- Технология изготовления рамы под электродвигатель

Содержание
- 2. ПЕРМЯКОВ ДМИТРИЙ ПРОФЕССИЯ 15.01.05 «СВАРЩИК (ЭЛЕКТРОСВАРОЧНЫЕ И ГАЗОСВАРОЧНЫЕ РАБОТЫ)» ГРУППА СВ5
- 3. ПРОХОДИЛ ПРОИЗВОДСТВЕННУЮ ПРАКТИКУ КБЦ АО «ЕВРАЗ НТМК» Основными видами работ были: ремонт и обслуживание прокатного стана
- 4. ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ РАМЫ ПОД ЭЛЕКТРОДВИГАТЕЛЬ.
- 5. ЦЕЛЬ РАБОТЫ: РАЗРАБОТАТЬ ТЕХНОЛОГИЮ ИЗГОТОВЛЕНИЯ РАМЫ ПОД ЭЛЕКТРОДВИГАТЕЛЬ
- 6. ЗАДАЧИ: - проанализировать существующую литературу по данной теме; - изучить технологию изготовления данной конструкции; - подобрать
- 7. НАЗНАЧЕНИЕ МЕТАЛЛОКОНСТРУКЦИИ, ТЕХНИЧЕСКИЕ УСЛОВИЯ НА ОСНОВНОЙ МЕТАЛЛ Рама под электродвигатель предназначена для установки электродвигателей в колесобандажном
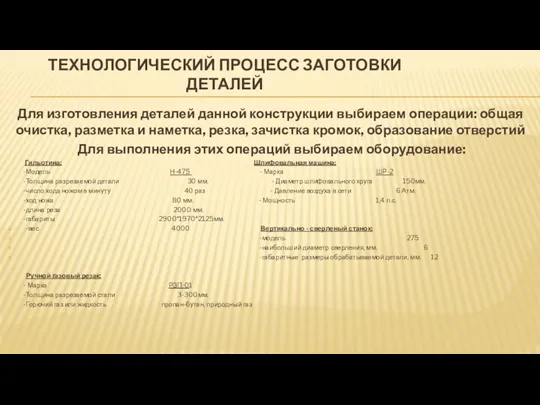
- 8. ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ЗАГОТОВКИ ДЕТАЛЕЙ Для изготовления деталей данной конструкции выбираем операции: общая очистка, разметка и наметка,
- 9. ВЫБОР СБОРОЧНО-СВАРОЧНОГО ОБОРУДОВАНИЯ И ПРИСПОСОБЛЕНИЙ Сборочно-сварочное оборудование является важной оснасткой сварочного производства. Оно должно удовлетворять следующим
- 10. Сварочный трансформатор: -Марка ТД-306У2 -Номинальный сварочный ток 315А -Пределы регулирования 100-300А -Номинальное рабочее напряжение 30В -Напряжение
- 11. ВЫБОР ВИДА СВАРКИ Для сварки данной конструкции выбираем наиболее целесообразный с технико-экономической точки зрения метод сварки
- 12. СВАРОЧНЫЕ МАТЕРИАЛЫ Э46 – МР-3 - Ø – УД Е 430(3) – РБ23 -Э46-тип электрода, предел
- 13. МЕРОПРИЯТИЯ ПО БОРЬБЕ С ДЕФОРМАЦИЯМИ И НАПРЯЖЕНИЯМИ Мероприятия можно разделить на конструкционные и технологические. Под конструкционными
- 14. КОНТРОЛЬ КАЧЕСТВА Контроль качества бывает для наружных и внутренних дефектов, универсальный, специальный, разрушающий, неразрушающий. Наружные дефекты
- 15. РЕЖИМЫ СВАРКИ Согласно чертежа конструкции метал толщиной 20мм., катет шва выбран по наименьшей толщине свариваемых элементов
- 16. РАСЧЕТ НОРМ ВРЕМЕНИ Производится по формуле t осн. = Gнм/αн•I,ч Gнм -вес наплавленного металла в граммах;
- 17. РАСЧЕТ РАСХОДА ЭЛЕКТРОДОВ Расчет производится по формуле: Q=Gнм • А, кВт/ч G нм Производится по формуле:
- 18. РАСЧЕТ РАСХОДА ЭЛЕКТРОЭНЕРГИИ Расчет производится по формуле: Q=Gнм • А, [кВт/ч] Gнм - вес наплавленного металла
- 19. ТЕХНИКА БЕЗОПАСНОСТИ И ПРОТИВОПОЖАРНЫЕ МЕРОПРИЯТИЯ При производстве сварочных работ возможно: - поражение электрическим током; - ожоги
- 20. ЗАКЛЮЧЕНИЕ Итогом работ является подбор технологии сборки и сварки рамы под электродвигатель, которая применяется в условиях
- 22. Скачать презентацию
ПЕРМЯКОВ ДМИТРИЙ
ПРОФЕССИЯ 15.01.05 «СВАРЩИК (ЭЛЕКТРОСВАРОЧНЫЕ И ГАЗОСВАРОЧНЫЕ РАБОТЫ)» ГРУППА СВ5
ПЕРМЯКОВ ДМИТРИЙ
ПРОФЕССИЯ 15.01.05 «СВАРЩИК (ЭЛЕКТРОСВАРОЧНЫЕ И ГАЗОСВАРОЧНЫЕ РАБОТЫ)» ГРУППА СВ5
ПРОХОДИЛ ПРОИЗВОДСТВЕННУЮ ПРАКТИКУ КБЦ АО «ЕВРАЗ НТМК»
Основными видами работ
ПРОХОДИЛ ПРОИЗВОДСТВЕННУЮ ПРАКТИКУ КБЦ АО «ЕВРАЗ НТМК»
Основными видами работ

ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ РАМЫ ПОД ЭЛЕКТРОДВИГАТЕЛЬ.
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ РАМЫ ПОД ЭЛЕКТРОДВИГАТЕЛЬ.
ЦЕЛЬ РАБОТЫ: РАЗРАБОТАТЬ ТЕХНОЛОГИЮ ИЗГОТОВЛЕНИЯ РАМЫ ПОД ЭЛЕКТРОДВИГАТЕЛЬ
ЦЕЛЬ РАБОТЫ: РАЗРАБОТАТЬ ТЕХНОЛОГИЮ ИЗГОТОВЛЕНИЯ РАМЫ ПОД ЭЛЕКТРОДВИГАТЕЛЬ
ЗАДАЧИ:
- проанализировать существующую литературу по данной теме;
- изучить технологию изготовления данной
ЗАДАЧИ:
- проанализировать существующую литературу по данной теме;
- изучить технологию изготовления данной
НАЗНАЧЕНИЕ МЕТАЛЛОКОНСТРУКЦИИ,
ТЕХНИЧЕСКИЕ УСЛОВИЯ НА ОСНОВНОЙ МЕТАЛЛ
Рама под электродвигатель предназначена для
НАЗНАЧЕНИЕ МЕТАЛЛОКОНСТРУКЦИИ,
ТЕХНИЧЕСКИЕ УСЛОВИЯ НА ОСНОВНОЙ МЕТАЛЛ
Рама под электродвигатель предназначена для
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ЗАГОТОВКИ ДЕТАЛЕЙ
Для изготовления деталей данной конструкции выбираем операции: общая
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ЗАГОТОВКИ ДЕТАЛЕЙ
Для изготовления деталей данной конструкции выбираем операции: общая
ВЫБОР СБОРОЧНО-СВАРОЧНОГО ОБОРУДОВАНИЯ И ПРИСПОСОБЛЕНИЙ
Сборочно-сварочное оборудование является важной оснасткой сварочного производства.
ВЫБОР СБОРОЧНО-СВАРОЧНОГО ОБОРУДОВАНИЯ И ПРИСПОСОБЛЕНИЙ
Сборочно-сварочное оборудование является важной оснасткой сварочного производства.
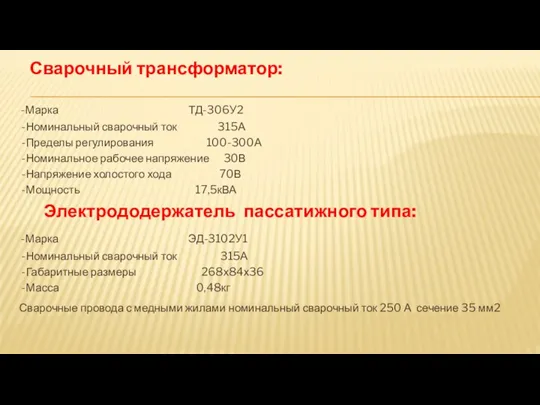
Сварочный трансформатор:
-Марка ТД-306У2
-Номинальный сварочный ток 315А
-Пределы регулирования 100-300А
Сварочный трансформатор:
-Марка ТД-306У2
-Номинальный сварочный ток 315А
-Пределы регулирования 100-300А
ВЫБОР ВИДА СВАРКИ
Для сварки данной конструкции выбираем наиболее целесообразный с технико-экономической
ВЫБОР ВИДА СВАРКИ
Для сварки данной конструкции выбираем наиболее целесообразный с технико-экономической
СВАРОЧНЫЕ МАТЕРИАЛЫ
Э46 – МР-3 - Ø – УД
Е 430(3) – РБ23
-Э46-тип
СВАРОЧНЫЕ МАТЕРИАЛЫ
Э46 – МР-3 - Ø – УД
Е 430(3) – РБ23
-Э46-тип
МЕРОПРИЯТИЯ ПО БОРЬБЕ С ДЕФОРМАЦИЯМИ И НАПРЯЖЕНИЯМИ
Мероприятия можно разделить на конструкционные
МЕРОПРИЯТИЯ ПО БОРЬБЕ С ДЕФОРМАЦИЯМИ И НАПРЯЖЕНИЯМИ
Мероприятия можно разделить на конструкционные
КОНТРОЛЬ КАЧЕСТВА
Контроль качества бывает для наружных и внутренних дефектов, универсальный, специальный,
КОНТРОЛЬ КАЧЕСТВА
Контроль качества бывает для наружных и внутренних дефектов, универсальный, специальный,
РЕЖИМЫ СВАРКИ
Согласно чертежа конструкции метал толщиной 20мм., катет шва выбран по
РЕЖИМЫ СВАРКИ
Согласно чертежа конструкции метал толщиной 20мм., катет шва выбран по
РАСЧЕТ НОРМ ВРЕМЕНИ
Производится по формуле t осн. = Gнм/αн•I,ч
Gнм -вес
РАСЧЕТ НОРМ ВРЕМЕНИ
Производится по формуле t осн. = Gнм/αн•I,ч
Gнм -вес
РАСЧЕТ РАСХОДА ЭЛЕКТРОДОВ
Расчет производится по формуле:
Q=Gнм • А, кВт/ч
G нм Производится
РАСЧЕТ РАСХОДА ЭЛЕКТРОДОВ
Расчет производится по формуле:
Q=Gнм • А, кВт/ч
G нм Производится
РАСЧЕТ РАСХОДА ЭЛЕКТРОЭНЕРГИИ
Расчет производится по формуле:
Q=Gнм • А, [кВт/ч]
Gнм
РАСЧЕТ РАСХОДА ЭЛЕКТРОЭНЕРГИИ
Расчет производится по формуле:
Q=Gнм • А, [кВт/ч]
Gнм
ТЕХНИКА БЕЗОПАСНОСТИ И ПРОТИВОПОЖАРНЫЕ МЕРОПРИЯТИЯ
При производстве сварочных работ возможно:
- поражение электрическим
ТЕХНИКА БЕЗОПАСНОСТИ И ПРОТИВОПОЖАРНЫЕ МЕРОПРИЯТИЯ
При производстве сварочных работ возможно:
- поражение электрическим
ЗАКЛЮЧЕНИЕ
Итогом работ является подбор технологии сборки и сварки рамы под электродвигатель,
ЗАКЛЮЧЕНИЕ
Итогом работ является подбор технологии сборки и сварки рамы под электродвигатель,
 Внеклассное мероприятие Звёздный час
Внеклассное мероприятие Звёздный час Физические качества и их развитие
Физические качества и их развитие оригинальные технологии
оригинальные технологии Артур Конан Дойль. Появление Шерлока Холмса
Артур Конан Дойль. Появление Шерлока Холмса Программа экспериментальной работы по естественнонаучному воспитанию младших школьников.
Программа экспериментальной работы по естественнонаучному воспитанию младших школьников. Кодекс этической деятельности педагога
Кодекс этической деятельности педагога Курская битва
Курская битва Приставка контактная KO1-DN11
Приставка контактная KO1-DN11 презентация к уроку в 8 классе Построение модели невидимого объекта. Возникновение в науке теоретических представлений о веществе и химической реакции.
презентация к уроку в 8 классе Построение модели невидимого объекта. Возникновение в науке теоретических представлений о веществе и химической реакции. Игровые технологии в ДОУ
Игровые технологии в ДОУ Реклама програми Power Point
Реклама програми Power Point Ритмика-4-е классы
Ритмика-4-е классы Формирование информационной культуры личности
Формирование информационной культуры личности Презентация к родительскому собранию Путь к толерантности
Презентация к родительскому собранию Путь к толерантности Online - технологии для повышения эффективности бизнеса. Секреты успеха
Online - технологии для повышения эффективности бизнеса. Секреты успеха Категория Электрика
Категория Электрика Опыт работы кл. рук 1
Опыт работы кл. рук 1 Мешочек для новогоднего подарка
Мешочек для новогоднего подарка Социо-игровая технология в работе ДОУ
Социо-игровая технология в работе ДОУ Наибольший общий делитель
Наибольший общий делитель Золотая цепь святости в культуре родного Подмосковья
Золотая цепь святости в культуре родного Подмосковья Великая Отечественная Война
Великая Отечественная Война Биологиялық ұлпалардың дыбыспен әрекеттесуінің физикалық негізі. Медицинада ультрадыбыстық зерттеулерді қолдану
Биологиялық ұлпалардың дыбыспен әрекеттесуінің физикалық негізі. Медицинада ультрадыбыстық зерттеулерді қолдану Становление парламентаризма
Становление парламентаризма История города Павлово
История города Павлово Жилищное законодательство РФ
Жилищное законодательство РФ Die Beschreibungs eines Fotos
Die Beschreibungs eines Fotos Өндірістік іс-сана
Өндірістік іс-сана