- Сварка трубных конструкций

Содержание
- 2. При сооружении трубопроводов сварные стыки труб могут быть поворотными, неповоротными и горизонтальными (рис. 1). Рис. 1.
- 3. Перед сборкой и сваркой трубы проверяют на соответствие требованиям проекта, по которому сооружается трубопровод, и техническим
- 4. При подготовке стыков труб под сварку проверяют перпендикулярность плоскости реза трубы к ее оси, угол раскрытия
- 5. При стыковке труб должен обеспечиваться равномерный зазор между соединяемыми кромками стыкуемых элементов, равный 2-3 мм. Перед
- 6. Прихватки, являющиеся составной частью сварного шва, выполняют те же сварщики, которые будут сваривать стыки, с применением
- 7. Количество слоев шва при дуговой сварке труб определяется толщиной стенок труб и их диаметром. При толщине
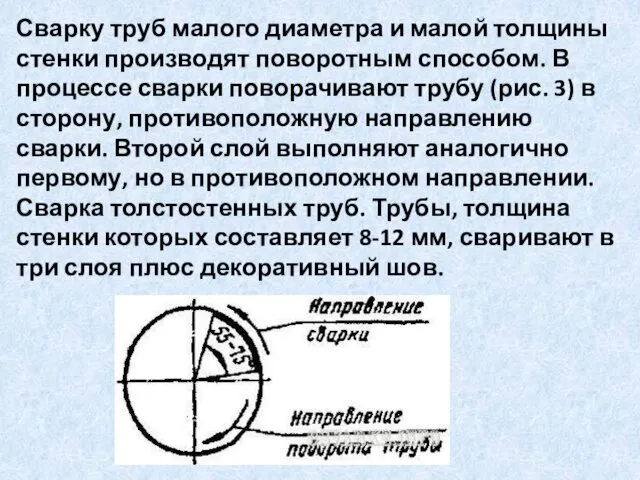
- 8. Сварку труб малого диаметра и малой толщины стенки производят поворотным способом. В процессе сварки поворачивают трубу
- 9. Для получения провара без сосулек и грата движение электрода должно быть возвратно-поступательным с непродолжительной задержкой электрода
- 10. Билет 1(2) Сварка углеродистых сталей
- 11. Этожелезоуглеродитый сплав следующегохимическогосостава: Углерод до – 2% Марганец до -1% , кремний до 0.6% сера и
- 12. По углероду стали делятся на 2 группы: 1.- конструкционные углерод от0.01% до 0.6% 2.- инструментальные углерод
- 13. По способу раскисления стали делятся на Кипящие (кп) Полуспокойные (пс) Спокойные (сп)
- 14. По качеству стали делятся: Обыкновенного качества Качественные Высококачественные
- 15. Марки углеродистых конструкционных сталей обыкновенного качества СТ0 , СТ1, СТ2, СТ3, СТ4, СТ5, СТ6. Поразливу стали
- 17. Качественные углеродистые стали
- 18. Свариваемость углеродистых и низколегированных сталей
- 19. Сварка углеродистых конструкционных сталей
- 21. Скачать презентацию
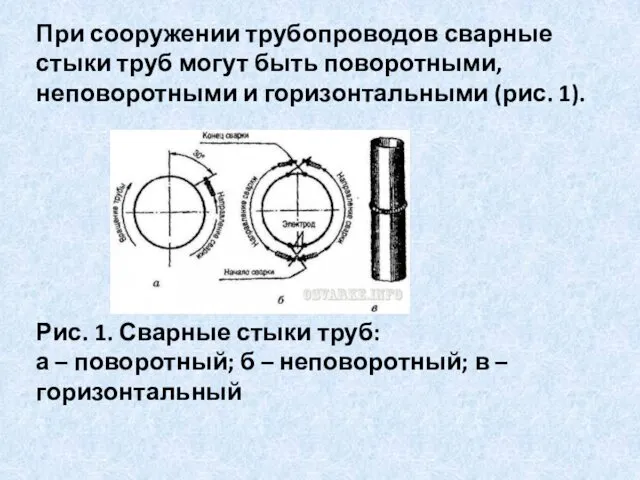
При сооружении трубопроводов сварные стыки труб могут быть поворотными, неповоротными и
При сооружении трубопроводов сварные стыки труб могут быть поворотными, неповоротными и
Перед сборкой и сваркой трубы проверяют на соответствие требованиям проекта, по
Перед сборкой и сваркой трубы проверяют на соответствие требованиям проекта, по
При подготовке стыков труб под сварку проверяют перпендикулярность плоскости реза трубы
При подготовке стыков труб под сварку проверяют перпендикулярность плоскости реза трубы
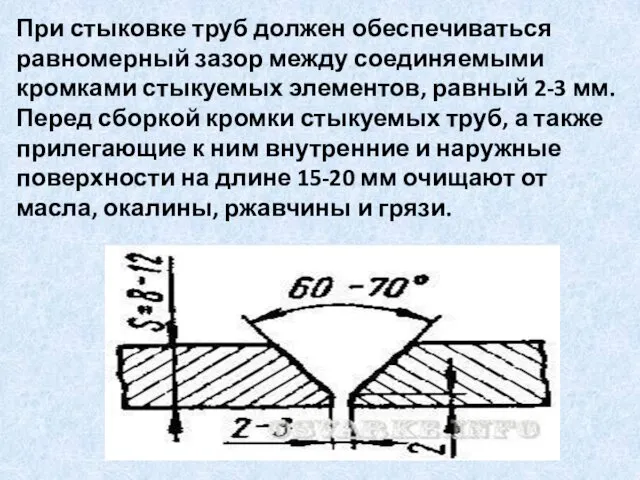
При стыковке труб должен обеспечиваться равномерный зазор между соединяемыми кромками стыкуемых
При стыковке труб должен обеспечиваться равномерный зазор между соединяемыми кромками стыкуемых
Прихватки, являющиеся составной частью сварного шва, выполняют те же сварщики, которые
Прихватки, являющиеся составной частью сварного шва, выполняют те же сварщики, которые
Количество слоев шва при дуговой сварке труб определяется толщиной стенок труб
Количество слоев шва при дуговой сварке труб определяется толщиной стенок труб
Сварку труб малого диаметра и малой толщины стенки производят поворотным способом.
Сварку труб малого диаметра и малой толщины стенки производят поворотным способом.
Для получения провара без сосулек и грата движение электрода должно быть
Для получения провара без сосулек и грата движение электрода должно быть
Билет 1(2)
Сварка углеродистых сталей
Билет 1(2)
Сварка углеродистых сталей
Этожелезоуглеродитый сплав следующегохимическогосостава: Углерод до – 2% Марганец до -1% ,
Этожелезоуглеродитый сплав следующегохимическогосостава: Углерод до – 2% Марганец до -1% ,
По углероду стали делятся на 2 группы:
1.- конструкционные углерод от0.01% до
По углероду стали делятся на 2 группы:
1.- конструкционные углерод от0.01% до
По способу раскисления стали делятся на
Кипящие (кп)
Полуспокойные (пс)
Спокойные (сп)
По способу раскисления стали делятся на
Кипящие (кп)
Полуспокойные (пс)
Спокойные (сп)
По качеству стали делятся:
Обыкновенного качества
Качественные
Высококачественные
По качеству стали делятся:
Обыкновенного качества
Качественные
Высококачественные
Марки углеродистых конструкционных сталей обыкновенного качества
СТ0 , СТ1, СТ2, СТ3, СТ4,
Марки углеродистых конструкционных сталей обыкновенного качества
СТ0 , СТ1, СТ2, СТ3, СТ4,
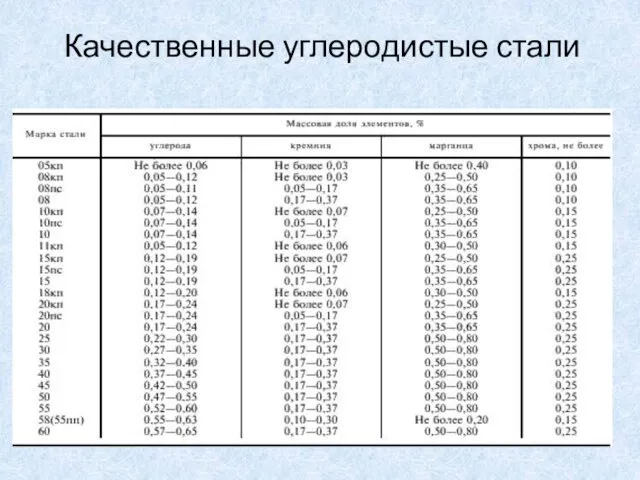
Качественные углеродистые стали
Качественные углеродистые стали
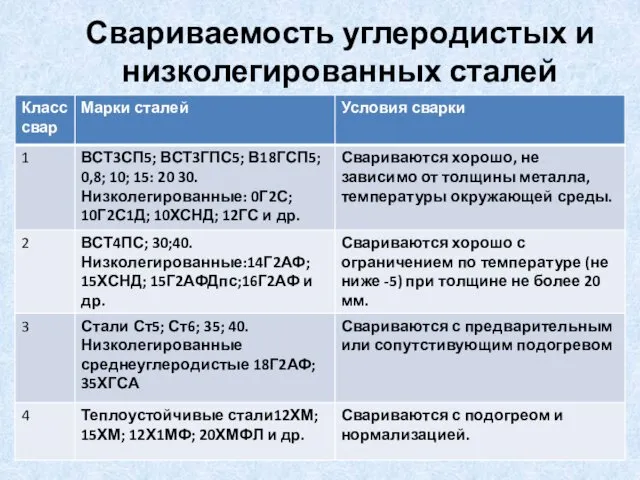
Свариваемость углеродистых и низколегированных сталей
Свариваемость углеродистых и низколегированных сталей
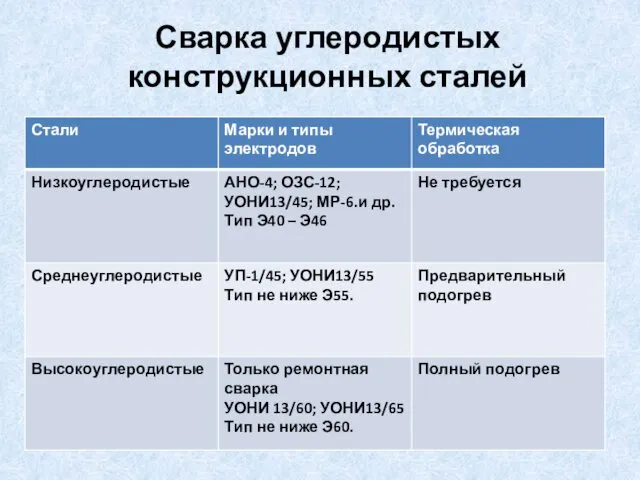
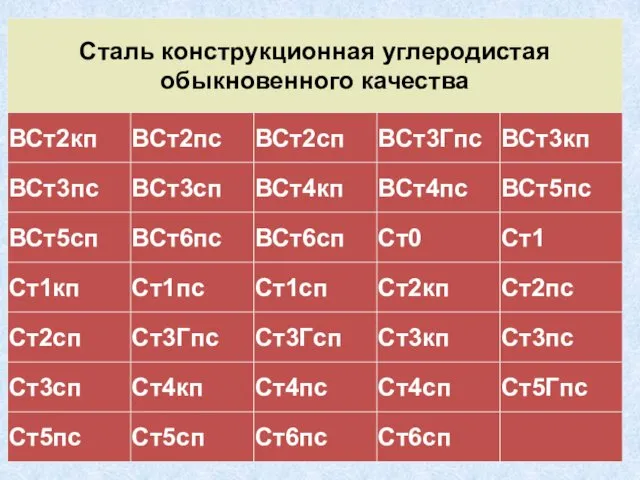
Сварка углеродистых конструкционных сталей
Сварка углеродистых конструкционных сталей
 Prezentatsia
Prezentatsia Образовательная ситуация с использованием информационно-коммуникационных технологий В гостях у сказки для детей средней группы.
Образовательная ситуация с использованием информационно-коммуникационных технологий В гостях у сказки для детей средней группы. Родительный, дательный, творительный и предложный падежи имен прилагательных женского рода
Родительный, дательный, творительный и предложный падежи имен прилагательных женского рода Процессуальные теории мотивации
Процессуальные теории мотивации Шаблоны для изготовления презнтаций на зимнюют тематику.
Шаблоны для изготовления презнтаций на зимнюют тематику. Проект: Этих дней не смолкнет слава
Проект: Этих дней не смолкнет слава Бизнес-план. Индивидуальное предприятие
Бизнес-план. Индивидуальное предприятие Қаймақ технологиясы оларды нормалау және гомогенизациялау
Қаймақ технологиясы оларды нормалау және гомогенизациялау Операция Зёрнышко (презентация)
Операция Зёрнышко (презентация) Принцип действия и схема рт-252 рт-253 рт-255
Принцип действия и схема рт-252 рт-253 рт-255 Лист. Общие понятия о листе, его развитие, анатомическое строение, видоизменения, морфология и классификация
Лист. Общие понятия о листе, его развитие, анатомическое строение, видоизменения, морфология и классификация Викторина История Олимпийских игр
Викторина История Олимпийских игр Обобщение опыта по теме Психология общения
Обобщение опыта по теме Психология общения Доклад на РМО воспитателей разновозрастных групп по теме: Система мониторинга реализации ООП ДОУ
Доклад на РМО воспитателей разновозрастных групп по теме: Система мониторинга реализации ООП ДОУ Технические каналы утечки информации
Технические каналы утечки информации Участие медсестры в подготовке к инструментальным методам исследования
Участие медсестры в подготовке к инструментальным методам исследования Резцы. Классификация резцов
Резцы. Классификация резцов Умная теплица
Умная теплица Зимняя олимпиада 2014
Зимняя олимпиада 2014 День Святой Троицы (Пятидесятница)
День Святой Троицы (Пятидесятница) Драматургия танца
Драматургия танца Когерентность. Монохроматические волны
Когерентность. Монохроматические волны Современное климатическое оборудование
Современное климатическое оборудование Мои ученики
Мои ученики Конспект интегрированного занятия по развитию речи для детей младшего дошкольного возраста с использованием мнемотехники и ИКТ
Конспект интегрированного занятия по развитию речи для детей младшего дошкольного возраста с использованием мнемотехники и ИКТ Методическая разработка Презентация ко Дню Победы Поклонимся великим тем годам... Диск Диск Диск Диск
Методическая разработка Презентация ко Дню Победы Поклонимся великим тем годам... Диск Диск Диск Диск Кім ақылды кім шапшаң кім тапқыр. Таныстыру
Кім ақылды кім шапшаң кім тапқыр. Таныстыру Антон Павлович Чехов
Антон Павлович Чехов