Техника и технология ручной дуговой сварки, наплавки, резки покрытыми электродами. Способы выполнения швов презентация
- Техника и технология ручной дуговой сварки, наплавки, резки покрытыми электродами. Способы выполнения швов

Содержание
- 2. ПК 2.1. Выполнять ручную дуговую сварку различных деталей из углеродистых и конструкционных сталей во всех пространственных
- 3. Цель: В результате обучения по данной теме обучающиеся получат знания о способах выполнения стыковых и угловых
- 4. Выполнение стыковых швов
- 5. При сварке встык без скоса кромок шов должен иметь небольшое уширение с одной стороны или двух
- 6. Сварку многослойных швов начинают, тщательно проваривая корень шва электродом диаметром не более 4 мм, а последующие
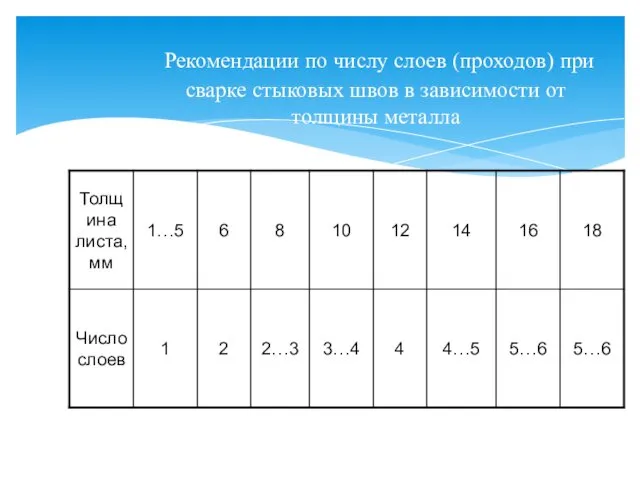
- 7. Рекомендации по числу слоев (проходов) при сварке стыковых швов в зависимости от толщины металла
- 8. Сварку соединений ответственных конструкций большой толщины (свыше 25 мм), когда появляются объемные напряжения и возрастает опасность
- 9. При сварке каскадом сначала в разделку кромок наплавляют первый слой небольшой длины 200... 300 мм, затем
- 10. Выполнение угловых швов
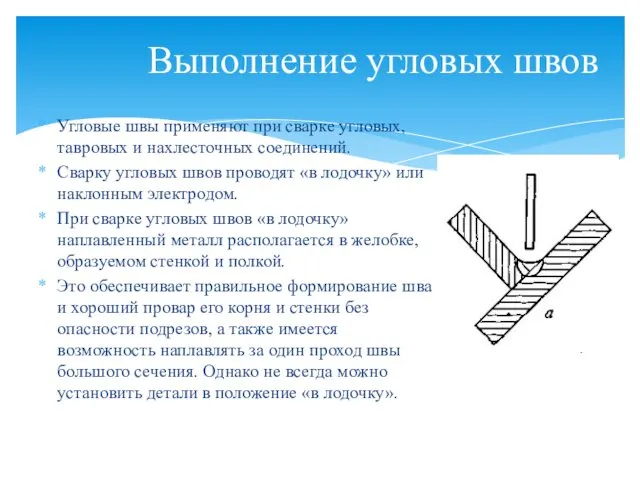
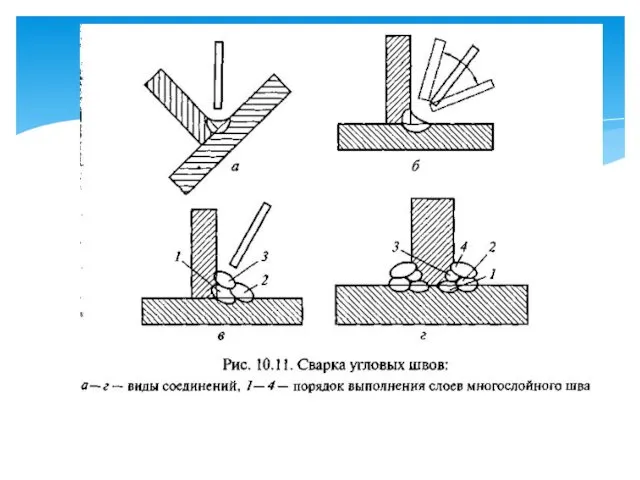
- 11. Выполнение угловых швов Угловые швы применяют при сварке угловых, тавровых и нахлесточных соединений. Сварку угловых швов
- 12. В большинстве случаев тавровые соединения сваривают в положении, когда одна деталь соединения расположена горизонтально, а вторая
- 13. Во избежание непровара дугу возбуждают на горизонтальной полке, отступив от границы шва на 3...4 мм. 3атем
- 14. При многослойной сварке для лучшего провара корня шва первый слой выполняют узким или ниточным швом электродом
- 15. Угловые швы при одностороннем или двустороннем скосе кромок вертикального элемента (рис. 10.11, г) сваривают в один
- 17. Сварка тонколистового металла
- 18. При сварке листов толщиной 0.5...3 мм возможно сквозное проплавление металла электрической дугой (прожог) с образованием отверстий,
- 19. Сварку с отбортовкой кромок выполняют главным образом на постоянном токе. Хорошие результаты достигают при установке деталей
- 20. В качестве временных теплоотводящих подкладок используют массивные медные и бронзовые плиты (бруски). Сборку встык осуществляют без
- 21. Сварка швов различной протяженности
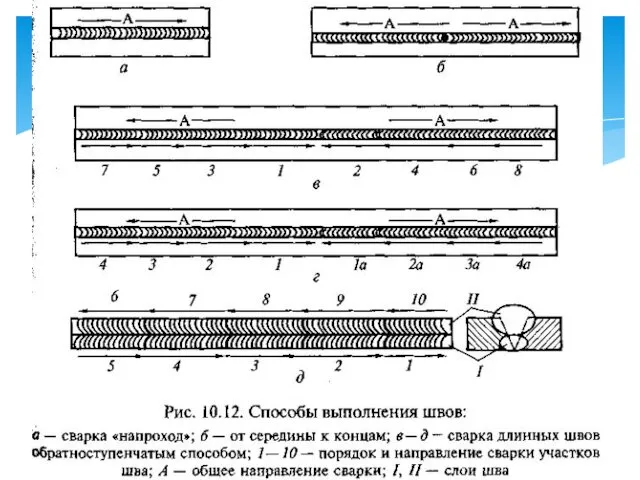
- 22. По протяженности швы разделяют на короткие (300...350 мм), средние (350... 1000 мм) и длинные (свыше 1000
- 23. Длина ступени (участка) 100...350 мм, при сварке тонкого металла короткие и более длинные — при сварке
- 25. Сварка металла большой толщины
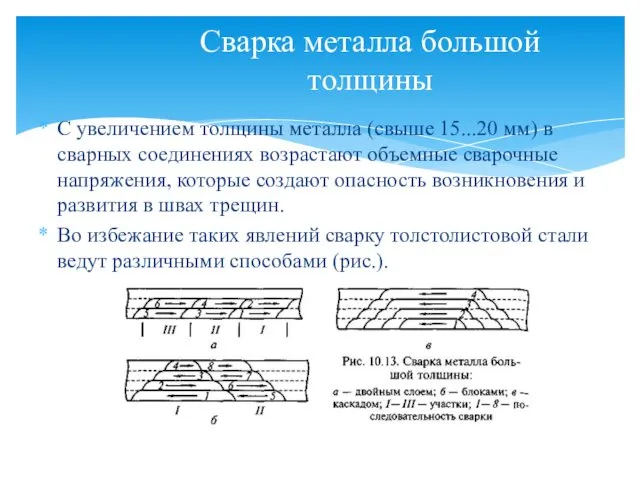
- 26. Сварка металла большой толщины С увеличением толщины металла (свыше 15...20 мм) в сварных соединениях возрастают объемные
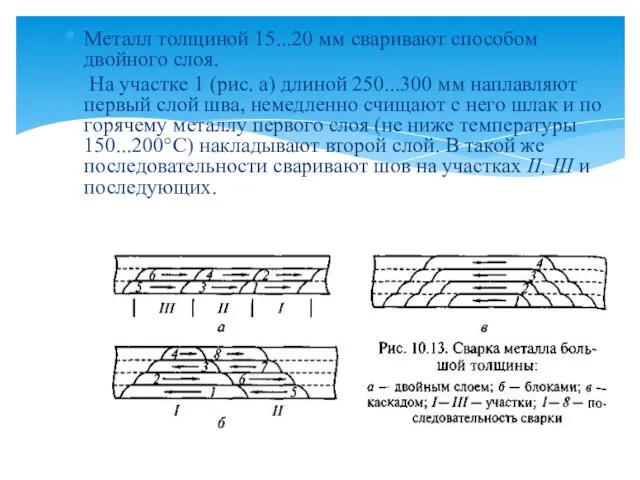
- 27. Металл толщиной 15...20 мм сваривают способом двойного слоя. На участке 1 (рис. а) длиной 250...300 мм
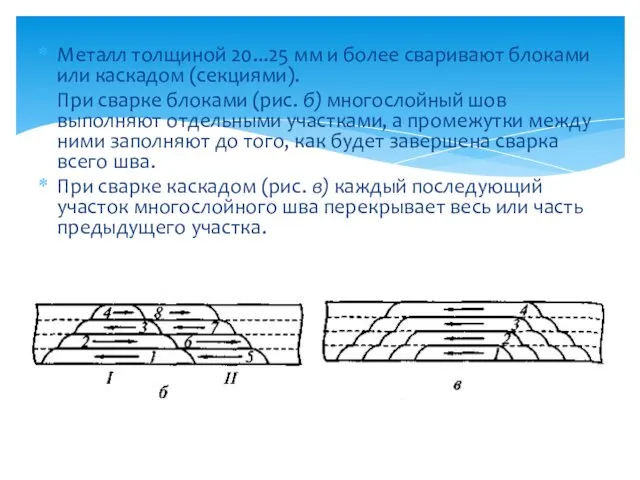
- 28. Металл толщиной 20...25 мм и более сваривают блоками или каскадом (секциями). При сварке блоками (рис. б)
- 29. При -Vобразной подготовке кромок длина секции каскадной сварки 300...400 мм, при Х-образной подготовке — 500...800 мм.
- 31. Скачать презентацию
ПК 2.1. Выполнять ручную дуговую сварку различных деталей из углеродистых и
ПК 2.1. Выполнять ручную дуговую сварку различных деталей из углеродистых и
Цель: В результате обучения по данной теме обучающиеся получат знания о
Цель: В результате обучения по данной теме обучающиеся получат знания о
Выполнение стыковых швов
Выполнение стыковых швов
При сварке встык без скоса кромок шов должен иметь небольшое уширение
При сварке встык без скоса кромок шов должен иметь небольшое уширение
Сварку многослойных швов начинают, тщательно проваривая корень шва электродом диаметром не
Рекомендации по числу слоев (проходов) при
сварке стыковых швов в зависимости
Рекомендации по числу слоев (проходов) при сварке стыковых швов в зависимости
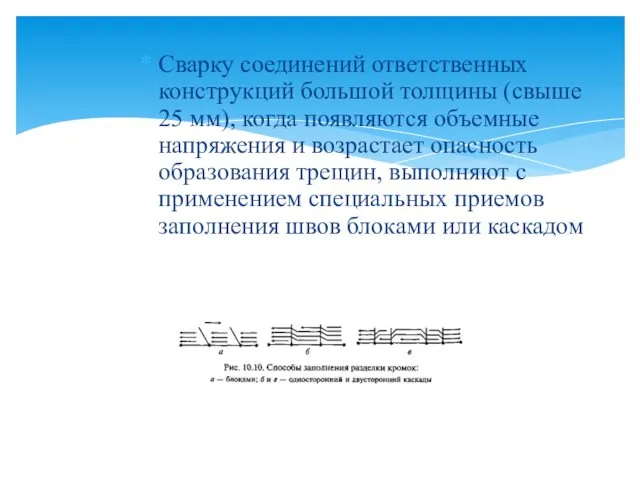
Сварку соединений ответственных конструкций большой толщины (свыше 25 мм), когда появляются
Сварку соединений ответственных конструкций большой толщины (свыше 25 мм), когда появляются
При сварке каскадом сначала в разделку
кромок наплавляют первый слой небольшой длины
При сварке каскадом сначала в разделку кромок наплавляют первый слой небольшой длины
Выполнение угловых швов
Выполнение угловых швов
Выполнение угловых швов
Угловые швы применяют при сварке угловых, тавровых и нахлесточных
Выполнение угловых швов
Угловые швы применяют при сварке угловых, тавровых и нахлесточных
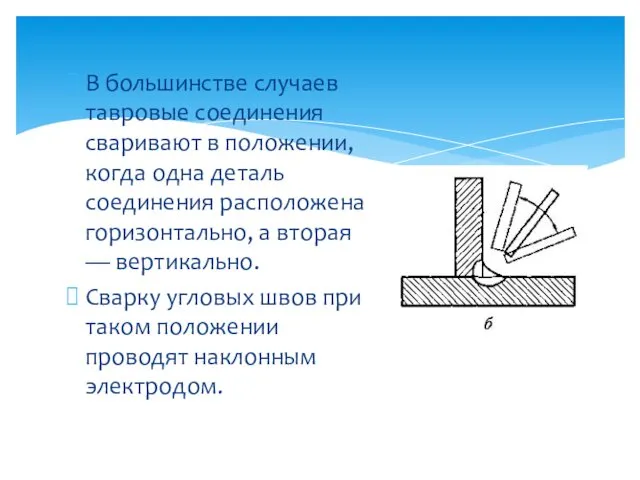
В большинстве случаев тавровые соединения сваривают в положении, когда одна деталь
В большинстве случаев тавровые соединения сваривают в положении, когда одна деталь
Во избежание непровара дугу возбуждают
на горизонтальной полке, отступив от границы шва
Во избежание непровара дугу возбуждают на горизонтальной полке, отступив от границы шва
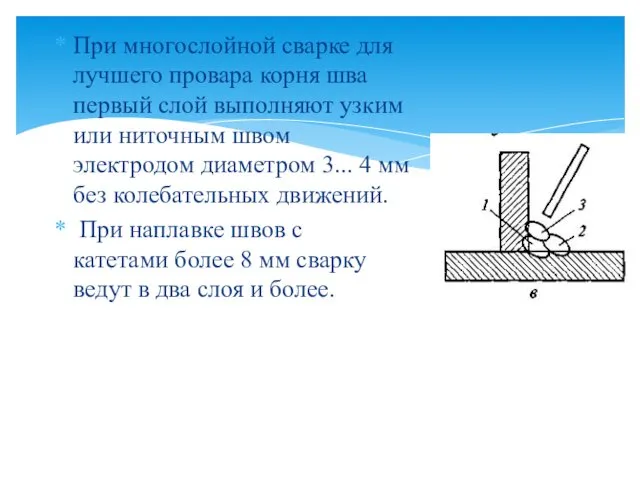
При многослойной сварке для лучшего провара корня шва первый слой выполняют
При многослойной сварке для лучшего провара корня шва первый слой выполняют
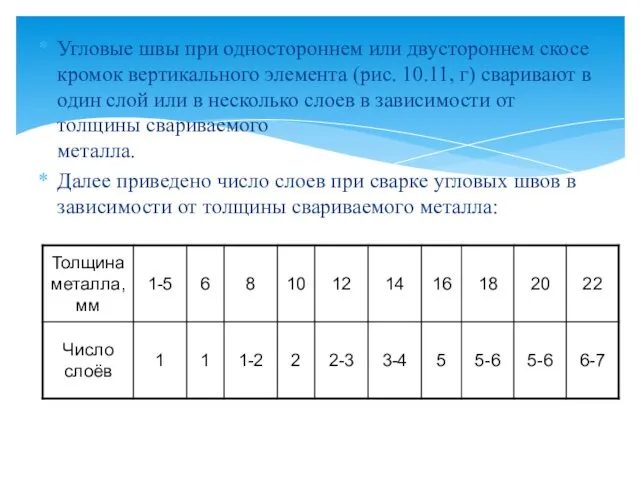
Угловые швы при одностороннем или двустороннем скосе кромок вертикального элемента (рис.
Угловые швы при одностороннем или двустороннем скосе кромок вертикального элемента (рис.
Сварка тонколистового металла
Сварка тонколистового металла
При сварке листов толщиной 0.5...3 мм возможно сквозное проплавление металла электрической
При сварке листов толщиной 0.5...3 мм возможно сквозное проплавление металла электрической
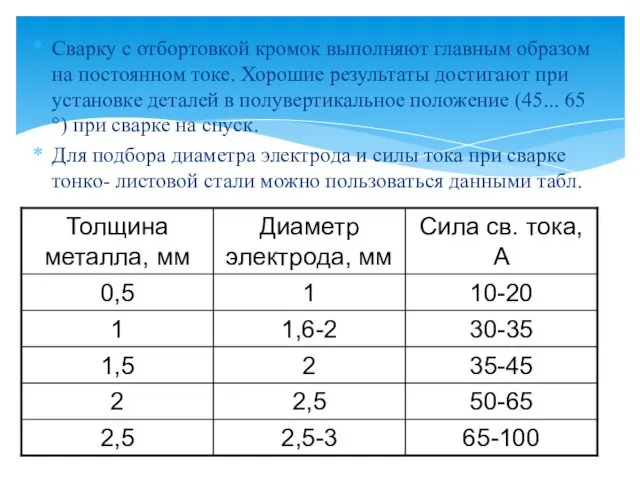
Сварку с отбортовкой кромок выполняют главным образом на постоянном токе. Хорошие
Сварку с отбортовкой кромок выполняют главным образом на постоянном токе. Хорошие
В качестве временных теплоотводящих подкладок используют массивные медные и бронзовые плиты
В качестве временных теплоотводящих подкладок используют массивные медные и бронзовые плиты
Сварка швов различной протяженности
Сварка швов различной протяженности
По протяженности швы разделяют на короткие (300...350 мм), средние (350... 1000
По протяженности швы разделяют на короткие (300...350 мм), средние (350... 1000
Длина ступени (участка) 100...350 мм, при сварке тонкого металла короткие и
Длина ступени (участка) 100...350 мм, при сварке тонкого металла короткие и
Сварка металла большой толщины
Сварка металла большой толщины
Сварка металла большой толщины
С увеличением толщины металла (свыше 15...20 мм) в
Сварка металла большой толщины
С увеличением толщины металла (свыше 15...20 мм) в
Металл толщиной 15...20 мм сваривают способом двойного слоя.
На участке 1
Металл толщиной 15...20 мм сваривают способом двойного слоя.
На участке 1
Металл толщиной 20...25 мм и более сваривают блоками или каскадом (секциями).
Металл толщиной 20...25 мм и более сваривают блоками или каскадом (секциями).
При -Vобразной подготовке кромок длина секции каскадной сварки 300...400 мм, при
При -Vобразной подготовке кромок длина секции каскадной сварки 300...400 мм, при
 ВПР в начальной школе: методика проверки заданий по русскому языку
ВПР в начальной школе: методика проверки заданий по русскому языку Конспект урока математики: Действия с положительными и отрицательными числами, 6 класс
Конспект урока математики: Действия с положительными и отрицательными числами, 6 класс 20191102_summa_uglov_treugolnika
20191102_summa_uglov_treugolnika Джек Лондон. Роман Маленькая хозяйка большого дома
Джек Лондон. Роман Маленькая хозяйка большого дома Сословно-представительная монархия XVII века в России, в условиях внешних вызовов и внутренних угроз
Сословно-представительная монархия XVII века в России, в условиях внешних вызовов и внутренних угроз Волонтерский отряд Лесная братва
Волонтерский отряд Лесная братва Графический редактор Adobe PhotoShop
Графический редактор Adobe PhotoShop Патофизиология и ее место среди медико-биологических и клинических наук
Патофизиология и ее место среди медико-биологических и клинических наук Социальная психология общения
Социальная психология общения Публикация в социальных сетях Интернета и вывод результата на бумажный носитель
Публикация в социальных сетях Интернета и вывод результата на бумажный носитель Рухомий склад метрополітену. Загальний курс метрополітену. Відділ експлуатації та безпеки руху. Тема № 3
Рухомий склад метрополітену. Загальний курс метрополітену. Відділ експлуатації та безпеки руху. Тема № 3 Иудаизм.Время возникновения
Иудаизм.Время возникновения Возможности электронного журнала
Возможности электронного журнала Ильменский заповедник
Ильменский заповедник План-конспект занятия Оберег-домовушка
План-конспект занятия Оберег-домовушка Наглядные пособия на уроке природоведения.
Наглядные пособия на уроке природоведения. Человеческий капитал и персональные компетенции как основа образования современного коммуникатора
Человеческий капитал и персональные компетенции как основа образования современного коммуникатора Презентация Использование нестандартного оборудования на занятиях по физической культуре
Презентация Использование нестандартного оборудования на занятиях по физической культуре Гендерный подход в формировании интереса к художественным произведениям у детей дошкольного возраста
Гендерный подход в формировании интереса к художественным произведениям у детей дошкольного возраста Экономика и дошкольник.
Экономика и дошкольник. Тема 9. Эффективность производственно-хозяйственной деятельности
Тема 9. Эффективность производственно-хозяйственной деятельности Мастер-класс Подарок для мамы
Мастер-класс Подарок для мамы Как можно ускорить экономический рост.
Как можно ускорить экономический рост. Производство вторичной гранулы полипропилена, ООО Кияна Пласт
Производство вторичной гранулы полипропилена, ООО Кияна Пласт Медицина в Древнем Египте
Медицина в Древнем Египте Сопряжения линий в геометрических построениях
Сопряжения линий в геометрических построениях Оборудование по теме Порошки
Оборудование по теме Порошки Теорема Виета
Теорема Виета