- Технология диффузионной сварки. (Лекция 17)

Содержание
- 2. СОДЕРЖАНИЕ ЛЕКЦИИ №17 Тема 17. Технология диффузионной сварки. Разновидности процессов диффузионной сварки, их технологические особенности. Основные
- 3. Особенности процесса В 1953 г. профессором Н.Ф. Казаковым был разработан принципиально новый способ соединения материалов –
- 5. Соединения, полученные диффузионной сваркой в вакууме, по прочности, термической и коррозионной стойкости полностью отвечают требованиям, предъявляемым
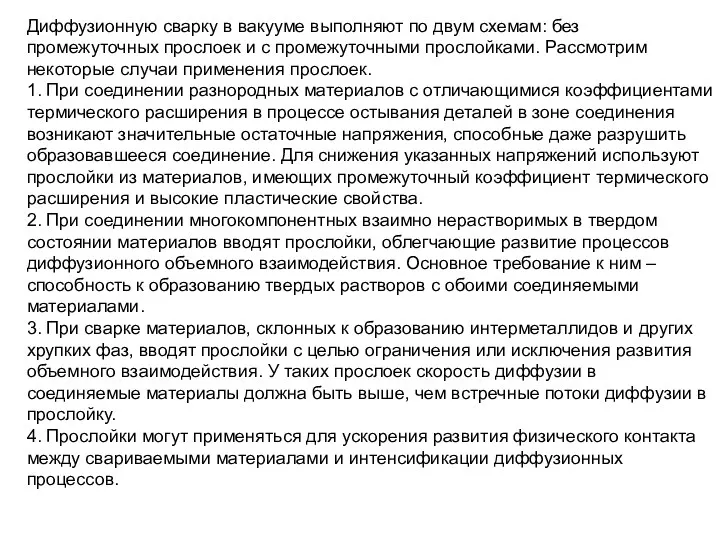
- 6. Диффузионную сварку в вакууме выполняют по двум схемам: без промежуточных прослоек и с промежуточными прослойками. Рассмотрим
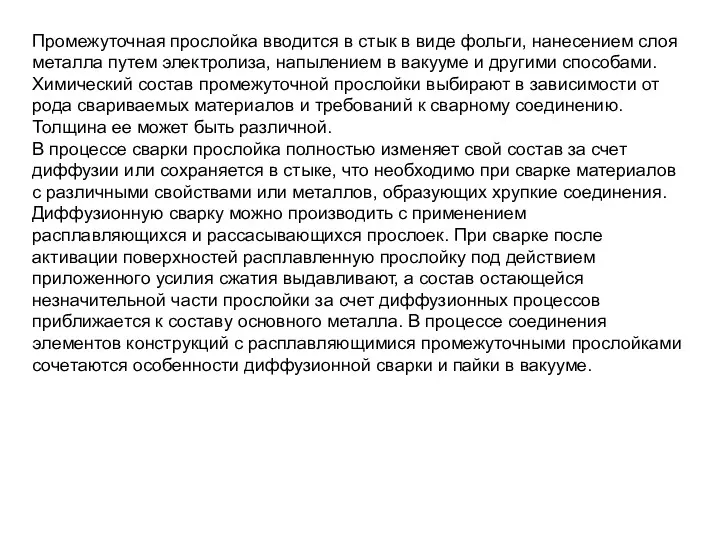
- 7. Промежуточная прослойка вводится в стык в виде фольги, нанесением слоя металла путем электролиза, напылением в вакууме
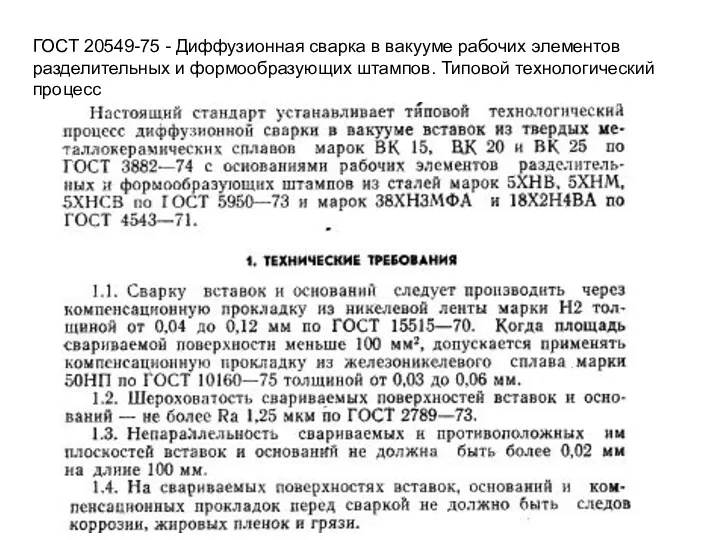
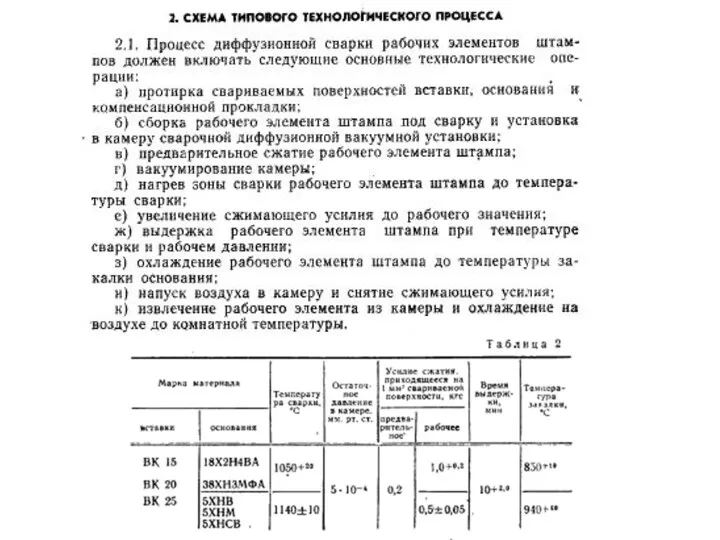
- 8. ГОСТ 20549-75 - Диффузионная сварка в вакууме рабочих элементов разделительных и формообразующих штампов. Типовой технологический процесс
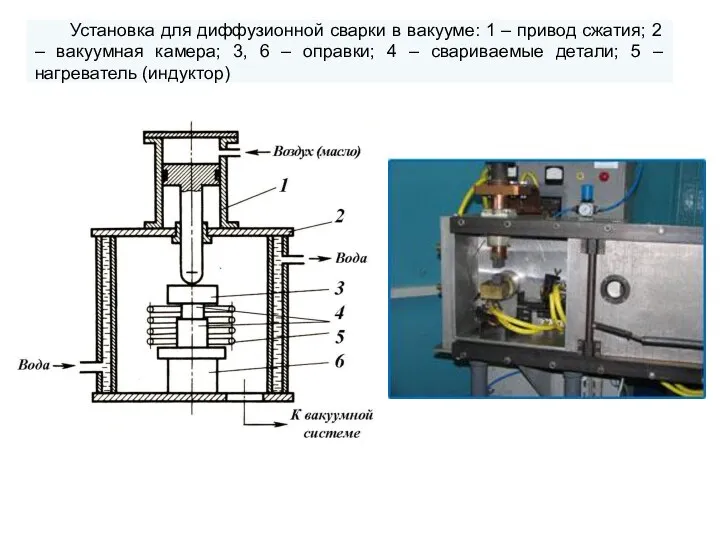
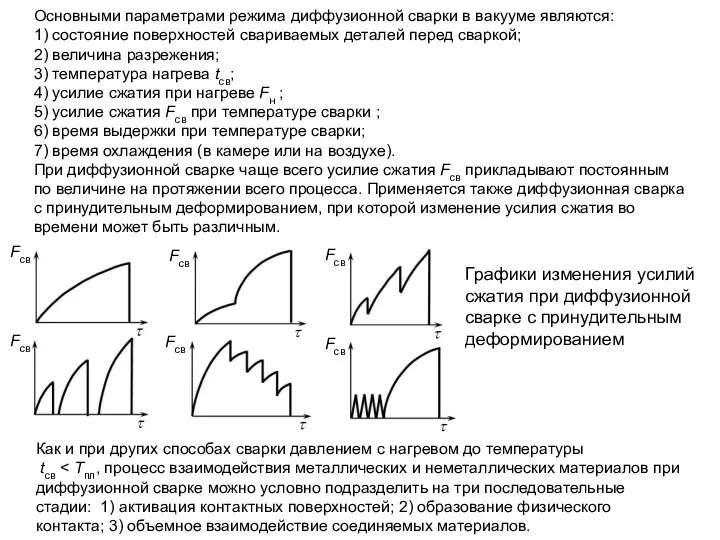
- 10. Основными параметрами режима диффузионной сварки в вакууме являются: 1) состояние поверхностей свариваемых деталей перед сваркой; 2)
- 11. Специализированная установка диффузионной сварки в вакууме медных токоподводов вакуумных выключателей.
- 12. Установка диффузионной сварки в вакууме медных гибких связей (перемычек)
- 13. Диффузионная сварка в защитных газах Диффузионная сварка может осуществляться в газовой среде. В качестве защитной среды
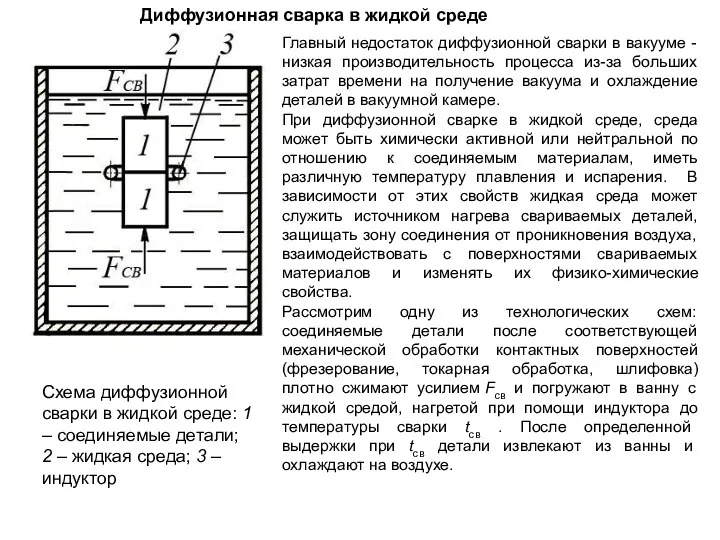
- 14. Диффузионная сварка в жидкой среде Главный недостаток диффузионной сварки в вакууме - низкая производительность процесса из-за
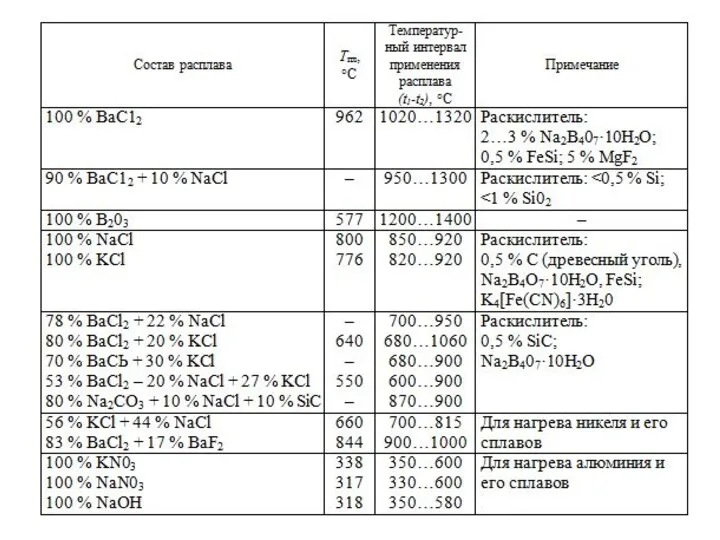
- 15. В качестве жидкой среды, нагревающей свариваемые детали, можно использовать соли, окислы, щелочи, а также расплавы металлов
- 17. Хорошие результаты дает также нанесение на свариваемые поверхности гальванических покрытий. К основным параметрам процесса диффузионной сварки
- 18. Преимущества и области применения диффузионной сварки Наиболее существенными преимуществами диффузионной сварки являются отсутствие перегрева металла и
- 20. Скачать презентацию
СОДЕРЖАНИЕ ЛЕКЦИИ №17
Тема 17. Технология диффузионной сварки.
Разновидности процессов диффузионной сварки, их технологические
СОДЕРЖАНИЕ ЛЕКЦИИ №17
Тема 17. Технология диффузионной сварки.
Разновидности процессов диффузионной сварки, их технологические
Особенности процесса
В 1953 г. профессором Н.Ф. Казаковым был разработан принципиально новый способ соединения
Особенности процесса
В 1953 г. профессором Н.Ф. Казаковым был разработан принципиально новый способ соединения
Соединения, полученные диффузионной сваркой в вакууме, по прочности, термической и коррозионной стойкости полностью
Соединения, полученные диффузионной сваркой в вакууме, по прочности, термической и коррозионной стойкости полностью
Диффузионную сварку в вакууме выполняют по двум схемам: без промежуточных прослоек и с
Диффузионную сварку в вакууме выполняют по двум схемам: без промежуточных прослоек и с
Промежуточная прослойка вводится в стык в виде фольги, нанесением слоя металла путем электролиза,
Промежуточная прослойка вводится в стык в виде фольги, нанесением слоя металла путем электролиза,
ГОСТ 20549-75 - Диффузионная сварка в вакууме рабочих элементов разделительных и формообразующих штампов.
ГОСТ 20549-75 - Диффузионная сварка в вакууме рабочих элементов разделительных и формообразующих штампов.
Основными параметрами режима диффузионной сварки в вакууме являются:
1) состояние поверхностей свариваемых деталей перед
Основными параметрами режима диффузионной сварки в вакууме являются:
1) состояние поверхностей свариваемых деталей перед
Специализированная установка диффузионной сварки в вакууме медных токоподводов вакуумных выключателей.
Специализированная установка диффузионной сварки в вакууме медных токоподводов вакуумных выключателей.

Установка диффузионной сварки в вакууме медных гибких связей (перемычек)
Установка диффузионной сварки в вакууме медных гибких связей (перемычек)

Диффузионная сварка в защитных газах
Диффузионная сварка может осуществляться в газовой среде. В качестве
Диффузионная сварка в защитных газах
Диффузионная сварка может осуществляться в газовой среде. В качестве
Диффузионная сварка в жидкой среде
Главный недостаток диффузионной сварки в вакууме - низкая производительность
Диффузионная сварка в жидкой среде
Главный недостаток диффузионной сварки в вакууме - низкая производительность
В качестве жидкой среды, нагревающей свариваемые детали, можно использовать соли, окислы, щелочи, а
В качестве жидкой среды, нагревающей свариваемые детали, можно использовать соли, окислы, щелочи, а
Хорошие результаты дает также нанесение на свариваемые поверхности гальванических покрытий.
К основным параметрам процесса
Хорошие результаты дает также нанесение на свариваемые поверхности гальванических покрытий.
К основным параметрам процесса
Преимущества и области применения диффузионной сварки
Наиболее существенными преимуществами диффузионной сварки являются отсутствие перегрева
Преимущества и области применения диффузионной сварки
Наиболее существенными преимуществами диффузионной сварки являются отсутствие перегрева

 Технолігїї підвищення продуктивності процесорів
Технолігїї підвищення продуктивності процесорів Свойства действий с рациональными числами
Свойства действий с рациональными числами Родительское собрание Здоровая личность в здоровой семье
Родительское собрание Здоровая личность в здоровой семье Krajowa Rada Radiofonii i Telewizji
Krajowa Rada Radiofonii i Telewizji Конспект урока Культура Серебряного века
Конспект урока Культура Серебряного века Электрические цепи постоянного тока
Электрические цепи постоянного тока Презентация к уроку по теме Основания 8 класс
Презентация к уроку по теме Основания 8 класс Увлекательные истории для весёлого досуга. Детская литература
Увлекательные истории для весёлого досуга. Детская литература Отечественный опыт стандартизации в образовании
Отечественный опыт стандартизации в образовании Презентация Дуб Диск
Презентация Дуб Диск Презентация к Проекту Моя семья, дом, детский сад- ОБЩЕНИЕ В СЕМЬЕ на примере нашей воспитанницы группы №3 Поташевой Катюши
Презентация к Проекту Моя семья, дом, детский сад- ОБЩЕНИЕ В СЕМЬЕ на примере нашей воспитанницы группы №3 Поташевой Катюши Предметы русского быта
Предметы русского быта Правила поведения в школе Диск
Правила поведения в школе Диск Вычитание вида 11-
Вычитание вида 11- Виды сталей и их термическая обработка для изготовления изделий
Виды сталей и их термическая обработка для изготовления изделий Теория свободного воспитания К.Н. Вентцеля
Теория свободного воспитания К.Н. Вентцеля Технологии строительства ВОЛС
Технологии строительства ВОЛС Выступления на РМО
Выступления на РМО Федеральная служба исполнения наказаний
Федеральная служба исполнения наказаний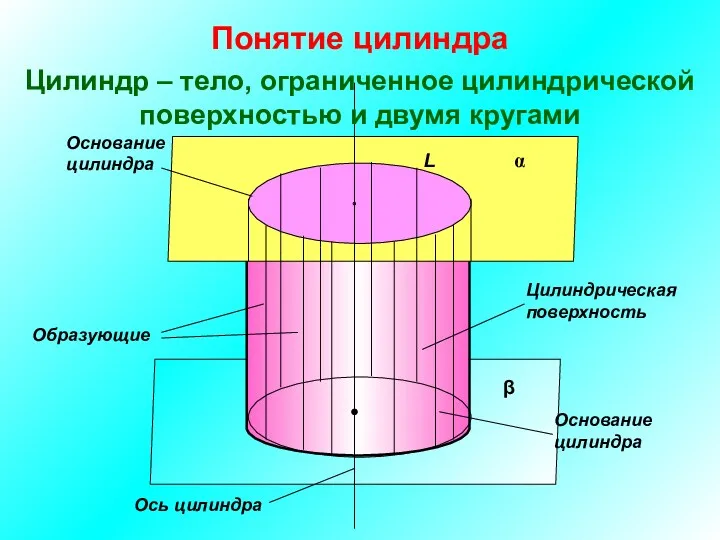 ПРЕЗЕНТАЦИЯ для 11АБ ЦИЛИНДР
ПРЕЗЕНТАЦИЯ для 11АБ ЦИЛИНДР Состав крови. Постоянство внутренней среды
Состав крови. Постоянство внутренней среды Механизм мышечного сокращения
Механизм мышечного сокращения Эндометриоз
Эндометриоз Обзор литературы. Певческие праздники и фестивали как фактор формирования музыкальной и эстетической культуры населения
Обзор литературы. Певческие праздники и фестивали как фактор формирования музыкальной и эстетической культуры населения Метод проектов в дошкольном учреждении
Метод проектов в дошкольном учреждении КРОССВОРДЫ И ТЕСТЫ ДЛЯ 9 класса
КРОССВОРДЫ И ТЕСТЫ ДЛЯ 9 класса Презентация на конкурс Сердце отданное детям
Презентация на конкурс Сердце отданное детям Популяція біології. Вплив вітамінів на організм людини
Популяція біології. Вплив вітамінів на організм людини