Технологии сквозного автоматизированного проектирования и изготовления приборов нового поколения презентация
- Технологии сквозного автоматизированного проектирования и изготовления приборов нового поколения

Содержание
- 2. Цель работы: разработать инструкцию по созданию управляющих программ для сборочно-монтажного оборудования, с использованием конструкторских данных, получаемых
- 3. Существующие приборы Сложная механика Новые приборы Использование унифицированных корпусов
- 4. Конструкция модулей и прибора БУБК Базовый конструктив состоит из унифицированных модулей. Каждый модуль представляет собой конструктивно
- 5. Реализация первого этапа создания Изготавливать приборы нового поколения, производство которых другими способами практически невозможно. Модернизировать производство
- 6. Получение печатных плат и комплектующих Входной контроль ПП и комплектующих Комплектация Подготовка компонентов к монтажу Подготовка
- 7. CAD-данные по изделию получаемые от ГКБ Трафаретная печать: Uniprint Установка компонентов: Expert SA Установка компонентов: Expert
- 8. Система селективной пайки Ecoselect 460 Селективная пайка ЭРИ, монтируемых в отверстия (Автоматизированный процесс) Система электрического контроля
- 9. Проектное подразделение (Специализированные САПР по проектированию комплексов и систем) Разработчик принципиальных схем (САПР для проектирования –
- 10. EXPERT-FPSA-ПОЛУАВТОМАТ УСТАНОВКИ КОМПАНЕНТОВ НА ПЕЧАТНУЮ ПЛАТУ. Позволяет устанавливать элементы в полуавтоматическом режиме в соответствии с разработанной
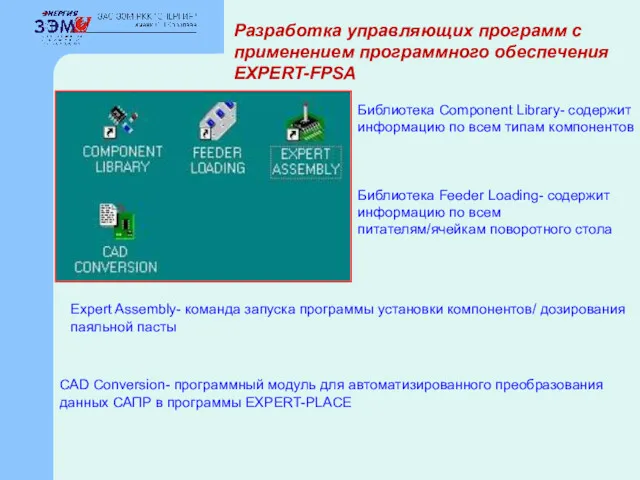
- 11. Разработка управляющих программ с применением программного обеспечения EXPERT-FPSA Библиотека Component Library- содержит информацию по всем типам
- 12. Библиотека компонентов-Component Library Поиск уже имеющихся компонентов Выбираем требуемый компонент его внешний вид автоматически отображается на
- 13. Разработка специальной базы данных для нового компонента: - открываем Component Library и активизируем уровень чертежа Component
- 14. Программирование питателей компонентов в Feeder Loading для правильной подачи их во время установки их на печатную
- 15. Разработка управляющей программы (управление процессом установки компонентов на печатную плату) в CAD Conversion импортируем данные из
- 16. Установка компонентов по разработанной управляющей программе на Expert- FPSA - открываем требуемую управляющую программу предварительно разработанную
- 18. Скачать презентацию
Цель работы:
разработать инструкцию по созданию управляющих программ для сборочно-монтажного
Цель работы:
разработать инструкцию по созданию управляющих программ для сборочно-монтажного

Существующие приборы
Сложная механика
Новые приборы
Использование унифицированных корпусов
Существующие приборы
Сложная механика
Новые приборы
Использование унифицированных корпусов

Конструкция модулей и прибора БУБК
Базовый конструктив состоит из унифицированных модулей. Каждый
Конструкция модулей и прибора БУБК
Базовый конструктив состоит из унифицированных модулей. Каждый
Реализация первого этапа создания
Изготавливать приборы нового поколения, производство которых другими способами
Реализация первого этапа создания
Изготавливать приборы нового поколения, производство которых другими способами

Получение печатных плат и комплектующих
Входной контроль ПП и комплектующих
Комплектация
Подготовка компонентов к
Входной контроль ПП и комплектующих
Комплектация
Подготовка компонентов к

CAD-данные
по изделию
получаемые от ГКБ
Трафаретная печать: Uniprint
Установка компонентов: Expert SA
Установка
CAD-данные
по изделию
получаемые от ГКБ
Трафаретная печать: Uniprint
Установка компонентов: Expert SA
Установка

Система селективной пайки
Ecoselect 460
Селективная пайка ЭРИ, монтируемых в отверстия
(Автоматизированный процесс)
Система электрического
Система селективной пайки
Ecoselect 460
Селективная пайка ЭРИ, монтируемых в отверстия
(Автоматизированный процесс)
Система электрического
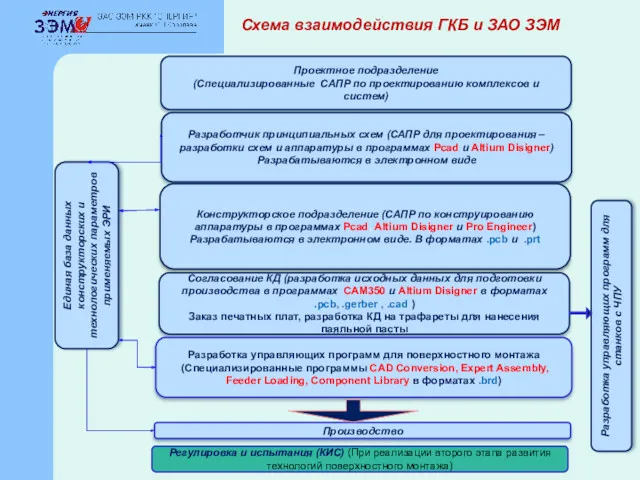
Проектное подразделение
(Специализированные САПР по проектированию комплексов и систем)
Разработчик принципиальных схем
Проектное подразделение
(Специализированные САПР по проектированию комплексов и систем)
Разработчик принципиальных схем
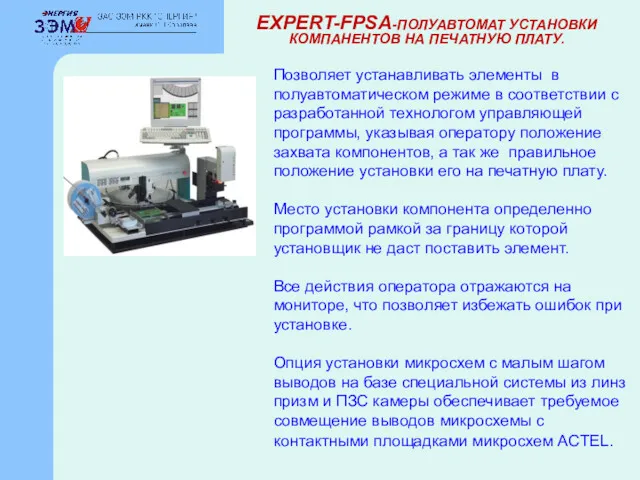
EXPERT-FPSA-ПОЛУАВТОМАТ УСТАНОВКИ КОМПАНЕНТОВ НА ПЕЧАТНУЮ ПЛАТУ.
Позволяет устанавливать элементы в полуавтоматическом режиме
EXPERT-FPSA-ПОЛУАВТОМАТ УСТАНОВКИ КОМПАНЕНТОВ НА ПЕЧАТНУЮ ПЛАТУ.
Позволяет устанавливать элементы в полуавтоматическом режиме
Разработка управляющих программ с применением программного обеспечения EXPERT-FPSA
Библиотека Component Library- содержит
Разработка управляющих программ с применением программного обеспечения EXPERT-FPSA
Библиотека Component Library- содержит
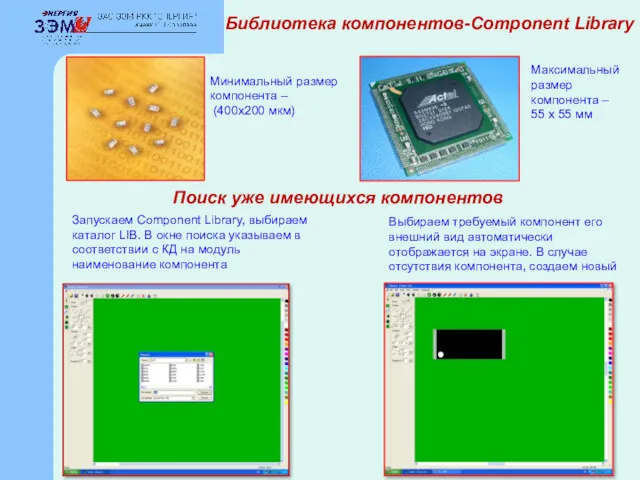
Библиотека компонентов-Component Library
Поиск уже имеющихся компонентов
Выбираем требуемый компонент его внешний
Библиотека компонентов-Component Library
Поиск уже имеющихся компонентов
Выбираем требуемый компонент его внешний
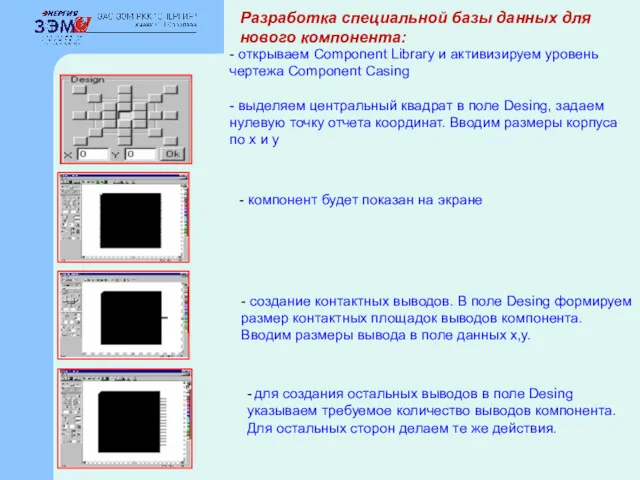
Разработка специальной базы данных для нового компонента:
- открываем Component Library и
Разработка специальной базы данных для нового компонента:
- открываем Component Library и
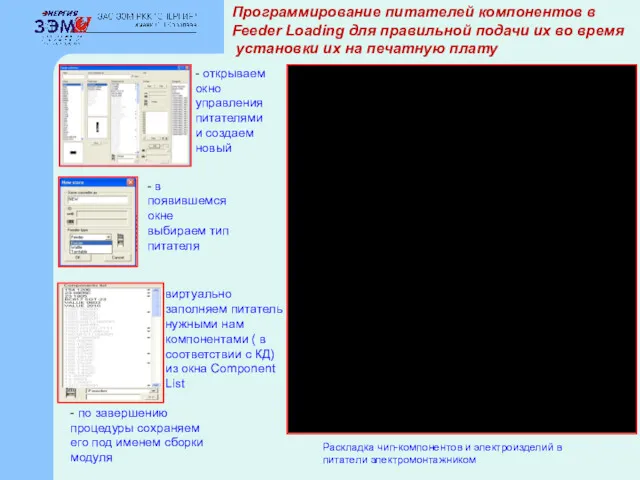
Программирование питателей компонентов в Feeder Loading для правильной подачи их во
Программирование питателей компонентов в Feeder Loading для правильной подачи их во

Разработка управляющей программы (управление процессом установки компонентов на печатную плату) в
Разработка управляющей программы (управление процессом установки компонентов на печатную плату) в

Установка компонентов по разработанной управляющей программе на Expert- FPSA
- открываем
Установка компонентов по разработанной управляющей программе на Expert- FPSA
- открываем
 Игрушки к Новому Году для детей и родителей
Игрушки к Новому Году для детей и родителей Шаблон Фракталы-23
Шаблон Фракталы-23 Основание греческих колоний
Основание греческих колоний РЕБУС DМ. Розгадай шифр — дізнайся нові правила Winston
РЕБУС DМ. Розгадай шифр — дізнайся нові правила Winston Химическая связь
Химическая связь Атенюатори і вимірювання послаблень. Прилади для вимірювання послаблень. (Тема 16.1)
Атенюатори і вимірювання послаблень. Прилади для вимірювання послаблень. (Тема 16.1) Уровни структуры методологического знания. Примеры научного знания каждого уровня
Уровни структуры методологического знания. Примеры научного знания каждого уровня Живопись XVIII века
Живопись XVIII века Для Вас, выпускники: весна 2 класс
Для Вас, выпускники: весна 2 класс Мифическое время правремя, начальное, раннее, первое, предшествующее эмпирическому (профанному) времени
Мифическое время правремя, начальное, раннее, первое, предшествующее эмпирическому (профанному) времени Туристские формальности стран Скандинавии
Туристские формальности стран Скандинавии Классификация и определения механизмов. (Лекция 1)
Классификация и определения механизмов. (Лекция 1) Своя игра на тему Здоровый образ жизни
Своя игра на тему Здоровый образ жизни Дизайн. Тренды в графическом дизайне 2017
Дизайн. Тренды в графическом дизайне 2017 Новогодняя открытка 2019
Новогодняя открытка 2019 Сретение Господне
Сретение Господне Презентация Домашние птицы.
Презентация Домашние птицы. Конструктивные решения по усилению строительных конструкций
Конструктивные решения по усилению строительных конструкций ВозможностиЕ-КМ школы
ВозможностиЕ-КМ школы Методика сортоизучения древесных растений
Методика сортоизучения древесных растений Зонная теория твердого тела
Зонная теория твердого тела Время реакции человека
Время реакции человека Программа коррекционно-развивающей работы с детьми с задержкой психического развития
Программа коррекционно-развивающей работы с детьми с задержкой психического развития Психологические особенности периода взрослости
Психологические особенности периода взрослости Театрализованная игра как средство развития интонационной выразительности речи детей старшего дошкольного возраста
Театрализованная игра как средство развития интонационной выразительности речи детей старшего дошкольного возраста Физико-химические свойства пластовых флюидов. Условия притока жидкостей и газов. (Лекция 2)
Физико-химические свойства пластовых флюидов. Условия притока жидкостей и газов. (Лекция 2) Русская архитектура первой половины 19 века
Русская архитектура первой половины 19 века Оборудование кондитерского цеха
Оборудование кондитерского цеха