- Сварка. Сварочное оборудование и инструмент. (Лекция 10)

Содержание
- 2. 10.1 Сварочное оборудование и инструмент Источники сварочного тока: трансформатор – это аппарат, преобразующий переменный ток одного
- 3. Сварочные агрегаты и преобразователи выпускают ток до 1000 А. Для снижения уровня шума от работающих двигателей
- 4. Для соединения электродержателя и конструкции с источником питания и присоединения последнего к сети применяют провода различной
- 5. 10.2 Сварочная проволока Для дуговой и газовой сварки металлических конструкций, для наплавки и изготовления электродов применяется
- 6. Обозначение марок проволоки состоит из сочетания букв и цифр. Буквы и цифры в наименовании марок проволоки
- 7. Проволока должна храниться в сухом закрытом помещении, защищающим ее от атмосферных осадков и почвенной влаги, от
- 8. Проволока с РЗМ выпускается диаметром 2,0; 1,6; 1,4 и 1,2мм. Углерода в ней содержится 0,11 –
- 9. Для электродуговой наплавки выпускается стальная проволока диаметром 0,3 – 5 мм, которая поставляется свернутой в мотки
- 10. Изготовляют порошковую проволоку путем непрерывного сворачивания низкоуглеродистой стальной ленты толщиной 0,2 – 1 мм и шириной
- 11. 10.3 Электроды для ручной дуговой сварки В чертежах КМ указывается тип и марка электродов, по которым
- 12. В электродах типа Э-М, Э-МХ, Э-ХМ, Э-10Х5МФ буквы, стоящие после буквы Э, обозначают содержание соответствующих элементов
- 13. Электроды, выпускаемые по ГОСТ 9467-75, могут иметь руднокислое (Р), рутиловое (Т), фтористо-кальциевое (Ф) или органическое (О)
- 14. Сварочные свойства электродов должны соответствовать следующим требованиям: - дуга должна легко зажигаться и стабильно гореть с
- 15. От партии электродов, принятых потребителем по внешнему осмотру, должны быть отобраны образцы для проверки: прочности, покрытия,
- 16. Второй образец подвергается двусторонней сварке в положении «лодочка» с целью выявления трещин. Направление сварки обоих швов
- 17. В сертификате на электроды дается их условное обозначение, представляющее собой дробное выражение. В числителе записываются тип
- 18. Здесь Э50 – тип электрода; УОНИ-13/55У – марка электрода: буква У означает, что электроды предназначены для
- 19. Цифра 2 означает, что электрод второй группы по качеству изготовления, здесь может стоять цифра 1, что
- 21. Скачать презентацию
10.1 Сварочное оборудование и инструмент
Источники сварочного тока: трансформатор – это
10.1 Сварочное оборудование и инструмент
Источники сварочного тока: трансформатор – это
Сварочные агрегаты и преобразователи выпускают ток до 1000 А.
Для снижения
Для снижения
Для соединения электродержателя и конструкции с источником питания и присоединения последнего
Для соединения электродержателя и конструкции с источником питания и присоединения последнего
10.2 Сварочная проволока
Для дуговой и газовой сварки металлических конструкций, для наплавки
10.2 Сварочная проволока
Для дуговой и газовой сварки металлических конструкций, для наплавки
Обозначение марок проволоки состоит из сочетания букв и цифр.
Буквы и
Обозначение марок проволоки состоит из сочетания букв и цифр.
Буквы и
Проволока должна храниться в сухом закрытом помещении, защищающим ее от атмосферных
Проволока должна храниться в сухом закрытом помещении, защищающим ее от атмосферных
Проволока с РЗМ выпускается диаметром 2,0; 1,6; 1,4 и 1,2мм.
Углерода
Проволока с РЗМ выпускается диаметром 2,0; 1,6; 1,4 и 1,2мм.
Углерода
Для электродуговой наплавки выпускается стальная проволока диаметром 0,3 – 5 мм,
Для электродуговой наплавки выпускается стальная проволока диаметром 0,3 – 5 мм,
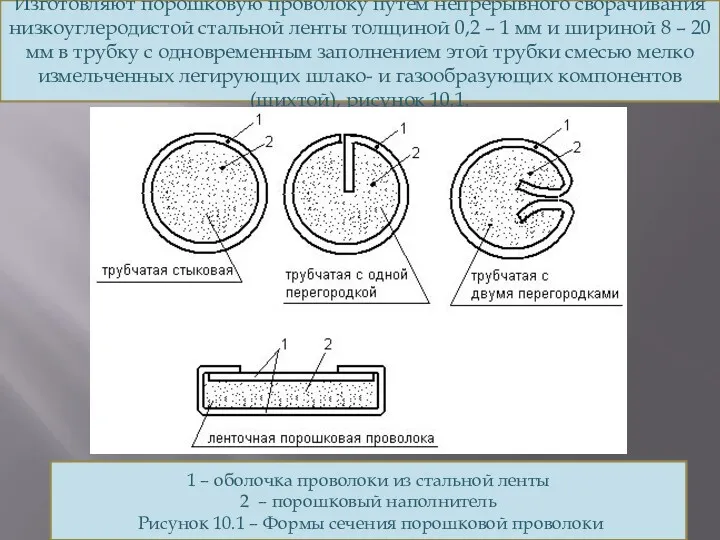
Изготовляют порошковую проволоку путем непрерывного сворачивания низкоуглеродистой стальной ленты толщиной 0,2
Изготовляют порошковую проволоку путем непрерывного сворачивания низкоуглеродистой стальной ленты толщиной 0,2
10.3 Электроды для ручной дуговой сварки
В чертежах КМ указывается тип и
10.3 Электроды для ручной дуговой сварки
В чертежах КМ указывается тип и
В электродах типа Э-М, Э-МХ, Э-ХМ, Э-10Х5МФ буквы, стоящие после буквы
Электроды, выпускаемые по ГОСТ 9467-75, могут иметь руднокислое (Р), рутиловое (Т),
Сварочные свойства электродов должны соответствовать следующим требованиям:
- дуга должна легко зажигаться
Сварочные свойства электродов должны соответствовать следующим требованиям:
- дуга должна легко зажигаться
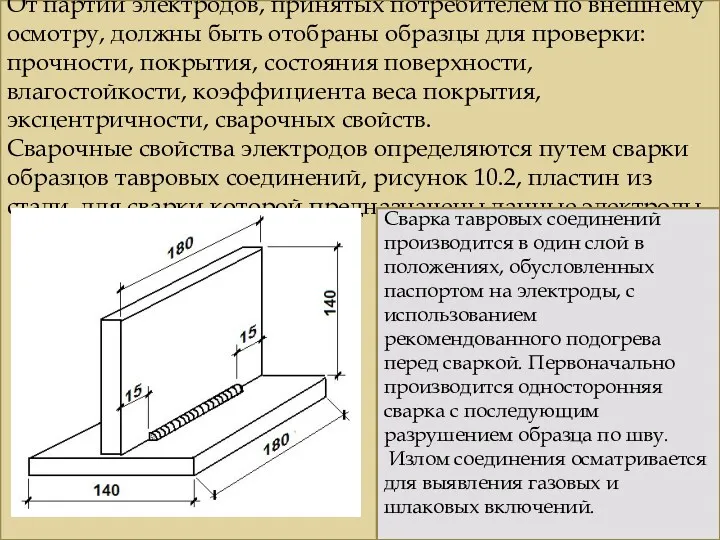
От партии электродов, принятых потребителем по внешнему осмотру, должны быть отобраны
От партии электродов, принятых потребителем по внешнему осмотру, должны быть отобраны
Второй образец подвергается двусторонней сварке в положении «лодочка» с целью выявления
Второй образец подвергается двусторонней сварке в положении «лодочка» с целью выявления
В сертификате на электроды дается их условное обозначение, представляющее собой дробное
В сертификате на электроды дается их условное обозначение, представляющее собой дробное
Здесь Э50 – тип электрода; УОНИ-13/55У – марка электрода: буква У
Здесь Э50 – тип электрода; УОНИ-13/55У – марка электрода: буква У
Цифра 2 означает, что электрод второй группы по качеству изготовления, здесь
Цифра 2 означает, что электрод второй группы по качеству изготовления, здесь
 Прицепы и полуприцепы в сцепе с автомобилями и тракторами
Прицепы и полуприцепы в сцепе с автомобилями и тракторами Проект С утра до вечера
Проект С утра до вечера prezentatsia_na_kommismyupptx
prezentatsia_na_kommismyupptx Сценарий праздника День матери 1 класс
Сценарий праздника День матери 1 класс Путешествия развивают ум. Книжно-виртуальное путешествие
Путешествия развивают ум. Книжно-виртуальное путешествие Детальное обследование технического состояния элементов летного поля
Детальное обследование технического состояния элементов летного поля Презентация к уроку Человек и природа. Природоведение 5 класс.
Презентация к уроку Человек и природа. Природоведение 5 класс. Бюджетная система
Бюджетная система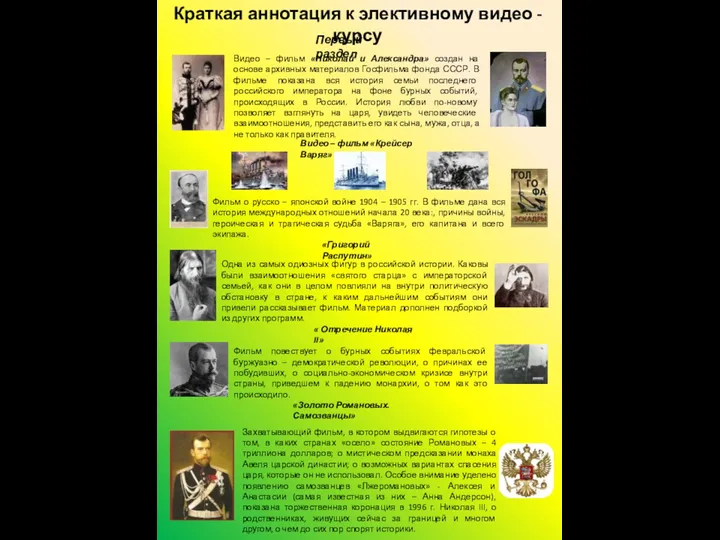 Видеокурс Герои и антигерои XX века
Видеокурс Герои и антигерои XX века Игра Разговор о правильном питании
Игра Разговор о правильном питании Трубопроводная транспортная система
Трубопроводная транспортная система Задание 7 ЕГЭ
Задание 7 ЕГЭ Мир цветов
Мир цветов Особенности функционирования рынка труда
Особенности функционирования рынка труда День технической учебы
День технической учебы ДОУ Сказка. Зеленый ветер
ДОУ Сказка. Зеленый ветер Экономическое мышление. Введение. Как устроена экономическая наука
Экономическое мышление. Введение. Как устроена экономическая наука Наши отцы и деды - защитники Родины
Наши отцы и деды - защитники Родины Презентация Школьные годы чудесные...
Презентация Школьные годы чудесные... Презентация к уроку технологии по теме Гофрирование бумаги. Бабочка
Презентация к уроку технологии по теме Гофрирование бумаги. Бабочка Прямоугольник, ромб, квадрат. (8 класс)
Прямоугольник, ромб, квадрат. (8 класс) Тактика игрового взаимодействия взрослого с детьми при руководстве режиссёрской игрой.
Тактика игрового взаимодействия взрослого с детьми при руководстве режиссёрской игрой. Достопримечательности г. Пятигорска.
Достопримечательности г. Пятигорска. Образование и культура в XVII веке
Образование и культура в XVII веке Волшебные поделки
Волшебные поделки Основные определения технологического процесса
Основные определения технологического процесса Немецкая классическая философия
Немецкая классическая философия Подбор аварийного ловильного инструмента для ликвидации аварий с гидравлическим забойным двигателем при бурении нефтяных скважин
Подбор аварийного ловильного инструмента для ликвидации аварий с гидравлическим забойным двигателем при бурении нефтяных скважин