- Технология изготовления лестницы

Содержание
- 2. Цель работы: описать технологию изготовления лестницы Задачи: - проанализировать существующую литературу по данной теме; - изучить
- 3. Назначение, условия работы и описание конструкции Лестница устанавливаются для перехода людей через теплотрассы, изготавливаются по мере
- 4. Эта конструкция изготовлена из стали марки Ст3. Эта марка стали углеродистая, конструкционная, обыкновенного качества. Эта сталь
- 5. Технологический процесс заготовки деталей Для выполнения этих операций выбираем оборудование: Гильотина: Модель Н-475 Толщина разрезаемой детали
- 6. 2.4. Технологический процесс сборки-сварки конструкции 2.4.1. Выбор сборочно-сварочного оборудования и приспособлений Сварочный трансформатор: Марка ТД-306У2 Номинальный
- 7. Для сварки данной конструкции выбираем наиболее целесообразный с технико-экономической точки зрения метод сварки - ручную дуговую.
- 8. В технических условиях указаны электроды типа Э46, для своей конструкции выбираю: Э46-ОЗС-4- Ø -УД ГОСТ 9466-75
- 9. 2.4.5. Мероприятия по борьбе с деформациями и напряжениями Мероприятия по борьбе с деформациями можно разделить на
- 10. Контроль качества Контроль качества бывает для наружных и внутренних дефектов, универсальный, специальный, разрушающий, неразрушающий. Наружные дефекты
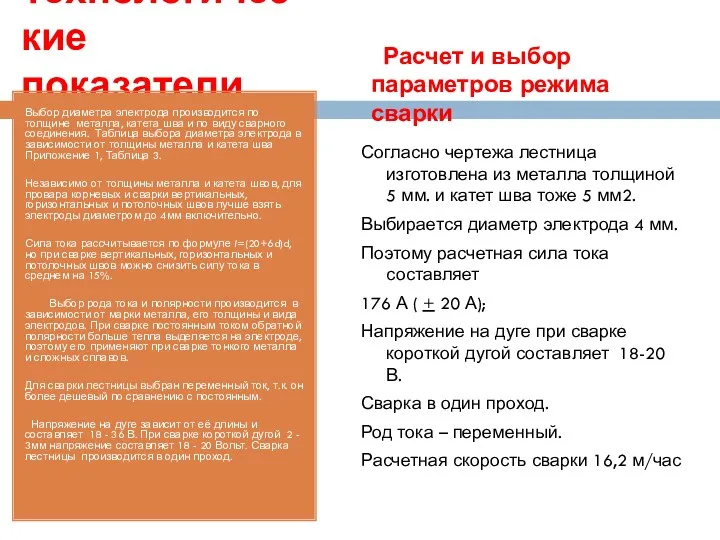
- 11. Технологические показатели Выбор диаметра электрода производится по толщине металла, катета шва и по виду сварного соединения.
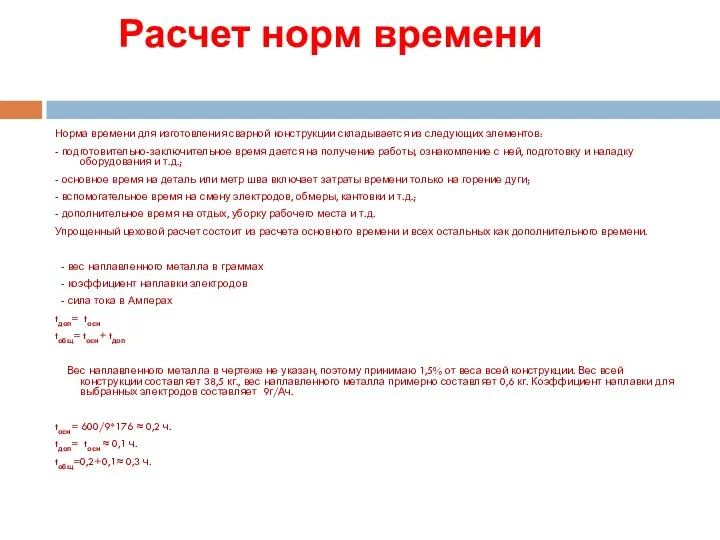
- 12. Расчет норм времени Норма времени для изготовления сварной конструкции складывается из следующих элементов: - подготовительно-заключительное время
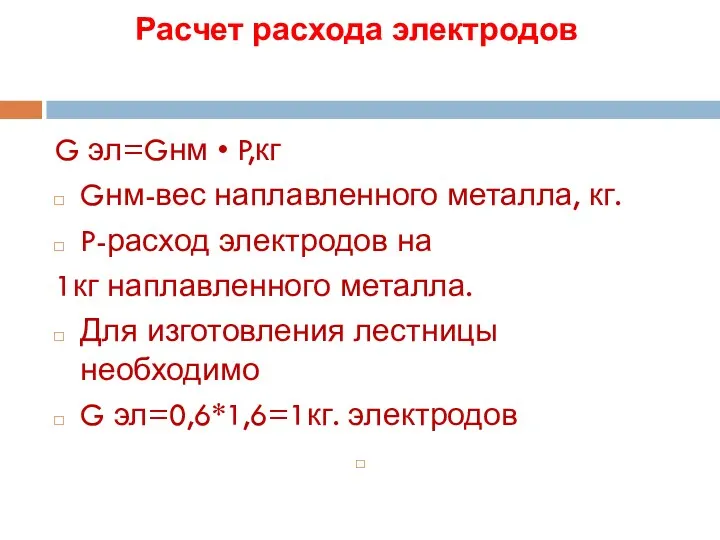
- 13. Расчет расхода электродов G эл=Gнм • P,кг Gнм-вес наплавленного металла, кг. P-расход электродов на 1кг наплавленного
- 14. Расчет расхода электроэнергии РАСЧЕТ ПРОИЗВОДИТСЯ ПО ФОРМУЛЕ: Q=Gнм • А, кВт/ч G нм-вес наплавленного металла, кг.
- 15. Техника безопасности и противопожарные мероприятия -При производстве сварочных работ возможно: -Поражение электрическим током; -Ожоги глаз и
- 16. Экология В перечне экологических параметров профессии «Сварщик» значатся: загазованность, промышленная пыль, производственный шум, температура, влажность, освещенность,
- 17. Итогом работ является подбор технологии сборки и сварки лестницы с переходной площадкой, которые применяются для обслуживания
- 18. Основные источники: Банов М.Д., Казаков Ю.В., Козулин М.Г.. Сварка и резка материалов. – Москва: ИЦ «Академия»,2009.
- 20. Скачать презентацию
Цель работы: описать технологию изготовления лестницы
Задачи:
- проанализировать существующую
Цель работы: описать технологию изготовления лестницы
Задачи:
- проанализировать существующую
Назначение, условия работы и описание конструкции
Лестница устанавливаются для перехода людей
Лестница устанавливаются для перехода людей
Эта конструкция изготовлена из стали марки Ст3. Эта марка стали углеродистая,
Эта конструкция изготовлена из стали марки Ст3. Эта марка стали углеродистая,
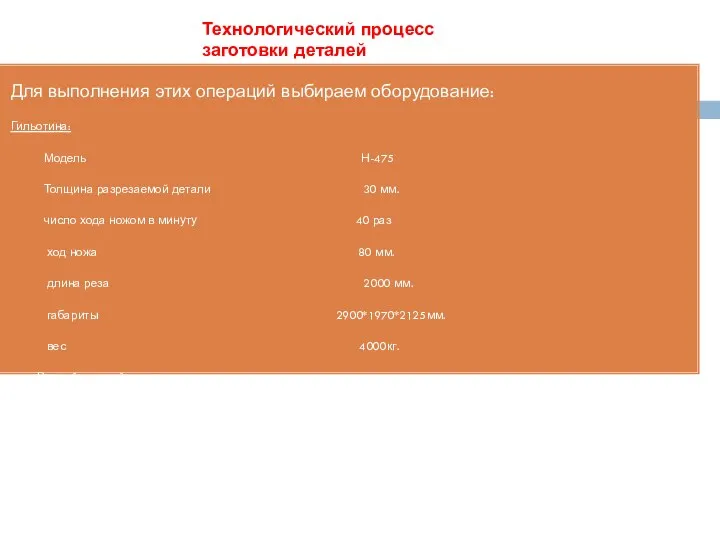
Технологический процесс заготовки деталей
Для выполнения этих операций выбираем оборудование:
Гильотина:
Модель Н-475
Технологический процесс заготовки деталей
Для выполнения этих операций выбираем оборудование:
Гильотина:
Модель Н-475
2.4. Технологический процесс сборки-сварки конструкции
2.4.1. Выбор сборочно-сварочного оборудования и приспособлений
Сварочный
2.4. Технологический процесс сборки-сварки конструкции
2.4.1. Выбор сборочно-сварочного оборудования и приспособлений
Сварочный
Для сварки данной конструкции выбираем наиболее целесообразный с технико-экономической точки зрения
Для сварки данной конструкции выбираем наиболее целесообразный с технико-экономической точки зрения
В технических условиях указаны электроды типа Э46, для своей конструкции выбираю:
В технических условиях указаны электроды типа Э46, для своей конструкции выбираю:
2.4.5. Мероприятия по борьбе с деформациями и напряжениями
Мероприятия по борьбе
2.4.5. Мероприятия по борьбе с деформациями и напряжениями
Мероприятия по борьбе
Контроль качества
Контроль качества бывает для наружных и внутренних дефектов, универсальный,
Контроль качества
Контроль качества бывает для наружных и внутренних дефектов, универсальный,
Технологические показатели
Выбор диаметра электрода производится по толщине металла, катета шва
Технологические показатели
Выбор диаметра электрода производится по толщине металла, катета шва
Расчет норм времени
Норма времени для изготовления сварной конструкции складывается из
Расчет норм времени
Норма времени для изготовления сварной конструкции складывается из
Расчет расхода электродов
G эл=Gнм • P,кг
Gнм-вес наплавленного металла, кг.
P-расход электродов на
Расчет расхода электродов
G эл=Gнм • P,кг
Gнм-вес наплавленного металла, кг.
P-расход электродов на
Расчет расхода электроэнергии
РАСЧЕТ ПРОИЗВОДИТСЯ ПО ФОРМУЛЕ:
Q=Gнм • А, кВт/ч
G нм-вес
Расчет расхода электроэнергии
РАСЧЕТ ПРОИЗВОДИТСЯ ПО ФОРМУЛЕ:
Q=Gнм • А, кВт/ч
G нм-вес

Техника безопасности и противопожарные мероприятия
-При производстве сварочных работ возможно:
-Поражение электрическим
Техника безопасности и противопожарные мероприятия
-При производстве сварочных работ возможно:
-Поражение электрическим
Экология
В перечне экологических параметров профессии «Сварщик» значатся: загазованность, промышленная пыль,
Экология
В перечне экологических параметров профессии «Сварщик» значатся: загазованность, промышленная пыль,
Итогом работ является подбор технологии сборки и сварки лестницы с переходной
Итогом работ является подбор технологии сборки и сварки лестницы с переходной
Основные источники:
Банов М.Д., Казаков Ю.В., Козулин М.Г.. Сварка и резка
Основные источники:
Банов М.Д., Казаков Ю.В., Козулин М.Г.. Сварка и резка
 Православное христианство
Православное христианство Стихотворение С. Маршака Хороший день
Стихотворение С. Маршака Хороший день Презентация по теме Экспериментирование со звуком
Презентация по теме Экспериментирование со звуком Презентация к уроку на тему: Плоские поверхности и плоскости Диск
Презентация к уроку на тему: Плоские поверхности и плоскости Диск кислотные дожди
кислотные дожди Airport of our dreams
Airport of our dreams Викторина по физике Самый умный. Тепловые и электрические явления (8 класс)
Викторина по физике Самый умный. Тепловые и электрические явления (8 класс) Презентация судомодельного объединения
Презентация судомодельного объединения Законы Кеплера - законы движения небесных тел
Законы Кеплера - законы движения небесных тел Модернизация образования: тенденции в подготовке педагогических кадров
Модернизация образования: тенденции в подготовке педагогических кадров Презентация для урока Агротехника возделывания картофеля
Презентация для урока Агротехника возделывания картофеля Бүйрек шаншуы
Бүйрек шаншуы Профилактика гриппа
Профилактика гриппа Трансформаторы силовые
Трансформаторы силовые Исследование напряженно-деформированного состояния в точке тела. Лекция 6
Исследование напряженно-деформированного состояния в точке тела. Лекция 6 Начальный период евангельской истории: События, предшествующие рождеству Христа Спасителя (Лекция 3)
Начальный период евангельской истории: События, предшествующие рождеству Христа Спасителя (Лекция 3) Қазіргі заманғы жаңа қалып-өлшем материалдары
Қазіргі заманғы жаңа қалып-өлшем материалдары Форма государства. Формы правления
Форма государства. Формы правления Методы исследования
Методы исследования Подростковая программа от Евроазиатского института по индуктивному изучению Библии
Подростковая программа от Евроазиатского института по индуктивному изучению Библии Сказ и загадка
Сказ и загадка Методические рекомендации по организации выполнения и защиты, оформлению выпускной квалификационной работы
Методические рекомендации по организации выполнения и защиты, оформлению выпускной квалификационной работы Транспортный процесс перевозки грузов
Транспортный процесс перевозки грузов Профилактика ОРВИ и гриппа
Профилактика ОРВИ и гриппа Price request Even Table
Price request Even Table 7 чудес света
7 чудес света Безопасный интернет
Безопасный интернет Сигналы светофора
Сигналы светофора