Технология электродуговой сварки закрытого резервуара из трубы диаметром 1500 мм и газовой сварки обвязки отопительного котла презентация
- Технология электродуговой сварки закрытого резервуара из трубы диаметром 1500 мм и газовой сварки обвязки отопительного котла

Содержание
- 2. Цель работы – описать последовательность и технологическую особенность изготовления конструкций с учетом выбора наиболее рационального и
- 3. Глава 1.Технология электродуговой сварки закрытого резервуара из трубы диаметром 1500 мм. Подготовка к работе. Выберем средства
- 4. 1000 Проверим исправность электрододержателя, сварочных проводов, слесарного инструмента. Разложим инструмент и материалы на рабочем месте в
- 5. 1550 1530 1550 Так как резервуар закрытый, нам нужно на оба конца участка трубы приварить листы
- 6. Подготовка оборудования и материалов к работе. Подсоединим сварочные кабели к клеммам источника питания сварочной дуги. Закрепим
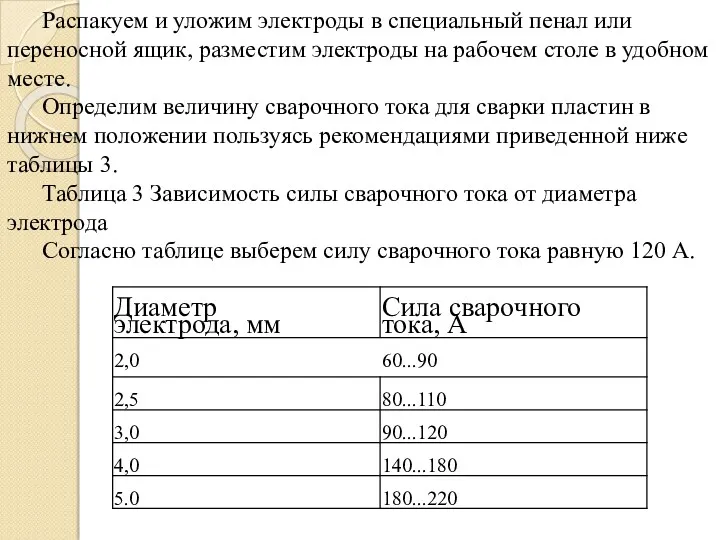
- 7. Распакуем и уложим электроды в специальный пенал или переносной ящик, разместим электроды на рабочем столе в
- 8. Сборка и выполнение прихваток. Выполним разделку кромок трубы под углом 60° с притуплением 2мм. Лист металла
- 9. Сборка и выполнение прихваток. Выполним разделку кромок трубы под углом 60° с притуплением 2мм. Лист металла
- 10. Сварку листа металла к трубе будем выполнять многопроходным угловым швом в нижнем положении. Сварку будем выполнять
- 11. Таким образом, выполняем проварку заглушки к трубе по всему диаметру. В качестве крышки возьмем круг диаметром
- 12. Глава 2.Технология газовой сварки обвязки отопительного котла Выберем средства индивидуальной защиты: - комплект спецодежды; - защитные
- 13. Подготовка материала к работе. Для обвязки отопительного котла берем два патрубка диаметром 50 мм, длинной 100
- 14. Возьмем второй отвод диаметром так же 50 мм и углом загиба в 900 и с помощью
- 16. Скачать презентацию
Цель работы – описать последовательность и технологическую особенность изготовления конструкций с
Цель работы – описать последовательность и технологическую особенность изготовления конструкций с
Глава 1.Технология электродуговой сварки закрытого резервуара из трубы диаметром 1500 мм.
Подготовка
Глава 1.Технология электродуговой сварки закрытого резервуара из трубы диаметром 1500 мм.
Подготовка
1000
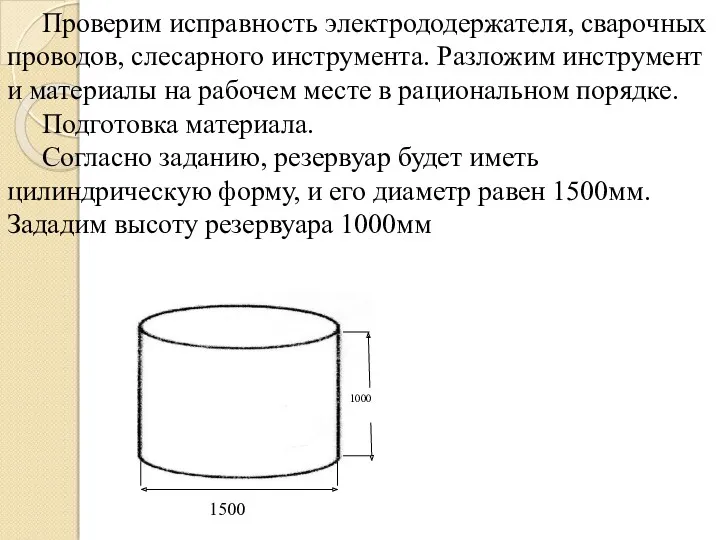
Проверим исправность электрододержателя, сварочных проводов, слесарного инструмента. Разложим инструмент и материалы
1000
Проверим исправность электрододержателя, сварочных проводов, слесарного инструмента. Разложим инструмент и материалы
1550
1530
1550
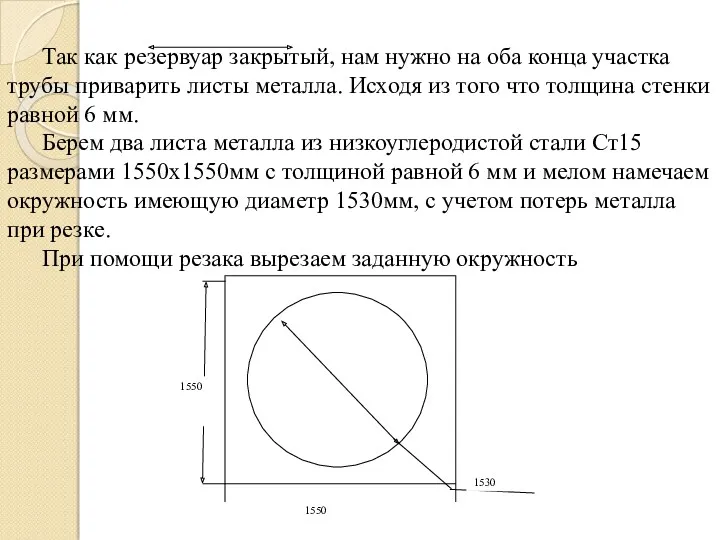
Так как резервуар закрытый, нам нужно на оба конца участка трубы
1550
1530
1550
Так как резервуар закрытый, нам нужно на оба конца участка трубы
Подготовка оборудования и материалов к работе.
Подсоединим сварочные кабели к клеммам источника
Подготовка оборудования и материалов к работе.
Подсоединим сварочные кабели к клеммам источника
Распакуем и уложим электроды в специальный пенал или переносной ящик, разместим
Распакуем и уложим электроды в специальный пенал или переносной ящик, разместим
Сборка и выполнение прихваток.
Выполним разделку кромок трубы под углом 60° с
Сборка и выполнение прихваток.
Выполним разделку кромок трубы под углом 60° с
Сборка и выполнение прихваток.
Выполним разделку кромок трубы под углом 60° с
Выполним разделку кромок трубы под углом 60° с
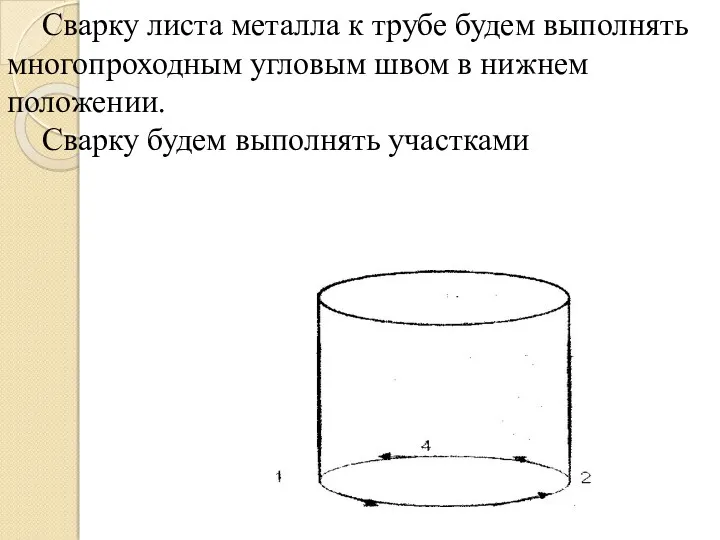
Сварку листа металла к трубе будем выполнять многопроходным угловым швом в
Сварку листа металла к трубе будем выполнять многопроходным угловым швом в
Таким образом, выполняем проварку заглушки к трубе по всему диаметру. В
Таким образом, выполняем проварку заглушки к трубе по всему диаметру. В
Глава 2.Технология газовой сварки обвязки отопительного котла
Выберем средства индивидуальной защиты:
-
Глава 2.Технология газовой сварки обвязки отопительного котла
Выберем средства индивидуальной защиты:
-
Подготовка материала к работе.
Для обвязки отопительного котла берем два патрубка диаметром
Подготовка материала к работе.
Для обвязки отопительного котла берем два патрубка диаметром
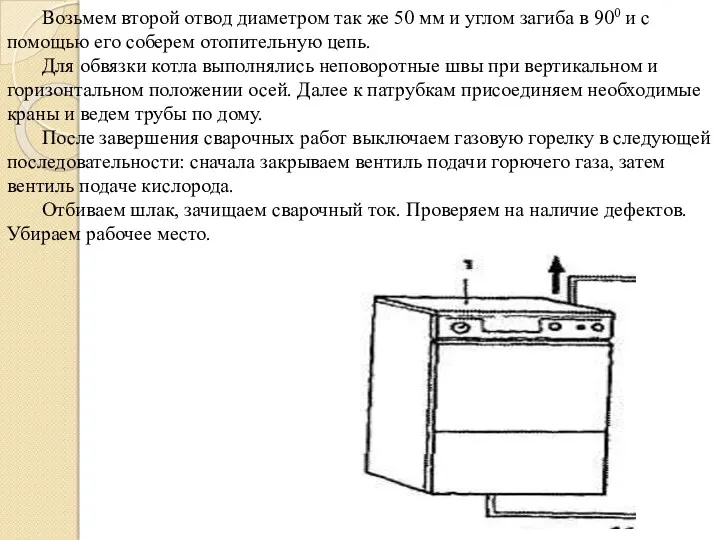
Возьмем второй отвод диаметром так же 50 мм и углом загиба
Возьмем второй отвод диаметром так же 50 мм и углом загиба
 Развивающие игры
Развивающие игры Внутрішньогосподарський облік. Контролінг
Внутрішньогосподарський облік. Контролінг Презентация о животных СПРЯТАЛИСЬ Диск
Презентация о животных СПРЯТАЛИСЬ Диск Лекарственные средства, производные пиримидина, производные барбитуровой кислоты. (Тема 4)
Лекарственные средства, производные пиримидина, производные барбитуровой кислоты. (Тема 4) Основы административного права
Основы административного права Фёдор Иванович Тютчев. Любовная лирика
Фёдор Иванович Тютчев. Любовная лирика Oradour sur Glane
Oradour sur Glane Механизмы памяти
Механизмы памяти Закони динаміки. Третій закон Ньютона
Закони динаміки. Третій закон Ньютона Технология ферментационных процессов. Иммобилизованный ферменты. Иммобилизованные клетки в биотехнологии
Технология ферментационных процессов. Иммобилизованный ферменты. Иммобилизованные клетки в биотехнологии Семинар-практикум для воспитателей Тематические проекты как форма организации образовательной деятельности в детском саду
Семинар-практикум для воспитателей Тематические проекты как форма организации образовательной деятельности в детском саду Определение монополистом оптимального объема производства. Экономические последствия монополий
Определение монополистом оптимального объема производства. Экономические последствия монополий Занятие по медико-санитарной подготовке - Первая доврачебная помощь. Раны.
Занятие по медико-санитарной подготовке - Первая доврачебная помощь. Раны. Презентация У войны не женское лицо
Презентация У войны не женское лицо Афоризмы о красоте.
Афоризмы о красоте. Основы логики. Таблицы истинности
Основы логики. Таблицы истинности Климатообразующие факторы Африки
Климатообразующие факторы Африки Назначение и выплата ежемесячного пособия по уходу за ребенком
Назначение и выплата ежемесячного пособия по уходу за ребенком Презентация День матери Диск
Презентация День матери Диск Исследовательские компании
Исследовательские компании Что такое баскетбол
Что такое баскетбол Орден Отечественной войны 1 – ой и 2 – ой степени.
Орден Отечественной войны 1 – ой и 2 – ой степени. Проект Вместе с мамой, вместе с папой быть здоровыми хотим
Проект Вместе с мамой, вместе с папой быть здоровыми хотим опыт работы
опыт работы Взаимодействие с семьей по формированию трудовых навыков у детей у дошкольников
Взаимодействие с семьей по формированию трудовых навыков у детей у дошкольников Термическая подготовка добавочной воды. Лекция 5
Термическая подготовка добавочной воды. Лекция 5 Культурные традиции буддизма
Культурные традиции буддизма Оборудование проходческого забоя шахты
Оборудование проходческого забоя шахты