- Технологическое оснащение ПП

Содержание
- 2. Металлорежущий станок — Предназначен для размерной обработки металлических заготовок путем снятия материала. История металлорежущих станков. Считается,
- 4. Классификация металлорежущих станков Станки классифицируются по множеству признаков. По классу точности металлорежущие станки классифицируются на пять
- 5. Классификация металлорежущих станков по массе:
- 6. Классификация металлорежущих станков по степени автоматизации:
- 7. Классификация металлорежущих станков по степени специализации:
- 8. По виду обработки в СССР была принята следующая классификация, которая продолжает действовать. В соответствии с ней
- 9. 6М13П. фрезерный станок («6») первого типа («1»), относится к 3-му типоразмеру («3») обработка с повышенной точностью
- 10. У металлорежущего станка имеется привод(механический, гидравлический, пневматический), с помощью которого обеспечивается передача движения рабочим органам: шпинделю,суппорту
- 12. Подробный обзор станков: Токарные; Сверлильные и расточные; Шлифовальные, полировальные, доводочные; Комбинированные, электро- и физико-химические; Зубо- и
- 13. Токарный станок Токарный станок - это cтанок для обработки резанием(точением) заготовок из металлов и др. материалов
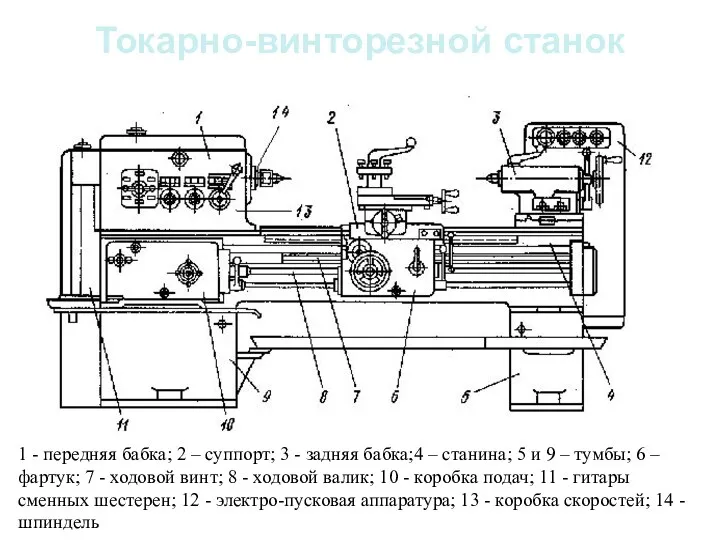
- 14. Токарно-винторезной станок 1 - передняя бабка; 2 – суппорт; 3 - задняя бабка;4 – станина; 5
- 15. Сверлильные и расточные станки Сверлильные станки предназначены для сверления и рассверливания отверстий, нарезания в них резьбы,
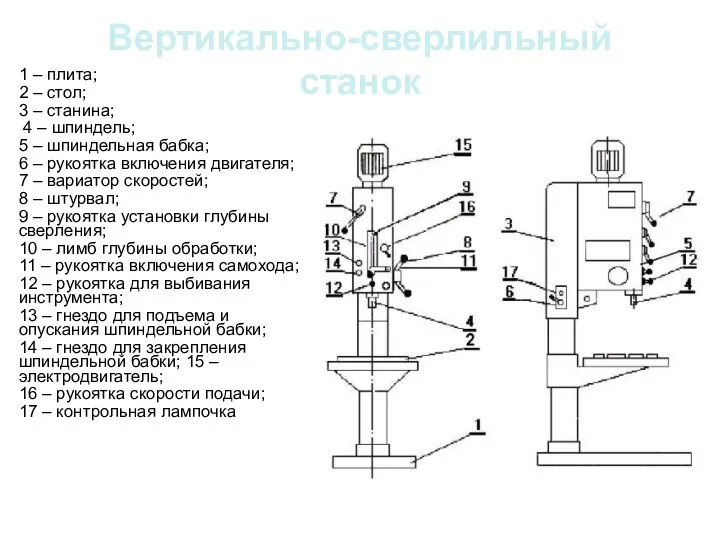
- 16. Вертикально-сверлильный станок 1 – плита; 2 – стол; 3 – станина; 4 – шпиндель; 5 –
- 17. Шлифовальные станки Шлифовальные станки имеют вращающийся абразивный инструмент. Эти станки применяют в основном для окончательной (финишной)
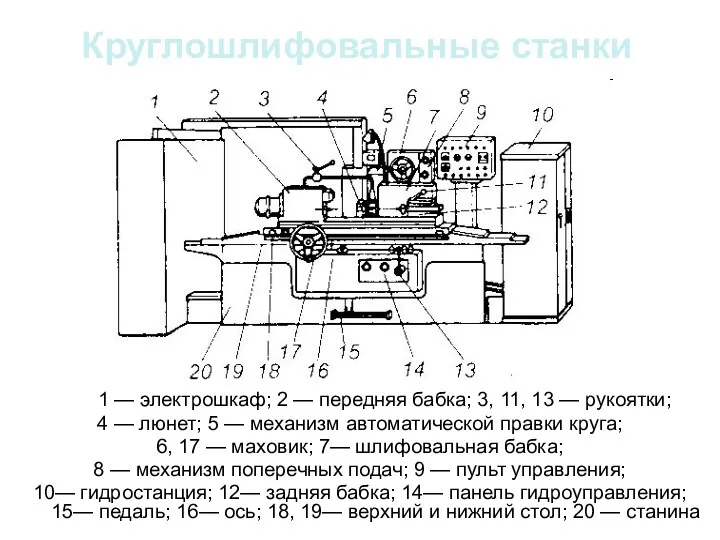
- 18. Круглошлифовальные станки 1 — электрошкаф; 2 — передняя бабка; 3, 11, 13 — рукоятки; 4 —
- 19. Комбинированные, электро- и физико-химические При пропускании тока между электродами происходит растворение металла анода. Образующийся продукт растворения
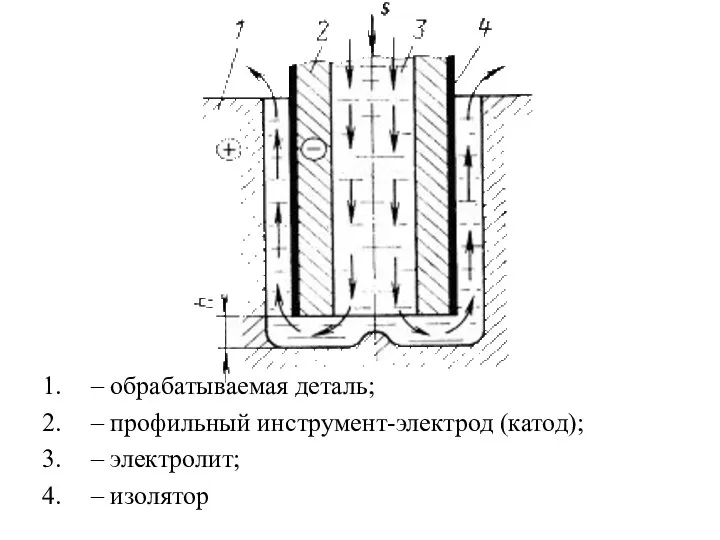
- 20. – обрабатываемая деталь; – профильный инструмент-электрод (катод); – электролит; – изолятор
- 21. Зубо- и резьбо-обрабатывающие Зубообрабатывающий станок - металлорежущий станок для обработки зубчатых колёс, червяков и зубчатых реек.
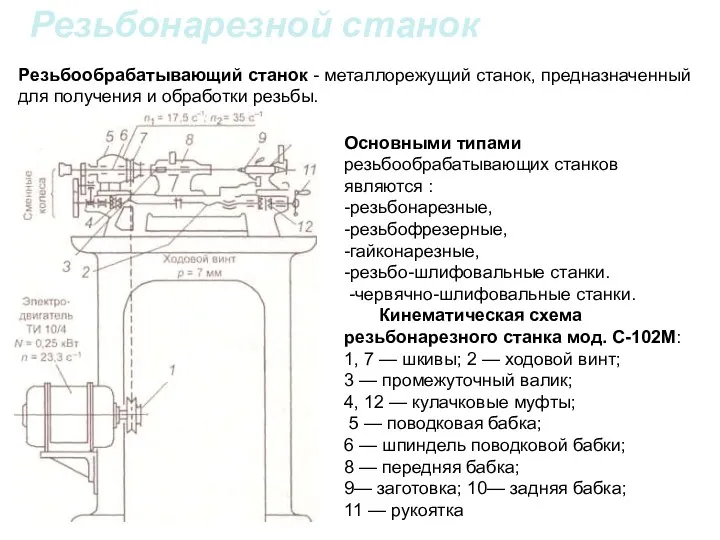
- 22. Резьбонарезной станок Основными типами резьбообрабатывающих станков являются : -резьбонарезные, -резьбофрезерные, -гайконарезные, -резьбо-шлифовальные станки. -червячно-шлифовальные станки. Кинематическая
- 23. Фрезерные станки Фре́зерные станки́ — группа металлорежущих станков в классификации по виду обработки по виду обработки.
- 24. Схема фрезерного станка модели 675 Станина 1 является основанием стола. Коробка скоростей расположена внутри станины. Вертикальные
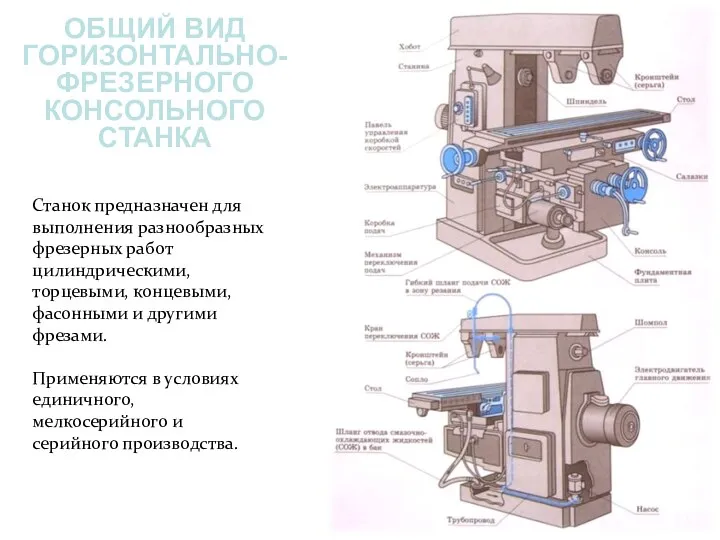
- 25. ОБЩИЙ ВИД ГОРИЗОНТАЛЬНО-ФРЕЗЕРНОГО КОНСОЛЬНОГО СТАНКА Станок предназначен для выполнения разнообразных фрезерных работ цилиндрическими, торцевыми, концевыми, фасонными
- 26. Строгальные, долбежные, протяжные станки Строгальные станки предназначаются для обработки так называемых линейчатых поверхностей — горизонтальных, вертикальных
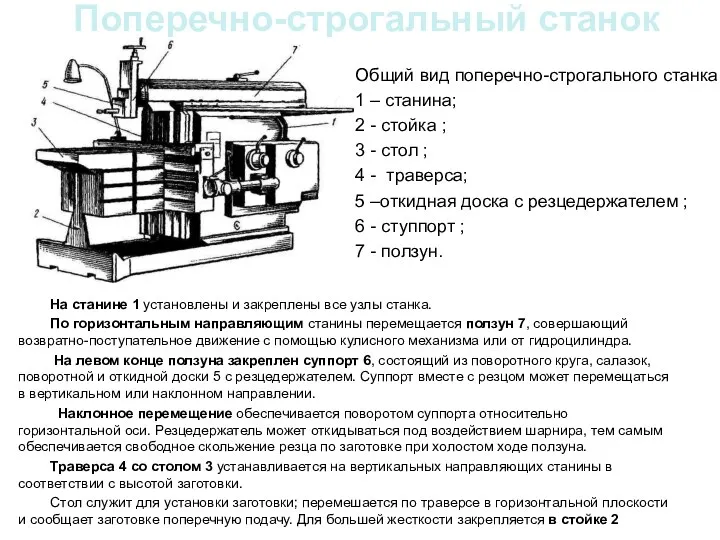
- 27. Поперечно-строгальный станок На станине 1 установлены и закреплены все узлы станка. По горизонтальным направляющим станины перемещается
- 28. Разрезные станки Разрезные станки предназначены для разрезания и распиловки сортового проката (прутков, уголков, швеллеров, балок). Режущим
- 29. Стационарная механическая ножовка 1 - станина; 2 - стол; 3 - тиски; 4 - рама; 5
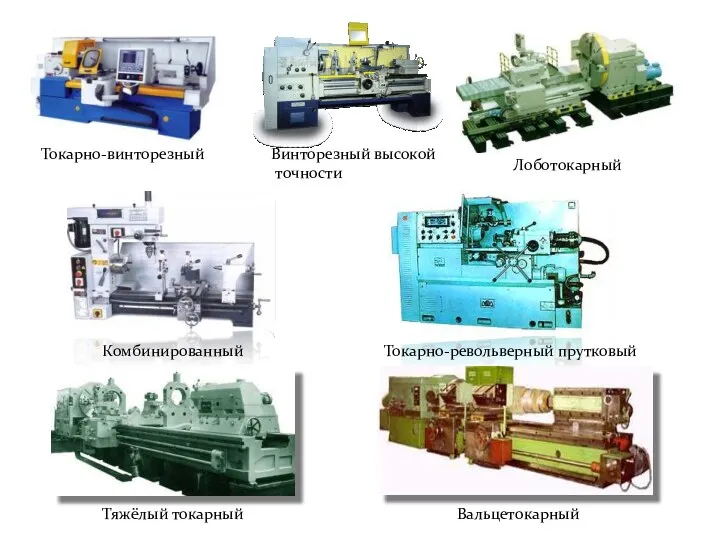
- 30. Наиболее распространенные типы металлорежущих станков: 1-6 — токарные, 7-10 — сверлильные, 11-14 — фрезерные, 15-17 —
- 31. Токарно-винторезный Винторезный высокой точности Лоботокарный Комбинированный Токарно-револьверный прутковый Тяжёлый токарный Вальцетокарный
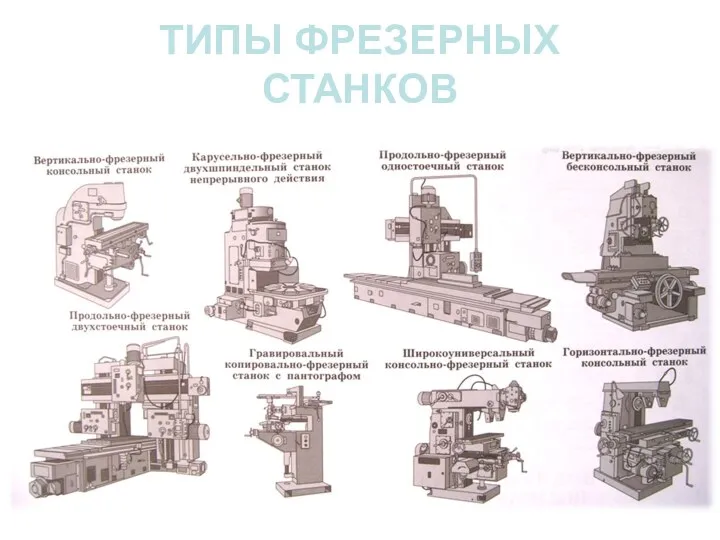
- 32. ТИПЫ ФРЕЗЕРНЫХ СТАНКОВ
- 33. Самостоятельная работа студента На чём основана классификация металлорежущих станков? Как расшифровывается модель станка? 3. По каким
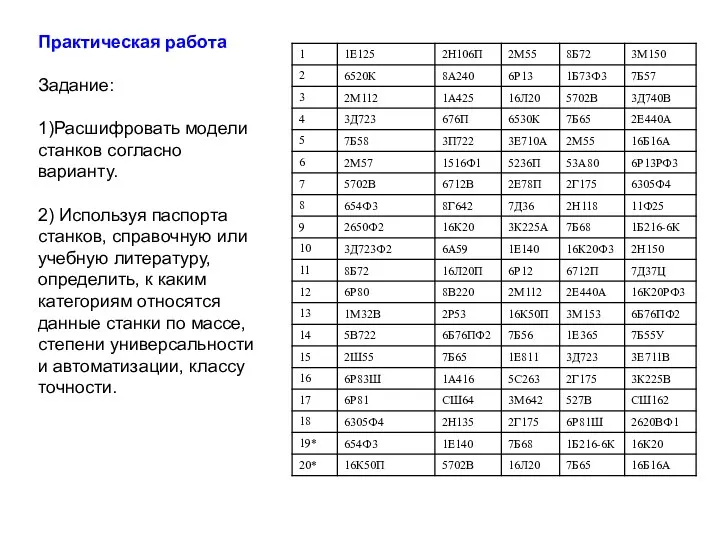
- 34. Практическая работа Задание: 1)Расшифровать модели станков согласно варианту. 2) Используя паспорта станков, справочную или учебную литературу,
- 35. 2 Технологическая оснастка Виды и классификация Технологическая оснастка - это средства технологического оснащения, дополняющие технологическое оборудование
- 36. 8.2.1 Виды и классификация приспособлений Станочные приспособления используют для установки и закрепления. Существует шесть систем станочных
- 37. Способы достижения заданной точности обработки в приспособлениях различных систем.
- 38. Способы механизации закрепления заготовок 1.Пневматический. Преимущества: дешевый вид энергии, имеющийся на заводах; обеспечивает быстроту зажима; прост
- 39. ОБРАЗОВАНИЕ СТРУЖКИ ПРИ РЕЗАНИИ Стружка сливная Стружка скалывания Стружка надлома При обработке металлов резанием в зависимости
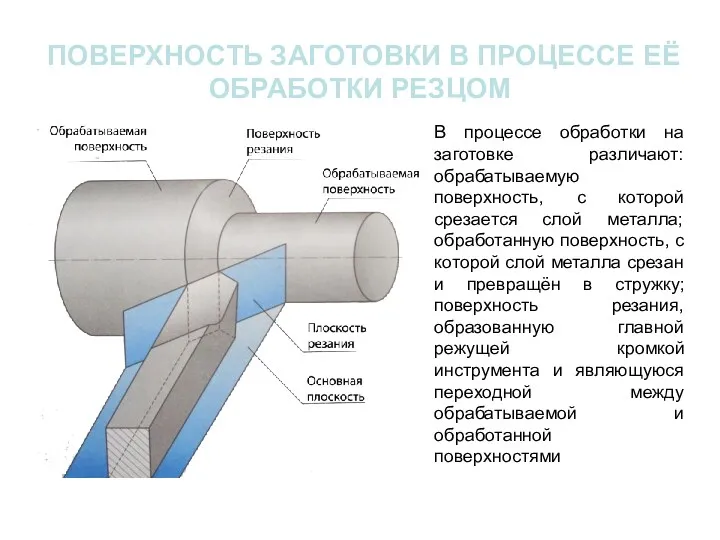
- 40. ПОВЕРХНОСТЬ ЗАГОТОВКИ В ПРОЦЕССЕ ЕЁ ОБРАБОТКИ РЕЗЦОМ В процессе обработки на заготовке различают: обрабатываемую поверхность, с
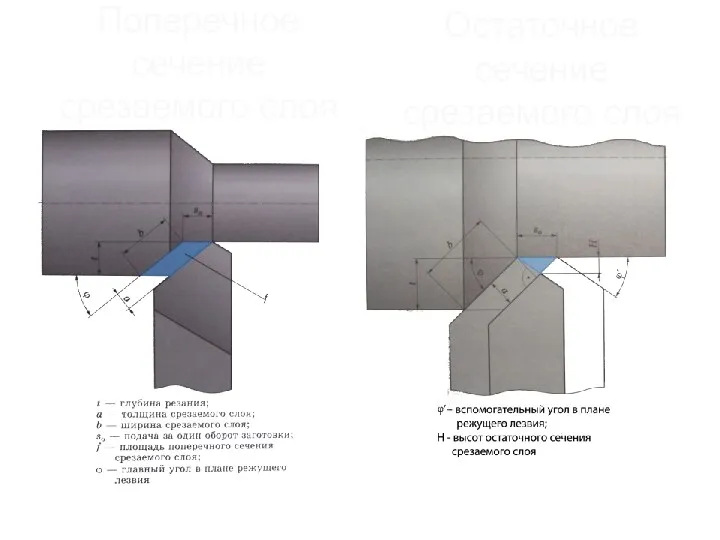
- 41. Поперечное сечение срезаемого слоя Остаточное сечение срезаемого слоя
- 42. Виды резцов в зависимости от направления движения подачи Ds Формы головок резцов ТОКАРНЫЕ РЕЗЦЫ
- 43. КЛАССИФИКАЦИЯ РЕЗЦОВ ПО СПОСОБУ КРЕПЛЕНИЯ РЕЖУЩЕЙ ЧАСТИ
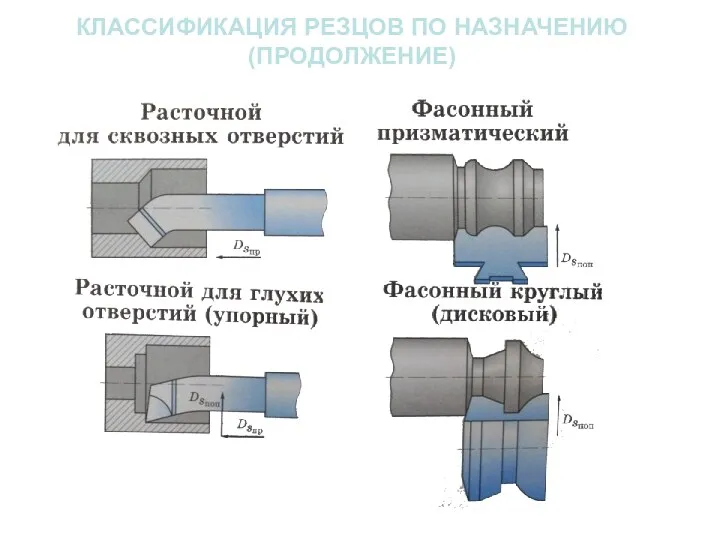
- 44. КЛАССИФИКАЦИЯ РЕЗЦОВ ПО НАЗНАЧЕНИЮ (ПРОДОЛЖЕНИЕ)
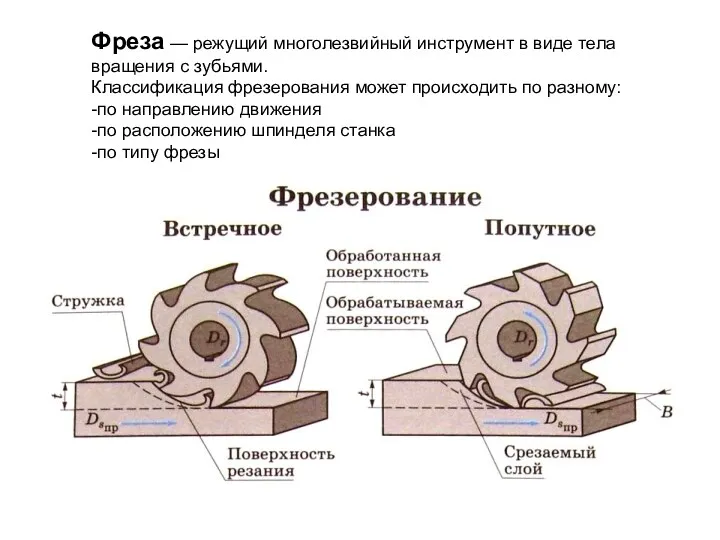
- 45. Фрезерование – обработка резанием металлов и неметаллических материалов, при которой режущий инструмент – фреза имеет вращательное
- 46. Фреза — режущий многолезвийный инструмент в виде тела вращения с зубьями. Классификация фрезерования может происходить по
- 47. Фрезы имеют остроконечную или затылованную форму зуба. У фрез с остроконечными зубьями передняя и задняя поверхности
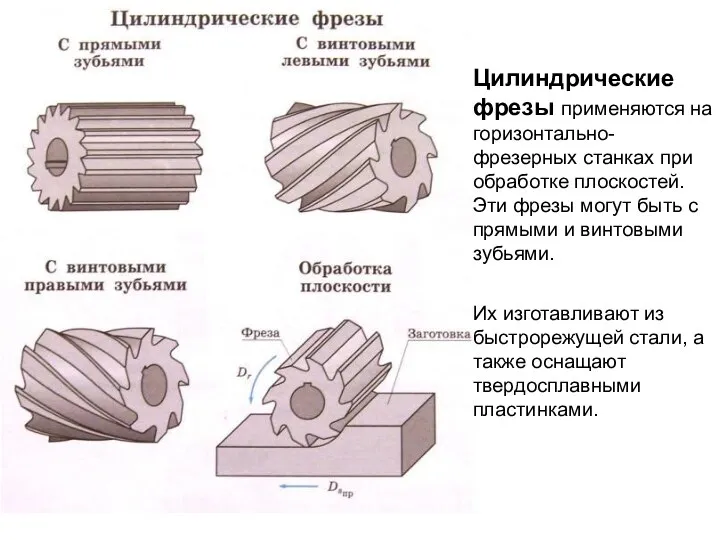
- 48. Цилиндрические фрезы применяются на горизонтально-фрезерных станках при обработке плоскостей. Эти фрезы могут быть с прямыми и
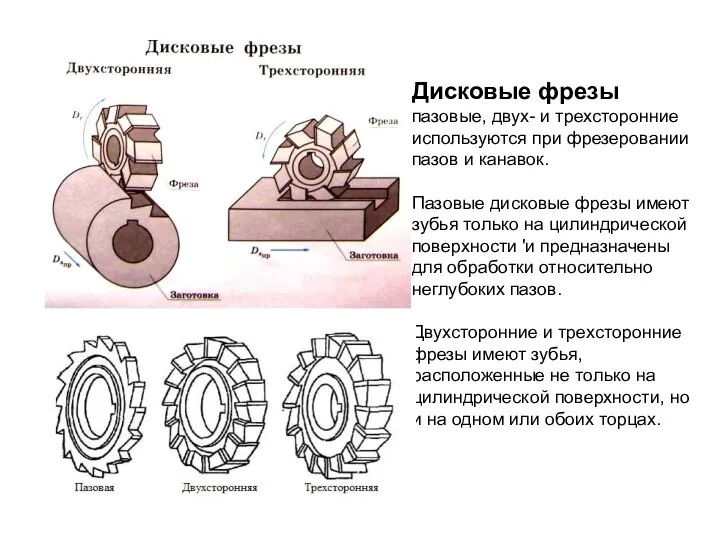
- 49. Дисковые фрезы пазовые, двух- и трехсторонние используются при фрезеровании пазов и канавок. Пазовые дисковые фрезы имеют
- 50. Концевые фрезы применяются для обработки глубоких пазов в корпусных деталях контурных выемок, уступов, взаимно перпендикулярных плоскостей.
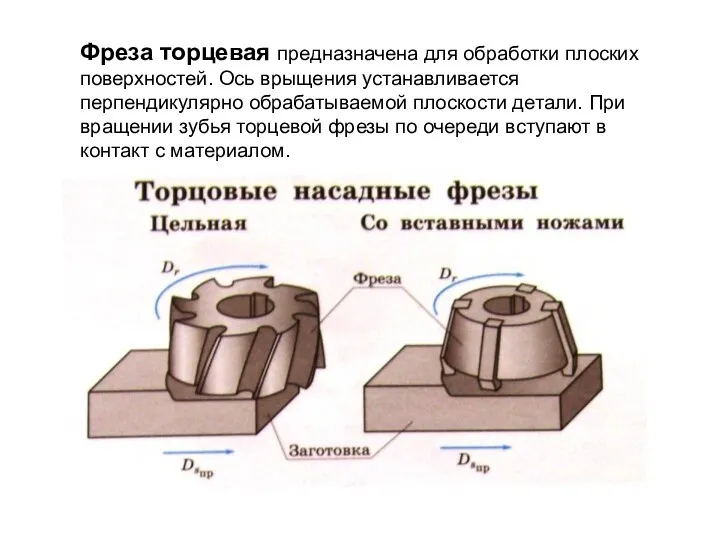
- 51. Фреза торцевая предназначена для обработки плоских поверхностей. Ось врыщения устанавливается перпендикулярно обрабатываемой плоскости детали. При вращении
- 52. Червячные фрезы являются наиболее распространенным зуборезным инструментом и применяются для чернового и чистового зубонарезания. Как показывает
- 53. Угловые фрезы используются при фрезеровании угловых пазов и наклонных плоскостей. Угловые фрезы находят широкое применение в
- 54. Фасонные фрезы - это фрезы с фасонной режущей кромкой. Они используются на любом фрезерном станке, сравнительно
- 55. ФРЕЗЕРОВАНИЕ КОНЦЕВОЙ ФРЕЗОЙ
- 56. ШЛИФОВАЛЬНЫЕ КРУГИ Шлифовальные круги применяются во многих областях машиностроения и строительства и незаменимы для шлифования и
- 57. Измерительные и вспомогательные инструменты Виды вспомогательного инструмента, его назначение Обеспечивают установку и закрепление режущего инструмента на
- 58. Для станков токарной группы к данным устройствам относятся: * Переходные оправы (втулки) для концевого инструмента, устанавливаемые
- 59. Средства измерения В процессе обработки заготовок пользуются средствами для настройки станка на требуемые размеры и проверки
- 60. ШТАНГЕНИНСТРУМЕНТЫ Штангенциркуль ШЦ-I Штангенциркуль ШЦ-II Штангенциркуль ШЦ-III Штангенглубиномер Штангенрейсмас
- 61. ИНДИКАТОРНЫЕ ИЗМЕРИТЕЛЬНЫЕ ИНСТРУМЕНТЫ
- 62. МИКРОМЕТРИЧЕСКИЕ ИЗМЕРИТЕЛЬНЫЕ ИНСТРУМЕНТЫ
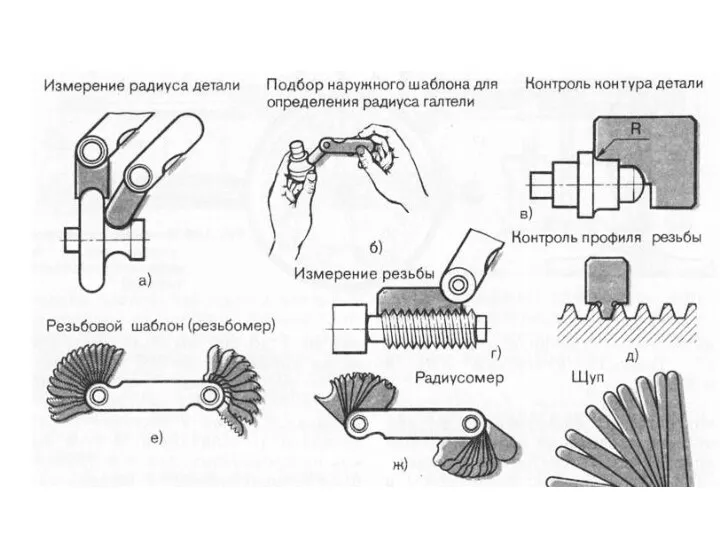
- 63. КОНТРОЛЬ РЕЗЬБОВЫХ ПОВЕРХНОСТЕЙ
- 65. КОНТРОЛЬ КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ
- 67. Скачать презентацию

Металлорежущий станок —
Предназначен для размерной обработки металлических заготовок путем снятия
Металлорежущий станок —
Предназначен для размерной обработки металлических заготовок путем снятия
Классификация металлорежущих станков
Станки классифицируются по множеству признаков.
По классу точности металлорежущие станки
Классификация металлорежущих станков
Станки классифицируются по множеству признаков.
По классу точности металлорежущие станки
Классификация металлорежущих станков по массе:
Классификация металлорежущих станков по массе:
Классификация металлорежущих станков
по степени автоматизации:
Классификация металлорежущих станков
по степени автоматизации:

Классификация металлорежущих станков
по степени специализации:
Классификация металлорежущих станков
по степени специализации:
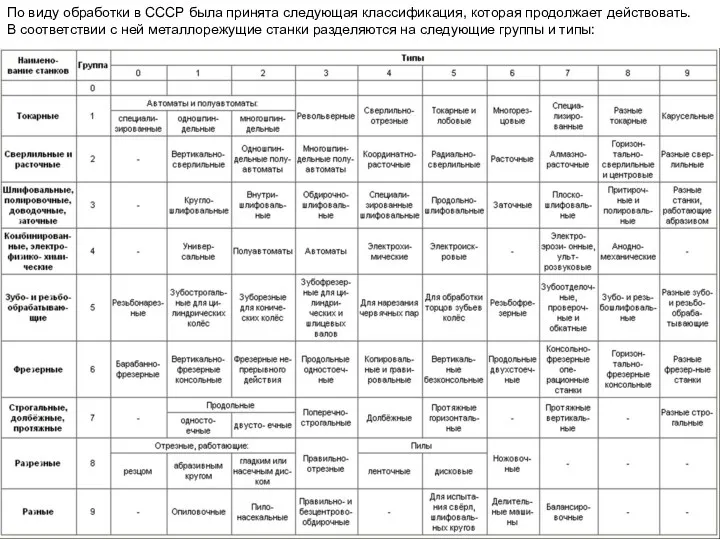
По виду обработки в СССР была принята следующая классификация, которая продолжает
По виду обработки в СССР была принята следующая классификация, которая продолжает
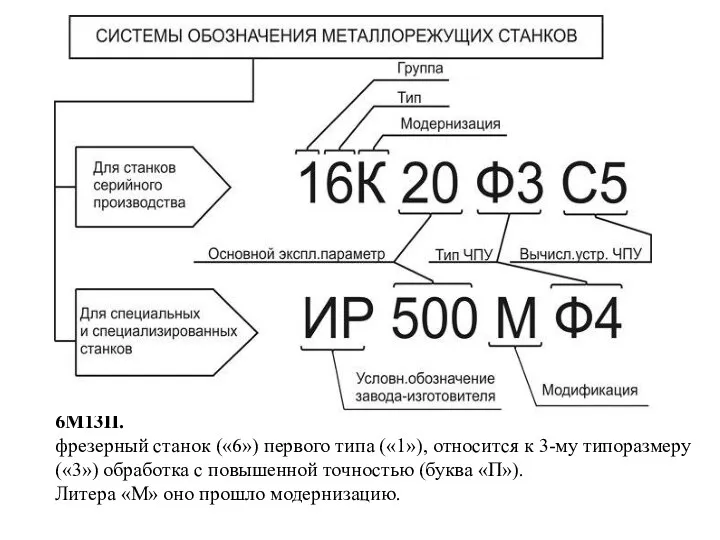
6М13П.
фрезерный станок («6») первого типа («1»), относится к 3-му типоразмеру
6М13П.
фрезерный станок («6») первого типа («1»), относится к 3-му типоразмеру
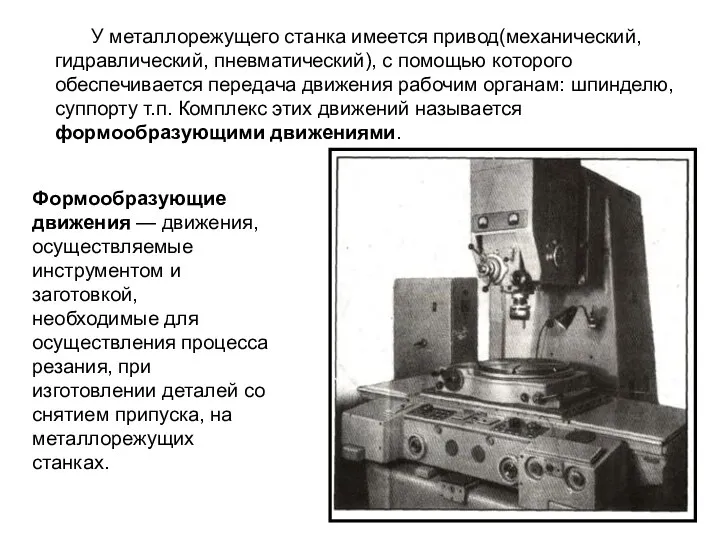
У металлорежущего станка имеется привод(механический, гидравлический, пневматический), с помощью которого обеспечивается
У металлорежущего станка имеется привод(механический, гидравлический, пневматический), с помощью которого обеспечивается

Подробный обзор станков:
Токарные;
Сверлильные и расточные;
Шлифовальные, полировальные, доводочные;
Комбинированные, электро- и физико-химические;
Зубо- и
Подробный обзор станков:
Токарные;
Сверлильные и расточные;
Шлифовальные, полировальные, доводочные;
Комбинированные, электро- и физико-химические;
Зубо- и
Токарный станок
Токарный станок - это cтанок для обработки резанием(точением) заготовок из
Токарный станок
Токарный станок - это cтанок для обработки резанием(точением) заготовок из
Токарно-винторезной станок
1 - передняя бабка; 2 – суппорт; 3 - задняя
Токарно-винторезной станок
1 - передняя бабка; 2 – суппорт; 3 - задняя
Сверлильные и расточные станки
Сверлильные станки предназначены для сверления и рассверливания отверстий,
Сверлильные и расточные станки
Сверлильные станки предназначены для сверления и рассверливания отверстий,
Вертикально-сверлильный станок
1 – плита;
2 – стол;
3 – станина;
4
Вертикально-сверлильный станок
1 – плита;
2 – стол;
3 – станина;
4
Шлифовальные станки
Шлифовальные станки имеют вращающийся абразивный инструмент. Эти станки применяют в
Шлифовальные станки
Шлифовальные станки имеют вращающийся абразивный инструмент. Эти станки применяют в
Круглошлифовальные станки
1 — электрошкаф; 2 — передняя бабка; 3,
Круглошлифовальные станки
1 — электрошкаф; 2 — передняя бабка; 3,
Комбинированные, электро- и физико-химические
При пропускании тока между электродами происходит растворение металла
Комбинированные, электро- и физико-химические
При пропускании тока между электродами происходит растворение металла
– обрабатываемая деталь;
– профильный инструмент-электрод (катод);
– электролит;
– изолятор
– обрабатываемая деталь;
– профильный инструмент-электрод (катод);
– электролит;
– изолятор
Зубо- и резьбо-обрабатывающие
Зубообрабатывающий станок - металлорежущий станок для обработки зубчатых
Зубо- и резьбо-обрабатывающие
Зубообрабатывающий станок - металлорежущий станок для обработки зубчатых
Резьбонарезной станок
Основными типами резьбообрабатывающих станков являются :
-резьбонарезные,
-резьбофрезерные,
-гайконарезные,
-резьбо-шлифовальные станки.
Резьбонарезной станок
Основными типами резьбообрабатывающих станков являются :
-резьбонарезные,
-резьбофрезерные,
-гайконарезные,
-резьбо-шлифовальные станки.
Фрезерные станки
Фре́зерные станки́ — группа металлорежущих станков в классификации по виду
Фрезерные станки
Фре́зерные станки́ — группа металлорежущих станков в классификации по виду
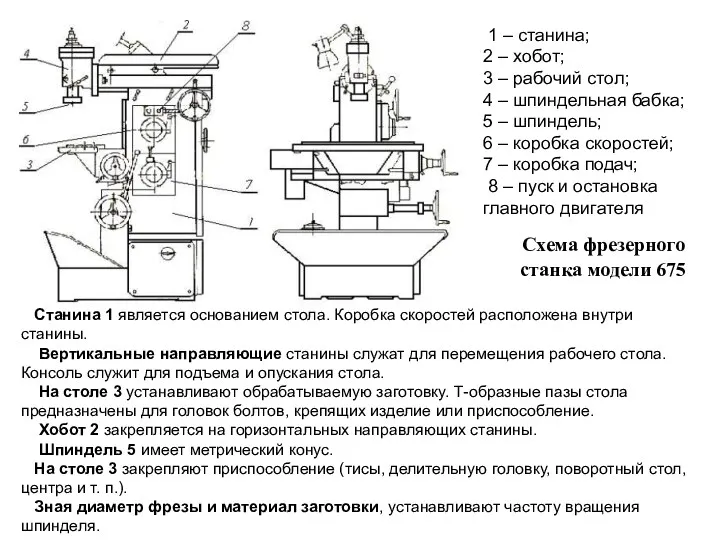
Схема фрезерного
станка модели 675
Станина 1 является основанием стола. Коробка
Схема фрезерного
станка модели 675
Станина 1 является основанием стола. Коробка
ОБЩИЙ ВИД ГОРИЗОНТАЛЬНО-ФРЕЗЕРНОГО КОНСОЛЬНОГО СТАНКА
Станок предназначен для выполнения разнообразных фрезерных
ОБЩИЙ ВИД ГОРИЗОНТАЛЬНО-ФРЕЗЕРНОГО КОНСОЛЬНОГО СТАНКА
Станок предназначен для выполнения разнообразных фрезерных
Строгальные, долбежные, протяжные станки
Строгальные станки предназначаются для обработки так называемых
Строгальные, долбежные, протяжные станки
Строгальные станки предназначаются для обработки так называемых
Поперечно-строгальный станок
На станине 1 установлены и закреплены все узлы станка.
По
Поперечно-строгальный станок
На станине 1 установлены и закреплены все узлы станка.
По
Разрезные станки
Разрезные станки предназначены для разрезания и распиловки сортового проката
Разрезные станки
Разрезные станки предназначены для разрезания и распиловки сортового проката

Стационарная механическая ножовка
1 - станина;
2 - стол;
3 - тиски;
Стационарная механическая ножовка
1 - станина;
2 - стол;
3 - тиски;

Наиболее распространенные типы металлорежущих станков:
1-6 — токарные, 7-10 — сверлильные,
Наиболее распространенные типы металлорежущих станков:
1-6 — токарные, 7-10 — сверлильные,
Токарно-винторезный
Винторезный высокой
точности
Лоботокарный
Комбинированный
Токарно-револьверный прутковый
Тяжёлый токарный
Вальцетокарный
Токарно-винторезный
Винторезный высокой
точности
Лоботокарный
Комбинированный
Токарно-револьверный прутковый
Тяжёлый токарный
Вальцетокарный
ТИПЫ ФРЕЗЕРНЫХ
СТАНКОВ
ТИПЫ ФРЕЗЕРНЫХ
СТАНКОВ
Самостоятельная работа студента
На чём основана классификация металлорежущих станков?
Как расшифровывается модель
Самостоятельная работа студента
На чём основана классификация металлорежущих станков?
Как расшифровывается модель
Практическая работа
Задание:
1)Расшифровать модели станков согласно варианту.
2) Используя паспорта станков, справочную
Практическая работа
Задание:
1)Расшифровать модели станков согласно варианту.
2) Используя паспорта станков, справочную

2 Технологическая оснастка Виды и классификация
Технологическая оснастка - это средства
2 Технологическая оснастка Виды и классификация
Технологическая оснастка - это средства
8.2.1 Виды и классификация приспособлений
Станочные приспособления используют для установки и закрепления.
8.2.1 Виды и классификация приспособлений
Станочные приспособления используют для установки и закрепления.
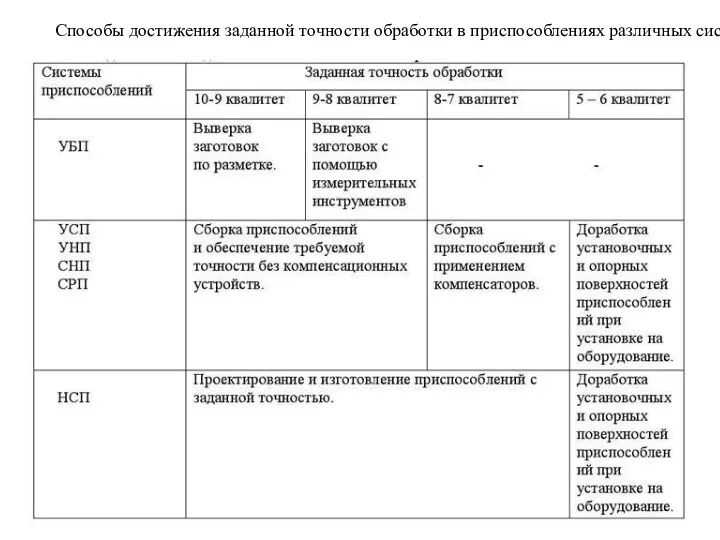
Способы достижения заданной точности обработки в приспособлениях различных систем.
Способы достижения заданной точности обработки в приспособлениях различных систем.
Способы механизации закрепления заготовок
1.Пневматический. Преимущества: дешевый вид энергии, имеющийся на заводах;
Способы механизации закрепления заготовок
1.Пневматический. Преимущества: дешевый вид энергии, имеющийся на заводах;
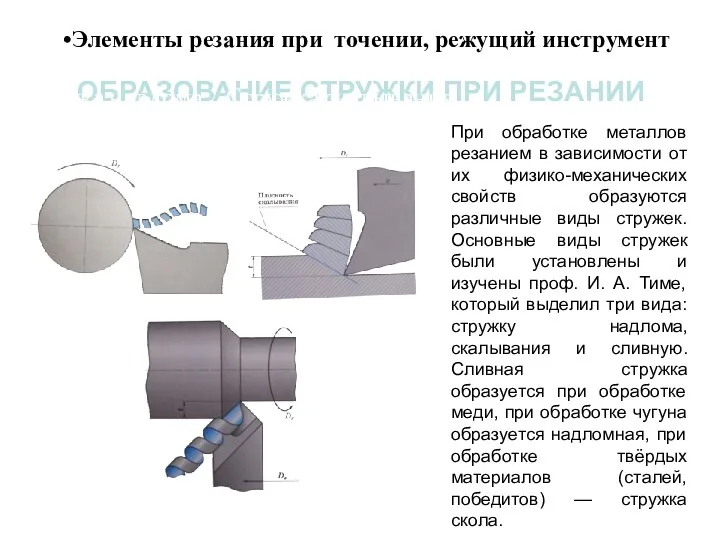
ОБРАЗОВАНИЕ СТРУЖКИ ПРИ РЕЗАНИИ
Стружка сливная
Стружка скалывания
Стружка надлома
При обработке металлов резанием в
ОБРАЗОВАНИЕ СТРУЖКИ ПРИ РЕЗАНИИ
Стружка сливная
Стружка скалывания
Стружка надлома
При обработке металлов резанием в
ПОВЕРХНОСТЬ ЗАГОТОВКИ В ПРОЦЕССЕ ЕЁ ОБРАБОТКИ РЕЗЦОМ
В процессе обработки на заготовке
ПОВЕРХНОСТЬ ЗАГОТОВКИ В ПРОЦЕССЕ ЕЁ ОБРАБОТКИ РЕЗЦОМ
В процессе обработки на заготовке
Поперечное сечение срезаемого слоя
Остаточное сечение срезаемого слоя
Поперечное сечение срезаемого слоя
Остаточное сечение срезаемого слоя

Виды резцов в зависимости от направления движения подачи Ds
Формы головок резцов
ТОКАРНЫЕ
Виды резцов в зависимости от направления движения подачи Ds
Формы головок резцов
ТОКАРНЫЕ

КЛАССИФИКАЦИЯ РЕЗЦОВ ПО СПОСОБУ КРЕПЛЕНИЯ РЕЖУЩЕЙ ЧАСТИ
КЛАССИФИКАЦИЯ РЕЗЦОВ ПО СПОСОБУ КРЕПЛЕНИЯ РЕЖУЩЕЙ ЧАСТИ
КЛАССИФИКАЦИЯ РЕЗЦОВ ПО НАЗНАЧЕНИЮ (ПРОДОЛЖЕНИЕ)
КЛАССИФИКАЦИЯ РЕЗЦОВ ПО НАЗНАЧЕНИЮ (ПРОДОЛЖЕНИЕ)
Фрезерование – обработка резанием металлов и неметаллических материалов, при которой режущий
Фрезерование – обработка резанием металлов и неметаллических материалов, при которой режущий
Фреза — режущий многолезвийный инструмент в виде тела вращения с зубьями.
Классификация
Фреза — режущий многолезвийный инструмент в виде тела вращения с зубьями.
Классификация

Фрезы имеют остроконечную или затылованную форму зуба.
У фрез с остроконечными
Фрезы имеют остроконечную или затылованную форму зуба.
У фрез с остроконечными
Цилиндрические фрезы применяются на горизонтально-фрезерных станках при обработке плоскостей. Эти фрезы
Цилиндрические фрезы применяются на горизонтально-фрезерных станках при обработке плоскостей. Эти фрезы
Дисковые фрезы пазовые, двух- и трехсторонние используются при фрезеровании пазов и
Дисковые фрезы пазовые, двух- и трехсторонние используются при фрезеровании пазов и

Концевые фрезы применяются для обработки глубоких пазов в корпусных деталях контурных
Концевые фрезы применяются для обработки глубоких пазов в корпусных деталях контурных
Фреза торцевая предназначена для обработки плоских поверхностей. Ось врыщения устанавливается перпендикулярно
Фреза торцевая предназначена для обработки плоских поверхностей. Ось врыщения устанавливается перпендикулярно

Червячные фрезы являются наиболее распространенным зуборезным инструментом и применяются для чернового
Червячные фрезы являются наиболее распространенным зуборезным инструментом и применяются для чернового
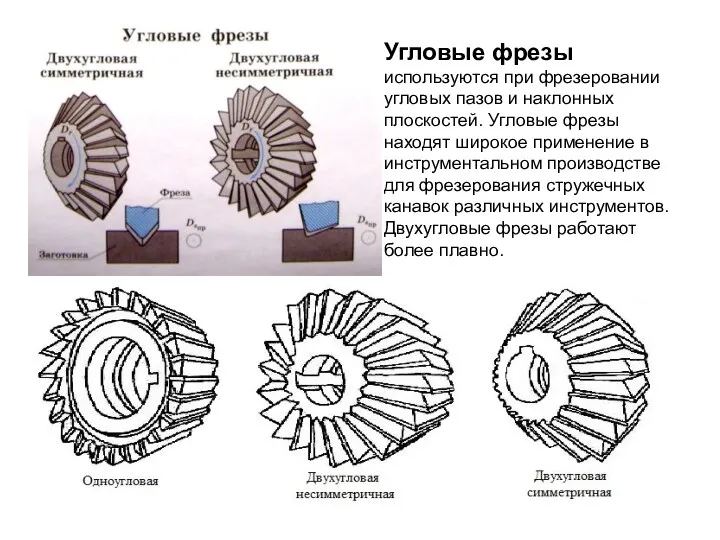
Угловые фрезы используются при фрезеровании угловых пазов и наклонных плоскостей. Угловые
Угловые фрезы используются при фрезеровании угловых пазов и наклонных плоскостей. Угловые
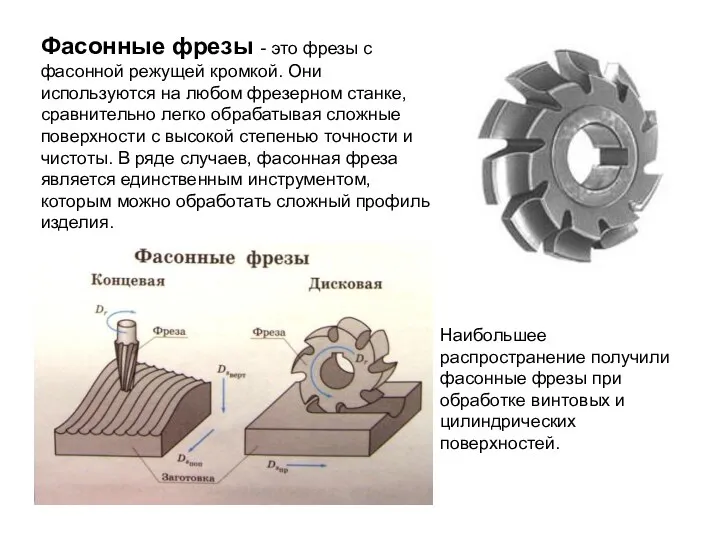
Фасонные фрезы - это фрезы с фасонной режущей кромкой. Они используются
Фасонные фрезы - это фрезы с фасонной режущей кромкой. Они используются
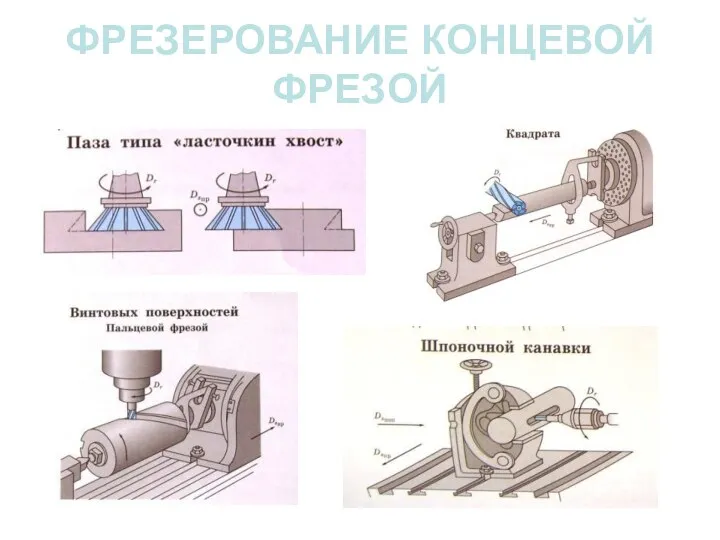
ФРЕЗЕРОВАНИЕ КОНЦЕВОЙ ФРЕЗОЙ
ФРЕЗЕРОВАНИЕ КОНЦЕВОЙ ФРЕЗОЙ

ШЛИФОВАЛЬНЫЕ КРУГИ
Шлифовальные круги применяются во многих областях машиностроения и строительства и
ШЛИФОВАЛЬНЫЕ КРУГИ
Шлифовальные круги применяются во многих областях машиностроения и строительства и
Измерительные и вспомогательные инструменты
Виды вспомогательного инструмента, его назначение
Обеспечивают установку и
Измерительные и вспомогательные инструменты
Виды вспомогательного инструмента, его назначение
Обеспечивают установку и
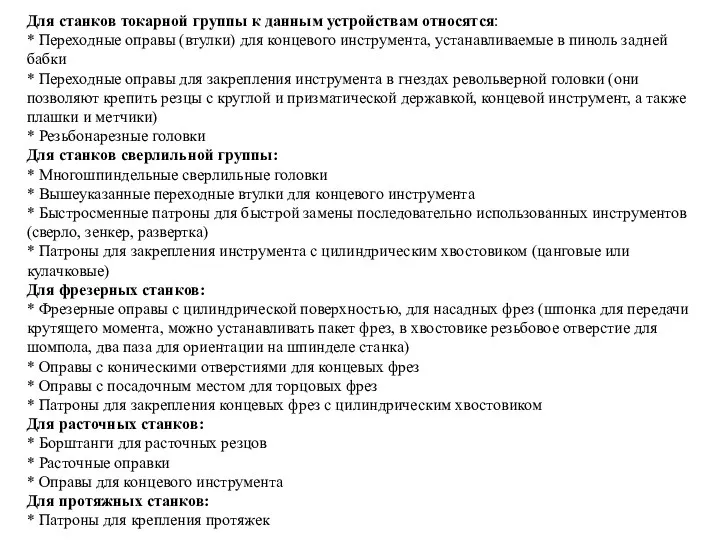
Для станков токарной группы к данным устройствам относятся:
* Переходные оправы (втулки)
Для станков токарной группы к данным устройствам относятся:
* Переходные оправы (втулки)
Средства измерения
В процессе обработки заготовок пользуются средствами для настройки станка
Средства измерения
В процессе обработки заготовок пользуются средствами для настройки станка
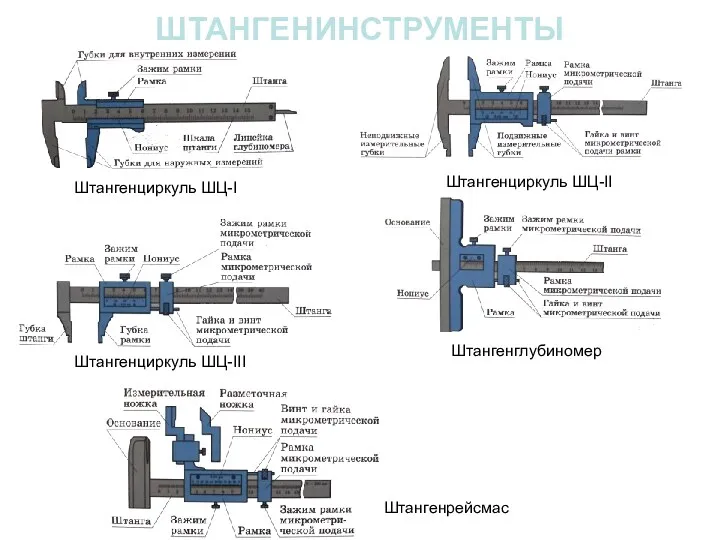
ШТАНГЕНИНСТРУМЕНТЫ
Штангенциркуль ШЦ-I
Штангенциркуль ШЦ-II
Штангенциркуль ШЦ-III
Штангенглубиномер
Штангенрейсмас
ШТАНГЕНИНСТРУМЕНТЫ
Штангенциркуль ШЦ-I
Штангенциркуль ШЦ-II
Штангенциркуль ШЦ-III
Штангенглубиномер
Штангенрейсмас
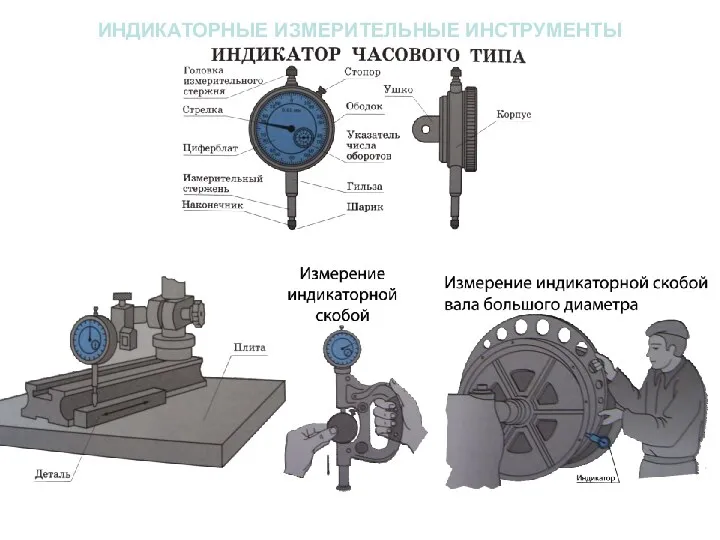
ИНДИКАТОРНЫЕ ИЗМЕРИТЕЛЬНЫЕ ИНСТРУМЕНТЫ
ИНДИКАТОРНЫЕ ИЗМЕРИТЕЛЬНЫЕ ИНСТРУМЕНТЫ
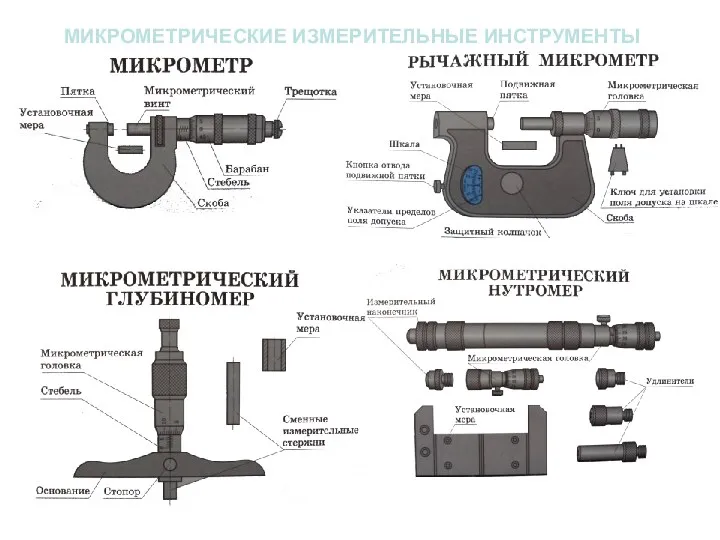
МИКРОМЕТРИЧЕСКИЕ ИЗМЕРИТЕЛЬНЫЕ ИНСТРУМЕНТЫ
МИКРОМЕТРИЧЕСКИЕ ИЗМЕРИТЕЛЬНЫЕ ИНСТРУМЕНТЫ

КОНТРОЛЬ РЕЗЬБОВЫХ ПОВЕРХНОСТЕЙ
КОНТРОЛЬ РЕЗЬБОВЫХ ПОВЕРХНОСТЕЙ
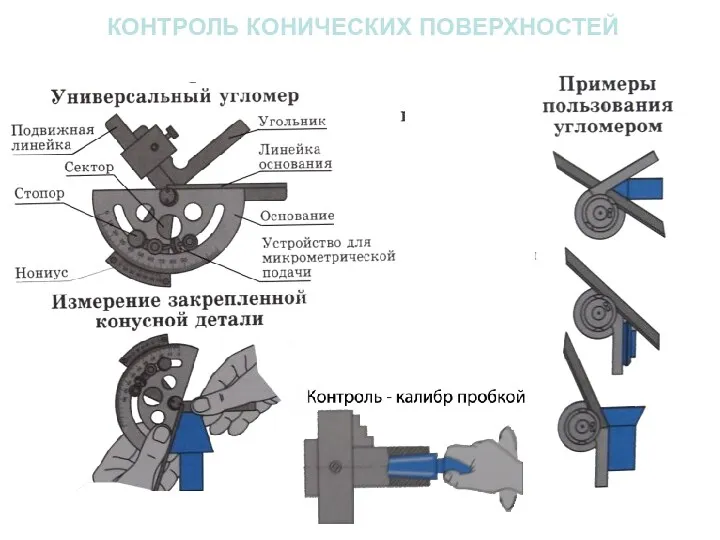
КОНТРОЛЬ КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ
КОНТРОЛЬ КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ
 Проектная деятельность как составная часть современного образования
Проектная деятельность как составная часть современного образования Источники права
Источники права Современные строительные технологии
Современные строительные технологии Матричная модель МОБ в динамической постановке
Матричная модель МОБ в динамической постановке Христианство. Основные направления христианства – сравнительная характеристика
Христианство. Основные направления христианства – сравнительная характеристика Любимые игрушки. Лепка из пластилина
Любимые игрушки. Лепка из пластилина Реконструкция электрооборудования многоквартирного жилого дома
Реконструкция электрооборудования многоквартирного жилого дома Системы электронного документооборота
Системы электронного документооборота Наблюдение за состоянием пациентов и интенсивная терапия, во время анестезии
Наблюдение за состоянием пациентов и интенсивная терапия, во время анестезии Оперативная память
Оперативная память Блокада Ленинграда Диск
Блокада Ленинграда Диск Нефтегазоность Севернего Устюрта
Нефтегазоность Севернего Устюрта Формирование комфортной городской среды
Формирование комфортной городской среды Комплексная безопасность информационных систем. Асимметричные алгоритмы шифрования. (Лекция 8)
Комплексная безопасность информационных систем. Асимметричные алгоритмы шифрования. (Лекция 8) Food
Food История дорожного движения
История дорожного движения Презентация балет Щелкунчик П.И.Чайковский
Презентация балет Щелкунчик П.И.Чайковский презентация к занятию В гости к зайке
презентация к занятию В гости к зайке Дягилев
Дягилев Презентация MsPP Дни воинской славы России, часть 2
Презентация MsPP Дни воинской славы России, часть 2 Категорія числа іменників
Категорія числа іменників Космический КВН (презентация)
Космический КВН (презентация) Циркуляция вектора напряженности вихревого электрического поля
Циркуляция вектора напряженности вихревого электрического поля По следам рудознатцев
По следам рудознатцев КЛАССНЫЙ ЧАС
КЛАССНЫЙ ЧАС Zarządzanie procesami
Zarządzanie procesami Рибні консерви і ікра риб
Рибні консерви і ікра риб Австро-Венгрия в XIX - начале XX века
Австро-Венгрия в XIX - начале XX века