Технологический процесс механической обработки и управляющая программа для изготовления детали Гайка крепежная Ø 75 мм; L=45мм презентация
- Технологический процесс механической обработки и управляющая программа для изготовления детали Гайка крепежная Ø 75 мм; L=45мм

Содержание
- 2. СОДЕРЖАНИЕ Введение 1 Общая часть 1.1 Информационный обзор 1.2 Технология производства ПАО НЛМК 1.3 Производство в
- 3. ПАО «НЛМК»
- 4. Заготовка
- 5. Деталь
- 6. 2.Специальная часть 2.1. Описание токарного станка Станок 16К25
- 7. 2.2. Устройство токарного станка Основные узлы токарного станка
- 8. 2.3. Схема рабочего места токаря Схема рабочего места токаря 1 – инструментальный столик; 2 – решетка
- 9. 2.4. Инструмент и приспособления Схема процесса резания; токарные резцы: а – проходной прямой; б – проходной
- 10. 2.5.Описание используемого измерительного инструмента Штангенциркуль ШЦ-1: 1 – фиксирующий винт; 2 – рамка; 3 – штанга;
- 13. Скачать презентацию
СОДЕРЖАНИЕ
Введение
1 Общая часть
1.1 Информационный обзор
1.2 Технология производства ПАО НЛМК
1.3 Производство
СОДЕРЖАНИЕ
Введение
1 Общая часть
1.1 Информационный обзор
1.2 Технология производства ПАО НЛМК
1.3 Производство
ПАО «НЛМК»
ПАО «НЛМК»
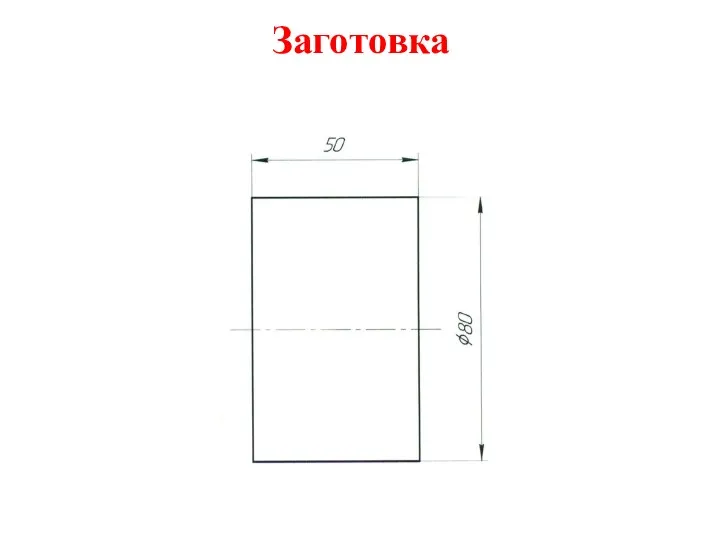
Заготовка
Заготовка

Деталь
Деталь

2.Специальная часть
2.1. Описание токарного станка
Станок 16К25
2.Специальная часть
2.1. Описание токарного станка
Станок 16К25

2.2. Устройство токарного станка
Основные узлы токарного станка
2.2. Устройство токарного станка
Основные узлы токарного станка
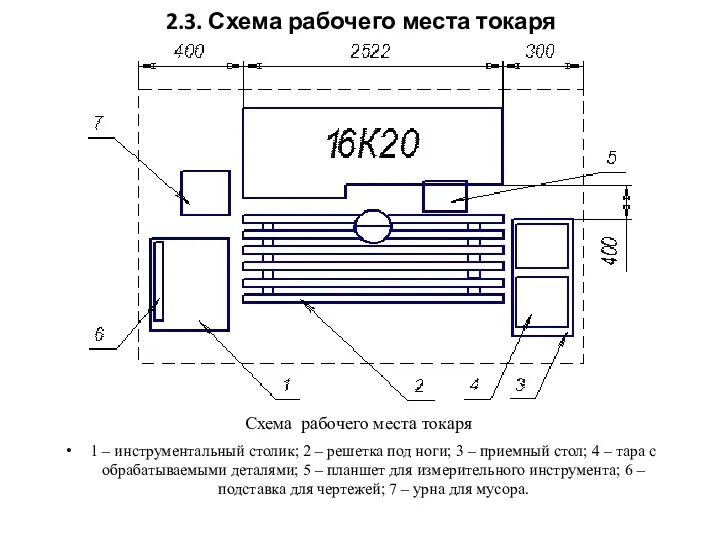
2.3. Схема рабочего места токаря
Схема рабочего места токаря
1 – инструментальный столик;
2.3. Схема рабочего места токаря
Схема рабочего места токаря
1 – инструментальный столик;

2.4. Инструмент и приспособления
Схема процесса резания; токарные резцы:
а –
2.4. Инструмент и приспособления
Схема процесса резания; токарные резцы:
а –
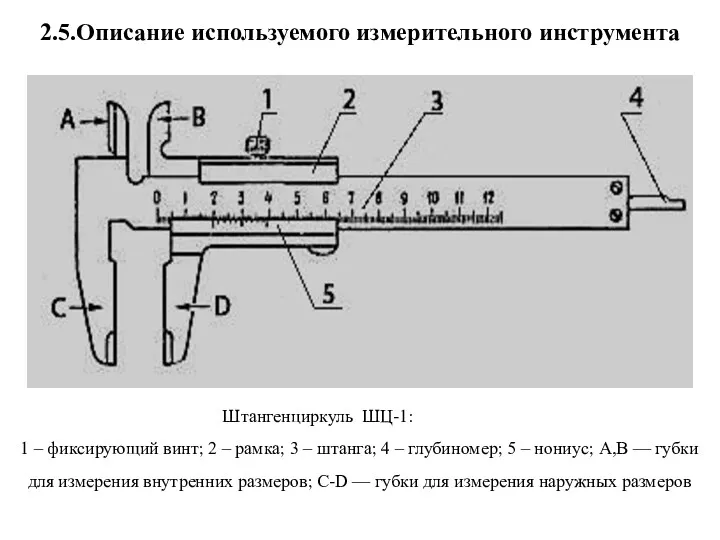
2.5.Описание используемого измерительного инструмента
Штангенциркуль ШЦ-1:
1 – фиксирующий винт; 2 –
2.5.Описание используемого измерительного инструмента
Штангенциркуль ШЦ-1:
1 – фиксирующий винт; 2 –

 Антибиотики как химические вещества
Антибиотики как химические вещества Презентация Адаптация ребенка в ДОО
Презентация Адаптация ребенка в ДОО Кукла Зайчик на пальчик
Кукла Зайчик на пальчик Колористика. День первый
Колористика. День первый Планеты - гиганты
Планеты - гиганты Основные техники выполнения стойки на голове
Основные техники выполнения стойки на голове Презентация к 8 марта
Презентация к 8 марта Проектная деятельность в начальной школе
Проектная деятельность в начальной школе Задание на лето
Задание на лето Презентация к педагогическому совету: Использование нетрадиционных техник рисования на уроках изо.
Презентация к педагогическому совету: Использование нетрадиционных техник рисования на уроках изо. Клинический опыт использования системы экстракорпоральной мембранной оксигенации крови Cardiohelp в сердечно-сосудистой хирургии
Клинический опыт использования системы экстракорпоральной мембранной оксигенации крови Cardiohelp в сердечно-сосудистой хирургии Проблемы здоровья человека. Тема 2
Проблемы здоровья человека. Тема 2 Симметрия в пространстве
Симметрия в пространстве Філософія Відродження, Нового часу та німецька класична філософія
Філософія Відродження, Нового часу та німецька класична філософія Финансовый рынок (рынок ссудного капитала)
Финансовый рынок (рынок ссудного капитала) Твоё здоровье и питание.
Твоё здоровье и питание. Повышение экономичности газотурбинных установок
Повышение экономичности газотурбинных установок The Lebanese Anthem
The Lebanese Anthem Христианская апологетика. Исторический аргумент
Христианская апологетика. Исторический аргумент Rozważania tajemnic Różańca Świętego nad tekstem Listu Apostolskiego Jana Pawła II Rosarium Virginis Mariae
Rozważania tajemnic Różańca Świętego nad tekstem Listu Apostolskiego Jana Pawła II Rosarium Virginis Mariae Каша-матушка наша!
Каша-матушка наша! БИОревитализация и ПОЛИревитализация препаратами MESOLAB®
БИОревитализация и ПОЛИревитализация препаратами MESOLAB® Свойства бетона
Свойства бетона Депрессия в практике общего врача
Депрессия в практике общего врача Риккетсия. Морфологиясы
Риккетсия. Морфологиясы Усиление каменных конструкций
Усиление каменных конструкций I Этап городского конкурса Учитель года
I Этап городского конкурса Учитель года Презентация Свободное время учащихся и ответственность семьи за поведение ребёнка во внеурочное время
Презентация Свободное время учащихся и ответственность семьи за поведение ребёнка во внеурочное время