. Сжатый воздух (от сети)
2. Газовый редуктор
3.

Неразрушающие виды и методы контроля
Течеискание
Схема установки для контроля газоаналитическим методом с помощью гелиевого
Неразрушающие виды и методы контроля
Течеискание
Схема установки для контроля газоаналитическим методом с помощью гелиевого

Разрушающие методы контроля
Схема механических испытаний сварных соединений
Круглые образцы до и после испытаний
Схема
Разрушающие методы контроля
Схема механических испытаний сварных соединений
Круглые образцы до и после испытаний
Схема

Разрушающие методы контроля
Выбор расположения образцов для определения механических свойств по макрошлифу сварного соединения
1.
Разрушающие методы контроля
Выбор расположения образцов для определения механических свойств по макрошлифу сварного соединения
1.
 Озера
Озера Здоровье и здоровый образ жизни
Здоровье и здоровый образ жизни Безопасность жизнедеятельности с использованием художественно-эстетической деятельности ( для дошкольников)
Безопасность жизнедеятельности с использованием художественно-эстетической деятельности ( для дошкольников) Как хороша ты, родная весна!
Как хороша ты, родная весна! Портфолио учителя географии
Портфолио учителя географии 50 лет в космосе Диск
50 лет в космосе Диск Пространство, время, симметрия
Пространство, время, симметрия Какую роль играет религия в жизни современного российского общества
Какую роль играет религия в жизни современного российского общества Компьютерная игра (презентация) Кто живет во дворе? к сценарию В гостях у бабушки Диск
Компьютерная игра (презентация) Кто живет во дворе? к сценарию В гостях у бабушки Диск Виды и условия трудовой деятельности. Психофизиологические особенности труда в сфере профессиональной деятельности
Виды и условия трудовой деятельности. Психофизиологические особенности труда в сфере профессиональной деятельности Папа римський Інокентій ІІІ
Папа римський Інокентій ІІІ Сухие строительные смеси
Сухие строительные смеси Отзывы о моей работе
Отзывы о моей работе Таможенная процедура уничтожения
Таможенная процедура уничтожения Интерактивная краеведческая игра Мой любимый город
Интерактивная краеведческая игра Мой любимый город Використання композитних матеріалів для зниження рівня іонізуючого випромінюванн
Використання композитних матеріалів для зниження рівня іонізуючого випромінюванн Кінетичне мистецтво. Скульптура
Кінетичне мистецтво. Скульптура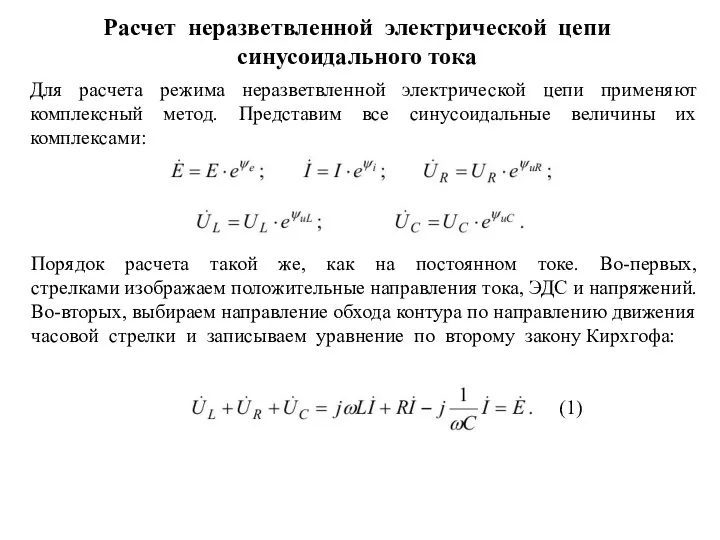 Расчет неразветвленной электрической цепи синусоидального тока
Расчет неразветвленной электрической цепи синусоидального тока Класс Амфибии
Класс Амфибии Презентация Этикет современного человека
Презентация Этикет современного человека Можливість і дійсність
Можливість і дійсність Электронное портфолио ( продолжение 2)
Электронное портфолио ( продолжение 2) Советы логопеда родителям будущих первоклассников
Советы логопеда родителям будущих первоклассников презентация поделки кораблик техникой оригами
презентация поделки кораблик техникой оригами Обобщающий урок по теме Все действия с рациональными числами 6 класс
Обобщающий урок по теме Все действия с рациональными числами 6 класс Результаты анализа применения эмульсионных взрывчатых веществ в горно-обогатительных комбинатах компании
Результаты анализа применения эмульсионных взрывчатых веществ в горно-обогатительных комбинатах компании Нравственный урокТвори добро
Нравственный урокТвори добро Классный час - презентация
Классный час - презентация