Технология изготовления высоконагруженного железнодорожного рельса из заэвтектоидной стали и изучение дефектов головки рельса презентация
- Технология изготовления высоконагруженного железнодорожного рельса из заэвтектоидной стали и изучение дефектов головки рельса

Содержание
- 2. Железнодорожный рельс типа Р65
- 3. Химический состав стали марки К90АФ
- 4. Схема технологического цикла изготовления рельсов
- 5. Схема технологического цикла изготовления рельсов
- 6. Улучшение геометрии и однородности структуры материала рельсов при универсальной прокатке
- 7. График циклического сфероидизирующего отжига с закалкой головки рельса с индукционного нагрева ТВЧ
- 8. Разрушение сплошной цементитной сетки и её сфероидизация этап 1-7 этап 1-3 этап 1-11 этап 1-15 1
- 9. Сфероидизация основной карбидной фазы - перлита этап 1-7 этап 1-15 этап 1-11 6 7 8 9
- 10. Структура металла закалённого слоя головки рельса после циклического сфероидизирующего отжига и закалки с нагрева ТВЧ 10
- 11. Результаты расчётов режимов двойной термической обработки Полное время процесса термической обработки: 1527 мин ~ 25,5 ч
- 12. Механические свойства металла рельсов при термообработке
- 13. Технология неразрушающего контроля рельсов в потоке Лазерно-оптическое измерение с высокой разрешающей способностью; Тестирование поверхности методом вихревого
- 14. Дефекты головки рельса, связанные с нарушением технологии процесса термической обработки Отслоение и выкрашивание металла на поверхности
- 15. Дефекты головки рельса, связанные с нарушением технологии процесса термической обработки Закалочные трещины в закалённом слое металла
- 17. Скачать презентацию
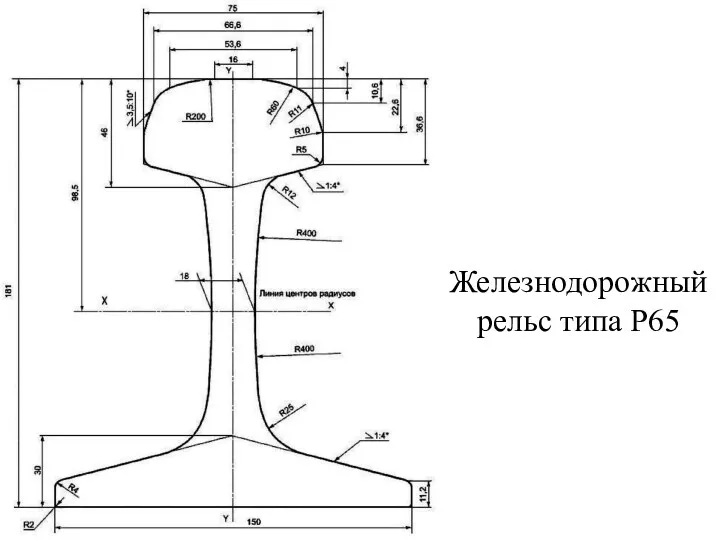
Железнодорожный рельс типа Р65
Железнодорожный рельс типа Р65
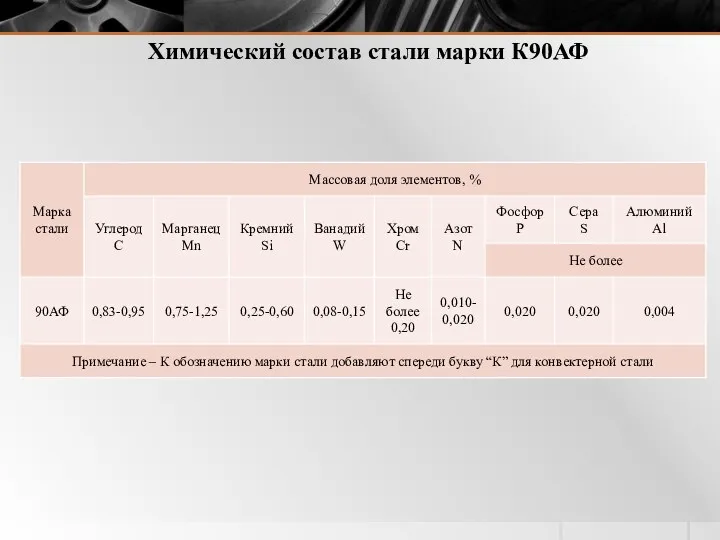
Химический состав стали марки К90АФ
Химический состав стали марки К90АФ
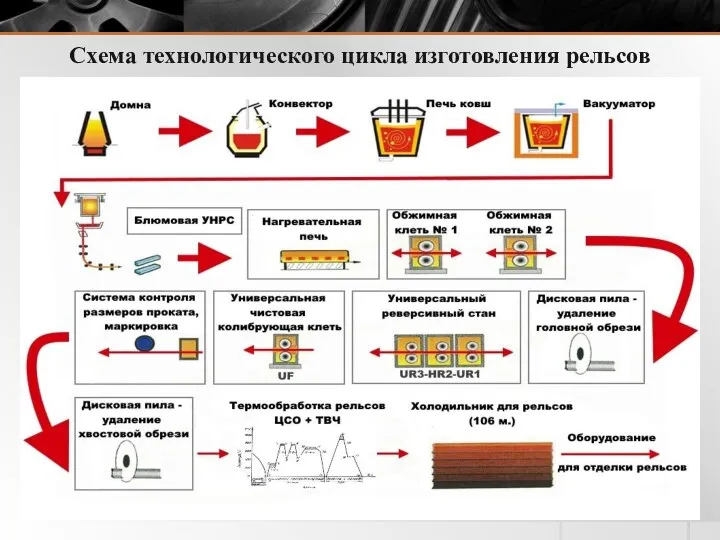
Схема технологического цикла изготовления рельсов
Схема технологического цикла изготовления рельсов

Схема технологического цикла изготовления рельсов
Схема технологического цикла изготовления рельсов
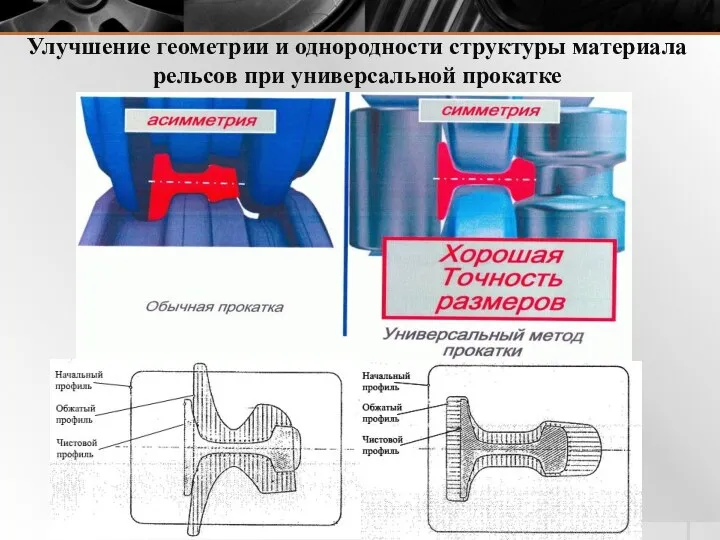
Улучшение геометрии и однородности структуры материала рельсов при универсальной прокатке
Улучшение геометрии и однородности структуры материала рельсов при универсальной прокатке
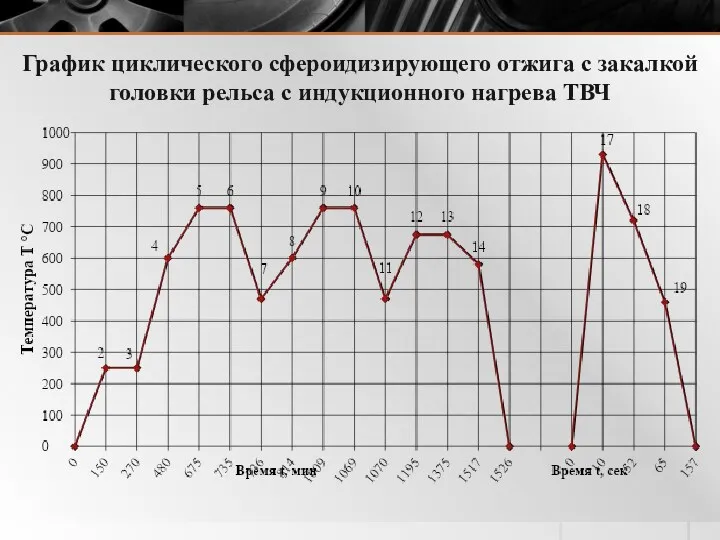
График циклического сфероидизирующего отжига с закалкой головки рельса с индукционного нагрева
График циклического сфероидизирующего отжига с закалкой головки рельса с индукционного нагрева
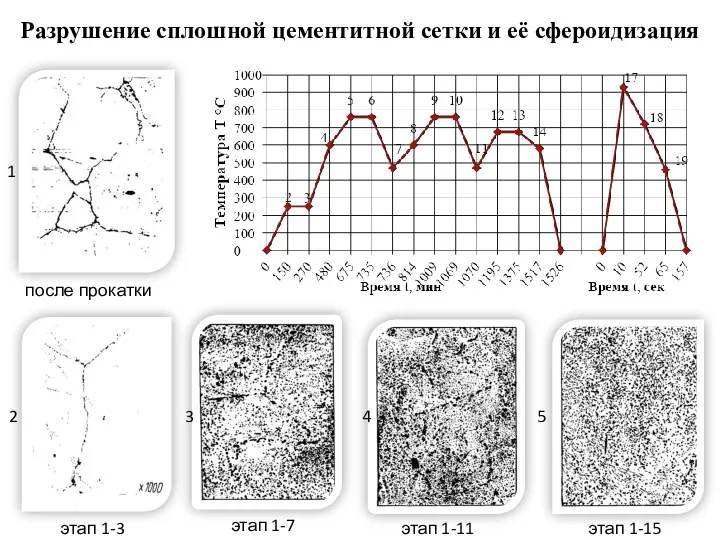
Разрушение сплошной цементитной сетки и её сфероидизация
этап 1-7
этап 1-3
этап 1-11
этап 1-15
1
2
3
4
5
после
Разрушение сплошной цементитной сетки и её сфероидизация
этап 1-7
этап 1-3
этап 1-11
этап 1-15
1
2
3
4
5
после
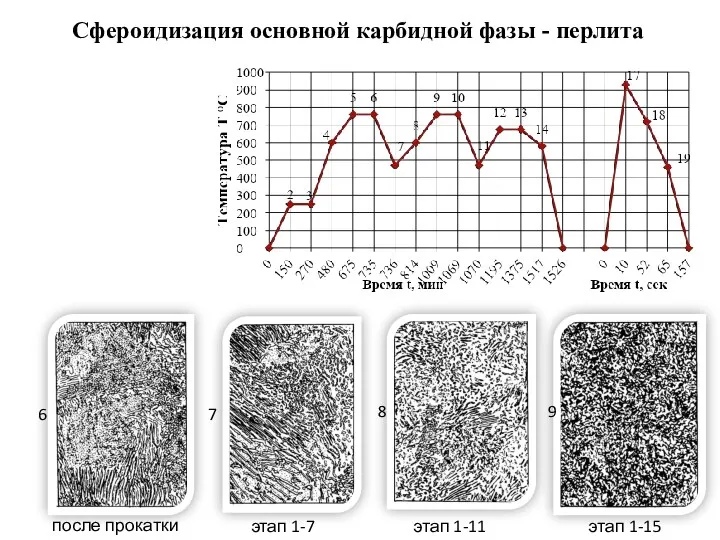
Сфероидизация основной карбидной фазы - перлита
этап 1-7
этап 1-15
этап 1-11
6
7
8
9
после прокатки
Сфероидизация основной карбидной фазы - перлита
этап 1-7
этап 1-15
этап 1-11
6
7
8
9
после прокатки
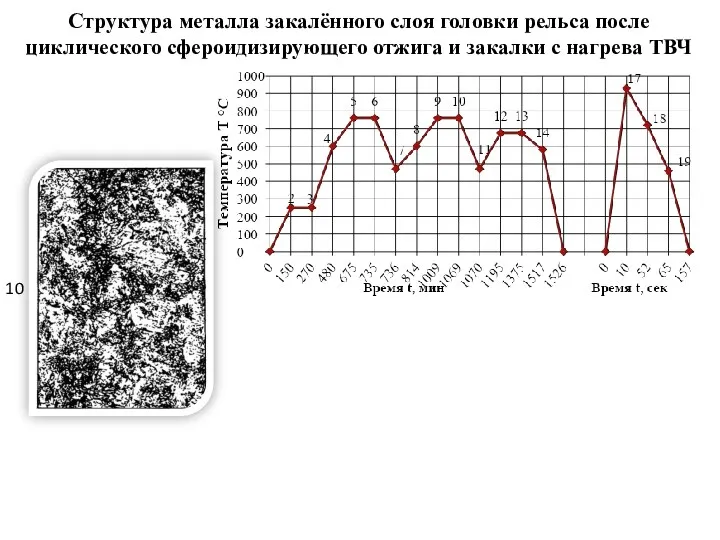
Структура металла закалённого слоя головки рельса после циклического сфероидизирующего отжига и
Структура металла закалённого слоя головки рельса после циклического сфероидизирующего отжига и
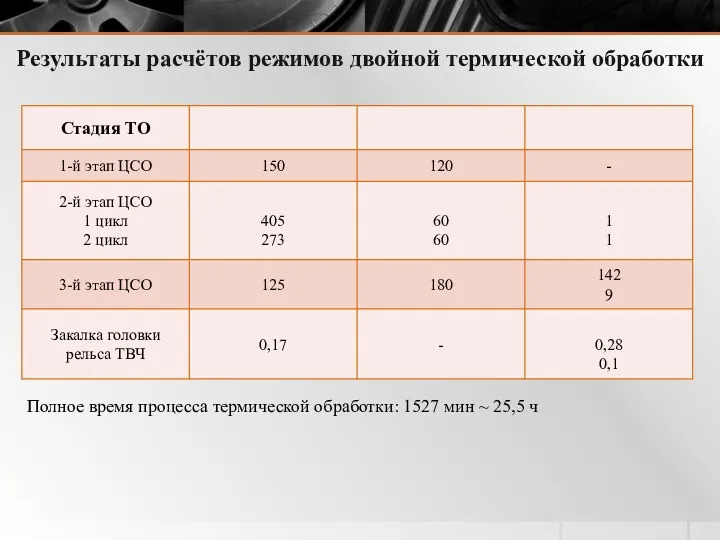
Результаты расчётов режимов двойной термической обработки
Полное время процесса термической обработки: 1527
Результаты расчётов режимов двойной термической обработки
Полное время процесса термической обработки: 1527
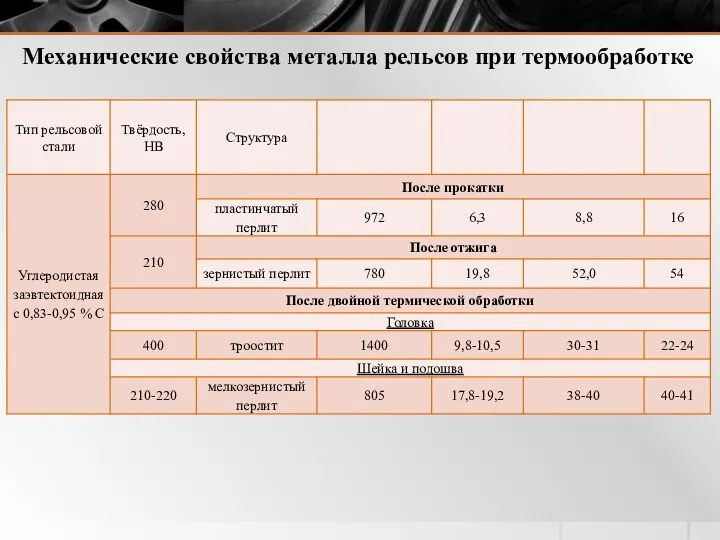
Механические свойства металла рельсов при термообработке
Механические свойства металла рельсов при термообработке
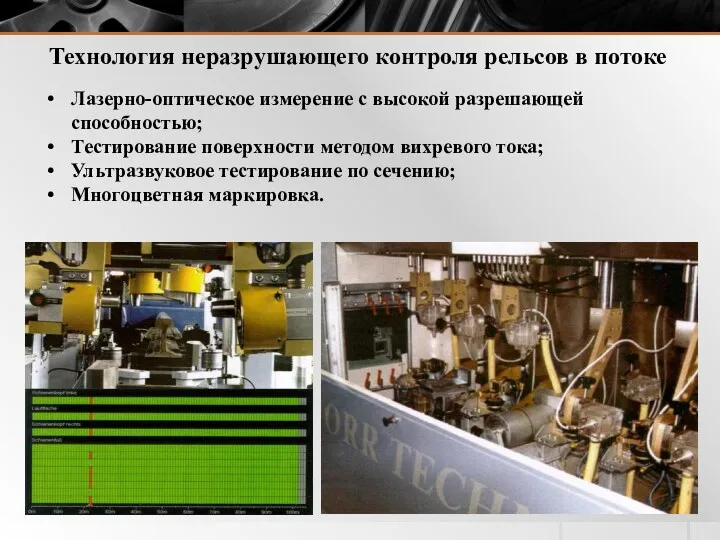
Технология неразрушающего контроля рельсов в потоке
Лазерно-оптическое измерение с высокой разрешающей способностью;
Тестирование
Технология неразрушающего контроля рельсов в потоке
Лазерно-оптическое измерение с высокой разрешающей способностью;
Тестирование

Дефекты головки рельса, связанные с нарушением технологии процесса термической обработки
Отслоение и
Дефекты головки рельса, связанные с нарушением технологии процесса термической обработки
Отслоение и

Дефекты головки рельса, связанные с нарушением технологии процесса термической обработки
Закалочные трещины
Дефекты головки рельса, связанные с нарушением технологии процесса термической обработки
Закалочные трещины
 Компьютерное зрение: плюсы и минусы
Компьютерное зрение: плюсы и минусы Қан тамырлар жуйеси. Жүрек құрылысы
Қан тамырлар жуйеси. Жүрек құрылысы Холера. Определение. Характеристика
Холера. Определение. Характеристика Витамины - наши друзья
Витамины - наши друзья Методика расследования изнасилований
Методика расследования изнасилований Презентация занятия в подготовительной логопедической группе Весенний праздник птиц
Презентация занятия в подготовительной логопедической группе Весенний праздник птиц Презентация по теме Вредные привычки
Презентация по теме Вредные привычки Общая синдесмология
Общая синдесмология Средства автоматизации
Средства автоматизации Идеальный учитель - какой он?
Идеальный учитель - какой он? Медиахолдинг ЦСК
Медиахолдинг ЦСК Сучасний стан розвитку міжконфесійних відносин в Україні та світі
Сучасний стан розвитку міжконфесійних відносин в Україні та світі Методы решения научно-технических задач в строительстве
Методы решения научно-технических задач в строительстве Клиника и патогенез аутоиммунного гепатита
Клиника и патогенез аутоиммунного гепатита Позитивное мышление
Позитивное мышление Где находится/ находятся …?
Где находится/ находятся …? Игорь Кио
Игорь Кио Шаблон презентации УМНИК 2016
Шаблон презентации УМНИК 2016 Международный день грамотности
Международный день грамотности Трактори, які використовуються у лісовому господарстві. Лекція №1
Трактори, які використовуються у лісовому господарстві. Лекція №1 Презентация к празднику День матери Диск
Презентация к празднику День матери Диск Экология. Среда обитания и факторы среды. Закономерности действия факторов среды на организм человека
Экология. Среда обитания и факторы среды. Закономерности действия факторов среды на организм человека Солнечная система, естествознание, 5 класс
Солнечная система, естествознание, 5 класс Защита линий электропередачи с двухсторонним питанием, генераторов и трансформаторов
Защита линий электропередачи с двухсторонним питанием, генераторов и трансформаторов Иван Сергеевич Тургенев 1818-1883
Иван Сергеевич Тургенев 1818-1883 Презентация Задачи и содержание педагогической диагностики индивидуального развития дошкольников в соответствии с требованиями ФГОС дошкольного образования
Презентация Задачи и содержание педагогической диагностики индивидуального развития дошкольников в соответствии с требованиями ФГОС дошкольного образования Презентация к уроку по теме Антарктида.
Презентация к уроку по теме Антарктида. Конспект НОД по формированию основ экологической культуры для второй младшей группы: Есть чудесная водица
Конспект НОД по формированию основ экологической культуры для второй младшей группы: Есть чудесная водица