- Технология изготовления печи

Содержание
- 2. Разработка технологического процесса Изучение чертежа и характеристика металла по свариваемости Этапы технологического процесса 4. Выбор режима
- 3. Печь www.themegallery.com Company name
- 4. Описание конструкции. Материал конструкции и его технологические свойства.
- 5. Выбор оборудования и вида сварки ГОУ НПО «ПУ №35»
- 6. Подготовка металла к сварке Очистка металла от масляных пятен, грязи, песка – механическим способом Разметка металла
- 7. Сборка конструкции Сборка элементов конструкции выполняется на прихватках. Правило выполнения прихваток: Прихватки выполняются теми же электродами,
- 8. Выбор режимов сварки Основные показатели Дополнитель-ные показатели Режимы сварки
- 9. Выбор режимов сварки Основные показатели: Диаметр электрода – dэл (мм) Сила сварочного тока – Iсв (А)
- 10. Выбор режимов сварки Дополнительные показатели: Тип электрода-09Х1МФ Марка электрода-МР-3С Род и полярность тока-постоянный,обратная
- 11. Процесс сварки Зажигание дуги. Движения электрода. Положения электрода в пространстве Обрыв дуги
- 12. Контроль качества сварных швов Виды дефектов: Наружные. Внутренние Сквозные.
- 14. Скачать презентацию
Разработка технологического процесса
Изучение чертежа и характеристика
металла по свариваемости
Этапы технологического
Разработка технологического процесса
Изучение чертежа и характеристика
металла по свариваемости
Этапы технологического
Печь
www.themegallery.com
Company name
Печь
www.themegallery.com
Company name
Описание конструкции. Материал конструкции и его технологические свойства.
Описание конструкции. Материал конструкции и его технологические свойства.
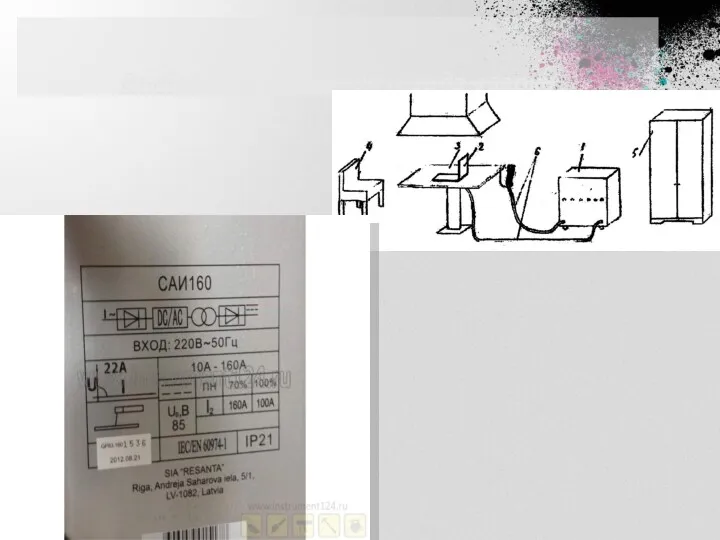
Выбор оборудования и вида сварки
ГОУ НПО «ПУ №35»
Выбор оборудования и вида сварки
ГОУ НПО «ПУ №35»
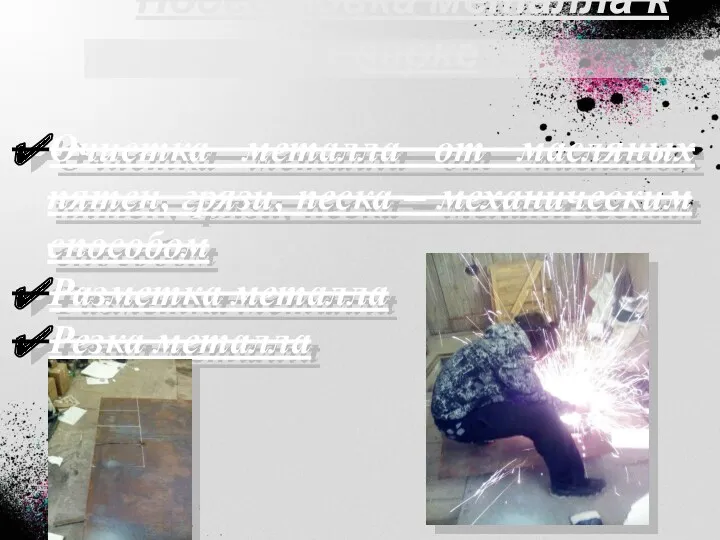
Подготовка металла к сварке
Очистка металла от масляных пятен, грязи, песка –
Подготовка металла к сварке
Очистка металла от масляных пятен, грязи, песка –
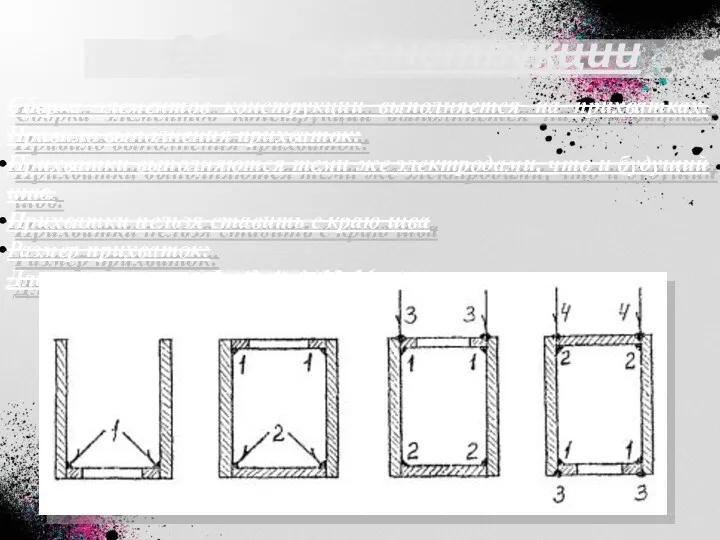
Сборка конструкции
Сборка элементов конструкции выполняется на прихватках. Правило выполнения прихваток:
Прихватки выполняются
Сборка конструкции
Сборка элементов конструкции выполняется на прихватках. Правило выполнения прихваток:
Прихватки выполняются
Выбор режимов сварки
Основные показатели
Дополнитель-ные показатели
Режимы сварки
Выбор режимов сварки
Основные показатели
Дополнитель-ные показатели
Режимы сварки

Выбор режимов сварки
Основные показатели:
Диаметр электрода – dэл (мм)
Сила сварочного тока –
Выбор режимов сварки
Основные показатели:
Диаметр электрода – dэл (мм)
Сила сварочного тока –
Выбор режимов сварки
Дополнительные показатели:
Тип электрода-09Х1МФ
Марка электрода-МР-3С
Род и полярность тока-постоянный,обратная
Выбор режимов сварки
Дополнительные показатели:
Тип электрода-09Х1МФ
Марка электрода-МР-3С
Род и полярность тока-постоянный,обратная
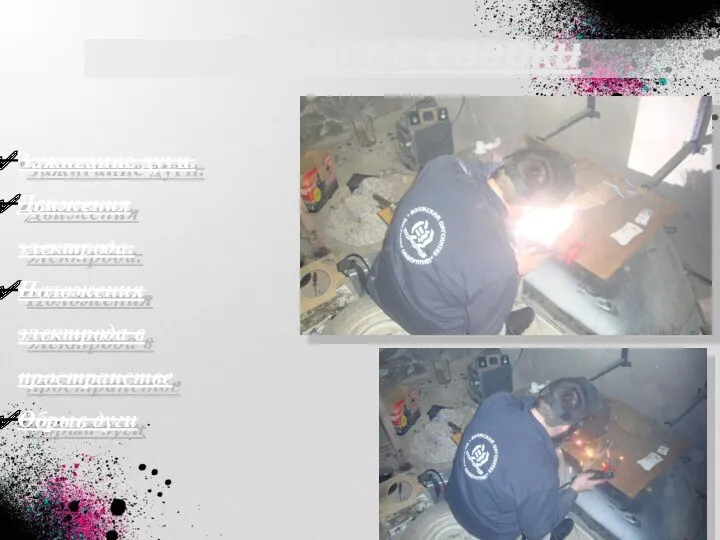
Процесс сварки
Зажигание дуги.
Движения электрода.
Положения электрода в пространстве
Обрыв дуги
Процесс сварки
Зажигание дуги.
Движения электрода.
Положения электрода в пространстве
Обрыв дуги

Контроль качества сварных швов
Виды дефектов:
Наружные.
Внутренние
Сквозные.
Контроль качества сварных швов
Виды дефектов:
Наружные.
Внутренние
Сквозные.
 Мастер Класс Декоративное Оформление Бутылок
Мастер Класс Декоративное Оформление Бутылок Модульное оригами
Модульное оригами Аргоновый, водородный, азотный баллон, описание устройства, их назначения и правила эксплуатации
Аргоновый, водородный, азотный баллон, описание устройства, их назначения и правила эксплуатации Газированная вода : польза или вред?
Газированная вода : польза или вред? Промышленный дизайн
Промышленный дизайн Творческие работы учеников 1б класса .Урок технологии тема Мозаика из бумаги 2 четверть
Творческие работы учеников 1б класса .Урок технологии тема Мозаика из бумаги 2 четверть 70 лет Победы на Курской дуге. События Великой Отечественной войны
70 лет Победы на Курской дуге. События Великой Отечественной войны Организм человека и его строение
Организм человека и его строение ПОРТФОЛИО воспитателя 1 квалификационной категории Вахромеевой Г.В.
ПОРТФОЛИО воспитателя 1 квалификационной категории Вахромеевой Г.В. Психолого-педагогическое сопровождение одарённых детей
Психолого-педагогическое сопровождение одарённых детей Классификация сталей. Термическая обработка сталей
Классификация сталей. Термическая обработка сталей Правила электробезопасности для детей
Правила электробезопасности для детей Общие сведения о сосудах. Типы сосудов. Передвижной сосуд
Общие сведения о сосудах. Типы сосудов. Передвижной сосуд Средства автоматизации и управления
Средства автоматизации и управления Простейшие. Корненожки. Радиолярии. Солнечники. Споровики. 7 класс
Простейшие. Корненожки. Радиолярии. Солнечники. Споровики. 7 класс Общая постановка задачи расчёта надёжности. Прямая и обратная задачи теории надёжности
Общая постановка задачи расчёта надёжности. Прямая и обратная задачи теории надёжности Пенсионный фонд России. Все о будущей пенсии для учебы и жизни
Пенсионный фонд России. Все о будущей пенсии для учебы и жизни презентация к уроку обобщения в 8 классе
презентация к уроку обобщения в 8 классе Город технических новинок и научных открытий
Город технических новинок и научных открытий Электромобиль Nissan Leaf
Электромобиль Nissan Leaf Государства мира. 10 класс.
Государства мира. 10 класс. Титов Герман Степанович
Титов Герман Степанович Презентация День защиты детей
Презентация День защиты детей Структура физических знаний
Структура физических знаний Уравнение. 5 класс
Уравнение. 5 класс 202Глобальная спутниковая навигационная система ГЛОНАСС. Современное состояние и перспективы развития
202Глобальная спутниковая навигационная система ГЛОНАСС. Современное состояние и перспективы развития юбилей Вовы
юбилей Вовы Путешествие по Евразии (5 класс)
Путешествие по Евразии (5 класс)