- Технология машиностроения

Содержание
- 2. Цель изучения дисциплины обучение студентов осознанному применению методов разработки технологических процессов изготовления машин в условиях автоматизированного
- 3. Задачи изучения дисциплины : овладение методами разработки технологических процессов сборки и изготовления деталей любого типа в
- 4. Виды технологических процессов (по степени унификации) Классификация технологических процессов
- 5. Единичный ТП – технологический процесс, относящийся к изделиям одного наименования, типоразмера и исполнения, независимо от типа
- 6. Исходные данные для проектирования ТП изготовления деталей
- 7. Дополнительная руководящая и справочная информация стандарты ЕСТПП и ЕСТД; каталоги прогрессивного технологического оборудования и оснастки; материалы
- 8. На проектирование технологического процесса изготовления детали и его особенности оказывает влияние тип детали
- 9. Корпусная деталь
- 10. Вал ступенчатый
- 11. Фланец
- 12. Основные этапы разработки ТП
- 13. Основные этапы разработки ТП (продолжение)
- 14. Основные этапы разработки ТП (окончание)
- 15. Анализ исходных данных включает: анализ чертежей, изучение и корректировку (при необходимости) технических требований к деталям; формулировку
- 16. При анализе чертежа детали проверяют, содержит ли чертеж все сведения о детали (необходимые проекции, разрезы и
- 17. Три группы размеров (на чертежах деталей, исходные заготовки которых изготавливаются штамповкой, ковкой или отливкой с последующей
- 18. Для деталей, изготавливаемых на станках с ЧПУ с учетом требований программирования простановка размеров должна выполняться: в
- 19. Пример простановки размеров контура детали, изготавливаемой на станке с ЧПУ
- 20. Анализ технологичности конструкции изделия Качественная Под технологичностью конструкции следует понимать придание изделию (машине, детали) такой конструктивной
- 21. При качественной оценке технологичности конструкции детали определяется: простота конструкции детали; степень унификации геометрических элементов в конструкции;
- 22. Количественная оценка технологичности может быть выражена числовыми показателями Средний квалитет точности Средняя шероховатость
- 23. По точности конструкция детали технологична
- 24. По шероховатости конструкция детали технологична
- 25. Формулировка технических задач по точности обработки определяет: структуру технологического процесса; применяемое оборудование; используемую оснастку; квалификацию исполнителя
- 26. Определение типа производства Типы производства
- 27. Производственная партия – это группа заготовок одного наименования и типоразмера, запускаемых в обработку одновременно или непрерывно
- 28. Такт выпуска – это интервал времени, через который периодически производится выпуск изделий определенного наименования Размер такта
- 29. Концентрация и дифференциация операций Концентрацией (укрупнением) операций называется соединение нескольких простых технологических переходов в одну сложную
- 30. Достоинства концентрации операций повышается точность взаимного расположения поверхностей, обрабатываемых при одном установе; повышается производительность обработки за
- 31. Достоинства концентрации операций (окончание) сокращается длительность производственного цикла а, следовательно, и объем незавершенного производства, что приводит
- 32. Достоинства дифференциации операций связаны с возможностью отделения сложной и точной чистовой обработки, требующей высокой квалификации рабочих
- 33. Связь степени концентрации и дифференциации операций с типом и серийностью производства и с конкретными производственными условиями
- 34. В условиях крупносерийного и массового производств применяется дифференциация операций на конвейерных автоматических линиях, состоящих из простых
- 35. Анализ производственной обстановки Выбирается то оборудование, которое необходимо для изготовления детали. Выбор оборудования проводится с учетом
- 36. Анализ производственной обстановки (окончание) Проектирование технологических процессов проводится с учетом распределения оборудования по цехам и участкам.
- 37. Определение класса детали Валы Классом называется совокупность деталей, характеризуемых общностью технологических задач, решаемых в условиях определенной
- 38. Пример классификации ступенчатых валов
- 39. Типовые технологические процессы механической обработки ступенчатых валов в серийном производстве
- 40. Типовые технологические процессы механической обработки ступенчатых валов в серийном производстве
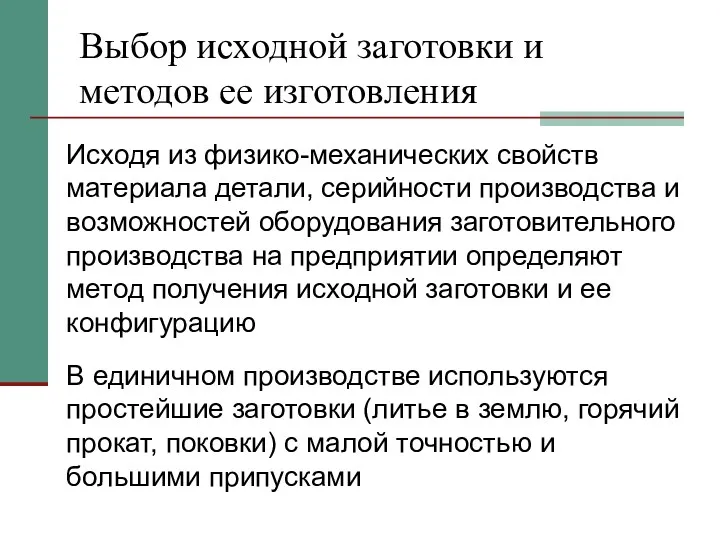
- 41. Выбор исходной заготовки и методов ее изготовления Исходя из физико-механических свойств материала детали, серийности производства и
- 42. В серийном производстве в качестве исходных заготовок используется горячий и холодный прокат, литье в землю и
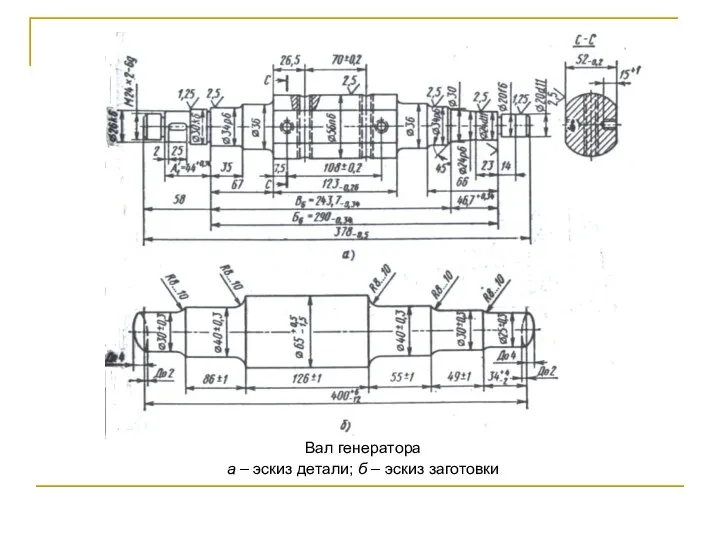
- 43. Вал генератора а – эскиз детали; б – эскиз заготовки
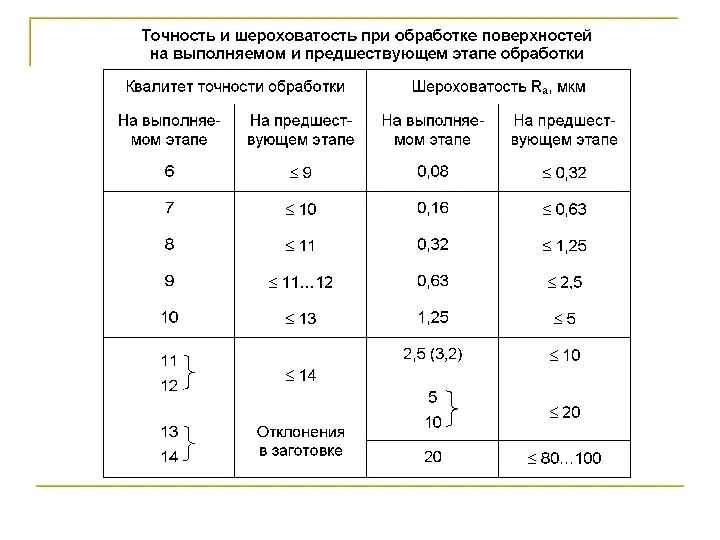
- 44. Определение планов обработки поверхностей необходимое количество этапов обработки поверхности; План обработки поверхности определяет: методы обработки, используемые
- 46. ∅80h8, Ra = 2,5 мкм – чистовое точение; План обработки наружной цилиндрической поверх-ности ∅80h8, Ra =
- 47. Планы обработки поверхностей можно представить таблично, предварительно разбив деталь на элементы вращения (ЭВi) и плоскостные элементы
- 49. заготовительного (штамповочного); токарного чернового; токарного получистового; токарного чистового; сверлильного. При этом можно принять указанную последовательность выполнения
- 50. Составление технологического маршрута с выбором технологических баз Множество элементов разделяют на подмножества, изготовление которых связано с
- 51. Составление технологического маршрута с выбором технологических баз (окончание) Для каждой операции механической обработки назначают схему базирования
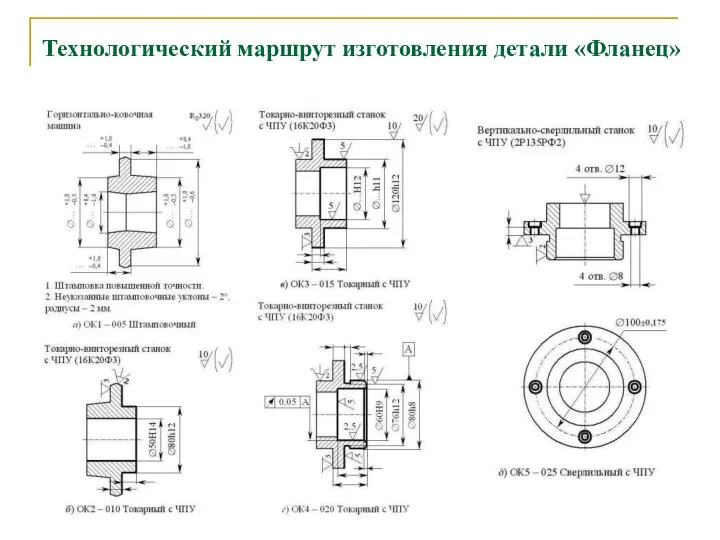
- 52. Технологический маршрут изготовления детали «Фланец»
- 53. Размерно-точностной анализ ТП При проектировании технологических процессов для автоматического и полуавтоматического оборудования (полуавтоматов, автоматов, автоматических линий,
- 54. Схема линейных размеров и результаты расчета
- 55. Схема биений
- 57. Технологический процесс изготовления детали «Фланец»
- 58. Разработка технологических операций определяется перечень и количество инструментов, необходимых для обработки заготовки; При проектировании операций ТП
- 59. Разработка технологических операций (окончание) проектируется схема наладки станка; разрабатываются траектории движения инструментов и расчетно-технологические карты; проводится
- 60. Нормирование технологического процесса Техническое нормирование в широком смысле этого понятия представляет собой установление обоснованных норм расхода
- 61. Методы нормирования труда Опытно-статистический метод. Расчетно-аналитический метод (техническое нормирование). Опытно-статистический метод и метод укрупненного нормирования используются
- 62. Опытно-статистический метод Опытно-статистический метод не предполагает аналитического расчета трудоемкости отдельных элементов выполняемой работы и их суммирования.
- 63. Недостатки опытно-статистического метода узаконивают на будущее существовавшие в прошлом недостатки в технологии и организации труда и
- 64. Метод укрупненного нормирования В условиях единичного и мелкосерийного производств экономически нецелесообразно расчленять операции на дифференциро-ванные элементы
- 65. Задачи расчетно-аналитического метода (технического нормирования) выявление резервов рабочего времени; улучшение организации труда на предприятии; установление правильной
- 66. Технически обоснованная норма времени (техническая норма) – это время, необходимое для выполнения единицы работы, установленное расчетом
- 67. экономически целесообразное в данных условиях отделение основной работы от подготовительной и вспомогательной; Под правильной организацией труда
- 68. определения требуемого количества и загрузки оборудования; Технические нормы служат основой для: определения производственной мощности участков и
- 69. Достоинства предусматривают использование передового производственного опыта, а также более полное использование имеющихся средств производства и рабочего
- 70. Достоинства являются однородными по жесткости, что исключает появление неоправданно высокой или чрезмерно низкой оплаты труда, в
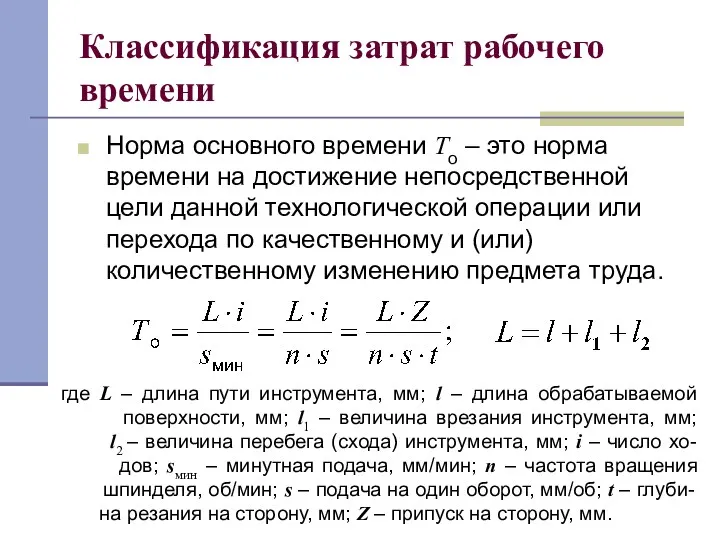
- 71. Классификация затрат рабочего времени Норма основного времени То – это норма времени на достижение непосредственной цели
- 72. Норма вспомогательного времени Тв – это норма времени на осуществление действий, создающих возможность выполнения основной работы,
- 73. Топ = То + Тв ручным; Классификация затрат рабочего времени (продолжение) Вспомогательное время бывает: Норма оперативного
- 74. Время технического обслуживания Ттех – это время, затрачиваемое на уход за рабочим местом (оборудованием) в течение
- 75. Время на личные потребности Тотд – это часть штучного времени, затрачиваемая человеком на личные потребности и
- 76. Норма подготовительно-заключительного времени Тп-з – это норма времени на подготовку рабочих и средств производства к выполнению
- 77. получение материалов, инструментов, приспособлений, технологической документации и наряда на работу; Классификация затрат рабочего времени (продолжение) Норма
- 79. Скачать презентацию

Цель изучения дисциплины
обучение студентов осознанному применению методов разработки технологических процессов изготовления
Цель изучения дисциплины
обучение студентов осознанному применению методов разработки технологических процессов изготовления
Задачи изучения дисциплины :
овладение методами разработки технологических процессов сборки и изготовления
Задачи изучения дисциплины :
овладение методами разработки технологических процессов сборки и изготовления
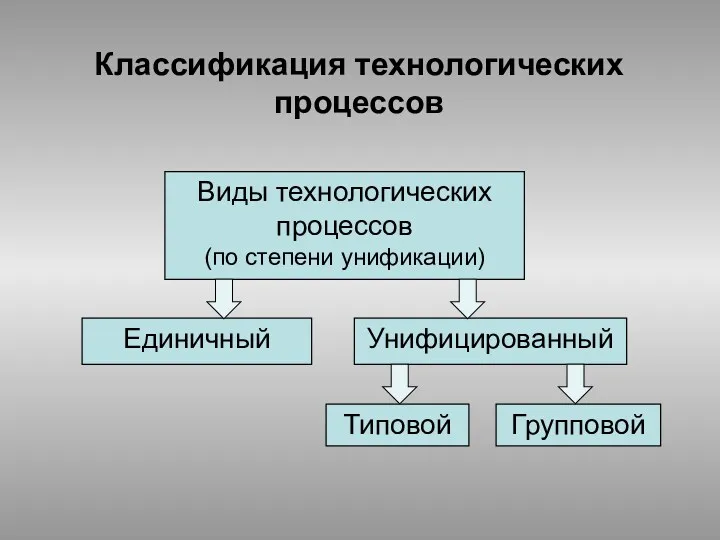
Виды технологических процессов
(по степени унификации)
Классификация технологических процессов
Виды технологических процессов
(по степени унификации)
Классификация технологических процессов
Единичный ТП – технологический процесс, относящийся к изделиям одного наименования, типоразмера
Единичный ТП – технологический процесс, относящийся к изделиям одного наименования, типоразмера
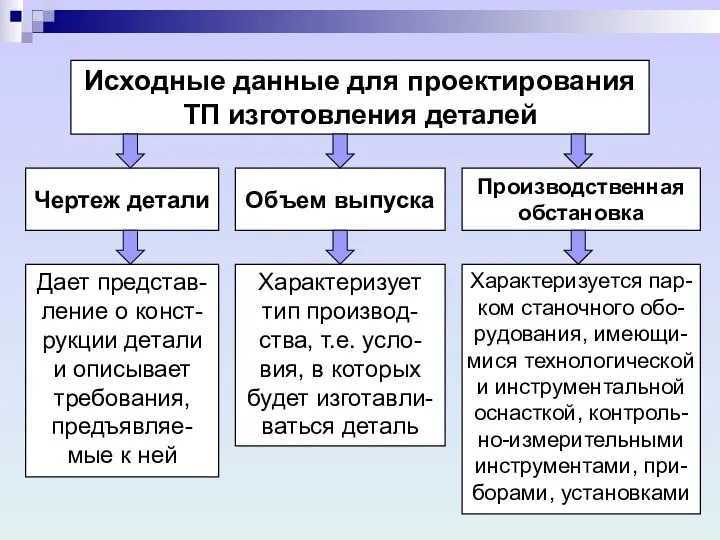
Исходные данные для проектирования ТП изготовления деталей
Исходные данные для проектирования ТП изготовления деталей
Дополнительная руководящая
и справочная информация
стандарты ЕСТПП и ЕСТД;
каталоги прогрессивного технологического оборудования и
Дополнительная руководящая
и справочная информация
стандарты ЕСТПП и ЕСТД;
каталоги прогрессивного технологического оборудования и

На проектирование технологического процесса изготовления детали и его особенности оказывает влияние
На проектирование технологического процесса изготовления детали и его особенности оказывает влияние

Корпусная деталь
Корпусная деталь
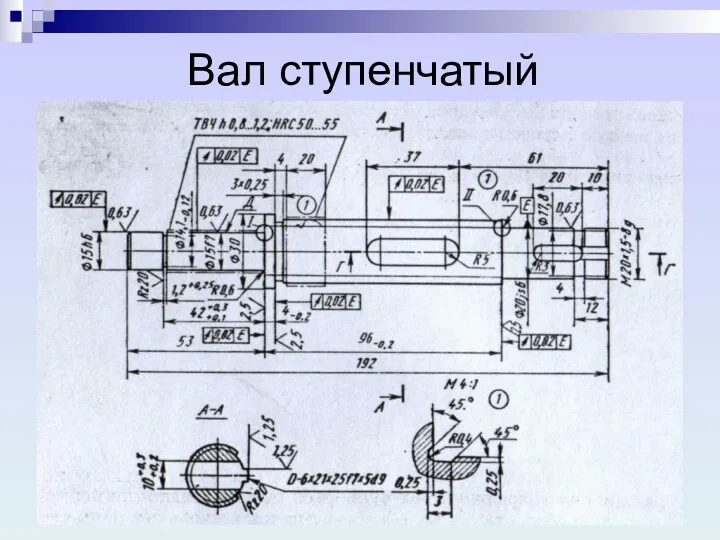
Вал ступенчатый
Вал ступенчатый
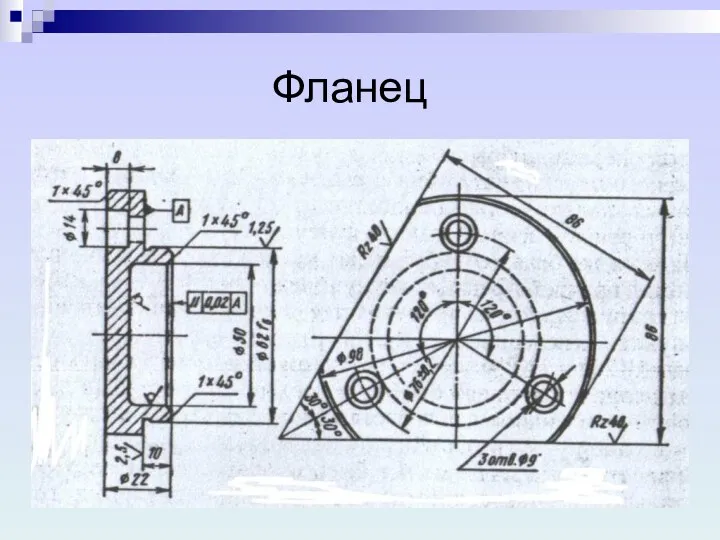
Фланец
Фланец

Основные этапы разработки ТП
Основные этапы разработки ТП
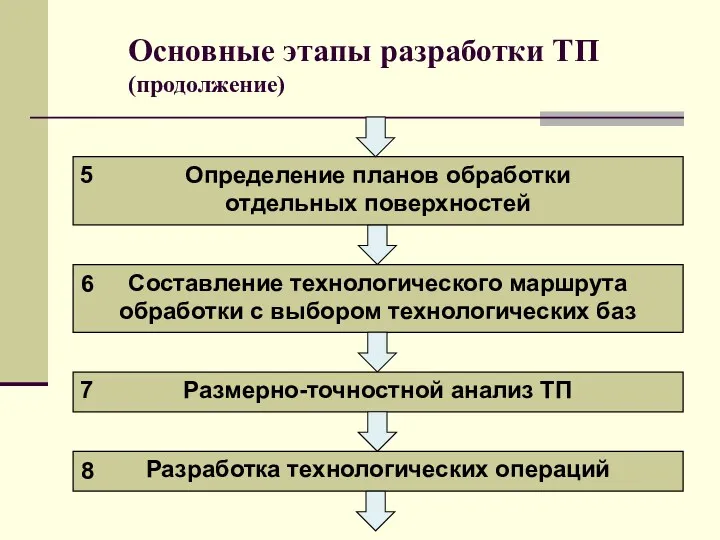
Основные этапы разработки ТП (продолжение)
Основные этапы разработки ТП (продолжение)

Основные этапы разработки ТП (окончание)
Основные этапы разработки ТП (окончание)
Анализ исходных данных включает:
анализ чертежей, изучение и корректировку (при необходимости) технических
Анализ исходных данных включает:
анализ чертежей, изучение и корректировку (при необходимости) технических
При анализе чертежа детали
проверяют, содержит ли чертеж все сведения о детали
При анализе чертежа детали
проверяют, содержит ли чертеж все сведения о детали
Три группы размеров (на чертежах деталей, исходные заготовки которых изготавливаются штамповкой,
Три группы размеров (на чертежах деталей, исходные заготовки которых изготавливаются штамповкой,
Для деталей, изготавливаемых на станках с ЧПУ с учетом требований программирования
Для деталей, изготавливаемых на станках с ЧПУ с учетом требований программирования
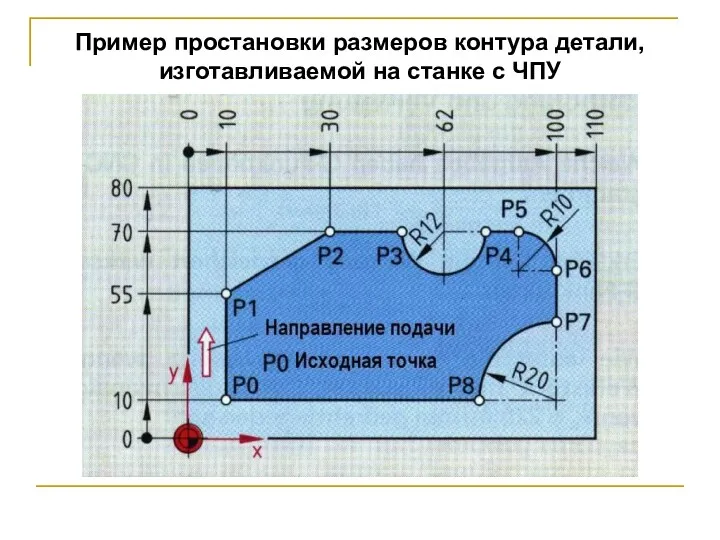
Пример простановки размеров контура детали, изготавливаемой на станке с ЧПУ
Пример простановки размеров контура детали, изготавливаемой на станке с ЧПУ
Анализ технологичности конструкции изделия
Качественная
Под технологичностью конструкции следует понимать придание изделию (машине,
Анализ технологичности конструкции изделия
Качественная
Под технологичностью конструкции следует понимать придание изделию (машине,
При качественной оценке технологичности конструкции детали определяется:
простота конструкции детали;
степень унификации геометрических
При качественной оценке технологичности конструкции детали определяется:
простота конструкции детали;
степень унификации геометрических
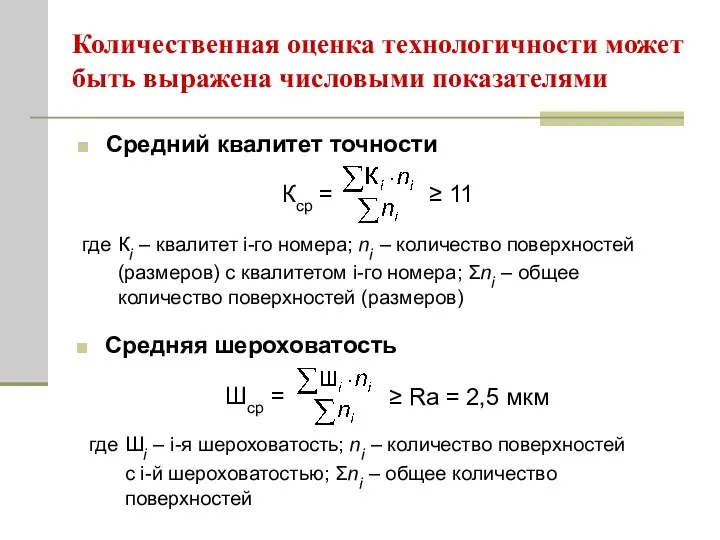
Количественная оценка технологичности может быть выражена числовыми показателями
Средний квалитет точности
Средняя шероховатость
Количественная оценка технологичности может быть выражена числовыми показателями
Средний квалитет точности
Средняя шероховатость
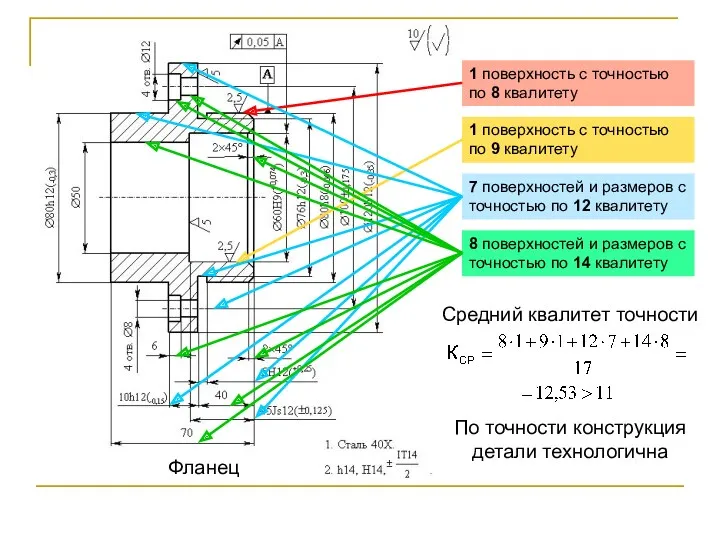
По точности конструкция детали технологична
По точности конструкция детали технологична
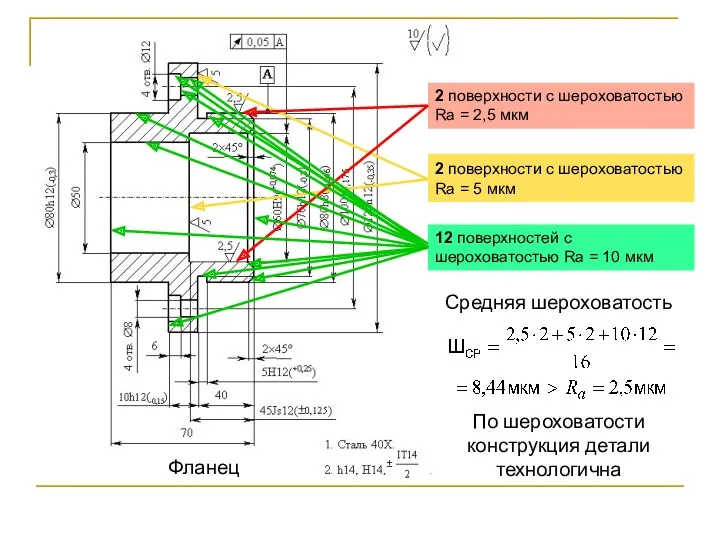
По шероховатости конструкция детали технологична
По шероховатости конструкция детали технологична
Формулировка технических задач по точности обработки определяет:
структуру технологического процесса;
применяемое оборудование;
используемую оснастку;
квалификацию
Формулировка технических задач по точности обработки определяет:
структуру технологического процесса;
применяемое оборудование;
используемую оснастку;
квалификацию

Определение типа производства
Типы производства
Определение типа производства
Типы производства
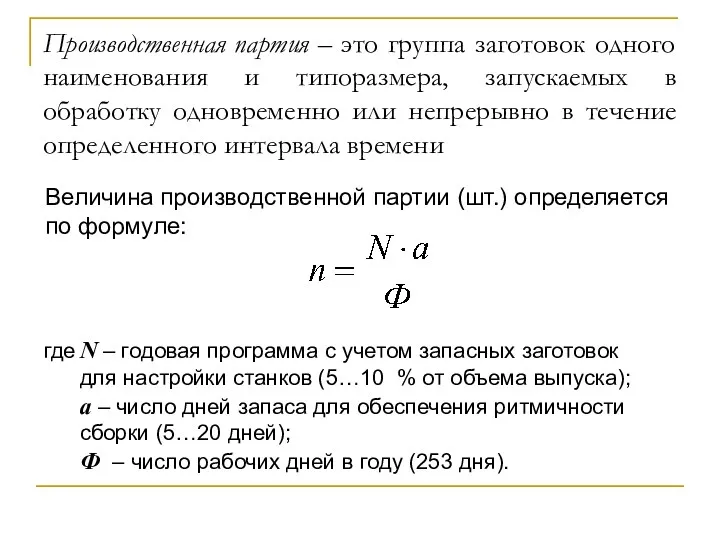
Производственная партия – это группа заготовок одного наименования и типоразмера, запускаемых
Производственная партия – это группа заготовок одного наименования и типоразмера, запускаемых
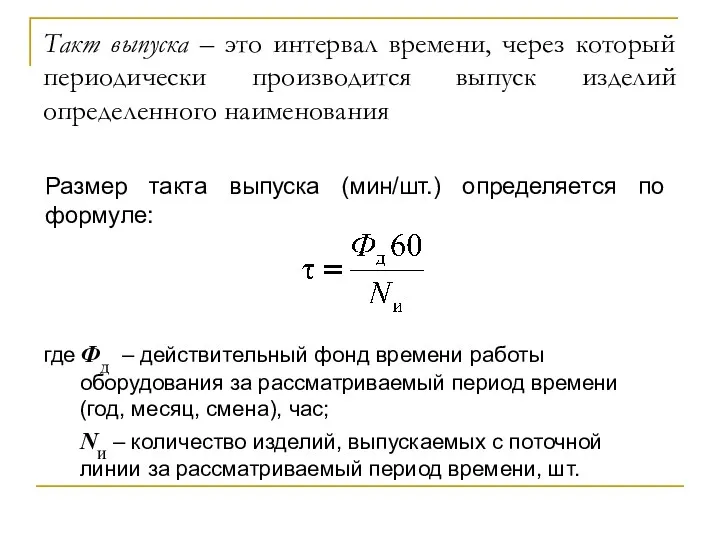
Такт выпуска – это интервал времени, через который периодически производится выпуск
Такт выпуска – это интервал времени, через который периодически производится выпуск
Концентрация и дифференциация операций
Концентрацией (укрупнением) операций называется соединение нескольких простых технологических
Концентрация и дифференциация операций
Концентрацией (укрупнением) операций называется соединение нескольких простых технологических
Достоинства концентрации операций
повышается точность взаимного расположения поверхностей, обрабатываемых при одном установе;
повышается
Достоинства концентрации операций
повышается точность взаимного расположения поверхностей, обрабатываемых при одном установе;
повышается
Достоинства концентрации операций
(окончание)
сокращается длительность производственного цикла а, следовательно, и объем незавершенного
Достоинства концентрации операций
(окончание)
сокращается длительность производственного цикла а, следовательно, и объем незавершенного
Достоинства дифференциации операций
связаны с возможностью отделения сложной и точной чистовой обработки,
Достоинства дифференциации операций
связаны с возможностью отделения сложной и точной чистовой обработки,
Связь степени концентрации и дифференциации операций с типом и серийностью производства
и
Связь степени концентрации и дифференциации операций с типом и серийностью производства
и
В условиях крупносерийного и массового производств применяется дифференциация операций на конвейерных
В условиях крупносерийного и массового производств применяется дифференциация операций на конвейерных
Анализ производственной обстановки
Выбирается то оборудование, которое необходимо для изготовления детали.
Выбор
Анализ производственной обстановки
Выбирается то оборудование, которое необходимо для изготовления детали.
Выбор
Анализ производственной обстановки (окончание)
Проектирование технологических процессов проводится с учетом распределения оборудования
Анализ производственной обстановки (окончание)
Проектирование технологических процессов проводится с учетом распределения оборудования
Определение класса детали
Валы
Классом называется совокупность деталей, характеризуемых общностью технологических задач, решаемых
Определение класса детали
Валы
Классом называется совокупность деталей, характеризуемых общностью технологических задач, решаемых
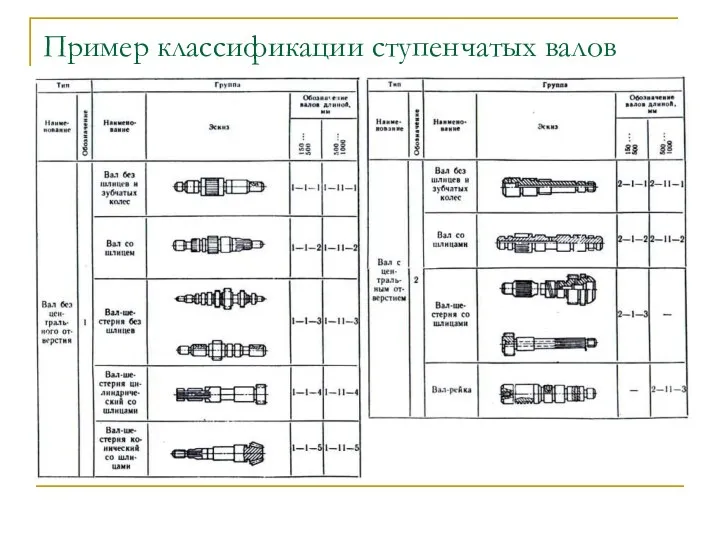
Пример классификации ступенчатых валов
Пример классификации ступенчатых валов
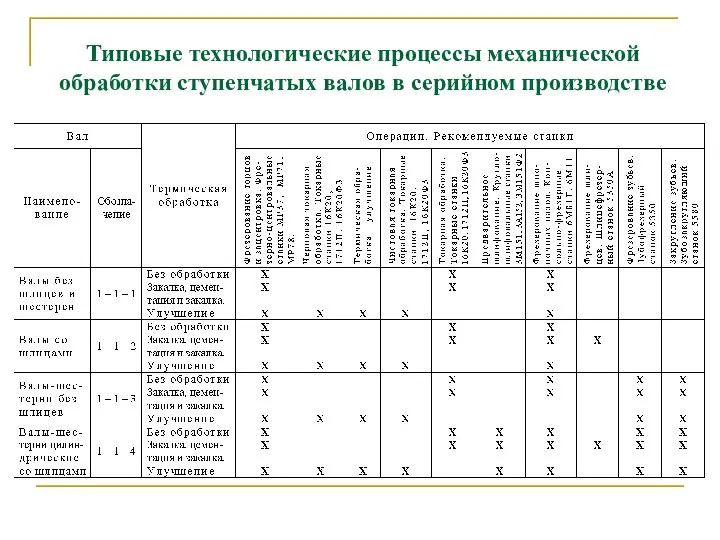
Типовые технологические процессы механической обработки ступенчатых валов в серийном производстве
Типовые технологические процессы механической обработки ступенчатых валов в серийном производстве

Типовые технологические процессы механической обработки ступенчатых валов в серийном производстве
Типовые технологические процессы механической обработки ступенчатых валов в серийном производстве
Выбор исходной заготовки и методов ее изготовления
Исходя из физико-механических свойств материала
Выбор исходной заготовки и методов ее изготовления
Исходя из физико-механических свойств материала
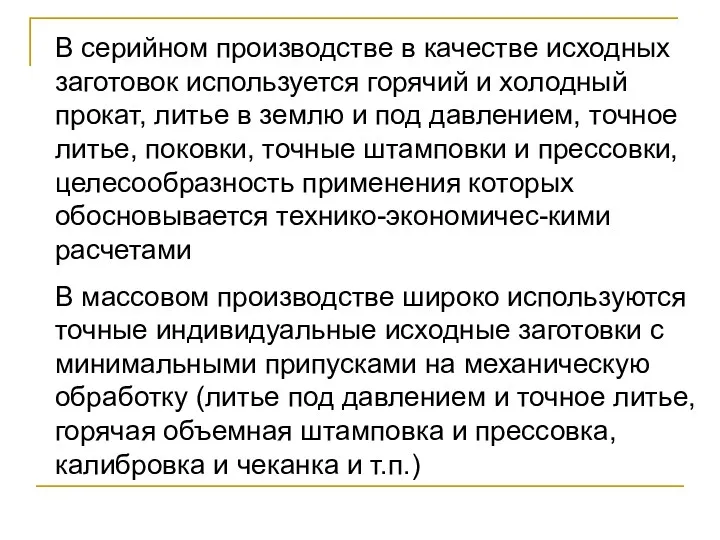
В серийном производстве в качестве исходных заготовок используется горячий и холодный
В серийном производстве в качестве исходных заготовок используется горячий и холодный
Вал генератора
а – эскиз детали; б – эскиз заготовки
Вал генератора
а – эскиз детали; б – эскиз заготовки
Определение планов обработки поверхностей
необходимое количество этапов обработки поверхности;
План обработки поверхности определяет:
методы
Определение планов обработки поверхностей
необходимое количество этапов обработки поверхности;
План обработки поверхности определяет:
методы
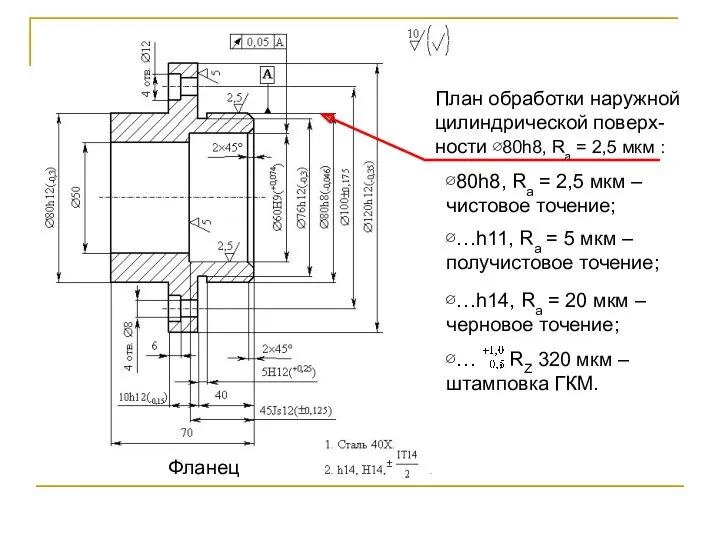
∅80h8, Ra = 2,5 мкм – чистовое точение;
План обработки наружной цилиндрической поверх-ности ∅80h8,
∅80h8, Ra = 2,5 мкм – чистовое точение;
План обработки наружной цилиндрической поверх-ности ∅80h8,
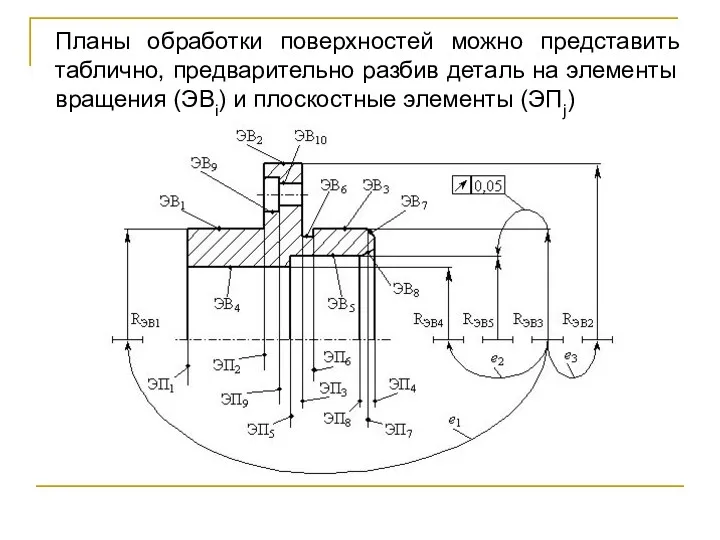
Планы обработки поверхностей можно представить таблично, предварительно разбив деталь на элементы
Планы обработки поверхностей можно представить таблично, предварительно разбив деталь на элементы
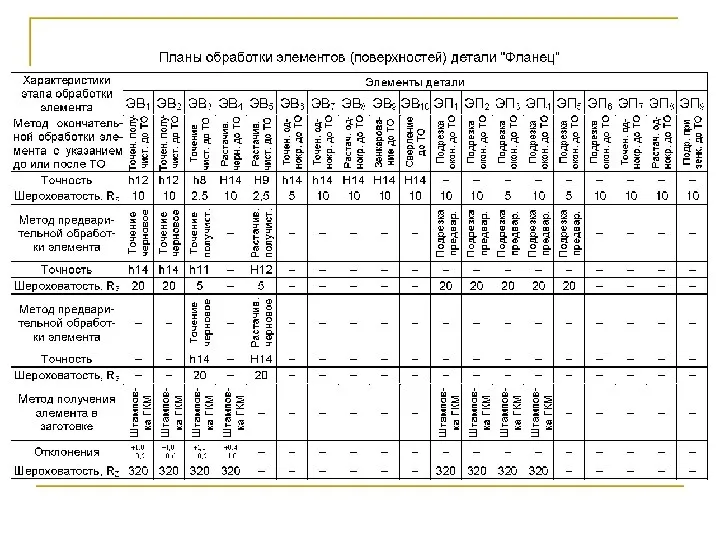
заготовительного (штамповочного);
токарного чернового;
токарного получистового;
токарного чистового;
сверлильного.
При этом можно
заготовительного (штамповочного);
токарного чернового;
токарного получистового;
токарного чистового;
сверлильного.
При этом можно
Составление технологического маршрута с выбором технологических баз
Множество элементов разделяют на подмножества,
Составление технологического маршрута с выбором технологических баз
Множество элементов разделяют на подмножества,
Составление технологического маршрута с выбором технологических баз (окончание)
Для каждой операции механической
Составление технологического маршрута с выбором технологических баз (окончание)
Для каждой операции механической
Технологический маршрут изготовления детали «Фланец»
Технологический маршрут изготовления детали «Фланец»
Размерно-точностной анализ ТП
При проектировании технологических процессов для автоматического и полуавтоматического оборудования
Размерно-точностной анализ ТП
При проектировании технологических процессов для автоматического и полуавтоматического оборудования
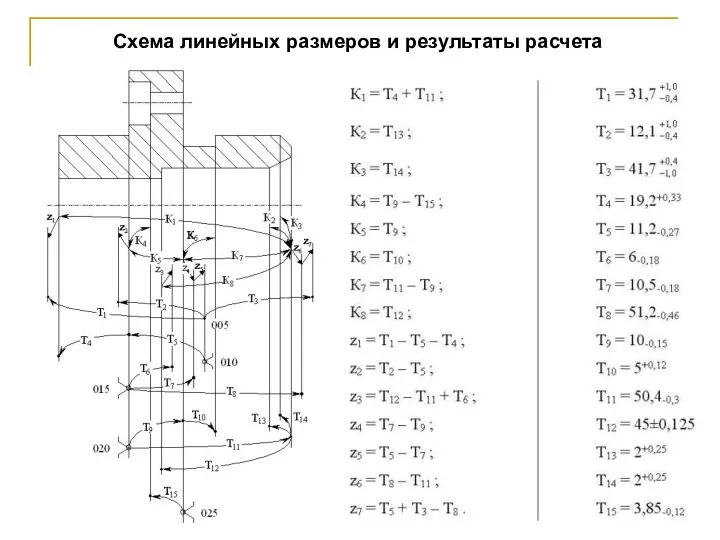
Схема линейных размеров и результаты расчета
Схема линейных размеров и результаты расчета
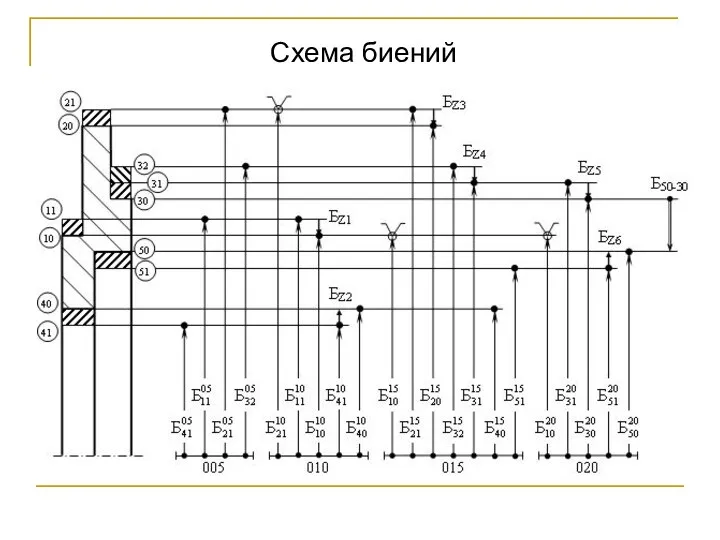
Схема биений
Схема биений

Технологический процесс изготовления детали «Фланец»
Технологический процесс изготовления детали «Фланец»
Разработка технологических операций
определяется перечень и количество инструментов, необходимых для обработки заготовки;
При
Разработка технологических операций
определяется перечень и количество инструментов, необходимых для обработки заготовки;
При
Разработка технологических операций (окончание)
проектируется схема наладки станка;
разрабатываются траектории движения инструментов и
Разработка технологических операций (окончание)
проектируется схема наладки станка;
разрабатываются траектории движения инструментов и
Нормирование технологического процесса
Техническое нормирование в широком смысле этого понятия представляет собой
Нормирование технологического процесса
Техническое нормирование в широком смысле этого понятия представляет собой
Методы нормирования труда
Опытно-статистический метод.
Расчетно-аналитический метод (техническое нормирование).
Опытно-статистический метод и метод укрупненного
Методы нормирования труда
Опытно-статистический метод.
Расчетно-аналитический метод (техническое нормирование).
Опытно-статистический метод и метод укрупненного
Опытно-статистический метод
Опытно-статистический метод не предполагает аналитического расчета трудоемкости отдельных элементов выполняемой
Опытно-статистический метод
Опытно-статистический метод не предполагает аналитического расчета трудоемкости отдельных элементов выполняемой
Недостатки
опытно-статистического метода
узаконивают на будущее существовавшие в прошлом недостатки в технологии
Недостатки
опытно-статистического метода
узаконивают на будущее существовавшие в прошлом недостатки в технологии
Метод укрупненного нормирования
В условиях единичного и мелкосерийного производств экономически нецелесообразно расчленять
Метод укрупненного нормирования
В условиях единичного и мелкосерийного производств экономически нецелесообразно расчленять
Задачи расчетно-аналитического метода (технического нормирования)
выявление резервов рабочего времени;
улучшение организации труда на
Задачи расчетно-аналитического метода (технического нормирования)
выявление резервов рабочего времени;
улучшение организации труда на
Технически обоснованная норма времени (техническая норма) – это время, необходимое для
Технически обоснованная норма времени (техническая норма) – это время, необходимое для
экономически целесообразное в данных условиях отделение основной работы от подготовительной и
экономически целесообразное в данных условиях отделение основной работы от подготовительной и
определения требуемого количества и загрузки оборудования;
Технические нормы служат основой для:
определения производственной
определения требуемого количества и загрузки оборудования;
Технические нормы служат основой для:
определения производственной
Достоинства
предусматривают использование передового производственного опыта, а также более полное использование имеющихся
Достоинства
предусматривают использование передового производственного опыта, а также более полное использование имеющихся
Достоинства
являются однородными по жесткости, что исключает появление неоправданно высокой или чрезмерно
Достоинства
являются однородными по жесткости, что исключает появление неоправданно высокой или чрезмерно
Классификация затрат рабочего времени
Норма основного времени То – это норма времени
Классификация затрат рабочего времени
Норма основного времени То – это норма времени
Норма вспомогательного времени Тв – это норма времени на осуществление действий,
Норма вспомогательного времени Тв – это норма времени на осуществление действий,
Топ = То + Тв
ручным;
Классификация затрат рабочего времени (продолжение)
Вспомогательное время бывает:
Норма
Топ = То + Тв
ручным;
Классификация затрат рабочего времени (продолжение)
Вспомогательное время бывает:
Норма
Время технического обслуживания Ттех – это время, затрачиваемое на уход за
Время технического обслуживания Ттех – это время, затрачиваемое на уход за
Время на личные потребности Тотд – это часть штучного времени, затрачиваемая
Время на личные потребности Тотд – это часть штучного времени, затрачиваемая
Норма подготовительно-заключительного времени Тп-з – это норма времени на подготовку рабочих
Норма подготовительно-заключительного времени Тп-з – это норма времени на подготовку рабочих
получение материалов, инструментов, приспособлений, технологической документации и наряда на работу;
Классификация затрат
получение материалов, инструментов, приспособлений, технологической документации и наряда на работу;
Классификация затрат
 Структура книги
Структура книги Психологическая работа в юридической сфере (часть 1)
Психологическая работа в юридической сфере (часть 1) Продвижение сайта. SEO-методы
Продвижение сайта. SEO-методы Александро-Невская Лавра
Александро-Невская Лавра урок 3
урок 3 Опухоли. Теории происхождения
Опухоли. Теории происхождения Теоретическая грамматика английского языка. Артикль
Теоретическая грамматика английского языка. Артикль Этиология нарушений речи.
Этиология нарушений речи. Автоматизированное рабочее место технолога-машиностроителя
Автоматизированное рабочее место технолога-машиностроителя Я хочу играть, часть 4
Я хочу играть, часть 4 3D-моделирование
3D-моделирование Уравнение Менделеева - Клапейрона
Уравнение Менделеева - Клапейрона Комплекстік кедергі. Комплекстік өткізгіштік. Пассивті екіұшты. Ом және Кирхгоф заңдары комплекстік түрде
Комплекстік кедергі. Комплекстік өткізгіштік. Пассивті екіұшты. Ом және Кирхгоф заңдары комплекстік түрде Химические предприятия
Химические предприятия Пермский институт культуры - твой выбор
Пермский институт культуры - твой выбор Творча майстерня “Аграфка”
Творча майстерня “Аграфка” Реалистическая живопись Голландии
Реалистическая живопись Голландии Аналық тақша
Аналық тақша 20231001_prezentatsiya_k_uroku_imya_sushchestvitelnoe_ped_debyut
20231001_prezentatsiya_k_uroku_imya_sushchestvitelnoe_ped_debyut О компании TM “Danfor”
О компании TM “Danfor” В стране дорожных знаков
В стране дорожных знаков Михаил Васильевич Ломоносов (1711-1765)
Михаил Васильевич Ломоносов (1711-1765) Николай Алексеевич Некрасов и музыка
Николай Алексеевич Некрасов и музыка Конспект занятия на тему: Человек творец прекрасного.
Конспект занятия на тему: Человек творец прекрасного. Библиотека молодым: поиск позитивных и действенных форм работы
Библиотека молодым: поиск позитивных и действенных форм работы Программа развития классного коллектива.
Программа развития классного коллектива. Шахматы, это спорт или игра
Шахматы, это спорт или игра Родительское собрание Принципы родительского воспитания
Родительское собрание Принципы родительского воспитания