- Сварка. Основные сведения о сварке. Сварочная дуга. (Лекция 8)

Содержание
- 2. 8.1 Основные сведения о сварке Сварка – это технологический процесс получения неразъемного соединения частей изделия путем
- 3. Кузнечная сварка – сварка давлением, при которой соединяемые части подвергают нагреву до температуры, близкой к температуре
- 4. Когда же были найдены легкоплавкие металлы, появился метод пайки Пайка – это технологический процесс получения неразъемного
- 5. В 1802г. русский ученый В.В. Петров открыл явление электрической дуги, описал ее свойства и предсказал возможность
- 6. В начале 20-х годов прошлого столетия была разработана и начала внедряться в промышленность технология автоматической дуговой
- 7. При сварке труб все больше находит применение дугоконтактная сварка, где дуга, управляемая магнитным полем, оплавляет стыкуемые
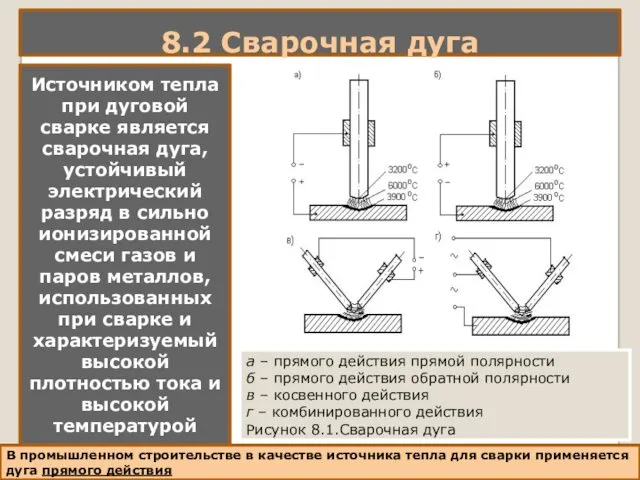
- 8. 8.2 Сварочная дуга Источником тепла при дуговой сварке является сварочная дуга, устойчивый электрический разряд в сильно
- 9. Дуга может быть переменного и постоянного тока. При постоянном токе она может быть прямой или обратной
- 10. 8.3 Классификация и сущность способов сварки Сущность сварки заключается в сближении свариваемых частей настолько, чтобы между
- 11. При изготовлении строительных металлоконструкций в основном применяют дуговую сварку плавящимся электродом Сварка штучными электродами – наиболее
- 12. Ручная дуговая сварка может выполняться плавящимся покрытым электродом и неплавящимся – угольным или вольфрамовым При сварке
- 13. Дуговая сварка под флюсом – это наиболее механизированный способ дуговой сварки, при котором дуга горит между
- 14. Электрошлаковая сварка – является разновидностью сварки под флюсом и применяется при необходимости соединения элементов конструкций значительных
- 16. Скачать презентацию
8.1 Основные сведения о
сварке
Сварка – это технологический процесс получения неразъемного
8.1 Основные сведения о
сварке
Сварка – это технологический процесс получения неразъемного
Кузнечная сварка – сварка давлением, при которой соединяемые части подвергают нагреву
Кузнечная сварка – сварка давлением, при которой соединяемые части подвергают нагреву
Когда же были найдены легкоплавкие металлы, появился метод пайки
Пайка – это
Когда же были найдены легкоплавкие металлы, появился метод пайки
Пайка – это
В 1802г. русский ученый В.В. Петров открыл явление электрической дуги, описал
В 1802г. русский ученый В.В. Петров открыл явление электрической дуги, описал
В начале 20-х годов прошлого столетия была разработана и начала внедряться
В начале 20-х годов прошлого столетия была разработана и начала внедряться
При сварке труб все больше находит применение дугоконтактная сварка, где дуга,
При сварке труб все больше находит применение дугоконтактная сварка, где дуга,
8.2 Сварочная дуга
Источником тепла при дуговой сварке является сварочная дуга,
Источником тепла при дуговой сварке является сварочная дуга,
Дуга может быть переменного и постоянного тока.
При постоянном токе она может
Дуга может быть переменного и постоянного тока.
При постоянном токе она может
8.3 Классификация и сущность способов сварки
Сущность сварки заключается в сближении свариваемых
Сущность сварки заключается в сближении свариваемых
При изготовлении строительных металлоконструкций в основном применяют дуговую сварку плавящимся электродом
Сварка
При изготовлении строительных металлоконструкций в основном применяют дуговую сварку плавящимся электродом
Сварка
Ручная дуговая сварка может выполняться плавящимся покрытым электродом и неплавящимся –
Ручная дуговая сварка может выполняться плавящимся покрытым электродом и неплавящимся –
Дуговая сварка под флюсом – это наиболее механизированный способ дуговой сварки,
Электрошлаковая сварка – является разновидностью сварки под флюсом и применяется при
Электрошлаковая сварка – является разновидностью сварки под флюсом и применяется при
 Свобода в деятельности человека
Свобода в деятельности человека Мои любимые друзья. Открытки и стихи
Мои любимые друзья. Открытки и стихи Постоянные и переменные затраты
Постоянные и переменные затраты Функция y = x2 и её график
Функция y = x2 и её график Портфолио как сопровождение профессиональной успешности педагога ДОУ
Портфолио как сопровождение профессиональной успешности педагога ДОУ Елементи загальної теорії радіотехнічних сигналів (тема 1)
Елементи загальної теорії радіотехнічних сигналів (тема 1) Временный режим работы МАОУ Гимназия г. Троицка в условиях сохранения риска распространения COVID-19 до 01.01.2021 года
Временный режим работы МАОУ Гимназия г. Троицка в условиях сохранения риска распространения COVID-19 до 01.01.2021 года Обработка поперечных срезов наволочки краевым швом вподгибку с закрытым срезом
Обработка поперечных срезов наволочки краевым швом вподгибку с закрытым срезом Теплоизоляционные и материалы и изделия
Теплоизоляционные и материалы и изделия Будь смелым
Будь смелым Презентация к уроку трудового обучения Цветущий кактус (в технике торцевания)
Презентация к уроку трудового обучения Цветущий кактус (в технике торцевания) Настоящее длительное время
Настоящее длительное время Презентация к родительскому собранию Итоги 1 четверти. 4 класс.
Презентация к родительскому собранию Итоги 1 четверти. 4 класс. Обособленные обстоятельства
Обособленные обстоятельства In my university KazNu
In my university KazNu Решение задач с помощью пропорций
Решение задач с помощью пропорций Жылқының ет өнімділігі
Жылқының ет өнімділігі Легкая промышленность. Отрасль швейной промышленности
Легкая промышленность. Отрасль швейной промышленности Физминутка для глаз Звездочет
Физминутка для глаз Звездочет Пифагор Самосский
Пифагор Самосский Литература 90-х гг. XX века
Литература 90-х гг. XX века Презентация Инновационные технологии в работе логопеда
Презентация Инновационные технологии в работе логопеда Первая доврачебная помощь
Первая доврачебная помощь Викторина по правилам дорожного движения
Викторина по правилам дорожного движения Проводниковые материалы высокой проводимости
Проводниковые материалы высокой проводимости Презентация Использование подвижных игр в разных видах деятельности
Презентация Использование подвижных игр в разных видах деятельности Классификация металлообрабатывающих станков
Классификация металлообрабатывающих станков Лисица - общее название нескольких видов млекопитающих
Лисица - общее название нескольких видов млекопитающих