- Сверление, зенкование, зенкерование и развертывание отверстий

Содержание
- 2. Задание представить на почту tmash@kupc.ru в срок до 23.59 15.06.2020 (подписать файл ФИО и дату задания
- 3. Сверлением называется образование снятием стружки отверстий в сплошном материале с помощью сверла, совершающего вращательное и поступательное
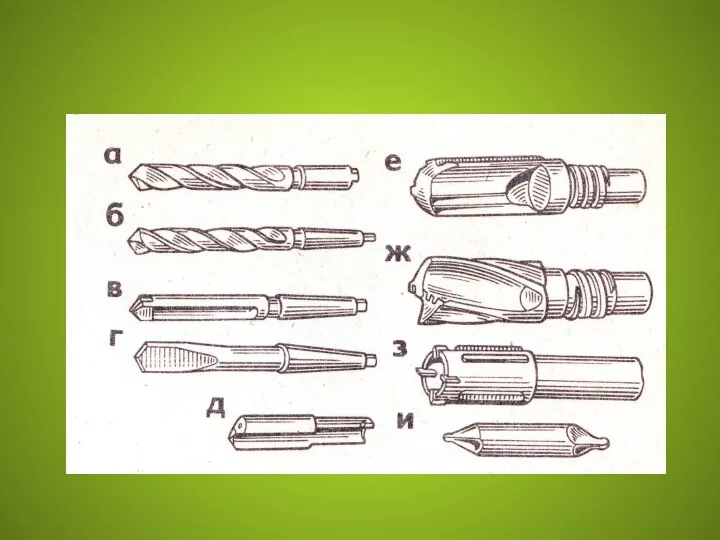
- 5. Классификация сверл Спиральные Перовые Центровочные
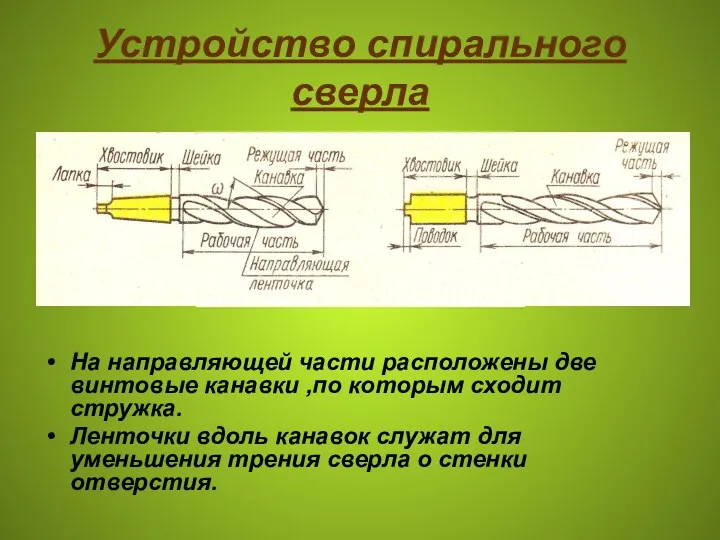
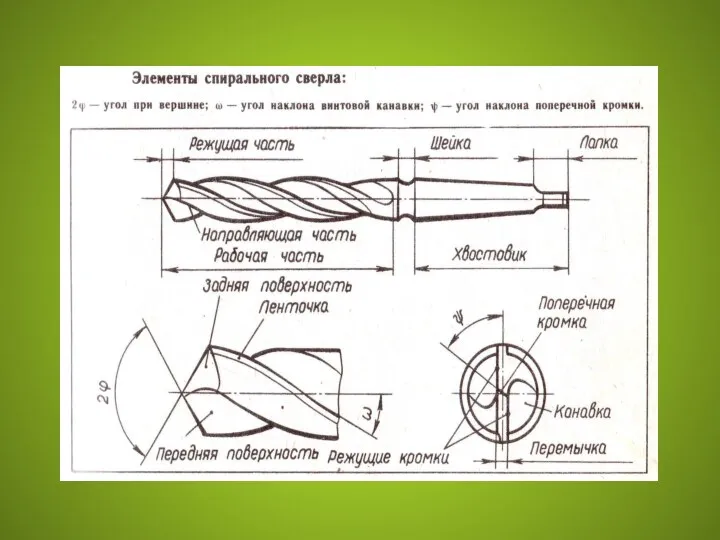
- 8. Устройство спирального сверла На направляющей части расположены две винтовые канавки ,по которым сходит стружка. Ленточки вдоль
- 10. Угол заточки сверла зависит от обрабатываемого материал -для стали это 116 -118o -для латуни ,бронзы 130-140o
- 11. Качество заточки проверяют шаблонами с вырезами.
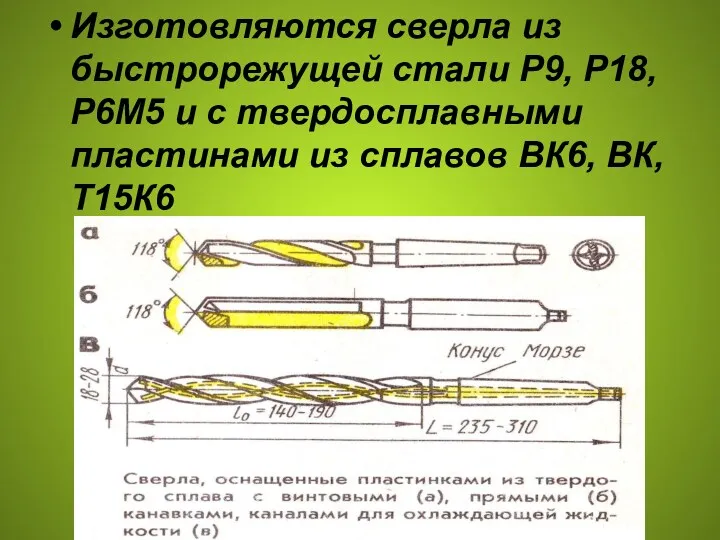
- 12. Сверла бывают с винтовыми канавками, которые обеспечивают лучший сход стружки и прямыми канавками , которые применяют
- 13. Сверла с отверстиями для подвода охлаждающей жидкости предназначены для сверления глубоких отверстий . СОЖ обеспечивает охлаждение
- 14. Изготовляются сверла из быстрорежущей стали Р9, Р18, Р6М5 и с твердосплавными пластинами из сплавов ВК6, ВК,
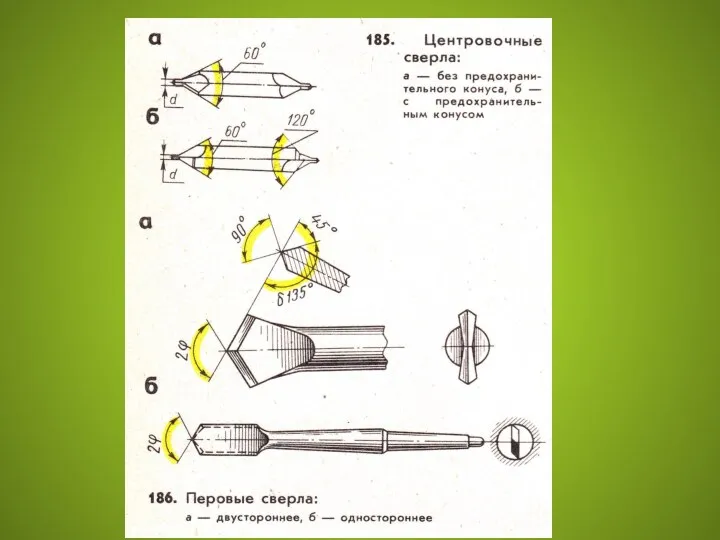
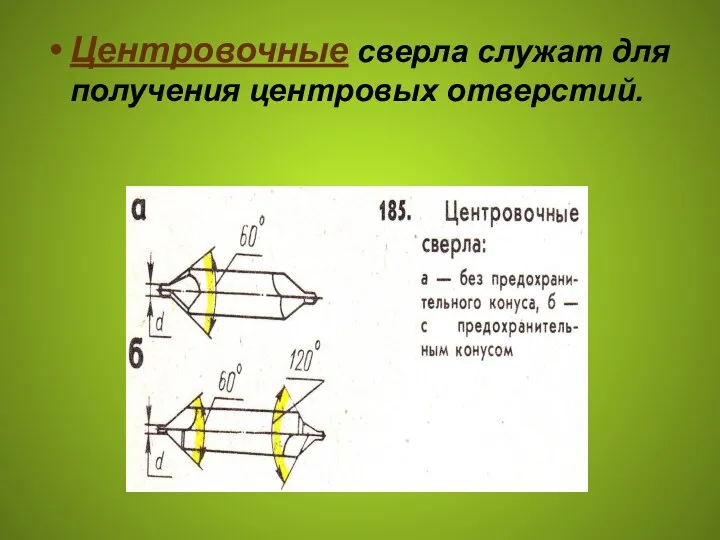
- 15. Центровочные сверла служат для получения центровых отверстий.
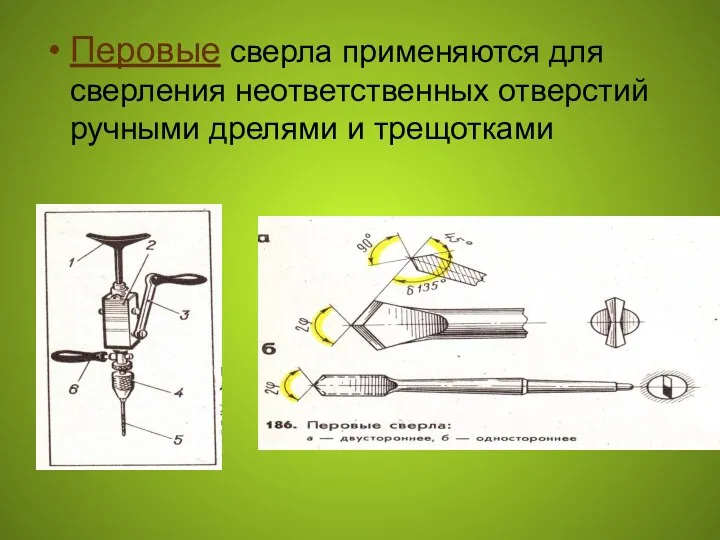
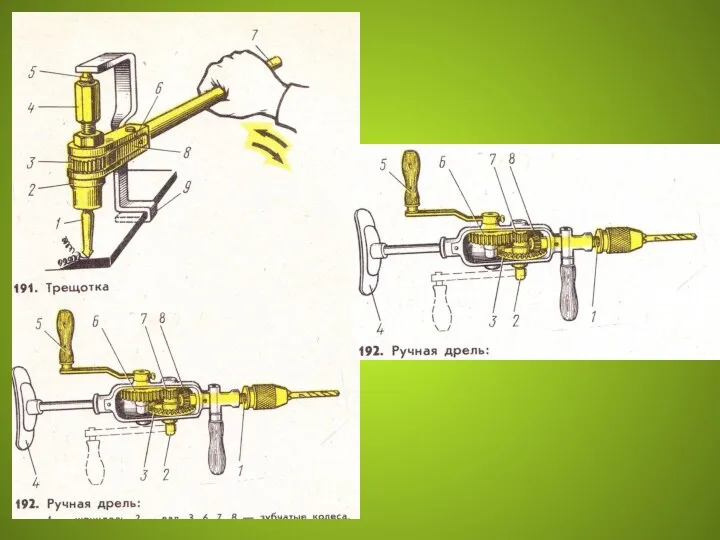
- 16. Перовые сверла применяются для сверления неответственных отверстий ручными дрелями и трещотками
- 20. ЗЕНКОВАНИЕМ называется обработка верхней части отверстия в целях получения фасок или цилиндрических углублений ( под потайную
- 22. Конические зенковки
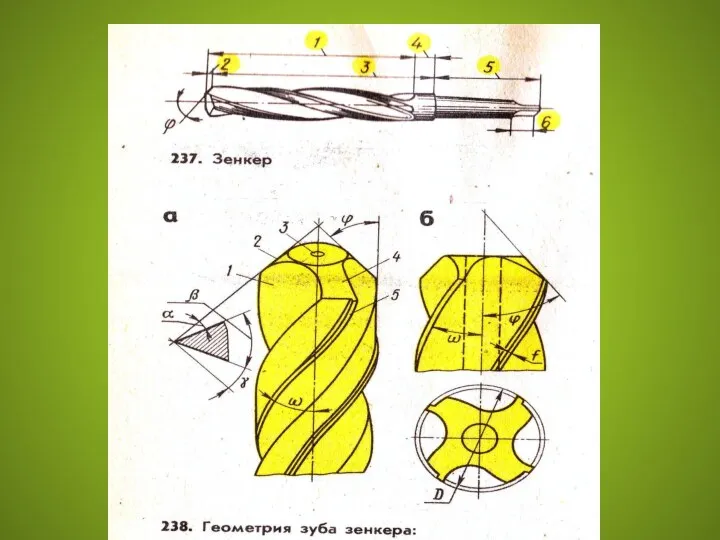
- 23. ЗЕНКЕРОВАНИЕ – это обработка отверстий, полученных литьем, штамповкой или сверлением - для придания им строгой цилиндрической
- 24. Цилиндрический зенкер
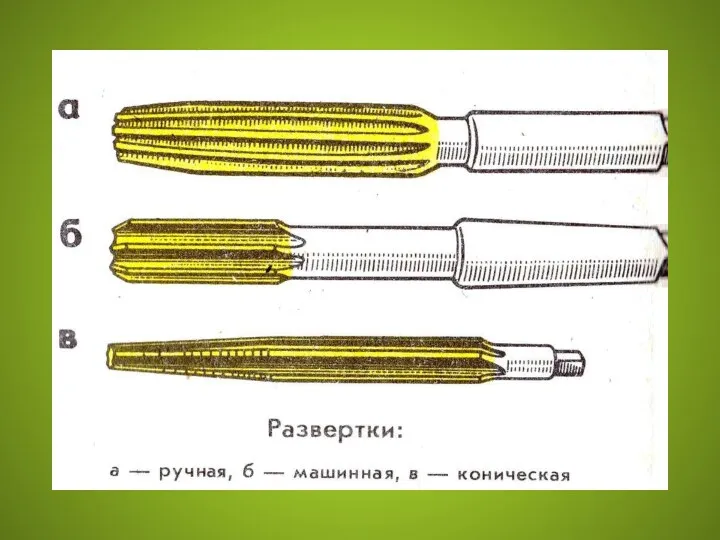
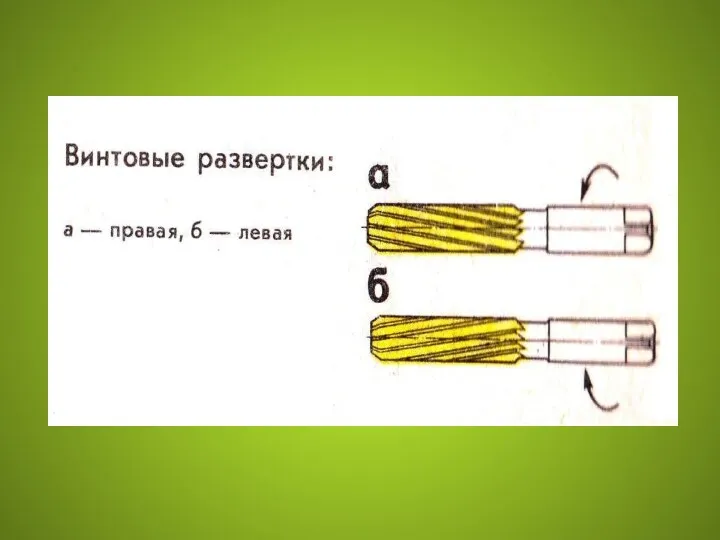
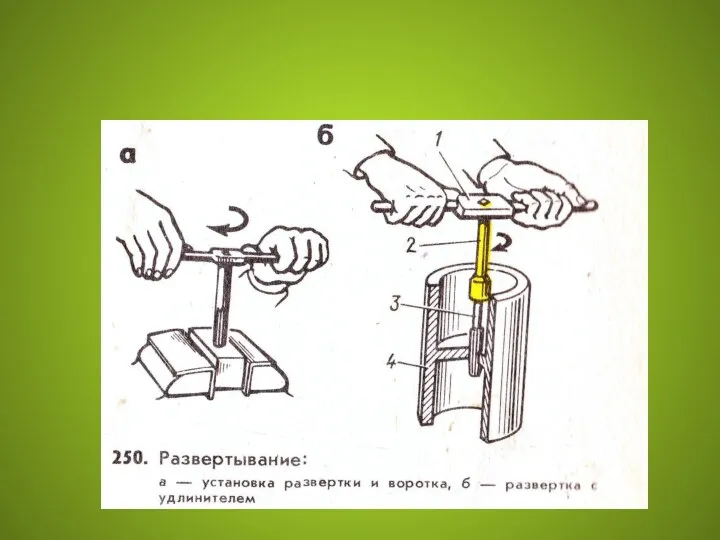
- 26. РАЗВЕРТЫВАНИЕ – это чистовая обработка отверстий. Обеспечивает более высокую точность и малую шероховатость. Развертка представляет собой
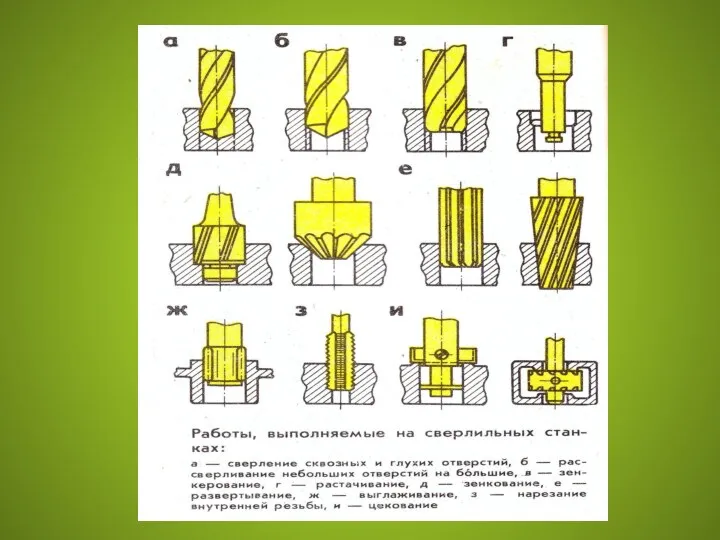
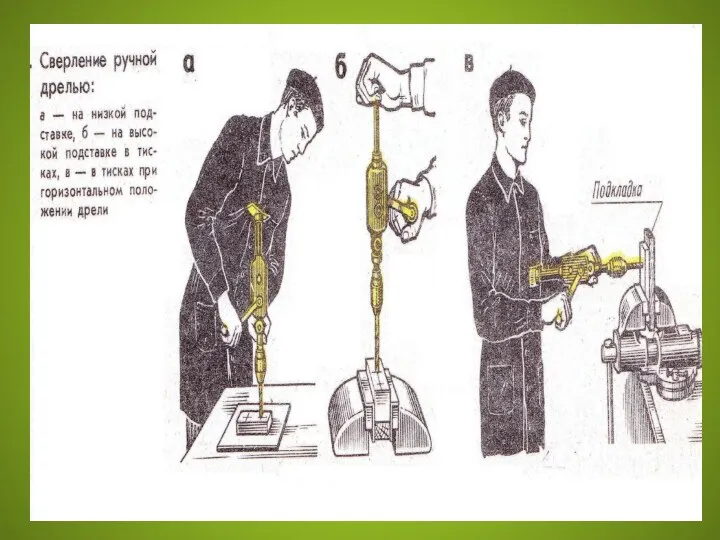
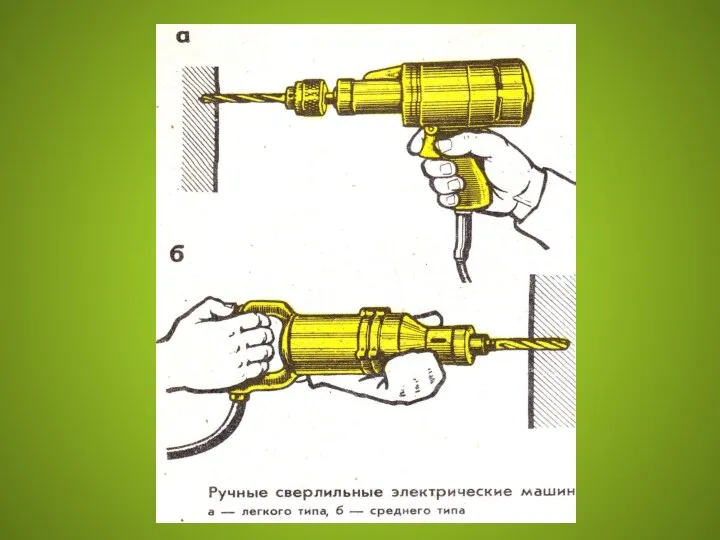
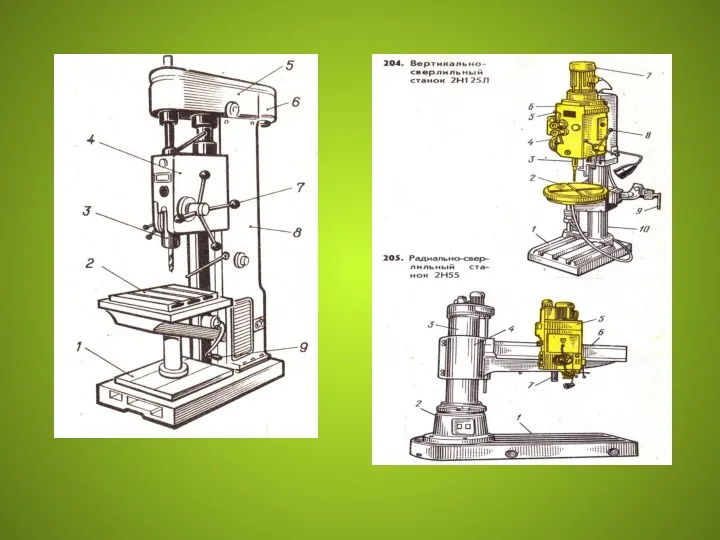
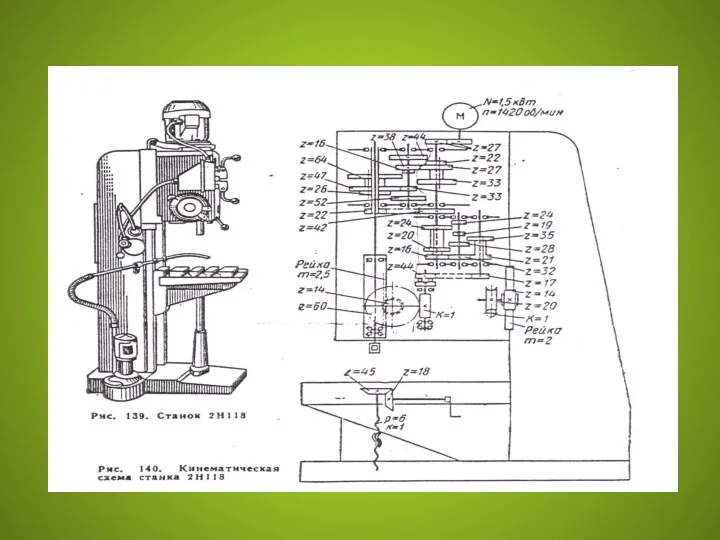
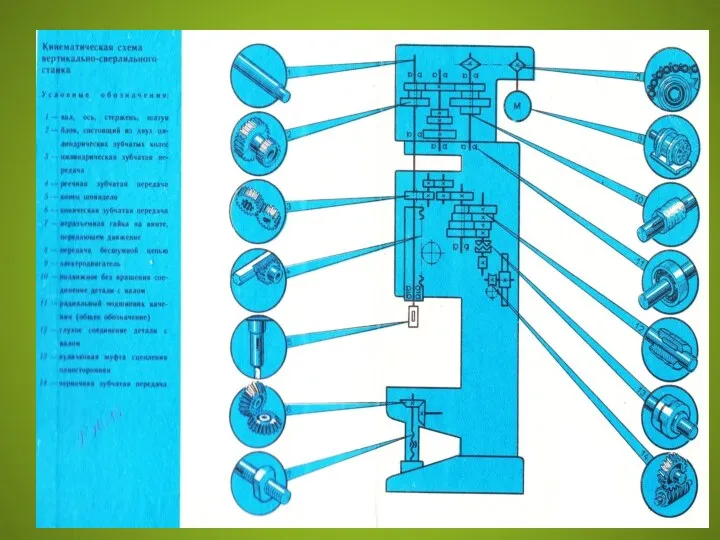
- 32. Рассмотренные операции обработки отверстий выполняются в основном на сверлильных или токарных станках или вручную, с помощью
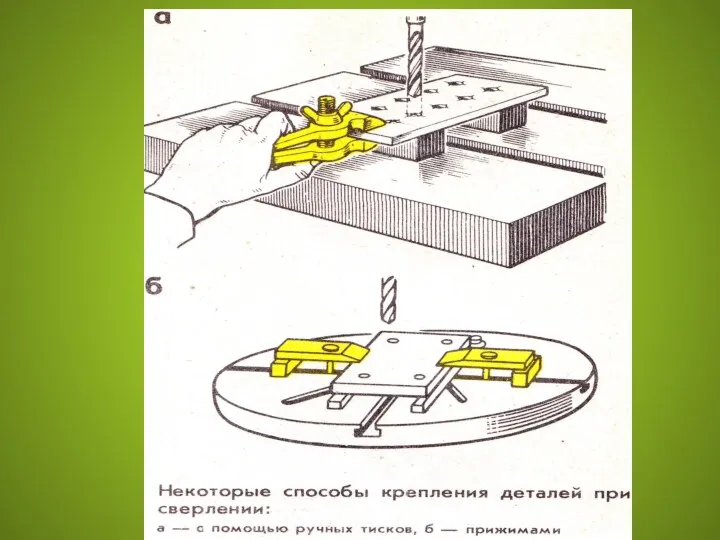
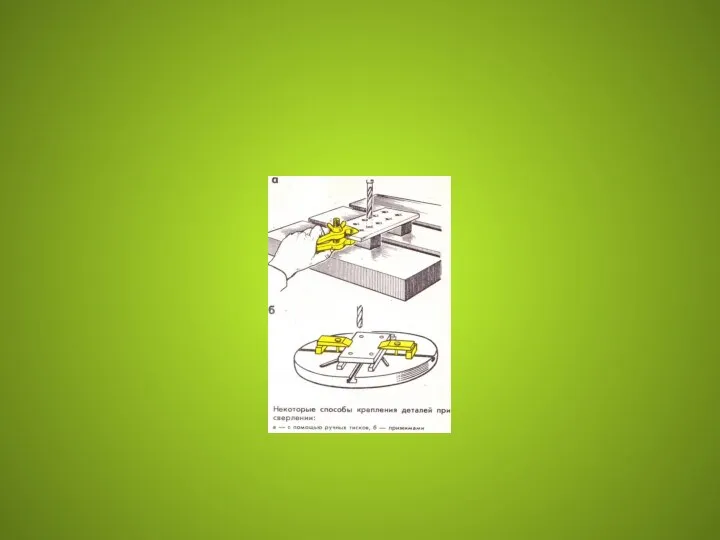
- 36. При работе на сверлильных станках для закрепления заготовок применяют машинные тиски, призмы. В патроне станка закрепляют
- 39. Режимы резания 1.Скорость резания выбирают в зависимости от свойств обрабатываемого материала ,диаметра и др.факторов. формула стр
- 40. С увеличением скорости резания процесс обработки ускоряется ,но при работе со слишком большими скоростями сверло быстро
- 41. ПРИЕМЫ СВЕРЛЕНИЯ
- 42. Сверление по разметке (одиночные отверстия). Сначала на деталь наносят осевые риски, круговую риску контура отверстия, кернят
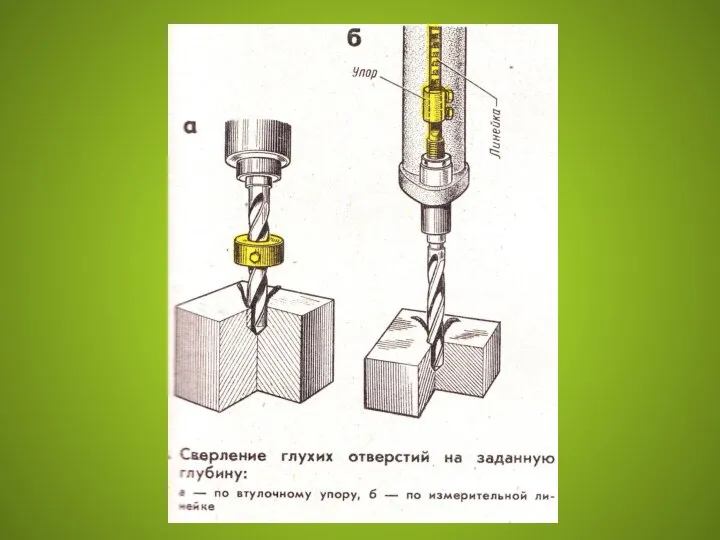
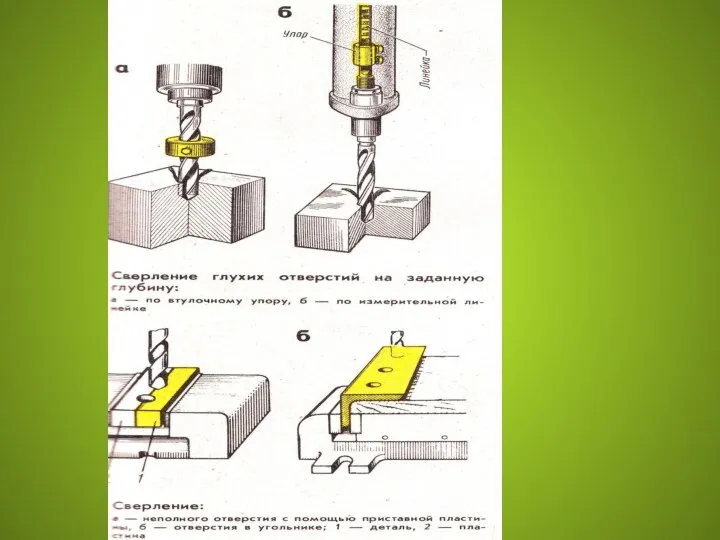
- 43. Сверление глухих отверстий осуществляют по упору или измерительной линейке, закрепленной на станке .При сверлении глухих отверстий
- 44. Сверление неполных отверстий (у края детали). Для этого к обрабатываемой детали приставляют пластину из того же
- 45. Сверление полых деталей . Для этого полость забивают деревянной пробкой. Сверление в листовом металле Их получают
- 46. Сверление глубоких отверстий ( более 5 диаметров детали). Здесь сначала надсверливают отверстие коротким сверлом, затем нормальным
- 50. ПРАВИЛА БЕЗОПАСНОСТИ ПРИ СВЕРЛЕНИИ
- 51. Рабочий халат должен быть застегнут, на голове - берет Необходимо правильно устанавливать и надежно закреплять заготовки,
- 52. Пользоваться для смены сверла специальным ключом Не работать затупившимся инструментом Не передавать и не принимать каких
- 54. Скачать презентацию
Задание представить на почту tmash@kupc.ru
в срок до 23.59 15.06.2020
(подписать файл
Задание представить на почту tmash@kupc.ru в срок до 23.59 15.06.2020 (подписать файл
Сверлением называется образование снятием стружки отверстий в сплошном материале с
Сверлением называется образование снятием стружки отверстий в сплошном материале с
Классификация сверл
Спиральные
Перовые
Центровочные
Классификация сверл
Спиральные
Перовые
Центровочные
Устройство спирального сверла
На направляющей части расположены две винтовые канавки ,по которым
Устройство спирального сверла
На направляющей части расположены две винтовые канавки ,по которым
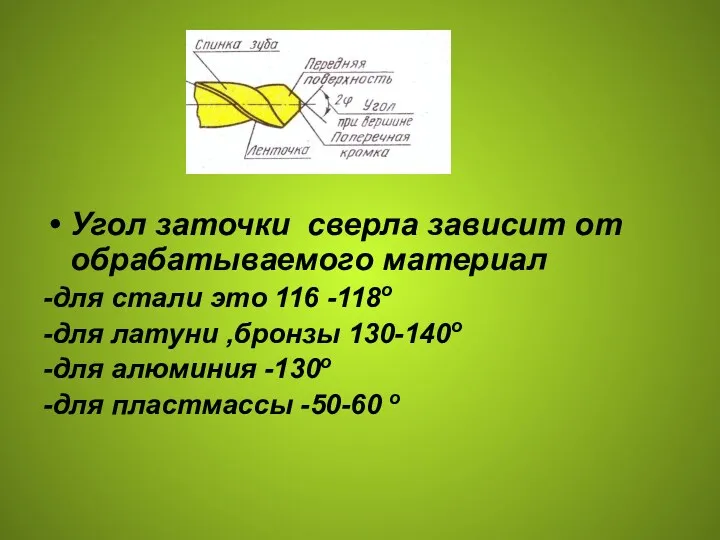
Угол заточки сверла зависит от обрабатываемого материал
-для стали это 116 -118o
-для
Угол заточки сверла зависит от обрабатываемого материал
-для стали это 116 -118o
-для
Качество заточки проверяют шаблонами с вырезами.
Качество заточки проверяют шаблонами с вырезами.
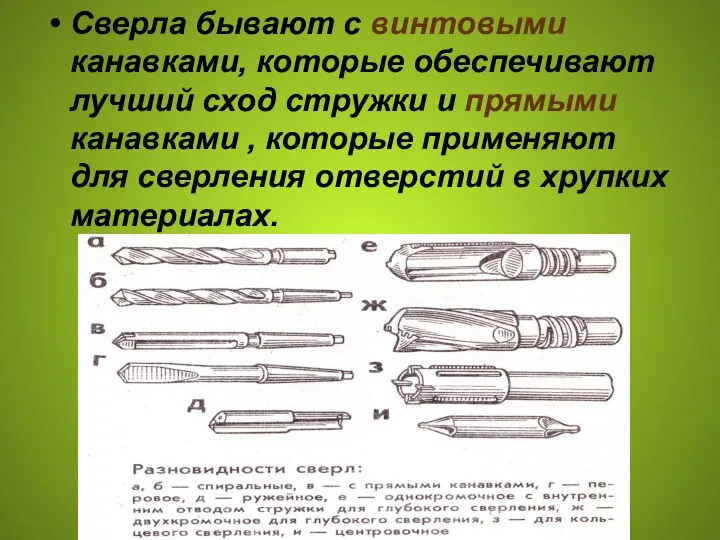
Сверла бывают с винтовыми канавками, которые обеспечивают лучший сход стружки и
Сверла бывают с винтовыми канавками, которые обеспечивают лучший сход стружки и
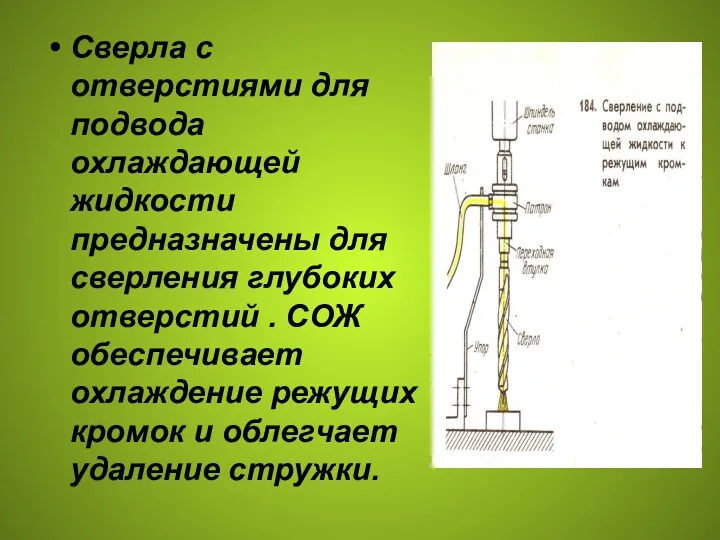
Сверла с отверстиями для подвода охлаждающей жидкости предназначены для сверления глубоких
Сверла с отверстиями для подвода охлаждающей жидкости предназначены для сверления глубоких
Изготовляются сверла из быстрорежущей стали Р9, Р18, Р6М5 и с твердосплавными
Изготовляются сверла из быстрорежущей стали Р9, Р18, Р6М5 и с твердосплавными
Центровочные сверла служат для получения центровых отверстий.
Центровочные сверла служат для получения центровых отверстий.
Перовые сверла применяются для сверления неответственных отверстий ручными дрелями и трещотками
Перовые сверла применяются для сверления неответственных отверстий ручными дрелями и трещотками
ЗЕНКОВАНИЕМ называется обработка верхней части отверстия в целях получения фасок
ЗЕНКОВАНИЕМ называется обработка верхней части отверстия в целях получения фасок
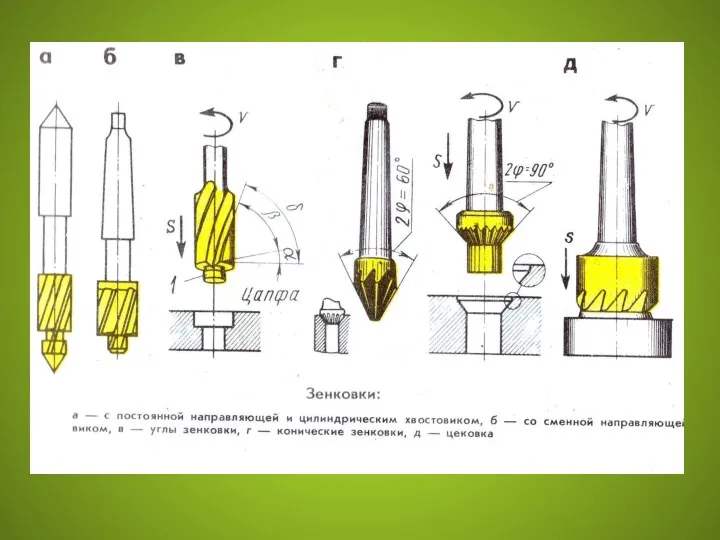

Конические зенковки
Конические зенковки
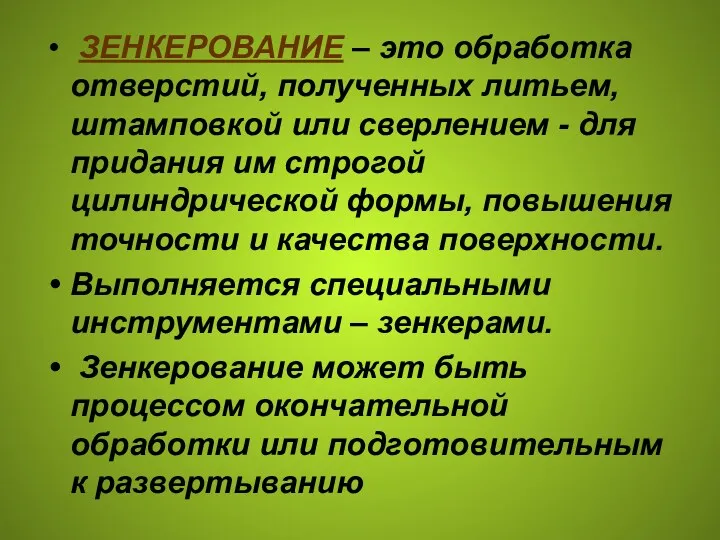
ЗЕНКЕРОВАНИЕ – это обработка отверстий, полученных литьем, штамповкой или сверлением
ЗЕНКЕРОВАНИЕ – это обработка отверстий, полученных литьем, штамповкой или сверлением

Цилиндрический зенкер
Цилиндрический зенкер
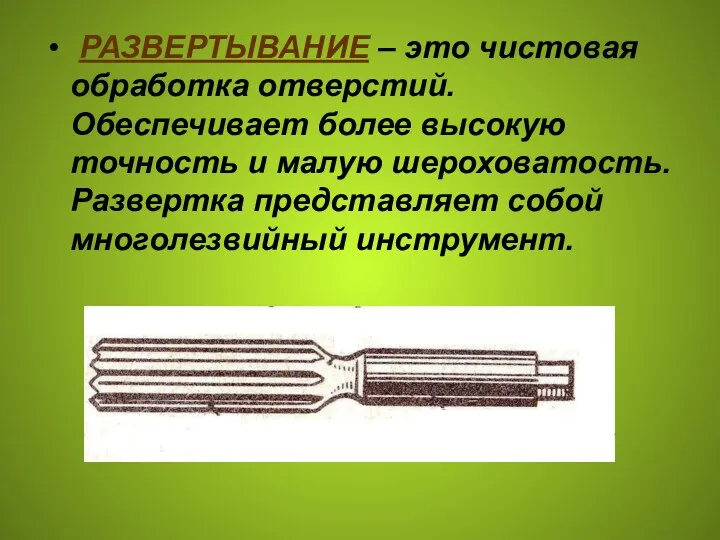
РАЗВЕРТЫВАНИЕ – это чистовая обработка отверстий. Обеспечивает более высокую точность
РАЗВЕРТЫВАНИЕ – это чистовая обработка отверстий. Обеспечивает более высокую точность

Рассмотренные операции обработки отверстий выполняются в основном на сверлильных или
Рассмотренные операции обработки отверстий выполняются в основном на сверлильных или
При работе на сверлильных станках для закрепления заготовок применяют машинные
При работе на сверлильных станках для закрепления заготовок применяют машинные
Режимы резания
1.Скорость резания выбирают в зависимости от свойств обрабатываемого материала
Режимы резания
1.Скорость резания выбирают в зависимости от свойств обрабатываемого материала
С увеличением скорости резания процесс обработки ускоряется ,но при работе со
С увеличением скорости резания процесс обработки ускоряется ,но при работе со
ПРИЕМЫ СВЕРЛЕНИЯ
ПРИЕМЫ СВЕРЛЕНИЯ
Сверление по разметке (одиночные отверстия).
Сначала на деталь наносят осевые риски, круговую
Сверление по разметке (одиночные отверстия).
Сначала на деталь наносят осевые риски, круговую
Сверление глухих отверстий осуществляют по упору или измерительной линейке, закрепленной на
Сверление глухих отверстий осуществляют по упору или измерительной линейке, закрепленной на
Сверление неполных отверстий (у края детали). Для этого к обрабатываемой детали
Сверление неполных отверстий (у края детали). Для этого к обрабатываемой детали
Сверление полых деталей .
Для этого полость забивают деревянной пробкой.
Сверление в
Сверление полых деталей .
Для этого полость забивают деревянной пробкой.
Сверление в
Сверление глубоких отверстий ( более 5 диаметров детали).
Здесь сначала надсверливают отверстие
Сверление глубоких отверстий ( более 5 диаметров детали).
Здесь сначала надсверливают отверстие
ПРАВИЛА БЕЗОПАСНОСТИ ПРИ СВЕРЛЕНИИ
ПРАВИЛА БЕЗОПАСНОСТИ ПРИ СВЕРЛЕНИИ
Рабочий халат должен быть застегнут, на голове - берет
Необходимо правильно
Рабочий халат должен быть застегнут, на голове - берет
Необходимо правильно
Пользоваться для смены сверла специальным ключом
Не работать затупившимся инструментом
Не передавать и
Пользоваться для смены сверла специальным ключом
Не работать затупившимся инструментом
Не передавать и
 Антибиотики как химические вещества
Антибиотики как химические вещества Презентация Адаптация ребенка в ДОО
Презентация Адаптация ребенка в ДОО Кукла Зайчик на пальчик
Кукла Зайчик на пальчик Колористика. День первый
Колористика. День первый Планеты - гиганты
Планеты - гиганты Основные техники выполнения стойки на голове
Основные техники выполнения стойки на голове Презентация к 8 марта
Презентация к 8 марта Проектная деятельность в начальной школе
Проектная деятельность в начальной школе Задание на лето
Задание на лето Презентация к педагогическому совету: Использование нетрадиционных техник рисования на уроках изо.
Презентация к педагогическому совету: Использование нетрадиционных техник рисования на уроках изо. Клинический опыт использования системы экстракорпоральной мембранной оксигенации крови Cardiohelp в сердечно-сосудистой хирургии
Клинический опыт использования системы экстракорпоральной мембранной оксигенации крови Cardiohelp в сердечно-сосудистой хирургии Проблемы здоровья человека. Тема 2
Проблемы здоровья человека. Тема 2 Симметрия в пространстве
Симметрия в пространстве Філософія Відродження, Нового часу та німецька класична філософія
Філософія Відродження, Нового часу та німецька класична філософія Финансовый рынок (рынок ссудного капитала)
Финансовый рынок (рынок ссудного капитала) Твоё здоровье и питание.
Твоё здоровье и питание. Повышение экономичности газотурбинных установок
Повышение экономичности газотурбинных установок The Lebanese Anthem
The Lebanese Anthem Христианская апологетика. Исторический аргумент
Христианская апологетика. Исторический аргумент Rozważania tajemnic Różańca Świętego nad tekstem Listu Apostolskiego Jana Pawła II Rosarium Virginis Mariae
Rozważania tajemnic Różańca Świętego nad tekstem Listu Apostolskiego Jana Pawła II Rosarium Virginis Mariae Каша-матушка наша!
Каша-матушка наша! БИОревитализация и ПОЛИревитализация препаратами MESOLAB®
БИОревитализация и ПОЛИревитализация препаратами MESOLAB® Свойства бетона
Свойства бетона Депрессия в практике общего врача
Депрессия в практике общего врача Риккетсия. Морфологиясы
Риккетсия. Морфологиясы Усиление каменных конструкций
Усиление каменных конструкций I Этап городского конкурса Учитель года
I Этап городского конкурса Учитель года Презентация Свободное время учащихся и ответственность семьи за поведение ребёнка во внеурочное время
Презентация Свободное время учащихся и ответственность семьи за поведение ребёнка во внеурочное время